Изобретение относится к дверным коробкам и элементам, из которых они собраны.
Предпосылки изобретения
В настоящее время большинство дверных коробок выполняют из древесины, при этом они содержат два элемента боковой обвязки и верхнюю обвязку. Если дверь является входной, то дверная коробка содержит также нижнюю обвязку, тогда как у дверей внутри помещения боковые обвязки доходят до пола.
При большом объеме производства дверных коробок их элементы могут быть изготовлены на производственном предприятии с последующей сборкой на месте проведения работ или, в некоторых случаях, непосредственно на этом же предприятии. Тем не менее часто бывает так, что элементы дверной коробки каждой отдельной двери изготавливают из пиломатериалов прямо на месте выполнения работ, причем при этом выполняют сверление и фасонное фрезерование под запорные планки и петли, а затем устанавливают их на надлежащее место.
Известны не только дверные коробки, целиком выполненные из древесины, но и выполненные из других материалов в сочетании с древесиной, а также целиком из других материалов.
В патенте США 1606780, выданном 16 ноября 1926 г., описана металлическая дверная коробка.
В патенте США 4281481, выданном 4 августа 1981 г., описана алюминиевая дверная коробка, а в патенте США 3287856, выданном 16 октября 1964 г., описана прессованная металлическая дверная коробка.
В патенте США 4531337, выданном 30 июля 1985 г., описана комбинированная дверная коробка, выполненная из древесины и металла, а в патенте США 4505080, выданном 19 марта 1985 г., описана комбинированная дверная коробка из древесины и прессованного металла или прессованной пластмассы, а в патенте США 5293723, выданном 15 марта 1994 г., описана комбинированная дверная коробка из пластмассы и древесины.
Недостатком деревянных дверных коробок является не только относительно высокая стоимость древесины, но и подверженность деревянных элементов дверной коробки короблению и перекосам, что отрицательно сказывается на точности ее выполнения.
С другой стороны, металлические дверные коробки не позволяют осуществлять регулировку по месту, которая учитывала бы особенности конкретного проема стены. Кроме того, они дороги и при установке, как правило, требуют использования некоторого количества древесины. Помимо этого, металл обладает хорошей теплопроводностью и, следовательно, имеет плохие теплоизолирующие свойства.
Прессованные пластмассовые элементы дверной коробки не обладают прочностью, присущей дереву, и не могут быть установлены без использования деревянных вставок.
Обзор известных технических решений
