Изобретение относится к машиностроению, а именно к обработке шлифованием, и может быть использовано при шлифовании заготовок из материалов, обладающих высокой адгезионной активностью по отношению к шлифовальному кругу.
Известен способ очистки шлифовальных кругов, при котором в качестве инструмента для очистки используют бруски из неметаллического материала (песчаника, известняка, пемзы) (см. Попов С.А., Малевский Н.П., Терещенко Л. М. Алмазно-абразивная обработка металлов и твердых сплавов. М.: Машиностроение, 1977, 263 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что эффект от очистки снижается, поскольку чем дальше от условной наружной поверхности круга расположены абразивные зерна шлифовального круга, тем ниже степень их очистки.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ очистки (А.с. 1775282 СССР, МКИ3 В 24 В 53/007. Способ чистки абразивных инструментов / Н.Н. Кузнецов. 4847739/08. Заявл. 03.05.90. Опубл. 15.11.92. Б.И. 42), заключающийся в воздействии на рабочую поверхность шлифовального круга инструментом для очистки, в качестве которого используется эластомер.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа очистки, принятого за прототип, относится низкая эффективность удаления налипов металла с зерен шлифовального круга и высокий размерный износ инструмента для очистки.
Сущность изобретения заключается в следующем. Высокая интенсивность засаливания рабочей поверхности шлифовального круга при шлифовании заготовок из адгезионно-активных материалов приводит к снижению производительности обработки и ухудшению качества шлифованных деталей. Одним из путей повышения эффективности шлифования заготовок из адгезионно-активных материалов является рационализация очистки шлифовальных кругов.
Технический результат - увеличение производительности обработки при обеспечении заданного качества шлифованных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе очистки, на рабочую поверхность вращающегося шлифовального круга воздействуют эластичном инструментом, особенность при этом заключается в том, что воздействие осуществляют путем прижима инструмента к рабочей поверхности круга, а в качестве инструмента используют абразивный брусок на эластичной связке, упругие свойства которого предварительно увеличивают посредством нагрева. При этом интенсифицируется процесс удаления налипов металла с зерен круга, поскольку удаление производится зернами абразивного инструмента, сокращается продолжительность очистки и снижаются износ и расход инструмента для очистки. Благодаря упругим свойствам эластичной связки создаются условия для очистки зерен круга, удаленных от его условной наружной поверхности. Нагрев бруска способствует увеличению его упругих свойств, а следовательно, улучшению условий для очистки зерен круга.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволили установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе очистки, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа очистки. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
- замена какой-либо части (элемента) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности и пр.);
- увеличение количества однотипных элементов для усиления технического результата, обусловленного наличием в средстве именно таких элементов;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлений таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены, исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
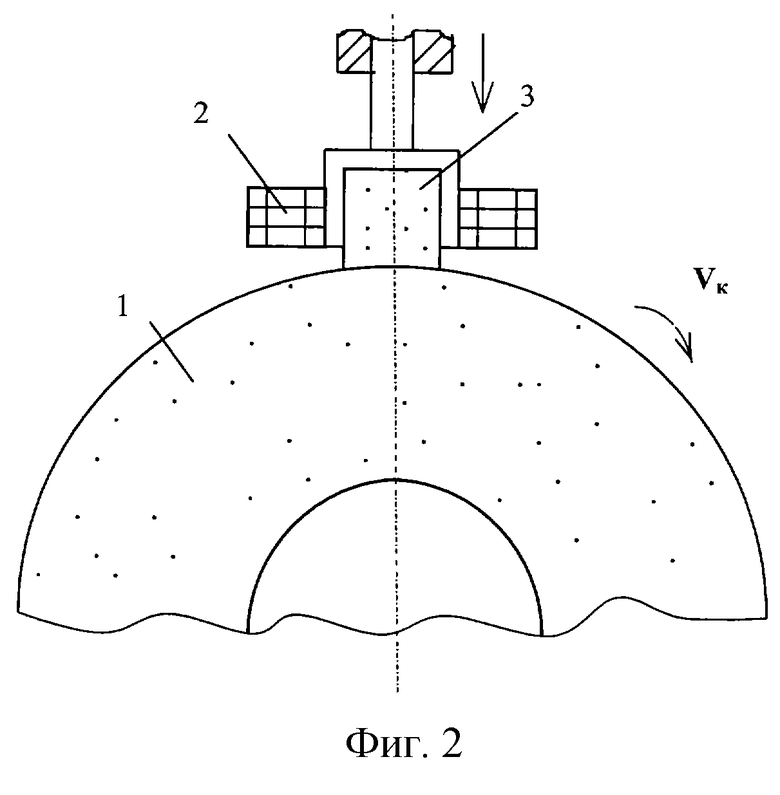
