Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической промышленности.
Известен полуавтомат для набивки магнитопроводов из пластин в каркас катушки, содержащий магазин для пластин, механизм отделения одиночных пластин и досылатели, причем механизм отделения одиночных пластин содержит снижающий пластину зуб со скошенным выступом и поддерживающие закраины, обеспечивающие отделение одиночной пластины при образовании стрелы прогиба во время ее продольного сжатия /а.с. СССР 291249, кл. Н 01 F 41/02, 1966 г. /.
Недостатком такого полуавтомата является то, что конструкция его сложна и не надежна в работе.
Известен полуавтомат, у которого направляющие Ш-образные пластины выполнены наклонными, а механизм для отделения пластин жестко связан с досылателями /а.с. СССР 792314, кл. Н 01 F 41/02/.
Существенный недостаток заключается в том, что отделение одиночных пластин из-под стоп и введение их в каркас производится за один ход досылателя, поэтому неизбежно трение торца досылателя о пластины, что ведет к образованию на досылателе даже незначительных выработок, которые затрудняют необходимое смещение пластин вниз и вызывают сбои в работе. Особенно это характерно для жестких досылателей.
Более удачным решением избавления досылателя от выработок является а.с. 106412, кл. Н 01 F 41/02, которое и принимается за прототип, где толкатели досылателя смонтированы на осях и подпружинены.
Однако первая основная пластина, захваченная краем досылателя, при приближении к замыкающей должна сойти вниз по торцу толкателя, освобождая место для захвата замыкающей пластины. К чему это приводит, описано выше.
Целью данного изобретения является изготовление такого полуавтомата сборки пластинчатых магнитопроводов трансформаторов, который бы при своей простоте конструкции обеспечивал бы высокопроизводительную, надежную и долговременную работу без сбоев.