В заявке на европейский патент 0-586213 А1, опубликованной 09.03.94, описан полый конструктивный элемент окна или двери, который может быть выполнен из полимера или древесного волокна прессованием или литьем под давлением. Такой элемент открыт с концов, а его прессованные стенки имеют постоянные размеры по длине. Такие элементы могут быть соединены под прямым углом посредством диагональной подрезки и сварки их концов, однако в них отсутствуют приспособления, обеспечивающие их установку.
В патенте США 4154034, выданном 15 мая 1979 г., описаны элементы дверной коробки, имеющие по существу J-образное поперечное сечение, выполненные посредством литья из полистирола, армированного стекловолокном. Однако в таких элементах повернутый вверх конец нижней части J-образного профиля используется в качестве дверного упора, а задняя сторона этого профиля используется для установки металлических полос для присоединения элемента к косяку.
Сущность изобретения
Настоящее изобретение направлено на создание дверной коробки, которая значительно дешевле существующих, а по эксплуатационным качествам и теплоизоляции обладает всеми преимуществами сплошных деревянных дверных коробок, но по сравнению с ними более прочна, лучше противостоит воздействию природных факторов и насекомых, не расщепляется, не трескается, не перекашивается, не корродирует и не требует обслуживания.
Предложенная изобретением дверная коробка сформирована из элементов, выполненных из композитного материала посредством прямого прессования в виде точно изготовленных профилей, готовых для быстрой, удобной и точной сборки.
Более конкретно, элементы дверной коробки согласно изобретению представляют собой изделия, полученные прямым прессованием из наполнителя, отходов или повторно используемых частиц или мелких кусочков (далее называемых "измельченным материалом"), связанных посредством термопластического материала, такого как отходы термопласта или повторно используемый термопласт.
В предпочтительном варианте выполнения такие элементы, полученные прямым прессованием, выполнены с взаимно соединяемыми установочными средствами, обеспечивающими их соединение с высокой степенью точности совмещения и готовность для крепления посредством соответствующих крепежных средств.
Благодаря точному взаимному соединению элементов при сборке требуется минимальное количество крепежных средств для крепления элементов дверной коробки в собранном состоянии, чем обусловлена возможность ее быстрой, удобной и точной сборки.
Благодаря тому что элементы боковой и верхней обвязок дверной коробки согласно изобретению выполнены посредством прессования, они сформированы в виде удлиненных открытых корытных или коробчатых профилей с соответствующим внутренним армированием, а их ступенчатые нижние поверхности обращены внутрь дверного проема, охватываемого дверной коробкой. Таким образом, наружные элементы дверной коробки по существу являются полыми и на их изготовление уходит минимальное количество материала, а в результате создаются элементы, имеющие малый вес, удобные в обращении и при установке.
