Изобретение относится к машиностроению, в частности к изготовлению пар трения торцевых уплотнений.
Известен способ обработки деталей уплотнения, включающий предварительную деформацию путем напрессовки бандажа, обработку, контроль, удаление бандажа (см. А. С. SU 505843, F 16 J 25/34, 1975 г.), принятый в качестве наиболее близкого аналога.
Недостатком известного способа является сложность и дороговизна процесса. Для каждой обрабатываемой детали должен быть изготовлен свой обеспечивающий заданную деформацию бандаж, который после обработки детали должен быть срезан с нее механической обработкой. На каждую деталь расходуется бандаж, время и средства на изготовление его, что приводит к расходованию больших средств особенно и серийном, массовом производстве деталей.
Технический результат - упрощение и удешевление изготовления узлов уплотнений.
Поставленный результат достигается тем, что в известном способе обработки рабочих поверхностей торцевого уплотнения пар трения, включающем предварительную деформацию опорной втулки и уплотнительного кольца, обработку их и контроль, используют имитаторы роторного посадочного места и статорного уплотнительного узла, опорную втулку монтируют в имитатор роторного посадочного места, а уплотнительное кольцо - в имитатор статорного уплотнительного узла, при этом предварительную деформацию опорной втулки осуществляют нагружением осевым усилием, соответствующим рабочей осевой нагрузке, а предварительную деформацию уплотнительного кольца - изгибающим моментом, соответствующим рабочему, после чего рабочие поверхности опорной втулки и уплотнительного кольца подвергают обработке и демонтируют из имитатора. Данный способ обработки обеспечивает упрощение и удешевление изготовления узлов уплотнения, особенно в серийном производстве, за счет многократного использования имитаторов в которых производится обработка.