На чертежах представлены: фиг.1 - исходное положение инструмента для очистки относительно круга; фиг.2 - схема очистки рабочей поверхности круга.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата. При достижении определенной степени засаливания рабочей поверхности шлифовального круга 1, вращающегося с рабочей скоростью Vk, к ней подводят и прижимают предварительно нагретый с помощью нагревательного элемента 2 инструмент для очистки 3 в виде абразивного бруска на эластичной связке (фиг.2). Абразивные зерна инструмента удаляют налипы металла обрабатываемой заготовки с абразивных зерен шлифовального круга. За счет упругих свойств эластичной связки инструмента, усиленных за счет его нагрева, очищаются зерна круга, расположенные на удалении от его условной наружной поверхности круга.
Очистка рабочей поверхности шлифовального круга обеспечивает повышение производительности шлифования при обеспечении заданного качества шлифованных деталей. Повышение производительности шлифования достигается за счет увеличения скорости подачи и (или) периода стойкости шлифовального круга и сокращения тем самым числа правок.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного способа очистки шлифовальных кругов следующей совокупности условий:
- способ очистки шлифовальных кругов, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок из материалов, обладающих высокой адгезионной активностью;
- для заявленного способа очистки шлифовальных кругов в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ очистки шлифовальных кругов, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2184643C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2185273C2 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2002 |
|
RU2217293C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2238840C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2003 |
|
RU2228253C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240220C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2238841C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2185272C2 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ ПЛОСКОМ МАЯТНИКОВОМ ШЛИФОВАНИИ | 2001 |
|
RU2201327C2 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ ПРИ БЕСЦЕНТРОВОМ ВРЕЗНОМ ШЛИФОВАНИИ | 2001 |
|
RU2201328C2 |
Изобретение относится к машиностроению, а именно к обработке шлифованием, и может быть использовано при шлифовании заготовок из материалов, обладающих высокой адгезионной активностью по отношению к шлифовальному кругу. Способ очистки шлифовальных кругов включает воздействие на рабочую поверхность вращающегося шлифовального круга эластичным инструментом. Воздействие осуществляют путем прижима инструмента к рабочей поверхности круга. В качестве инструмента используют абразивный брусок на эластичной связке, упругие свойства которого предварительно увеличивают посредством нагрева. В результате обеспечивается производительность обработки при обеспечении заданного качества шлифованных деталей. 2 ил.
Способ очистки шлифовальных кругов, включающий воздействие на рабочую поверхность вращающегося шлифовального круга эластичным инструментом, отличающийся тем, что воздействие осуществляют путем прижима инструмента к рабочей поверхности круга, а в качестве инструмента используют абразивный брусок на эластичной связке, упругие свойства которого предварительно увеличивают посредством нагрева.
| Способ чистки абразивных инструментов | 1990 |
|
SU1775282A1 |
| Способ правки шлифовального круга | 1985 |
|
SU1335436A1 |
| Устройство для записи и воспроизведения информации | 1985 |
|
SU1277195A1 |
| US 4805586, 21.02.1989. | |||