Кроме того, благодаря тому что элементы дверной коробки выполнены прямым прессованием, они могут быть сформированы за одно целое с приливами, выступами или утолщениями, имеющими отверстия для создания в них укрепленных сквозных проходов под винты или аналогичные крепежные средства для присоединения элементов коробки к дверному проему.
Кроме того, при формировании элементов дверной коробки на этапе прессования или на другом этапе может быть обеспечено точное размещение зон для установки петель и запорной планки-защелки, а также соответствующее размещение внутренних усиливающих полых приливов или блоков материала для принятия вводимых защелкивающих и запорных приспособлений двери.
В том случае, когда дверная коробка предназначена для наружной двери, предлагаемые элементы боковых обвязок и верхней обвязки могут быть выполнены прессованием за одно целое с весьма точно выполненным прессованным изделием, стыкуемым с кирпичной кладкой, которое далее по тексту называется наличником.
Если требуется отдельный наличник, выполненный согласно изобретению, отливают под давлением удлиненный открытый корытный профиль, имеющий скошенные концы и поперечные перегородки между стенками профиля, в том числе проходящие под углом или наклонно и проходящие перпендикулярно стенкам, так что этот профиль может быть разрезан в соответствующих местах с образованием верхних обвязок наличника различной длины в зависимости от ширины двери, имеющих скошенные концы, а также боковых обвязок наличника, верхние концы которых скошены в соответствии с левой или правой боковой обвязкой дверной коробки.
Кроме того, в тех случаях, когда имеется нижняя обвязка дверной коробки, она согласно изобретению выполнена в виде прессованной композитной конструкции с повторяющейся внутренней структурой, так что она может быть разрезана в соответствующих местах в соответствии с шириной двери, вставляемой в дверную коробку.
Эти и другие особенности изобретения будут очевидны из приведенного ниже подробного описания в сочетании с прилагаемыми чертежами.
Краткое описание чертежей
Фиг. 1 изображает вид в аксонометрии предлагаемой прессованной дверной коробки для двери, открывающейся внутрь, с отдельным наличником;
фиг.2 изображает увеличенный вид в аксонометрии соединения верхней части одной из боковых обвязок дверной коробки, изображенной на фиг.1, с верхней обвязкой;
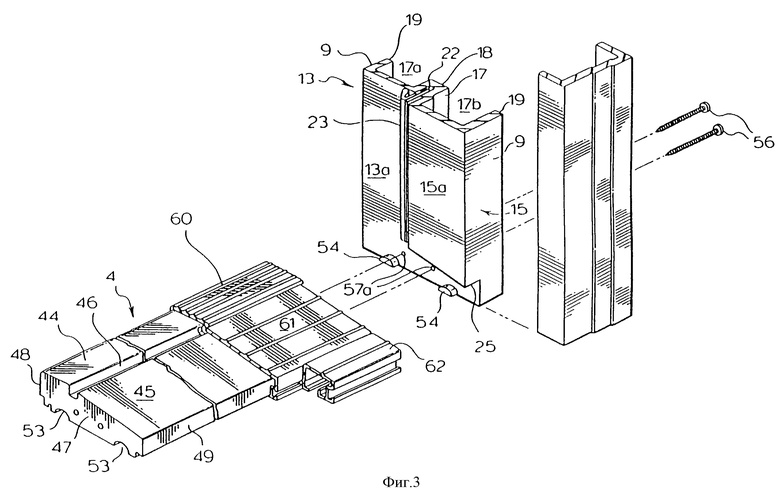
фиг. 3 изображает вид в аксонометрии соединения нижней части одной из боковых обвязок с нижней обвязкой, а также боковую обвязку наличника в положении, в котором она может быть присоединена к боковой обвязке дверной коробки;