Рабочие поверхности опорной втулки и уплотнительного кольца подвергают обработке и демонтируют из имитатора.
Способ обработки рабочих поверхностей пар трения торцевого уплотнения поясняется чертежами, где:
на фиг. 1 - представлен общий вид имитатора с обрабатываемым узлом управления;
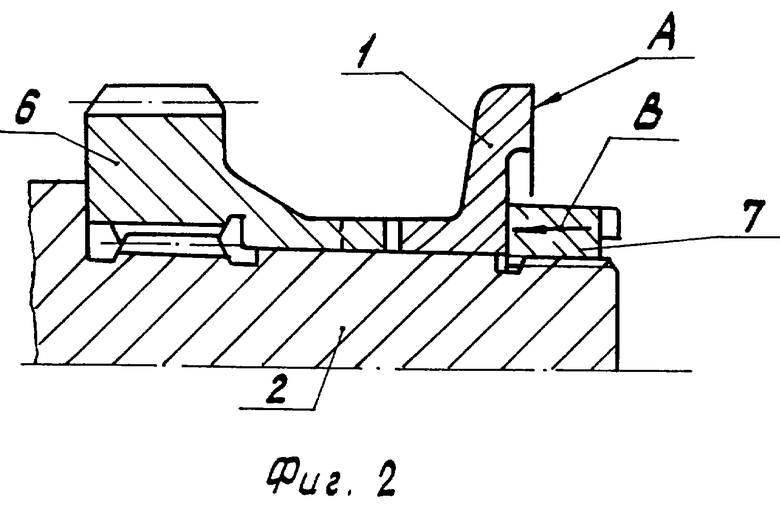
на фиг.2 - имитатор роторного посадочного моста с опорной втулкой;
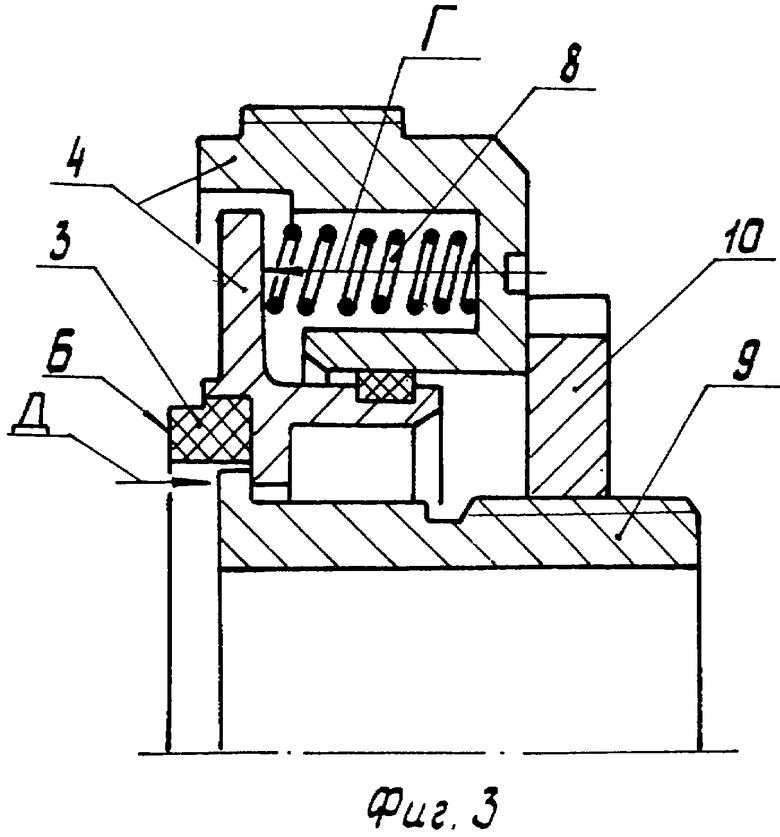
на фиг. 3 - имитатор санаторного уплотнительного узла с уплотнительным кольцом.
Способ обработки рабочих поверхностей торцевого уплотнения пар трения включает обработку поверхности А опорной втулки 1, смонтированной на валу 2 имитатора роторного посадочного места, и обработку поверхности Б уплотнительного кольца 3, смонтированного в имитаторе 4 статорного уплотнительного узла, закрепленного в корпусе 5.
Для обеспечения обработки опорной поверхности A опорной втулки 1 ее монтируют в имитатор роторного посадочного места, включающий имитатор вала 2, имитатор сопрягаемой шестерни 6 и имитатор подвижной гайки 7. Гайкой 7 поджимают втулку 1 к шестерне 6 и создают осевую нагрузку В, соответствующую рабочей.
Для обеспечения обработки опорной (уплотняющей) поверхности Б уплотнительного кольца 3 его монтируют в имитатор статорного уплотнительного узла 4, а нагружение изгибающим моментом, соответствующим рабочему, производят за счет постановки в имитатор пружины 8 и сжатия ее усилием Г с помощью втулки 9 и резьбового кольца 10, которые поджимают пружины 8 усилием Д. Усилия Г и Д создают изгибающий момент на кольце 3, соответствующий рабочему.
После этого рабочие поверхности опорной втулки 1 и уплотнительного кольца подвергают обработке в имитаторе (фиг.1) и демонстрируют из имитатора.
Обработка деталей уплотнения в имитаторах, которые можно многократно использовать, например, в серийном производстве, обеспечивает достижение поставленной задачи.