Поставленная цель достигается тем, что устройство для поштучного) отделения пластин выполнено в виде подвижных опор с уступами под стопами пластин, при этом процесс поштучного отделения пластин и подачи их в каркас катушки производится за два хода досылателя.
Сущность изобретения и его использование в полуавтомате сборки пластинчатых магнитопроводов трансформаторов поясняется прилагаемыми чертежами.
Фиг. 1 - правая часть полуавтомата с неполностью сорванной боковиной в момент окончания движения досылателя к каркасу катушки.
Фиг.2 - конструкция подвижной опоры замыкающих пластин.
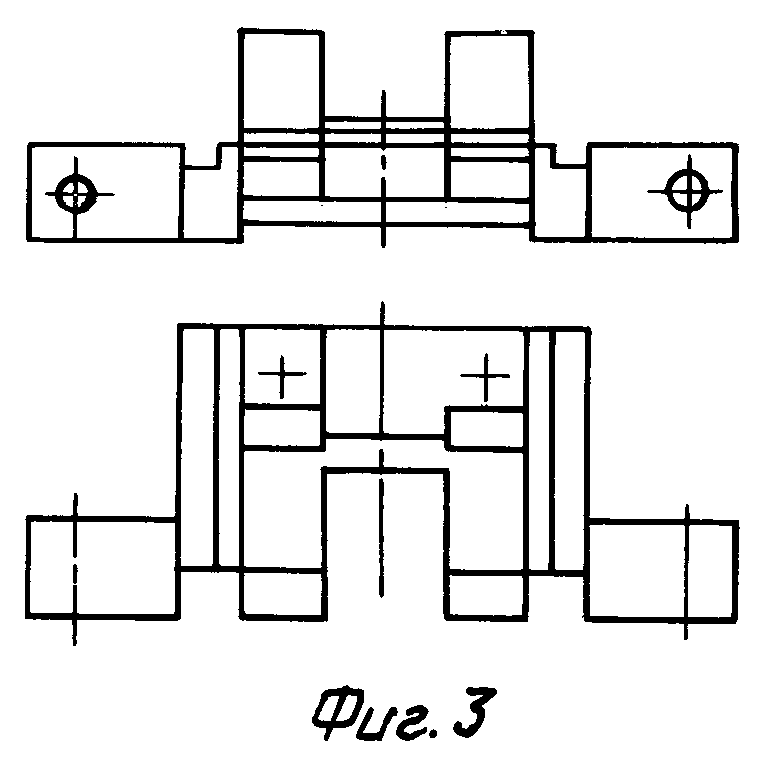
Фиг.3 - конструкция подвижной опоры ш-образных пластин
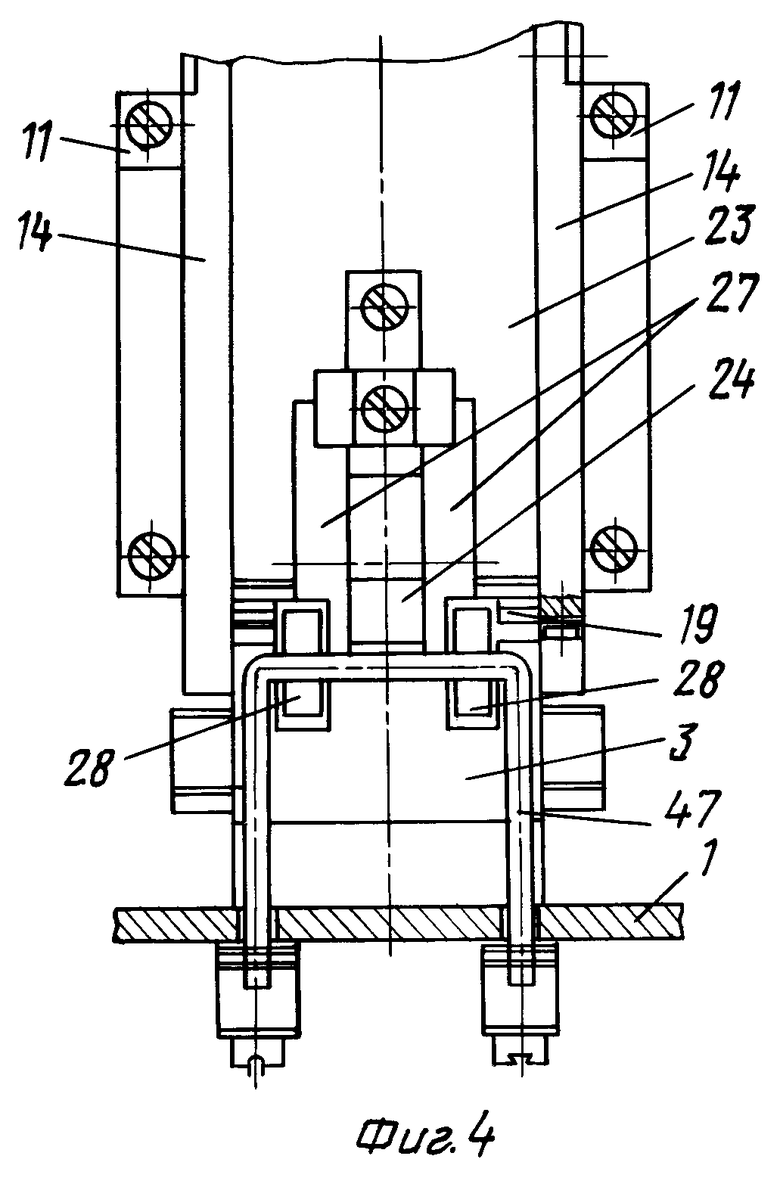
Фиг.4 - вид на фиг.1 слева.
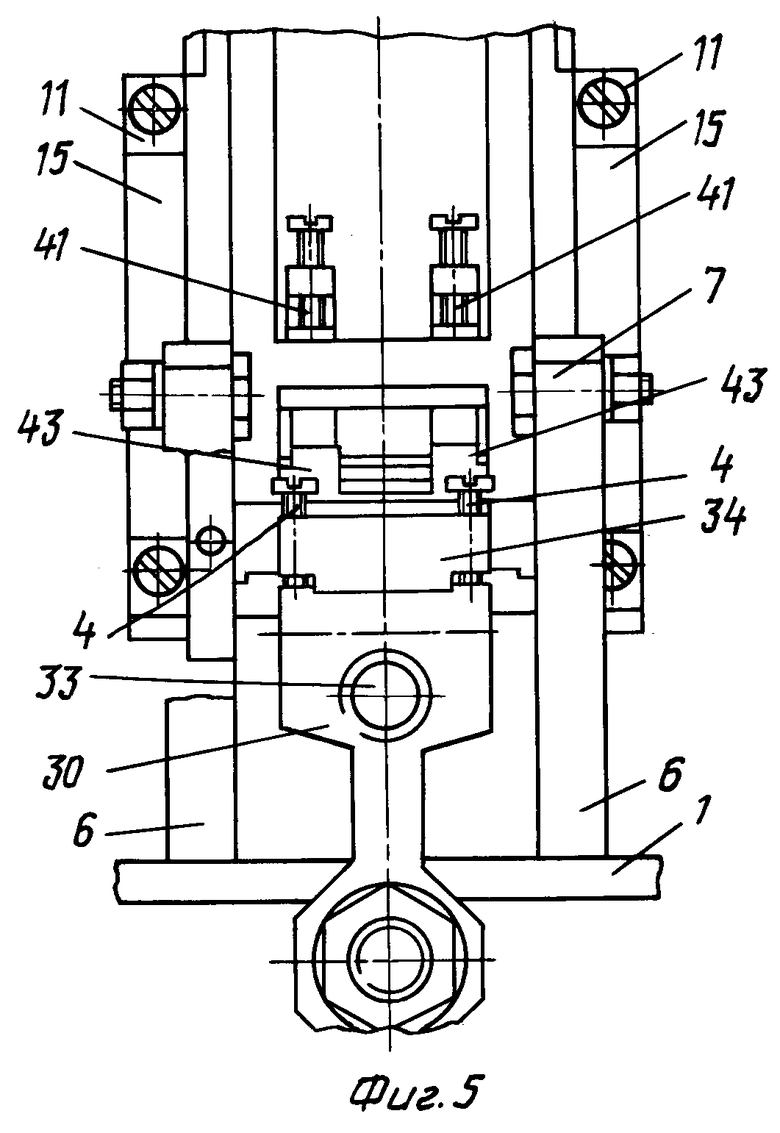
Фиг.5 - вид на фиг.1 справа.
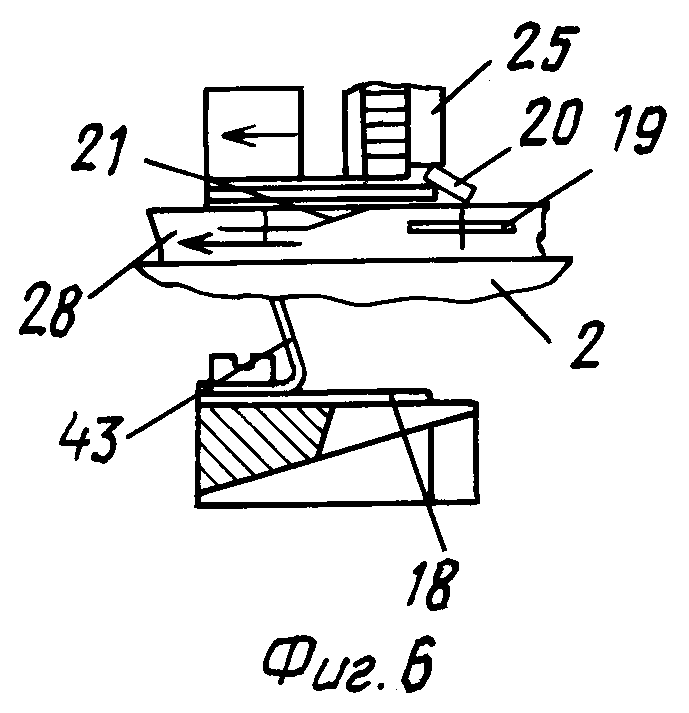
Фиг. 6 - момент схода замыкающей пластины с подвижной опоры на стержень досылателя.
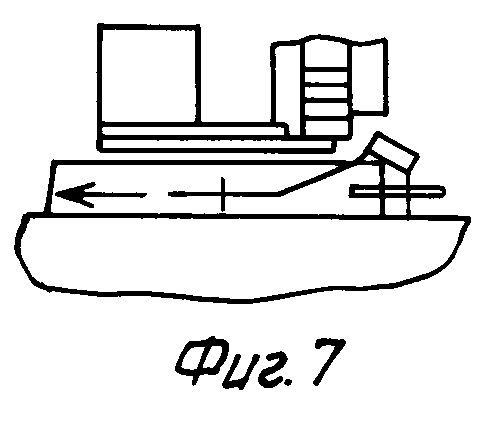
Фиг.7 - момент схода замыкающей пластины с досылателя на полку.