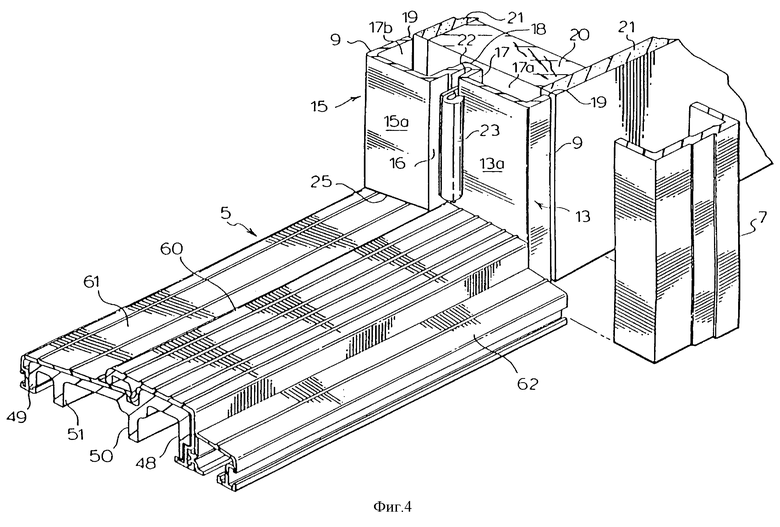
фиг. 4 изображает вид, аналогичный изображенному на фиг.3, но для двери, открывающейся наружу;
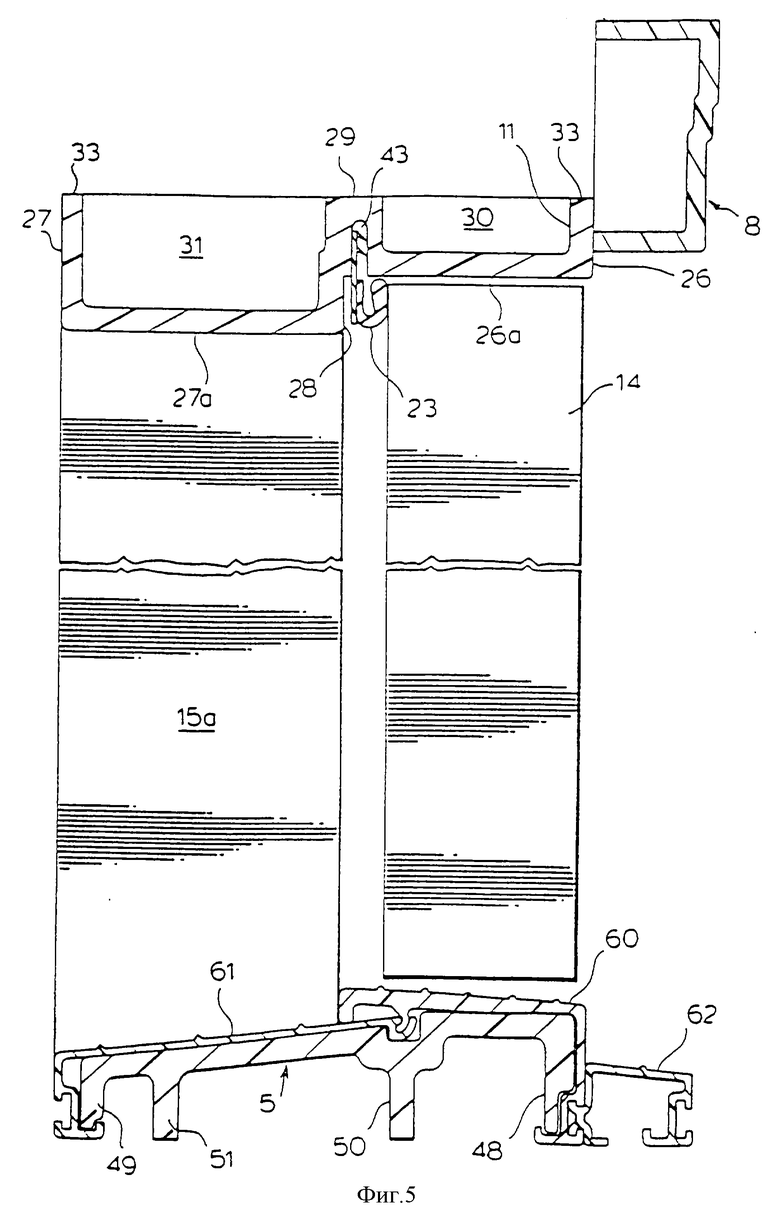
фиг. 5 изображает вертикальный разрез дверной коробки с прикрепленным отдельным наличником;
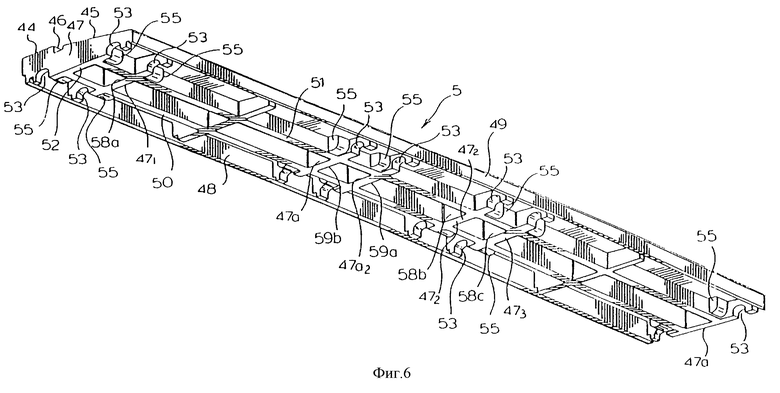
фиг.6 изображает вид в аксонометрии предлагаемой прессованной нижней обвязки, которая может быть разрезана в соответствии с различными размерами дверных коробок для установки в них дверей различной ширины;
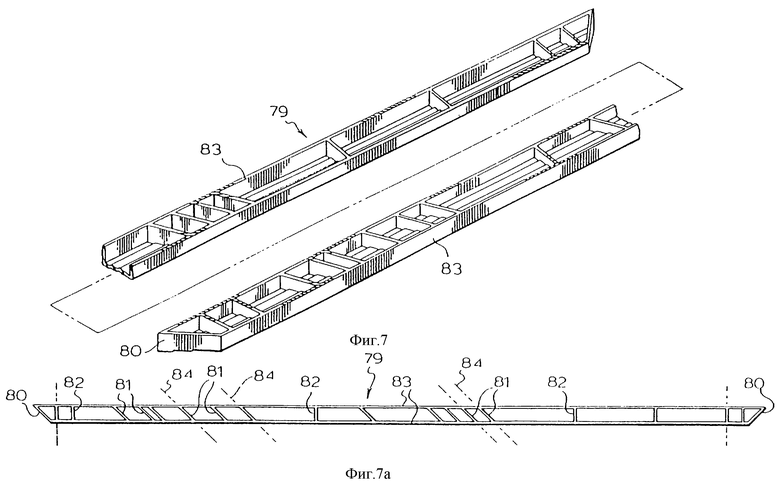
фиг.7 изображает вид в аксонометрии удлиненной прессованной конструкции, из которой могут быть выполнены боковые и верхние обвязки отдельного наличника для дверной коробки;
фиг. 7а изображает вид спереди днища наличника, изображенного на фиг.7 и лежащего на боковой стороне;
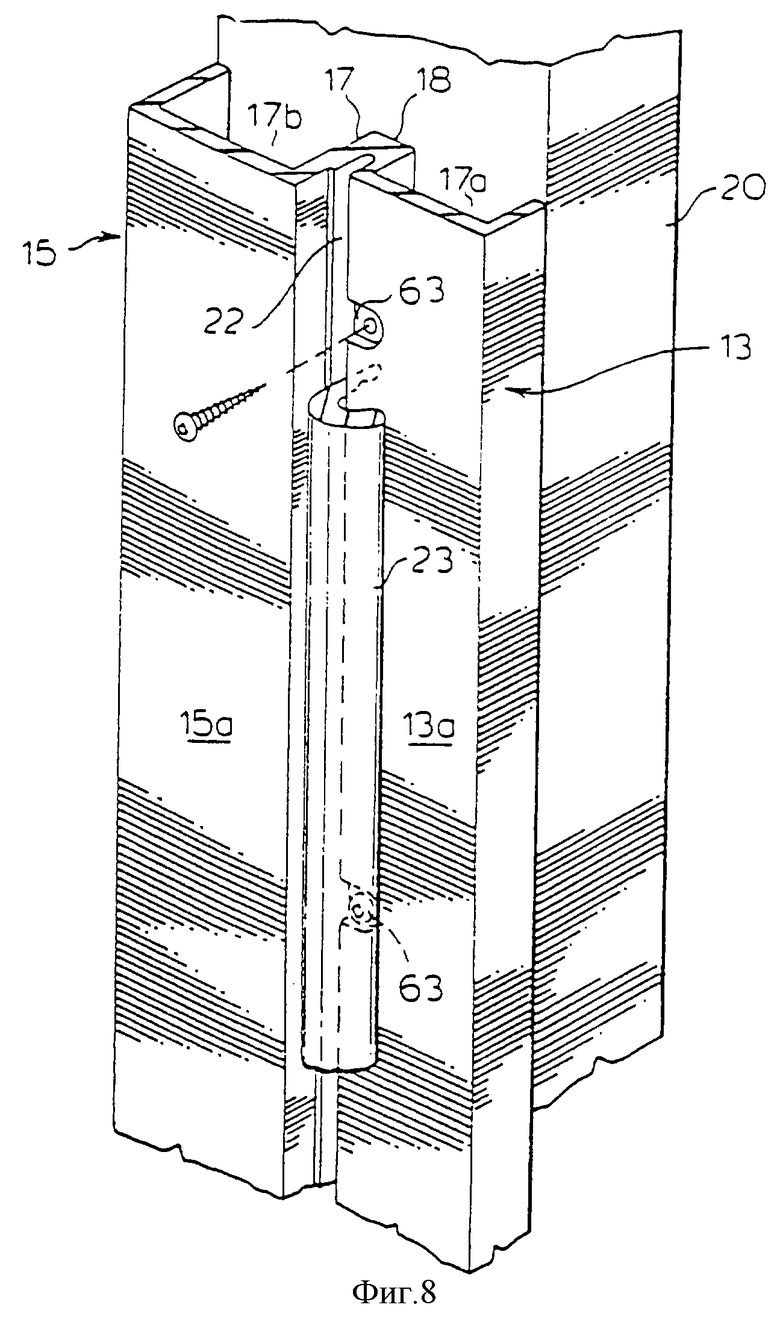
фиг.8 изображает вид в аксонометрии одной из боковых обвязок дверной коробки, иллюстрирующий ее крепление к дверному проему стены здания;
фиг. 9 изображает частичный горизонтальный разрез вертикальной обвязки и конструкции стены, изображенных на фиг.8, с дверью, которая, будучи установлена на своем месте, смещает упругую эластичную нащельную рейку, предназначенный для того, чтобы при открытой двери скрывать крепежные винты, из которых изображен только один;
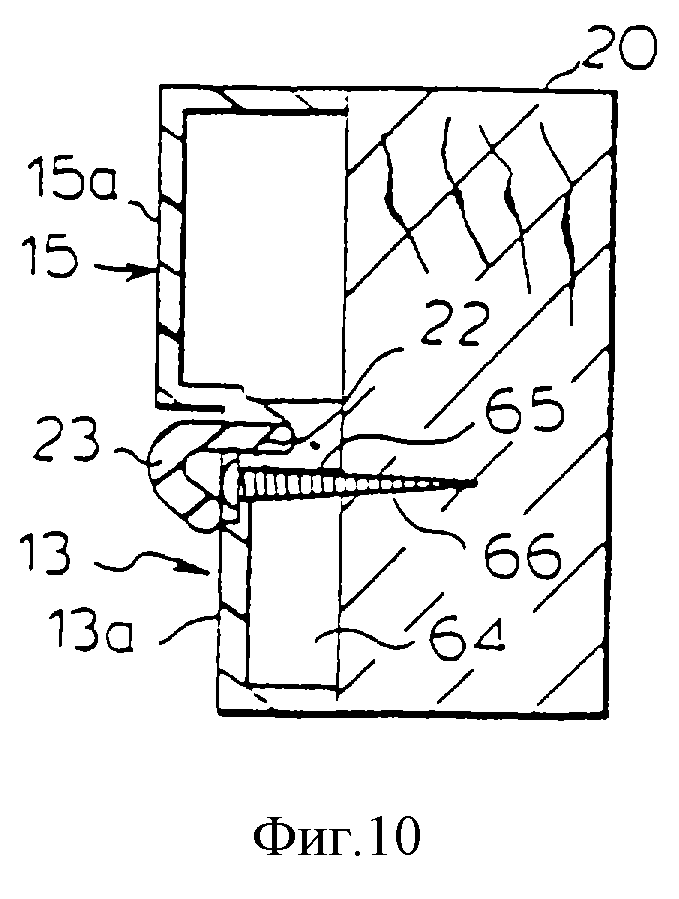
фиг. 10 изображает вид, аналогичный изображенному на фиг.9, но с открытой дверью, при этом упругая эластичная нащельная рейка закрывает и прячет крепежные винты;
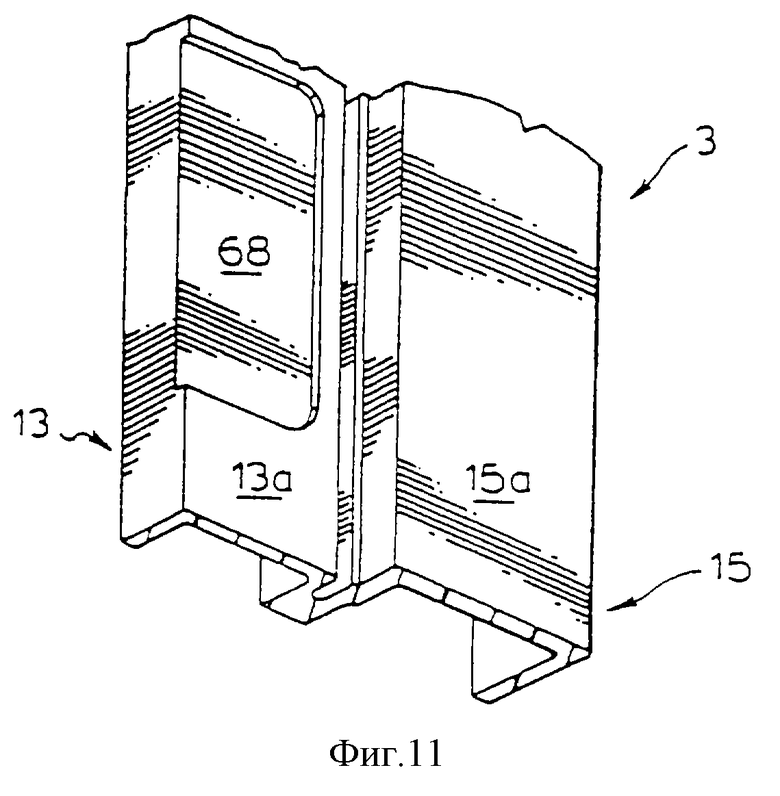
фиг. 11 изображает вид в аксонометрии части боковой обвязки дверной коробки, к которой дверь крепится на петлях, а также одно из углублений под петлю;
фиг. 12 изображает вид сзади в аксонометрии боковой обвязки, изображенной на фиг. 11, иллюстрирующий расположение приливов или выступов, выполненных за одно целое с обвязкой и имеющих сквозные проходы или отверстия для винтов, крепящих петли к боковой обвязке дверной коробки;
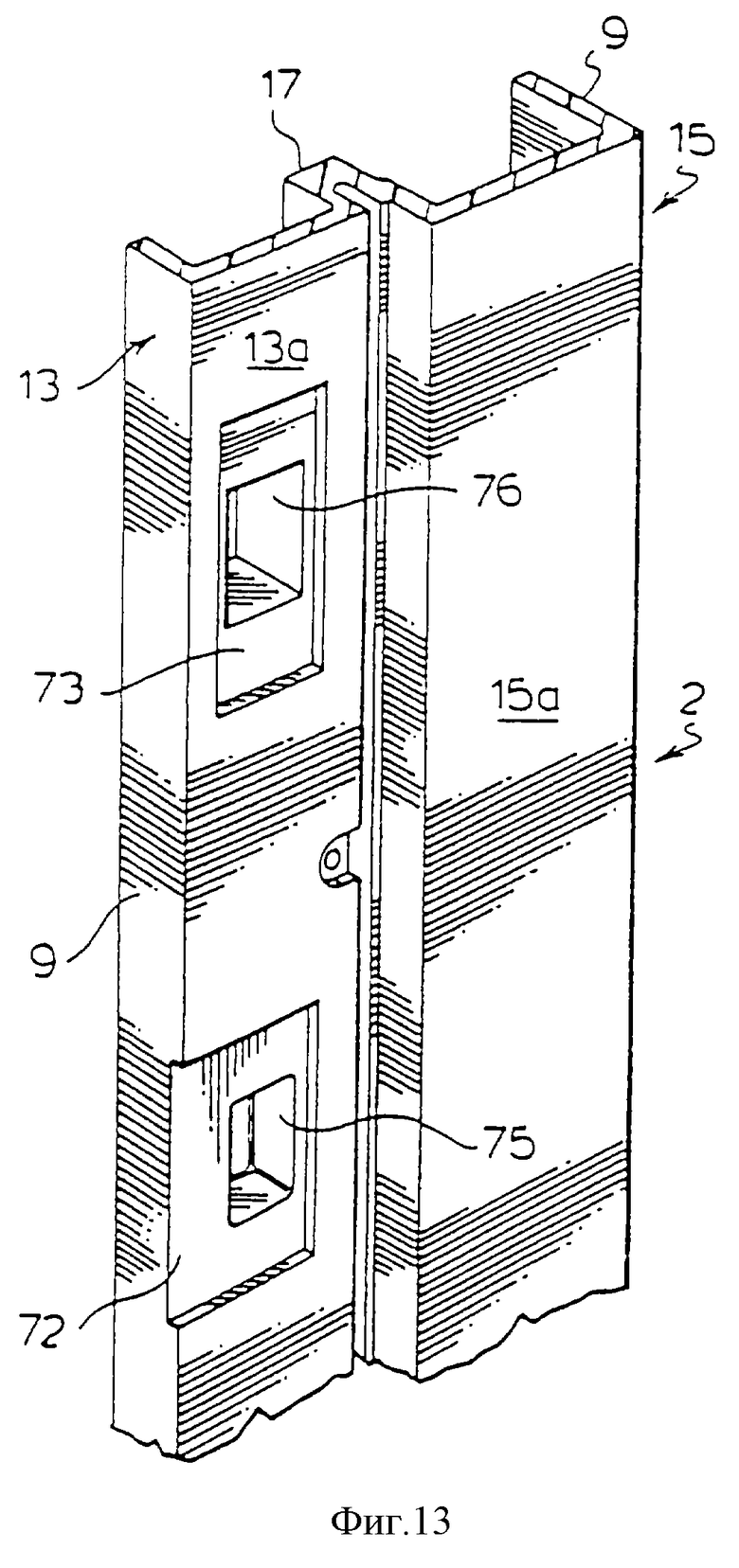
фиг. 13 изображает вид в аксонометрии боковой обвязки, на которой размещается запорная планка защелки для двери и которая содержит также выемки под засов замка и защелку;
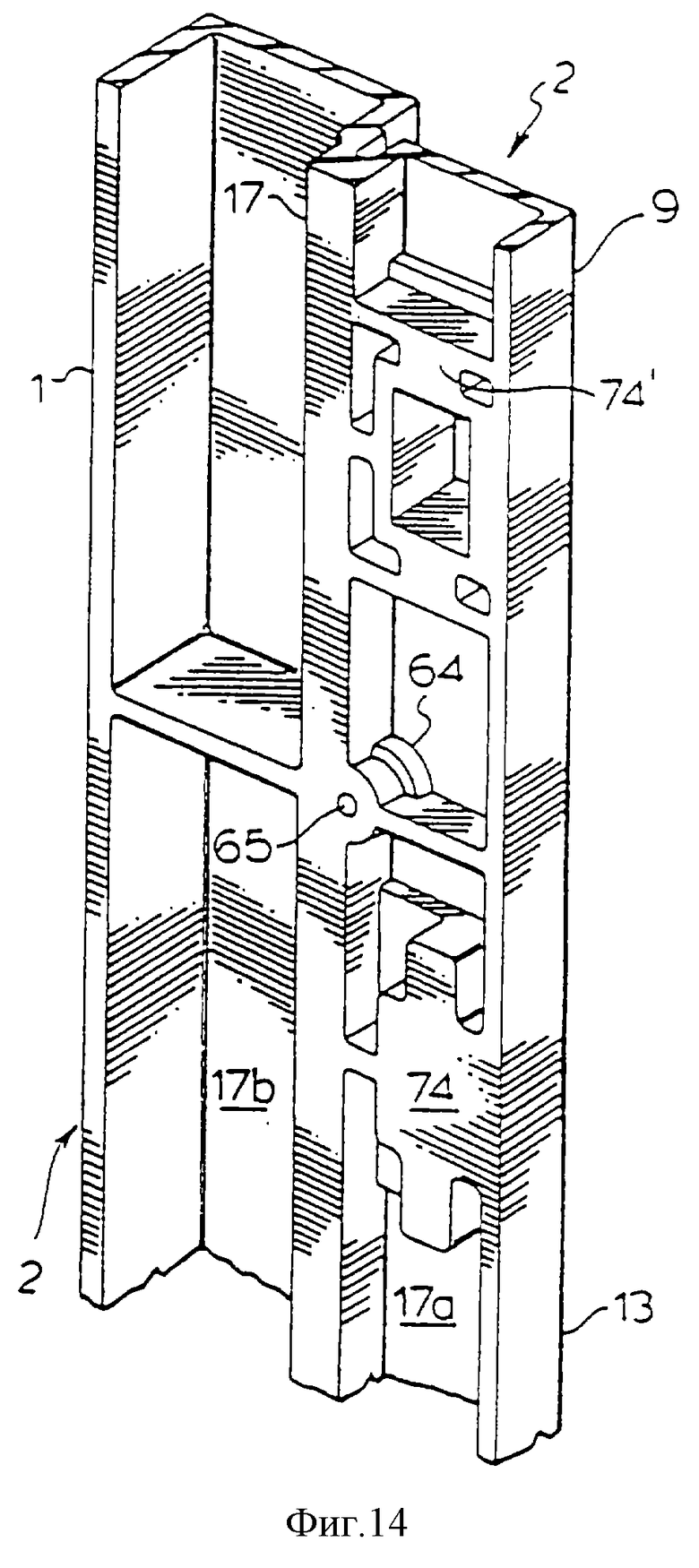
фиг.14 изображает вид сзади в аксонометрия боковой обвязки, изображенной на фиг. 13, на котором видны усиливающие прессованные блоки материала или приливы для размещения механизма дверной задвижки и засова замка;
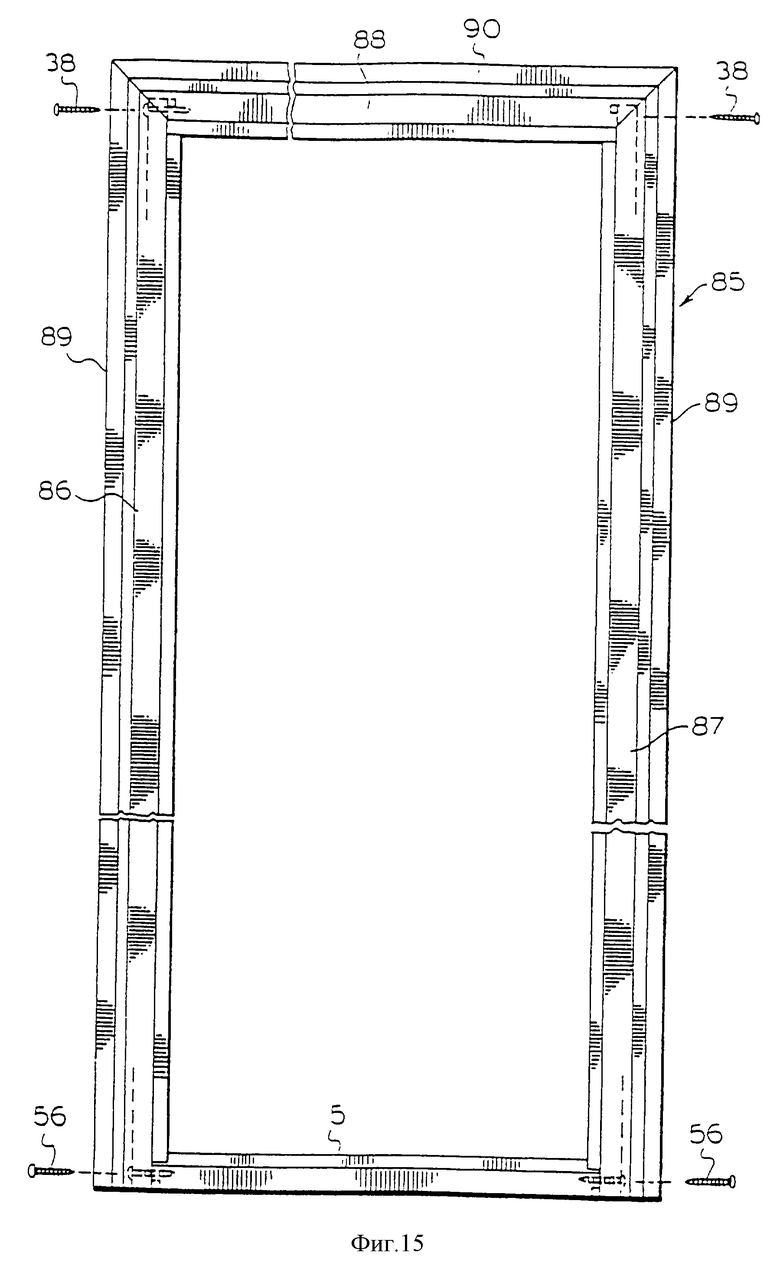
фиг. 15 изображает вид спереди предлагаемой дверной коробки, в которой наличник выполнен прессованием за одно целое с верхней обвязкой и боковыми обвязками дверной коробки;