Опытные партии уплотнений обработаны данным способом, подтверждено достижение поставленной задачи. Способ внедряется в серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУРБОНАСОСНЫЙ ТРЕХСТУПЕНЧАТЫЙ АГРЕГАТ | 2000 |
|
RU2204056C2 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ | 1999 |
|
RU2206807C2 |
| ЦЕНТРОБЕЖНЫЙ НАСОС | 2000 |
|
RU2204059C2 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ КОМПРЕССОРА | 2000 |
|
RU2232324C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ВАЛА ТУРБОНАСОСНОГО АГРЕГАТА ПРИ ТРАНСПОРТИРОВКЕ | 2000 |
|
RU2232928C2 |
| СПОСОБ ИСПЫТАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2318195C2 |
| ЗАПОРНО-ПУСКОВОЕ УСТРОЙСТВО | 2002 |
|
RU2213599C1 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2262005C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМ-АБОРТА | 2001 |
|
RU2207817C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С НАНЕСЕНИЕМ ПОКРЫТИЯ | 2001 |
|
RU2213157C2 |
Изобретение относится к машиностроению. Способ включает предварительную деформацию опорной втулки и уплотнительного кольца, обработку их и контроль. Новым является использование имитаторов роторного посадочного места и статорного уплотнительного узла. Опорную втулку монтируют в имитатор роторного посадочного места, а уплотнительное кольцо - в имитатор статорного уплотнительного узла. Предварительную деформацию опорной втулки осуществляют нагруженным осевым усилием, соответствующим рабочей осевой нагрузке, а предварительную деформацию уплотнительного кольца - изгибающим моментом, соответствующим рабочему. После этого рабочие поверхности опорной втулки и уплотнительного кольца подвергают обработке и демонтируют из имитаторов. Изобретение позволяет упростить и удешевить процесс изготовления узлов уплотнений. 3 ил.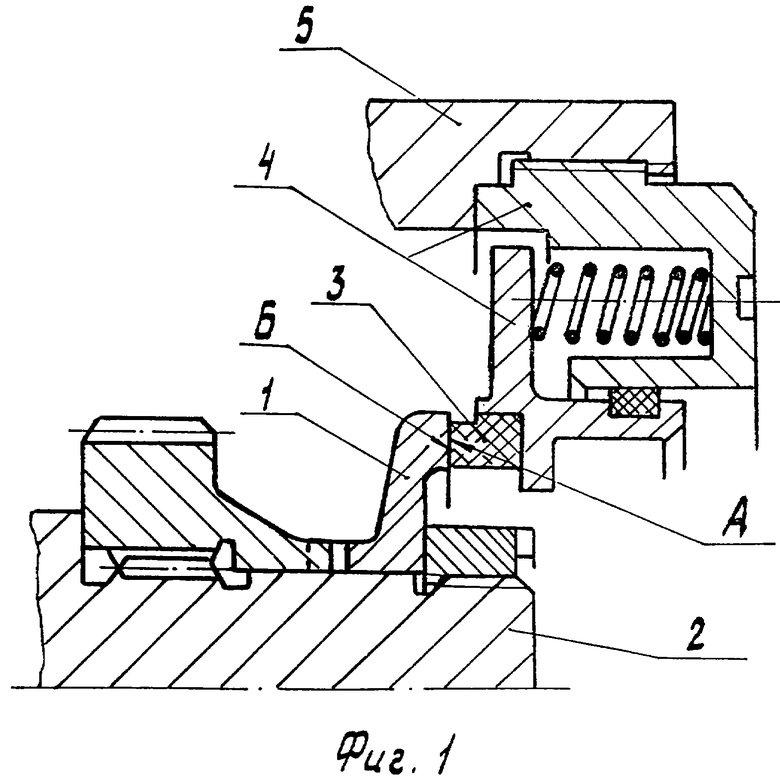
Способ обработки рабочих поверхностей торцевого уплотнения пар трения, включающий предварительную деформацию опорной втулки и уплотнительного кольца, обработку их и контроль, отличающийся тем, что используют имитаторы роторного посадочного места и статорного уплотнительного узла, опорную втулку монтируют в имитатор роторного посадочного места, а уплотнительное кольцо - в имитатор статорного уплотнительного узла, при этом предварительную деформацию опорной втулки осуществляют нагружением осевым усилием, соответствующим рабочей осевой нагрузке, а предварительную деформацию уплотнительного кольца изгибающим моментом, соответствующим рабочему, после чего рабочие поверхности опорной втулки и уплотнительного кольца подвергают обработке и демонтируют из имитатора.
| Способ получения конусности на рабочей поверхности кольца торцового уплотнения | 1974 |
|
SU505843A1 |
| Устройство для намотки нити на патрон | 1976 |
|
SU578377A1 |
| US 4997191, 05.03.1991 | |||
| DE 2919103 A1, 29.11.1979. | |||
