Изобретение относится к области нанесения покрытий, в частности к нанесению покрытий испарением и конденсацией в вакууме, и может быть использовано в инструментальном производстве для получения износостойких покрытий на режущем инструменте.
Известен способ получения износостойкого покрытия, в котором на режущий инструмент наносится в вакууме однослойное ионно-плазменное покрытие TiN толщиной 3-8 мкм (см. Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. М.: Машиностроение, 1993. С.95).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе наносимое однослойное покрытие в пределах одного слоя имеет постоянный химический состав и, как следствие этого, неизменяемые физико-механические свойства. На границе между основой инструмента и покрытием изменение этих свойств носит ярко выраженный ступенчатый характер, что приводит к появлению на указанной границе термических, упругих и других видов напряжений, ведущих к снижению прочности сцепления покрытия с инструментальной основой и, как следствие, к снижению стойкости режущего инструмента при его эксплуатации.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ получения износостойкого покрытия в вакууме, в котором осуществляются предварительный нагрев инструментальной основы до температуры ниже температуры ее разупрочнения с одновременной очисткой поверхности основы бомбардировкой ионами наносимого материала в вакууме путем приложения напряжения к основе и последующее последовательное нанесение адгезионного подслоя, выполненного из элементов материала покрытия, и основного покрытия путем испарения исходного материала и осаждения его паров на основу при одновременном снижении приложенного к основе напряжения и подаче в камеру газа-реагента (см. Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. М.: Машиностроение, 1993. С.294), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе адгезионный подслой содержит только элементы материала основного покрытия, в результате чего не обеспечивается достаточная прочность сцепления покрытия с инструментальной основой, снижается стойкость режущего инструмента при его эксплуатации.
Сущность изобретения заключается в следующем. Перед нанесением основного покрытия на инструментальной основе формируется адгезионный подслой толщиной 1,5-3 мкм, выполненный из элементов материалов основы и основного покрытия.
Технический результат - повышение стойкости режущего инструмента.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе получения износостойкого покрытия в вакууме осуществляются предварительный нагрев инструментальной основы до температуры ниже температуры ее разупрочнения с одновременной очисткой поверхности основы бомбардировкой ионами наносимого материала в вакууме путем приложения напряжения к основе и последующее последовательное нанесение адгезионного подслоя, выполненного из элементов материала покрытия, и основного покрытия путем испарения исходного материала и осаждения его паров на основу при одновременном снижении приложенного к основе напряжения и подаче в камеру газа-реагента.
Особенность заключается в том, что в качестве исходного материала при нанесении адгезионного подслоя используют материал, включающий элементы материалов основы и основного покрытия.
Формирование адгезионного подслоя толщиной 1,5-3 мкм, выполненного из элементов материалов инструментальной основы и основного покрытия, перед нанесением основного покрытия способствует более плавному изменению физико-механических свойств от покрытия к основе, что приводит к снижению напряжений на границе между основой и покрытием, к повышению прочности сцепления покрытия с инструментальной основой и, как следствие, к увеличению стойкости режущего инструмента при его эксплуатации.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения, определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Покрытия наносили методом КИБ (конденсацией из плазменной фазы в вакууме с ионной бомбардировкой). Предварительно очищенные от загрязнений неперетачиваемые пластины, изготовленные из быстрорежущей стали Р6М5, размещали в камере установки "Булат-6Т" с установленными в ней электродуговыми испарителями, материалы катодов которых включают элементы покрытия. Для получения износостойкого покрытия использовали 3 катода: два из титана и один из стали 12Х18Н10Т. Камера установки откачивалась до давления 6,65•10-3 Па форвакуумным и диффузионным насосами. На пластины подавалось напряжение 1100-1500 В. В пространстве между пластинами и катодом зажигали дуговой разряд для испарения материала катода. Проводили очистку поверхности пластин бомбардировкой ионами материала катода с одновременным нагревом до 500-520oС. Контроль температуры осуществлялся инфракрасным пирометром. После достижения указанной температуры напряжение на пластинах снижали до 120-150 В и одновременно в камеру подавали азот при давлении 2,0-3,3•10-1 Па для взаимодействия с испаряемым материалом катода. Сила тока дуги для катодов составляла величину 70-110 А. Осуществляли конденсацию адгезионного подслоя (Ti, Fe)N заданной толщины. Затем отключали электродуговой испаритель, оснащенный катодом из стали 12Х18Н10Т, и осуществляли конденсацию основного покрытия TiN заданной толщины двумя катодами из титана. При этом осуществлялось формирование износостойкого покрытия общей толщиной 6 мкм. После этого подачу азота в камеру прекращали, выключали дуговой разряд и снимали напряжение с пластин. Пластины с нанесенным износостойким покрытием охлаждали в камере до комнатной температуры.