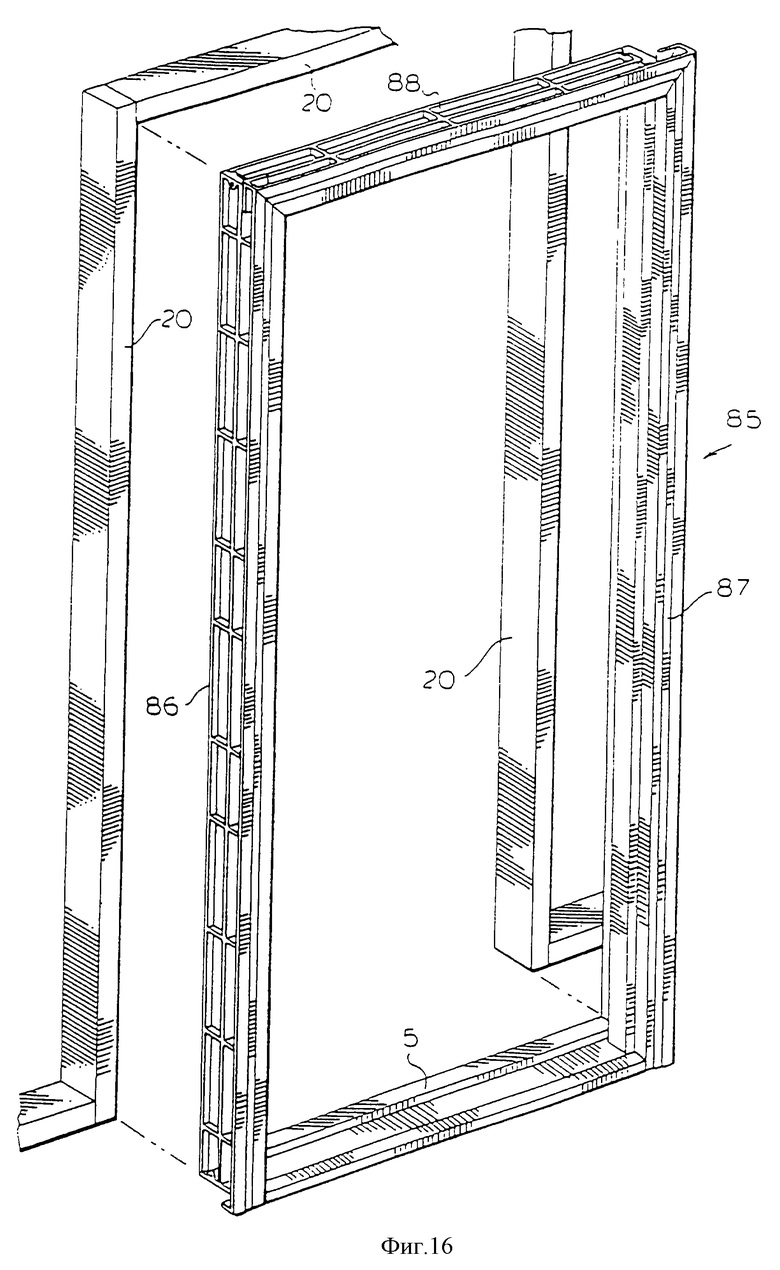
фиг. 16 изображает вид в аксонометрии дверной коробки, изображенной на фиг. 15, в состоянии готовности для установки в дверном проеме стены;
фиг. 17 изображает вид в аксонометрии, иллюстрирующий сборку верхней обвязки, имеющей наличник, выполненный с ней за одно целое, с верхними частями боковых обвязок, также имеющими наличник, выполненный с ними за одно целое;
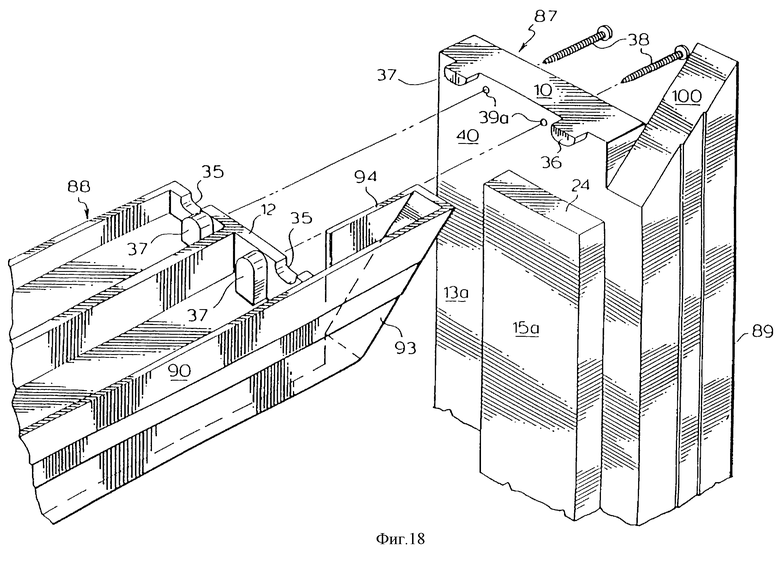
фиг. 18 изображает вид в аксонометрии и в увеличенном масштабе соединения между одной из обвязок, изображенных на фиг. 17, и сопряженным с ней концом верхней обвязки;
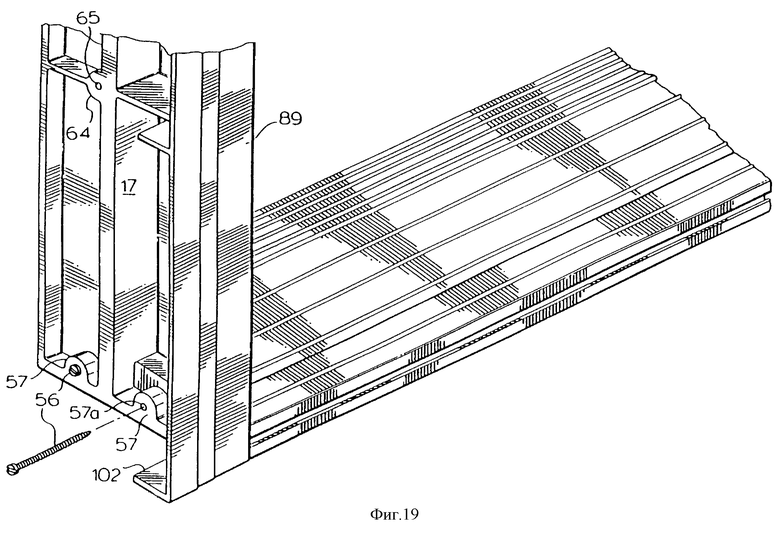
фиг. 19 изображает вид в аксонометрии, иллюстрирующий присоединение нижней части левой боковой обвязки к нижней обвязке двери, открывающейся внутрь;
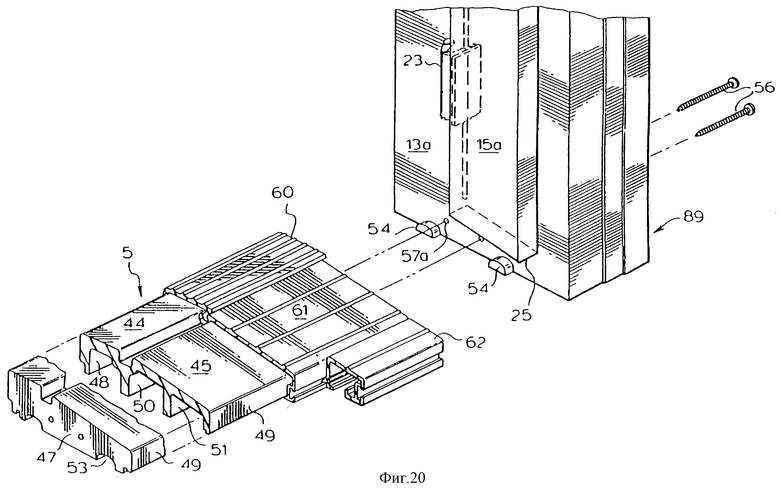
фиг. 20 изображает правую боковую обвязку перед ее присоединением к другому концу нижней обвязки;
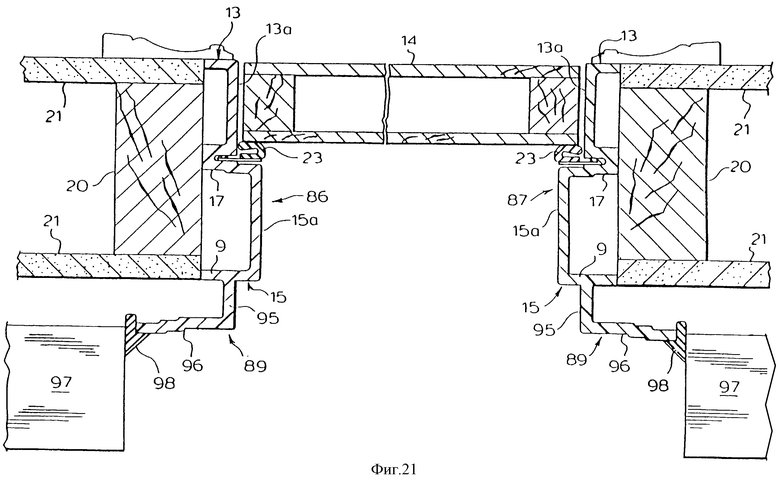
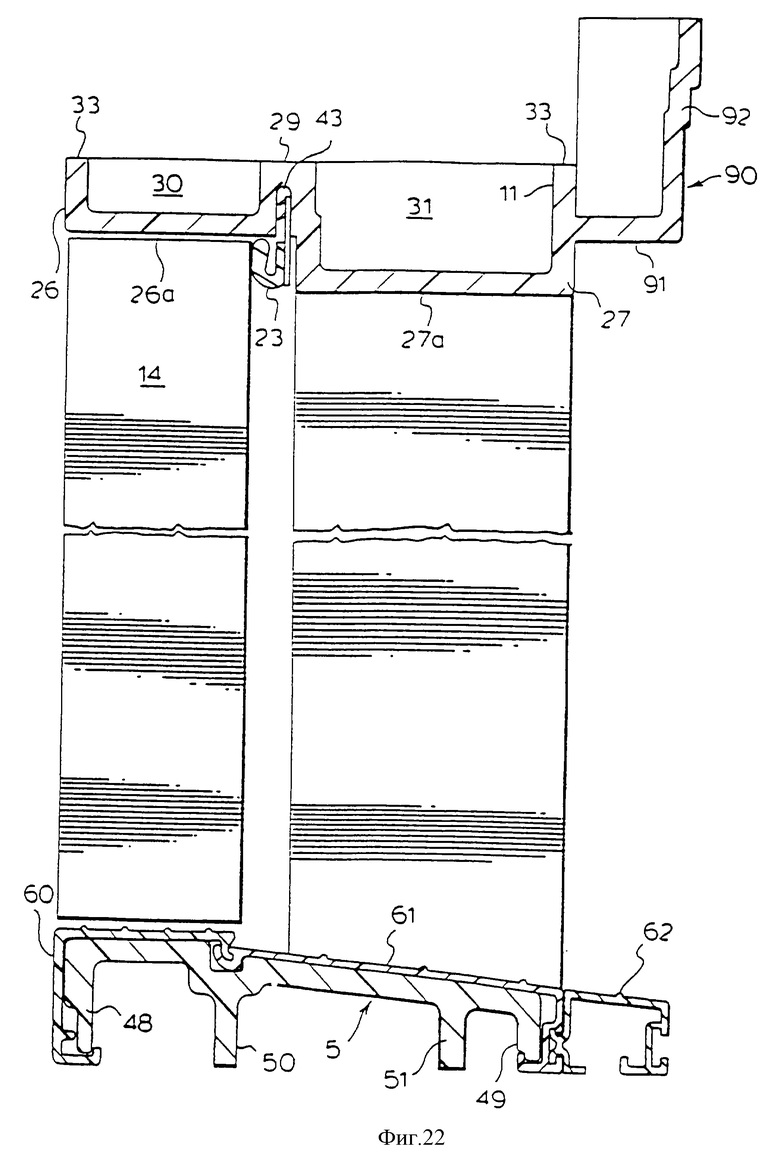
фиг. 21 изображает горизонтальный разрез дверной коробки с выполненным за одно целое с ней наличником, установленной в дверном проеме стены, и двери, находящейся в закрытом положении;
фиг. 22 изображает вертикальный разрез дверной коробке в сборе, изображенной на фиг. 21;
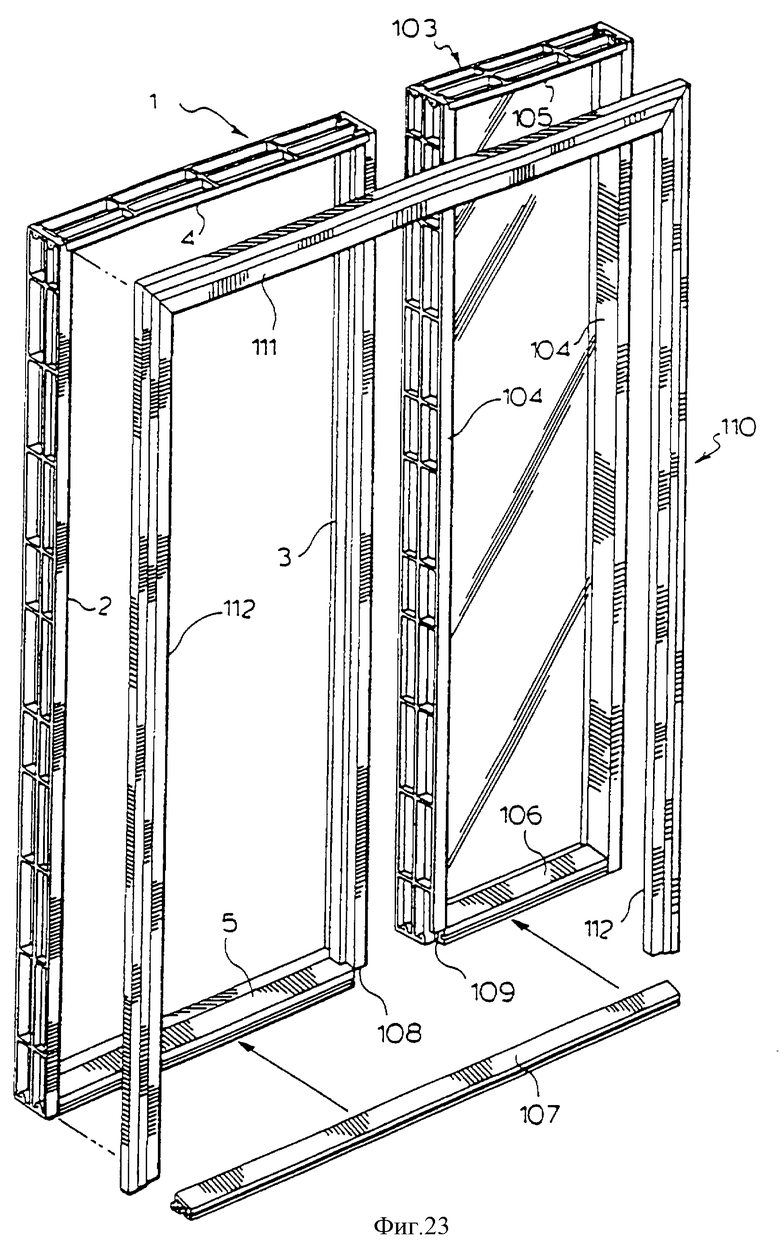
фиг. 23 изображает вид в аксонометрии дверной коробки и боковой застекленной рамы, готовых к установке вместе с наличником, выполненным отдельно;
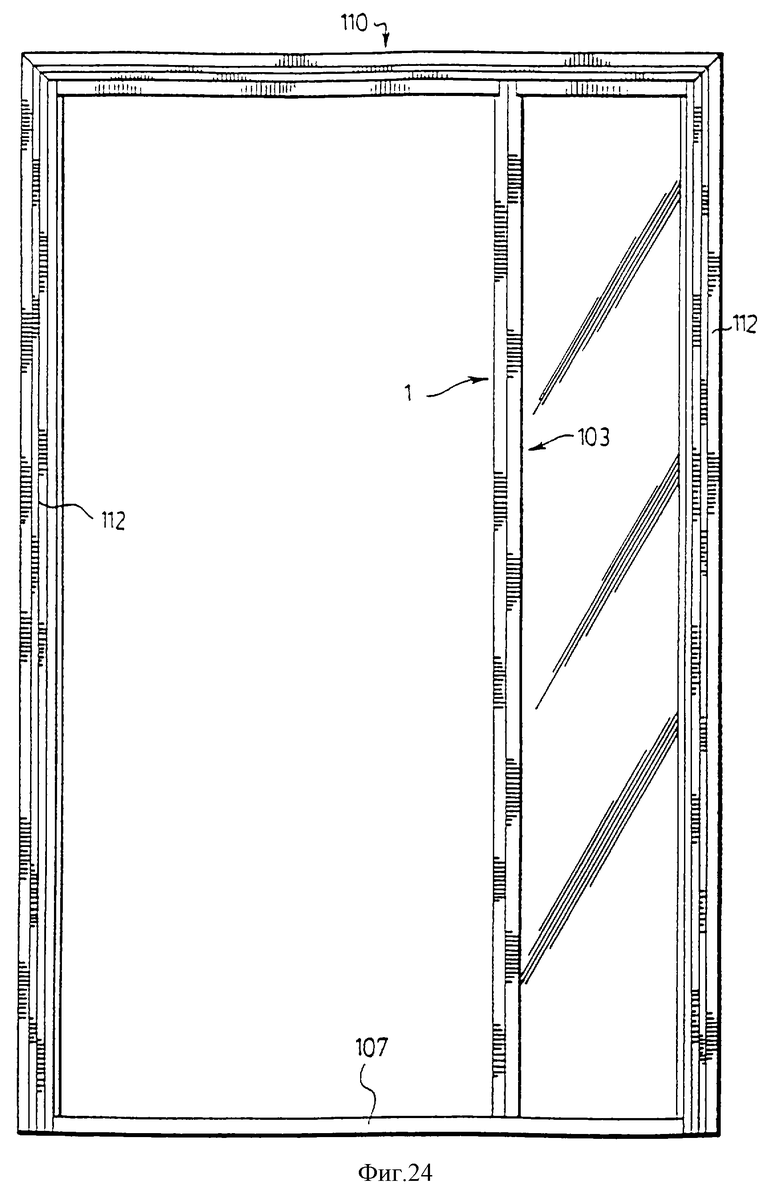
фиг. 24 изображает вид спереди дверной коробки и выполненной отдельно боковой застекленной рамы, собранных вместе с присоединенным к ним периферийным наличником.
Подробное описание предпочтительного варианта выполнения изобретения
Изображенная на фиг.1 дверная коробка 1 содержит левую боковую обвязку 2, правую боковую обвязку 3, верхнюю обвязку 4 и нижнюю обвязку 5.
На фиг.1 также изображен выполненный в отдельности наличник для присоединения к дверной коробке 1, который содержит левую боковую обвязку 6 наличника, правую боковую обвязку 7 наличника и верхнюю обвязку 8 наличника.
Каждая из обвязок 2, 3, 4 и 5 дверной коробки выполнена прямым прессованием из синтетического материала, включающего наполнитель, отходы или повторно используемый измельченный материал, связанные посредством термопластического связующего, предпочтительно такого как отходы термопласта или повторно используемый термопласт. Аналогично каждый из элементов 6, 7, 8 также являются изделием, полученным прямым прессованием из аналогичного синтетического материала.
Измельченный материал для элементов дверной коробки выбирают исходя из необходимости обеспечения требуемых свойств, таких как температурная стабильность, прочность и твердость.
В тех случаях, когда дверная коробка должна будет подвергаться значительным температурным перепадам, измельченный (измельченные) наполнитель, отходы или повторно используемый материал предпочтительно содержит (содержат), по меньшей мере частично, волокнистое вещество, такое как древесная мука, опилки, измельченная и/или размолотая ветошь или макулатура. Термопластический связующий материал может, например, содержать повторно используемый поливинилхлорид или полиэтилен, весовое содержание которого предпочтительно составляет приблизительно 30% на 60-70% измельченного материала. Остальное приходится на указанный термопластический связующий материал, при необходимости с добавлением дополнительного измельченного материала, такого как зольная пыль или пыль, получаемая при обжиге, для придания твердости и прочности. Например, вследствие того, что опилки, как правило, доступны в достаточном количестве, наиболее широко используемый композитный материал наружных дверных коробок, подвергающихся воздействию широкого диапазона температур, содержит приблизительно 50% опилок и 50% повторно используемого полиэтилена. Следует, однако, отметить, что процентное содержание и вид наполнителя, отходов или повторно используемого измельченного материала, а также вид термопластического материала может изменяться в широких пределах в зависимости от требований к дверной коробке, и в некоторых случаях отношение содержания измельченного материала к содержанию термопластического материала может доходить до 90% к 10% и наоборот.
Что касается термопластического материала, то повторно используемый полиэтилен может быть перемолот с низкой, средней или высокой плотностью. Могут быть также повторно использованы и другие перемолотые термопласты, такие как полипропилен, полиэтилентерефталат, нейлон и тройной сополимер акрилонитрила, бутадиена и стирола.
Кроме того, в качестве наполнителя, отходов или повторно используемого измельченного материала, связанных посредством термопластического связующего, могут быть использованы стекловолокно или измельченное стекло, перемолотые термореактивные материалы, размолотая скорлупа, например скорлупа арахиса, и шелуха, например риса и кукурузы, размолотые частицы каучука, металла или иного твердого материала, и т.д.
При прессовании элементов дверной коробки в пресс-форму предпочтительно помещают измельченный (измельченные) наполнитель, отходы или повторно используемый материал и повторно используемую пластмассу в виде однородной смеси горячего измельченного материала, частицы которого покрыты расплавленным термопластическим материалом, после чего под действием сил сжатия при прямом прессовании расплавленный термопластический материал связывает их с образованием прочного, плотно сжатого и связанного мата.
Каждая из боковых обвязок 2 и 3 и верхняя обвязка 4 спрессована с образованием удлиненной коробчатой конструкции. Боковые обвязки имеют удлиненные боковые стенки 9 и торцы 10, а верхняя обвязка в свою очередь имеет удлиненные боковые стенки 11 и торцы 12.
Высота стандартных дверей равна 79 дюймам (206 мм), а их ширина, как правило, лежит в пределах от 30 дюймов (762 мм) до 42 дюймов (1067 мм), причем большинство дверей имеют ширину 32 дюйма (813 мм) или 36 дюймов (914 мм). Следует, однако, отметить, что высота двери также может быть различной: некоторые двери имеют высоту, например, 96 дюймов (2438 мм), а ширина двойных дверей разумеется значительно больше 42 дюймов (1067 мм).
Таким образом, длина боковых обвязок 2 и 3 должна соответствовать высоте дверей, тогда как длина верхней обвязки будет изменяться в соответствии с шириной дверей.
Как изображено на фиг.2, 3 и 4, коробчатая конструкция каждой из боковых обвязок 2 и 3 выполнена со ступенчатым днищем, обращенным внутрь дверного проема, для установки в котором предназначена дверная коробка, и содержит первую ступень 13, имеющую первое днище 13а, ширина которого достаточна для размещения кромки двери требуемой толщины, предназначенной для установки в дверной коробке, такой как дверь 14, изображенная на фиг. 5.
Вторая ступень 15, проходящая сбоку от первой ступени 13 и выступающая внутрь проема за днище 13а, имеет второе днище 15а. На стыке между ступенями 13 и 15 образован упорный уступ 16 двери.
Внутренняя полость каждой из боковых обвязок 2 и 3 разделена посредине своей ширины по линии стыка ступеней 13 и 15 центральной стенкой 17, которая по существу делит внутреннюю полость боковых обвязок на два примыкающих друг к другу открытых корытных профиля 17а и 17b, причем глубина "корыта" профиля 17а меньше глубины "корыта" профиля 17b. Край 18 стенки 17 оканчивается в той же плоскости, в которой лежат края 19 стенки 9 и торца 10 боковых обвязок. Расположение этих краев таково, что при установке боковых обвязок 2 и 3 в проеме стены здания, как изображено на фиг.4, края 18 и 19 примыкают к обрамлению этого проема, образованному, например, деревянной балкой 20 два на четыре дюйма и листами обшивки стены или перегородками 21.
Ступенчатое днище каждой из боковых обвязок 2 и 3 выполнено с канавкой 22, расположенной на стыке ступеней 13 и 15, проходящей по стенке 17 и приспособленной для установки в ней упругой эластичной нащельной рейки 23, назначение которой более полно описано ниже.
Как показано на чертеже, ступень 15 боковых обвязок, выступающая внутрь проема, не доходит до торцов 10 боковых обвязок. Как изображено, например, на фиг. 2, верхний конец ступени 15 оканчивается опорным уступом 24, образующим опорную площадку для верхней обвязки 4, как более полно описано ниже.
Аналогично нижний конец ступени 15 не доходит до нижнего конца боковой обвязки и образует слегка наклоненный уступ 25, приспособленный для посадки на нижнюю обвязку 5, как более полно описано ниже.
Как изображено на фиг.5. верхняя обвязка 4, как и боковые обвязки 2 и 3, предпочтительно имеет ступенчатую нижнюю поверхность, которая в сборе обращена внутрь дверного проема и которая содержит первую ступень 26, имеющую днище 26а, ширина которого достаточна для размещения кромки двери, устанавливаемой в дверной коробке, и вторую ступень 27, имеющую днище 27а и выступающую внутрь проема за днище 26а с созданием упорного уступа 28 для двери, как изображено на фиг.5.
Внутренняя полость верхней обвязки разделена посредине ее ширины центральной стенкой 29, совпадающей со стыком ступеней 26 и 27, на два примыкающих друг к другу открытых корытных профиля 30 и 31, причем глубина "корыта" профиля 30 несколько меньше глубины "корыта" профиля 31.
Следует отметить, что край 32 стенки 29 находится в той же плоскости, что и края 33 стенки 11 и торца 12 верхней обвязки для установки в проеме стены, предназначенном для установки дверной коробки и двери, как изображено на фиг.4.
В варианте, представленном, например, на фиг.2, длина ступеней 26 и 27 и профилей 30 и 31 верхней обвязки одинакова, так что торец 12 каждого из концов верхней обвязки соприкасается с лицевой поверхностью 34, соответствующей боковой обвязки поверх ее уступа 24, причем днище 27а ступени 27 верхней обвязки опирается на уступ 24.
Как изображено на фиг.2, торец 12 верхней обвязки снабжен расположенными с промежутком, по существу полукруглыми выемками 35, тогда как боковая обвязка 3 изображена со штифтами или выступами 36, которые выполнены с ней за одно целое и которые входят в выемки 35 с обеспечением надлежащего совмещения при сборке верхней и боковой обвязок, причем верхняя обвязка опирается на уступ 24 боковой обвязки.
Внутренняя часть торца 12 верхней обвязки снабжена выступами 37, которые выполнены с ним за одно целое и которые обеспечивают наличие тела из материала необходимой толщины для удержания с достаточной силой винтов 38, проходящих сквозь боковую обвязку и входящих в торец верхней обвязки и в выступы 37 при сборке верхней обвязки с боковой.
Верхняя обвязка может быть разрезана поперек для соответствия дверям различной ширины или для использования в боковых коробках под боковое остекление, как описано ниже, вследствие того, что в ней имеется по меньшей мере одна внутренняя поперечная стенка 12', снабженная выемками 35', соответствующими выемкам 35 и выступами 37', соответствующими выступам 37, как изображено на фиг.2.
Очевидно, что устройство другого конца верхней обвязки аналогично устройству ее первого конца, изображенного на фиг.2, в том, что касается сборки верхней обвязки с боковыми.
Как изображено на фиг. 1, внутренняя часть боковой обвязки 2 снабжена внутренними выступами 39, отходящими от внутренней поверхности нижней стенки с обеспечением опоры для винтов 38, используемых для сборки боковой обвязки с верхней обвязкой. Предпочтительно выступы 39 выполнены со сквозными проходами или отверстиями 39а, которые, как изображено на фиг.2, выходят из части 40 стенки над уступами 24 правой боковой обвязки 3. Очевидно, что левая и правая боковые обвязки идентичны по конструкции в том, что касается совмещения и скрепления с верхней обвязкой.
Боковые обвязки 2 и 3 предпочтительно снабжены поперечными усиливающими перегородками 41, проходящими между центральной промежуточной стенкой 17 и боковыми стенками 8 боковых обвязок.
В верхней обвязке предусмотрены аналогичные перегородки 42, проходящие между центральной стенкой 29 верхней обвязки и ее боковыми стенками 11.
Как и в боковых обвязках, нижняя ступенчатая поверхность верхней обвязки 4 снабжена канавкой 43, которая расположена на стыке ступеней 26 и 27, предназначена для установки упругой эластичной нащельной рейки 23 и вдается снизу в центральную стенку 29.
Вследствие наличия в выступах 39 сквозных отверстий, по диаметру точно соответствующих винтам 38, боковые обвязки могут быть прикреплены к верхней обвязке так, что вращение винтов не вызывает отхода боковых обвязок от концов верхней обвязки.
Нижняя обвязка 5, изображенная на фиг.3, 4, 5 и в особенности 6, аналогично верхней 4 и боковым обвязкам 2, 3 выполнена прямым прессованием композитного материала, который, как изложено выше, содержит наполнитель, отходы или измельченный повторно используемый материал, а также термопластическое связующее.
Как изображено на фиг.6, нижняя обвязка предпочтительно выполнена в виде удлиненного элемента, длина которого перекрывает весь диапазон величин ширины дверей и который выполнен с возможностью его разрезания в различных местах в соответствии с шириной конкретной двери, предназначенной для установки в конкретной дверной коробке.
Как изображено на фиг. 6, изображающей нижнюю обвязку в ее удлиненном виде, верхняя ее часть содержит узкий горизонтальный участок 44, проходящий по всей длине нижней обвязки, и более широкий наклонный участок 45, отделенный продольной канавкой 46.
Между торцами 47 и 47а нижней обвязки проходят наружные стенки или опоры 48 и 49 и промежуточные опоры 50 и 51, которые все оканчиваются в одной плоскости с нижними краями 52 торцов 47 и 47а.
Торцы 47 и 47а снабжены выемками 53 для установки в них штифтов или выступов 54, имеющихся в нижней части боковых обвязок 2 и 3, как изображено на фиг.3.
На внутренней стороне торцов 47 и 47а нижней обвязки предусмотрены выполненные за одно целое с ней обращенные внутрь выступы 55, обеспечивающие требуемую толщину материала для взаимодействия с достататочной удерживающей силой с крепежными средствами или винтами 56, используемыми для соединения боковых обвязок с нижней, как изображено на фиг.3.
Благодаря наличию выступов 54 на боковых обвязках и выемок 53 на торцах 47 и 47а нижней обвязки перед присоединением боковых обвязок к нижней обвязке может быть обеспечено точное совмещение этих элементов.
Боковые обвязки 2 и 3 также снабжены внутренними выступами 57, которые видны на фиг.1, для обеспечением опоры крепежных средств 56. Эти выступы также выполнены с такими отверстиями 57а, в которые плотно входят крепежные средства 56, так что завинчивание винтов не вызывает отхода нижней части боковых обвязок при проходе винтов сквозь материал выступов 55 нижней обвязки.