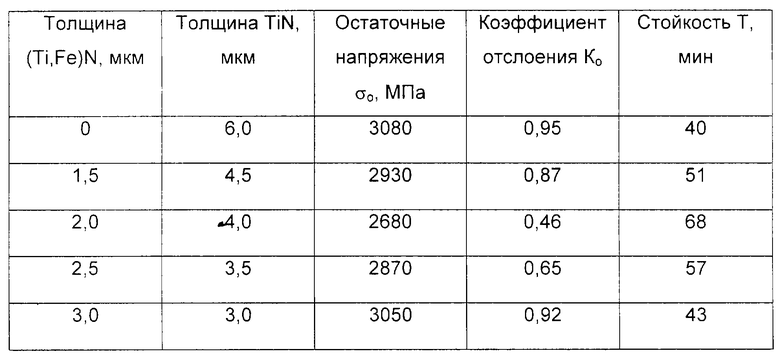
Остаточные напряжения в покрытии определяли на рентгеновском дифрактометре "ДРОН - 3".
Прочность сцепления покрытия с инструментальной основой оценивали методом непрерывного вдавливания алмазного индентора на твердомере ТК - 2М. За критерий оценки адгезионных свойств композиции "покрытие - инструментальная основа" был принят коэффициент отслоения Ко, определяемый как отношение площади отслоения покрытия вокруг отпечатка индентора к площади индентора.
Стойкостные испытания режущего инструмента проводили при продольном точении заготовок из стали 40Х на токарном станке 16К20. Пластины устанавливались и закреплялись в державках, которые обеспечивали следующую геометрию рабочей части: γ= 10o, α=8o, ϕ=45o, ϕ1=15o, λ=0, r=0. Режимы резания были следующими: скорость резания V=60 м/мин, подача S=0,3 мм/об, глубина резания t= 0,75 мм. В качестве СОЖ применяли 5%-ный водный раствор эмульсола Укринол - 1М. За критерий износа была принята величина фаски износа по задней поверхности h3=0,4 мм. Эффективность режущего инструмента определяли по величине коэффициента повышения стойкости, определяемого как отношение стойкости инструмента с покрытием, содержащим адгезионный подслой (Ti, Fe)N, к стойкости инструмента с покрытием TIN.
Результаты исследований приведены в таблице.
Важной характеристикой является толщина адгезионного подслоя. Как показали исследования, оптимальная толщина адгезионного подслоя (Ti, Fe)N составляет 2 мкм. При толщине подслоя менее 2 мкм не обеспечивается прочное сцепление между покрытием и основой, поскольку количества осажденного материала оказывается недостаточно для полного связывания пленки оксидов на поверхности основы. При толщине подслоя более 2 мкм из-за различия коэффициентов теплового линейного расширения подслоя и основы возникают термические напряжения на границе раздела "подслой - основа", что приводит к снижению прочности сцепления покрытия с основой и уменьшению стойкости инструмента.
Стойкость режущего инструмента с покрытием, содержащим адгезионный подслой (Ti, Fe)N толщиной 2 мкм, повышается в 1,7 раза по сравнению с инструментом с покрытием TiN.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в области нанесения покрытий, в частности в области нанесения покрытий испарением и конденсацией в вакууме, и может быть использовано в инструментальном производстве для получения износостойких покрытий на режущем инструменте;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2002 |
|
RU2214890C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2002 |
|
RU2214892C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2003 |
|
RU2227815C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2002 |
|
RU2214891C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2003 |
|
RU2261936C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260632C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2003 |
|
RU2250810C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2266974C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2266350C2 |
Изобретение относится к нанесению покрытий, в частности к нанесению покрытий испарением и конденсацией в вакууме, и предназначено для получения износостойких покрытий на режущем инструменте в инструментальном производстве. Технический результат - повышение стойкости режущего инструмента. Способ включает предварительный нагрев инструментальной основы до температуры ниже температуры ее разупрочнения с одновременной очисткой поверхности основы бомбардировкой ионами наносимого материала в вакууме путем приложения напряжения к основе и последующее последовательное нанесение адгезионного подслоя толщиной 1,5-3 мкм, выполненного из элементов материала покрытия, и основного покрытия путем испарения исходного материала и осаждения его паров на основу при одновременном снижении приложенного к основе напряжения и подаче в камеру газа-реагента, причем в качестве исходного материала при нанесении адгезионного подслоя используют материал, включающий элементы материалов основы и основного покрытия. 1 табл.
Способ получения износостойкого покрытия в вакууме, включающий предварительный нагрев инструментальной основы до температуры ниже температуры ее разупрочнения с одновременной очисткой поверхности бомбардировкой ионами материала покрытия путем приложения напряжения к основе и последующее последовательное нанесение адгезионного подслоя и основного покрытия путем испарения исходного материала покрытия и осаждения его паров на основу при одновременном снижении приложенного к основе напряжения и подаче в камеру газа-реагента, отличающийся тем, что адгезионный подслой наносят толщиной 1,5-3 мкм путем испарения исходного материала, содержащего элементы материала основы и основного покрытия.
| ВЕРЕЩАКА А.С | |||
| Работоспособность режущего инструмента с износостойкими покрытиями | |||
| - М.: Машиностроение, 1993, с.284 | |||
| SU 1614519 А1, 20.05.1999 | |||
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1988 |
|
SU1549110A1 |
| СПОСОБ КОМПЛЕКСНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА ДЛЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, СОДЕРЖАЩИХ БОЛЕЕ 3% ВАНАДИЯ | 1991 |
|
RU2015199C1 |