Как изображено на фиг. 6, в некоторых местах по длине нижней обвязки имеются торцы, по существу дублирующие торцы 47 и 47а, что позволяет получать нижние обвязки для дверей разной ширины или нижней для дверей с боковым остеклением, как более полно описано ниже. Так, при разрезании нижней обвязки, изображенной на фиг.6, снаружи от стенок 58а, 58b и 58с будут получены торцы 471, 472 и 473, снабженные выемками 53 и выступами 55.
Аналогично, если удлиненную нижнюю обвязку, изображенную на фиг.6, разрезают снаружи от стенок 59а и 59b, правый торец 47а будет продублирован торцами 47а1 и 47а2, снабженными выемками 53 и выступами 55.
После установки нижней обвязки 5 ее более широкую наклонную поверхность 45 предпочтительно закрывают прессованным алюминиевым профилем 60, а ее верхнюю горизонтальную поверхность 44 закрывают виниловым экструдированным профилем 61, выполенными с возможностью установки в канавке 46 и взаимодействия с ней.
Имеется также дополнительный защитный прессованный алюминиевый профиль 62, установленный во взаимном зацеплении с алюминиевым профилем 60, если дверь открывается внутрь, или с виниловым профилем 61, если дверь открывается наружу.
При соединении боковых обвязок 2 и 3 с торцами верхней обвязки 4 для каждой боковой обвязки требуется только два винта, которые проходят сквозь отверстия выступов 39 боковых обвязок и входят в выступы 37 верхней обвязки. Аналогично для прикрепления каждой боковой обвязки к нужней обвязке 5 требуется только два винта, которые проходят сквозь отверстия выступов 57 боковых обвязок и входят в выступы 55 нижней обвязки. Таким образом, дверная коробка может быть полностью собрана с использованием всего восьми винтов.
Крепление боковых обвязок 2 и 3 собранной дверной коробки к дверному проему в стене изображено на фиг. 8, 9 и 10. Как изображено на фиг. 8, обращенное внутрь проема днище 13а ступени 13 боковой обвязки имеет выполненные с интервалом по его длине углубления 63. Как изображено на фиг.9 и 10, внутренняя часть боковой обвязки с обратной стороны углубления 63 имеет сплошную бобышку из материала 64, проходящую по толщине ступени 13 и выполненную со сквозным отверстием 65, диаметр которого таков, что крепежные средства или винты 66 плотно входят в него, так что когда боковая обвязка установлена впритык к элементу 20 обрамления проема стены под дверную коробку, ввертывание винта 66 в элемент 20 с прижатием к нему боковой обвязки не приводит к ее отходу от элемента 20.
Фиг. 9 изображает установленную боковую обвязку с дверью 14, находящейся в закрытом положении и сжимающей нащельную рейку 23, которая при этом открывает головку винта 66, установленного в выемке 63. Однако при закрытой двери 14 головка винта не видна.
Изображение на фиг. 10 аналогично фиг.9, однако на нем отсутствует дверь 14, а нащельная рейка, восстановившая свою форму, проходит поверх винта 66, скрывая его из виду, когда дверь открыта.
Очевидно, что дверь 14 установлена на петлях на одной из боковых обвязок 2 или 3, а другая обвязка приспособлена для размещения запорной планки защелки, самой дверной защелки и при необходимости засова замка.
На фиг. 11 и 12 изображена, например, боковая обвязка 3, выполненная с возможностью установки на ней двери на петлях.
Как изображено на фиг. 11, обращенное внутрь проема первое днище 13а ступени 13 имеет углубление 68 для установки заподлицо одной створки петли 69, изображенной на фиг. 12.
С обратной от углубления 68 стороны боковой обвязки внутренняя часть боковой обвязки выполнена с рядом взаимно соединенных бобышек или выступов 70, выполненных за одно целое с ней, проходящих по толщине ступени 13 и обеспечивающих необходимое тело из материала для ввинчивания винтов или крепежных средств 71 петель.
Днище 13а противоположной боковой обвязки, например обвязки 2, изображено на фиг.13 с выполненными в нем выемкой 72 под запорную планку защелки (не показана) и выемкой 73 под запорную планку засова (не показана).
За выемкой 72 во внутренней части ступени 13 имеется блок 74 из материала, выполненный за одно целое с обвязкой и проходящий по всей толщине ступени 13. Выемка 72 выполнена с прямоугольным пазом 75, вдающимся в блок 74 и образующим отверстие для защелки.
Аналогично за выемкой 73 имеется блок 74' из материала, в котором выполнено сквозное отверстие 76 прямоугольного сечения под засов замка.
Если смотреть на открывающуюся внутрь проема дверь снаружи здания, то углубления под петли (как правило, под три петли) будут расположены на правой боковой обвязке 3. В этом случае левая боковая обвязка будет выполнена с возможностью размещения дверной защелки, а также, при необходимости, засова замка. Следует, однако, отметить, что дверь может открываться в другую сторону, и тогда петли будут расположены на левой боковой обвязке, а защелка и засов замка будут входить в правую боковую обвязку.
Боковые обвязки поменяются ролями в том случае, если дверь будет открываться наружу.
Для отделки дверной коробки 1, изображенной на фиг.1, имеется наличник, содержащий боковые обвязки 6 и 7 наличника и верхнюю обвязку 8 наличника. Как указано выше, наличник выполнен прямым прессованием из композитного материала. Ввиду того что на части 6, 7 и 8 наличника не передается нагрузка от двери, природа измельченного материала и его процентное соотношение с термопластическим материалом могут быть изменены по сравнению с материалом дверной коробки.
Несомненно, что части 6, 7 и 8 наличника могут быть выполнены прессованием по отдельности или получены таким удобным способом, как разрезание в соответствующем месте удлиненного открытого корытного профиля 79 наличника, изображенного на фиг.7. Профиль 79 выполнен со скошенными торцами 80 и рядом наклонных внутренних перемычек 81 и перпендикулярных перемычек 82, проходящих между боковыми стенками 83 профиля. Посредством разрезания вдоль соответствующих линий 84, совпадающих с наклонными внутренними перемычками 81, может быть получена верхняя обвязка 8 наличника требуемой длины, соответствующая размеру дверной коробки под дверь выбранного размера или, в случае использования бокового остекления двери, такая длина, которая необходима для обрамления верхней части двери вместе с боковым остеклением. Резание следует выполнять таким образом, чтобы оба конца верхней обвязки наличника были скошены.
Посредством поперечного резания наличника 79 под прямым углом к стенкам 83 могут быть выполнены боковые обвязки 6 и 7 наличника.
Когда верхняя обвязка 8 и боковые обвязки 6 и 7 наличника присоединены к дверной коробке 1, например посредством отделочных гвоздей, эти части образуют верхние углы, соединенные в ус.
Несмотря на то что, как показано на фиг.2, боковые обвязки 2 и 3 предпочтительно выполняют таким образом, что упорные уступы 16, образованные вторыми ступенями 15, выполнены для создания опорных уступов 24 более короткими, чем днища 13а для размещения кромки двери, образованные первыми ступенями 13, а упорный уступ 28, образованный второй ступенью 27 верхней обвязки 4, проходит на всю ее длину, возможна и обратная конфигурация. Иными словами, вторая ступень 27 верхней обвязки и, следовательно, упорный уступ 28 могут быть выполнены так, что они не доходят до обоих концов первой ступени 26 верхней обвязки, тогда как упорные уступы 16 боковых обвязок могут быть продолжены до самого верха этих обвязок.
Очевидно, что на дверях внутри помещения, где нижняя обвязка не нужна, боковые обвязки проходят вниз до упора в пол.
Фиг. 15-18 изображают дверную коробку 85, которая имеет боковые обвязки 86 и 87, а также верхнюю обвязку 88, которые отличаются от боковых обвязок 2, 3 и верхней обвязки 4 тем, что их наличники, соответствующие частям 6, 7 и 8 наличника, выпрессованы за одно целое с обвязками коробки. Вследствие того что во всех остальных отношениях боковые обвязки 86 и 87 и верхняя обвязка 88 соответствует боковым обвязкам 2 и 3 и верхней обвязке 4, одинаковые части обозначены одинаковыми цифрами позиций. Нижние обвязки 5 в обоих вариантах выполнения идентичны.
Фиг. 15 изображает дверную коробку 85 с боковыми обвязками, имеющими выполненные за одно целое с ними наличники 89, с верхней обвязкой с выполненным за одно целое с ней наличником 90 и нижней обвязкой 5, собранную и готовую для установки в проеме стены под дверную коробку. Фиг. 16 изображает собранную дверную коробку 85 перед установкой в проеме и прикреплением к установочным элементам 20 обрамления, например, в виде деревянных балок два на четыре дюйма.
Как видно из фиг. 17 и 18 и в особенности из фиг.22, в случае, когда дверь открывается внутрь, что характерно для большинства дверей, представленных на рынке, верхняя обвязка 90 наличника, выполненная за одно целое, выступает наружу из боковой стенки 11 верхней обвязки коробки в месте, расположенном на некотором расстоянии над плоской стенкой 15 верхней обвязки. Верхняя обвязка 90 наличника по существу является удлиненным L-образным профилем, короткая полка 91 которого отходит наружу перпендикулярно стенке верхней обвязки 11, в месте, смещенном относительно днища 27а, а его длинная полка 92, проходящая под прямым углом к короткой, образует переднюю стенку верхней обвязки наличника, выступающую наружу от проема, ограниченного дверной коробкой, как изображено на фиг.22.
Как изображено на фиг. 17 и 18, концы верхней обвязки 90 наличника закрыты наклонной стенкой 93 и короткой обратной стенкой 94 с образованием скошенных установочных поверхностей для соединения с наличниками 89 боковых обвязок и с созданием углов, соединенных в ус, когда верхняя обвязка 88 соединена с боковыми обвязками 86 и 87, как описано ниже.
Как изображено на фиг.21, каждая из боковых обвязок 89 наличника аналогично верхней обвязке 90 наличника является удлиненным L-образным профилем, короткая полка 95 которого выступает наружу под прямым углом из стенки 9 боковой обвязки коробки в месте, смещенном от днищ 15а, а длинная полка 96 выступает наружу от проема, ограниченного дверной коробкой.
Из чертежей, и в особенности из фиг.21 видно, что назначение боковых обвязок 89 наличников заключается не только в том, что они обеспечивают эстетичный внешний вид дверной коробки, но и в том, что они проходят до соединения с кирпичной кладкой 97 (далее именуемой кирпичной облицовкой), стык с которой уплотнен посредством герметичной прокладки 98 с созданием теплоизолирующей воздушной прослойки 99 в конструкции стены здания, образованной деревянными балками 20 два на четыре дюйма и стенными перегородками 21.
Следует указать, что аналогичную функцию выполняет и верхняя обвязка 90 наличника.
Как изображено на фиг. 17 и 18, верхние концы боковых обвязок 89 наличников закрыты наклонными стенками 100 и короткими обратными стенками 101. Нижние части боковых обвязок 89 наличников снабжены загнутыми внутрь проема пятами 102, как изображено на фиг. 19.
Сборка боковых обвязок 86 и 87 с наличниками 89, выполненными с ними за одно целое, с нижней обвязкой 5 идентична сборке боковых обвязок 2 и 3 с нижней обвязкой 5, описанной со ссылками на фиг.19 и 20.
Во многих случаях при установке дверной коробки может быть востребовано обеспечение бокового естественного освещения с одной стороны или даже с обеих сторон. Фиг. 23 и 24 изображают вариант выполнения, включающий боковую коробку 103 под боковое остекление, присоединяемую к дверной коробке 1. Следует отметить, что коробка 103 под боковое остекление так же приспособлена для установки в ней обычного оконного блока с двойным остеклением (не показан), толщина которого соответствует толщине двери, как дверная коробка 1 приспособлена для установки двери. Коробка 103 под боковое остекление выполнена из боковых обвязок 104, верхней 105 и нижней 106 обвязок, которые соответствуют боковым обвязкам 2 и 3, верхней 4 и нижней 5 обвязкам за исключением того, что боковые обвязки коробки под остекление не имеют углублений и соответствующих внутренних приливов под петли и дверную фурнитуру, однако очевидно, что они имеют необходимые внутренние приливы (не показаны) для соединения с дверной коробкой 1 и установки в проеме стены. Верхнюю обвязку 105 получают посредством разрезания верхней обвязки, соответствующей верхней обвязке 4 у соответствующей внутренней стенки 12', как изображено на фиг. 2, в соответствии с шириной бокового остекления. Нижнюю обвязку 106 получают посредством разрезания нижней обвязки, соответствующей нижней обвязке 5, как изображено на фиг.6, у соответствующего внутреннего торца, например 47а, в соответствии с шириной бокового остекления.
После соединения встык дверной коробки 1 и коробки 103 под остекление объединенным коробкам придают вид единого блока посредством дополнительной установки алюминиевого профиля 107, соответствующего элементу 62, изображенному на фиг.20, проходящего на всю длину объединенных коробок. Для размещения сплошного профиля 107, перекрывающего объединенные коробки, на передних кромках примыкающих нижних частей этих коробок выполнены выемки 108 и 109. При необходимости нижние обвязки 5 и 106 могут быть также выполнены в виде единого элемента с соответствующими выемками на обращенных назад кромках нижних частей примыкающих боковых обвязок коробок.
После сборки коробок 1 и 103 к ним прикрепляют отдельно выполненный наличник 110, содержащий верхнюю обвязку 111 и боковые обвязки 112, отрезанные на соответствующую длину от удлиненного наличника, изображенного на фиг.7 и 7а.
Собранная дверная коробка при необходимости может также содержать коробку фрамуги, выполненную с использованием верхней обвязки 4 и коротких боковых обвязок, в целом аналогичных по конструкции боковым обвязкам 2 и 3.
Несмотря на то что в соответствии с предложенным изобретением описаны предпочтительные варианты конструкции коробок, выполненных из композитных материалов прямым прессованием, очевидно, что возможны различные изменения конструктивных деталей этих коробок и их элементов, а также их выполнение прямым прессование из самых разных композитных материалов, содержащих измельченные материалы, связанные вместе посредством термопластического связующего.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНАЯ СИСТЕМА С ПОЛЫМИ СТРОИТЕЛЬНЫМИ ДЕТАЛЯМИ С ВЫРЕЗАМИ | 1995 |
|
RU2142541C1 |
| СБОРНО-РАЗБОРНАЯ ПЕРЕГОРОДКА | 1972 |
|
SU344083A1 |
| ОГНЕСТОЙКИЙ ДВЕРНОЙ БЛОК | 2010 |
|
RU2467144C2 |
| ДВЕРЬ | 2019 |
|
RU2721145C1 |
| Дверное полотно из волокнистой массы и устройство для его изготовления | 1999 |
|
RU2224864C2 |
| ВЫПОЛНЕННЫЙ ИЗ ТЕРМОПЛАСТА ПОЛЫЙ ПРЯМОУГОЛЬНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ ИЗ ТЕРМОПЛАСТА И ЕГО ВАРИАНТ | 1993 |
|
RU2114958C1 |
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |
| ДВЕРЬ (ВАРИАНТЫ) | 1999 |
|
RU2149969C1 |
| ФОРМОВАННАЯ ПАНЕЛЬ ДЛЯ ПОКРЫТИЯ И ЧЕРЕПИЧНАЯ КРОВЛЯ | 1994 |
|
RU2119570C1 |
| ТЕРМОПЛАСТОВЫЕ СТРОИТЕЛЬНЫЕ ЭЛЕМЕНТЫ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И СТРОЕНИЯ ИЗ НИХ | 1994 |
|
RU2126074C1 |




Изобретение относится к области строительства и может быть использовано в конструкциях дверей. Изобретение позволит повысить прочность и долговечность дверных коробок. Комплект дверной коробки, содержащий две прессованные боковые обвязки и прессованную верхнюю обвязку, выполненные прессованием из композитного материала. Боковые обвязки и верхняя обвязка выполнены с образованием первого и второго параллельных продольных примыкающих друг к другу открытых корытных профилей, имеющих боковые стенки, расположенные на расстоянии друг от друга, и общую центральную стенку. Край стенки лежит в той же плоскости, что и края соответственно боковых обвязок и верхней обвязки. Профили закрыты с торцов. Днища вторых профилей выступают за днища первых профилей и проходят параллельно им, так что при соединении верхней обвязки с боковыми обвязками днища первых профилей ограничивает дверной проем. Днища первых профилей боковых обвязок приспособлены для установки на них дверной фурнитуры. Днища вторых профилей выступают внутрь дверного проема. Первый и второй профили расположены с образованием упорного уступа. Боковая обвязка, выполненная прессованием из композитного материала с образованием первого и второго продольных параллельных примыкающих друг к другу открытых корытных профилей, имеющих боковые стенки, расположенные на расстоянии друг от друга, и общую центральную стенку. Край стенки лежит в одной плоскости с краями указанных стенок. Профили закрыты с торцов, днище вторых профилей выступает за днище первого профиля и проходит параллельно ему. Днища первого профиля приспособлены для установки в них дверной фурнитуры, а первый и второй профили образуют упорный уступ. Верхняя обвязка для дверной коробки, выполненная прессованием из композитного материала с образованием первого и второго продольных параллельных примыкающих друг к другу открытых корытных профилей, имеющих боковые стенки, расположенные на расстоянии друг от друга, и общую центральную стенку. Край стенки лежит в одной плоскости с краями указанных боковых стенок. Профили закрыты с торцов. Днище второго профиля выступает за днище первого профиля и проходит параллельно ему. Первый и второй профили образуют упорный уступ. 3 c. и 25 з.п. ф-лы, 24 ил.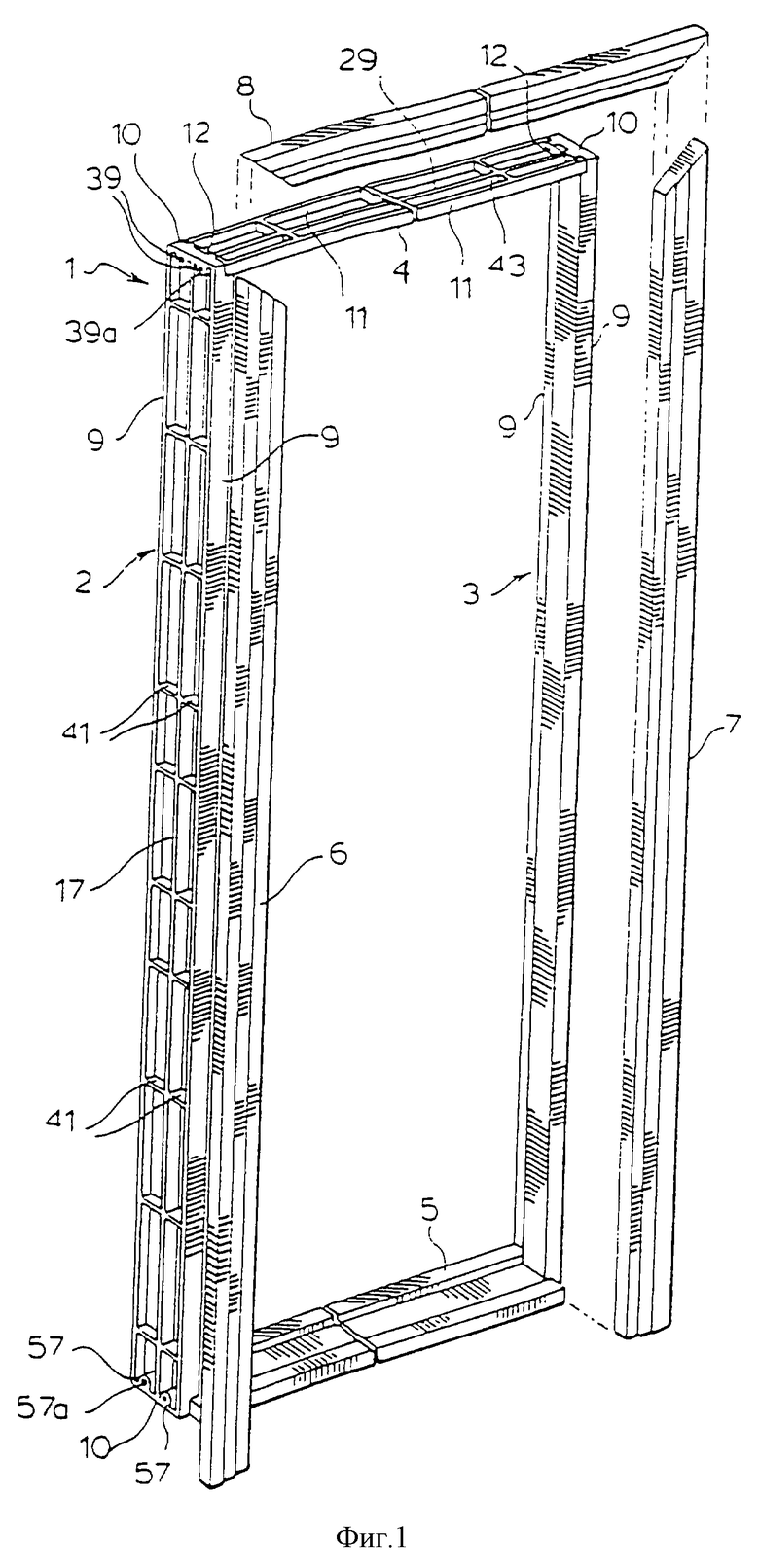
| Установка для подготовки волокнистой массы при изготовлениии электроизоляционной бумаги | 1975 |
|
SU586213A1 |
| US 4154034 A, 15.05.1979 | |||
| СКОЛЬЗЯЩИЙ ПОДВЕС КОНТАКТНОЙ СЕТИ | 1998 |
|
RU2135375C1 |
| Автоматическое устройство для взвешивания и суммирования перевезенной массы в кузове автосамосвала | 1975 |
|
SU542914A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 4410576 A, 30.11.1995 | |||
| Регулируемая дверная коробка | 1979 |
|
SU868033A1 |