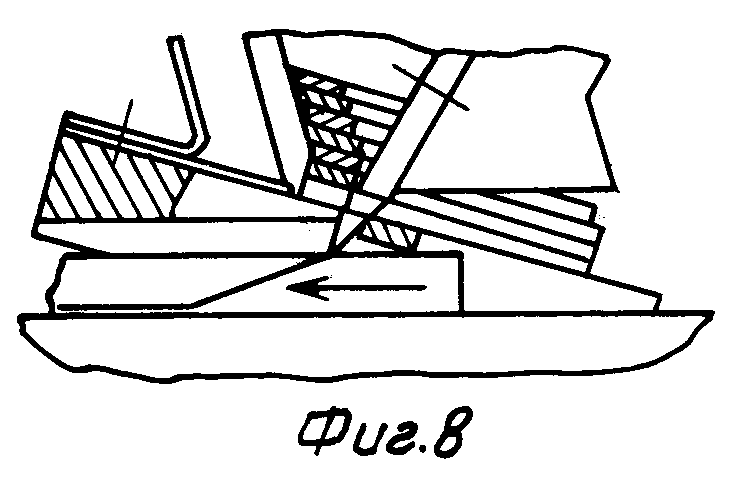
Фиг. 8 - момент, когда Ш-образная пластина сошла с подвижной опоры и своими перемычками зависла на стержнях досылателя.
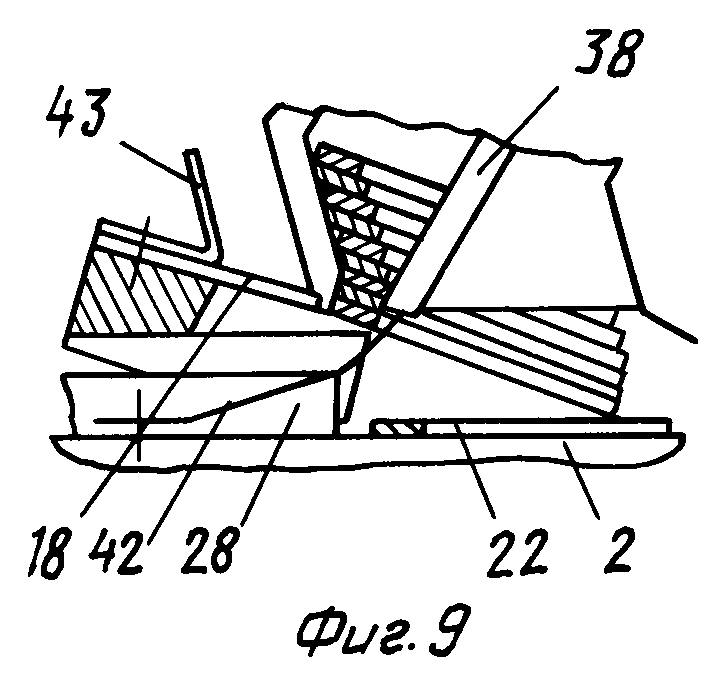
фиг. 9 - момент, когда Ш-образная пластина сошла с досылателя и легла на корпус.
Фиг. 10 - момент, когда досылатель, двигаясь в сторону каркаса с Ш-образной пластиной, подходит к лежащей на полке замыкающей пластине.
Так как полуавтомат состоит из двух одинаковых аппаратов поштучного отделения пластин и их подачи в каркас катушки, то основное описание конструкции полуавтомата проводим на примере правого аппарата, изображенного на фиг.1, 4, 5. На фиг.6, 7, 8, 9, 10 изображены моменты процесса поштучного отделения и выведения пластин из левого аппарата.
Аппарат поштучного отделения пластин и введения их в каркас катушки состоит из плиты 1, корпуса 2, на котором закреплены подвижный упор 3 через шипы 4 и пластинчатые пружины 5, стойки 6, через которые осями 7 корпус 2 соединен с корпусом камер 8 с магазином пластин 9. Камера Ш-образных пластин 10 в целях выравнивания давления на нижнюю пластину имеет зигзагообразную форму.
К корпусу камер 8 крепят шипы 11, на которые подвешивают подвижные опоры замыкающей 12 и Ш-образных 13 пластин пластинчатыми пружинами 14 и 15. Подвижные опоры 12 и 13 соединены между собой штоками 16, которые размещают в боковых стенках корпуса камер. На подвижных опорах 12 и 13 укреплены уступы 17 и 18 для выталкивания одиночных пластин из-под стоп.
В нижней части корпуса камер 8 с обеих сторон сделаны по два паза, которые обозначены штрихпунктирными линиями. В этих пазах крепят винтами две полки 19 для замыкающей пластины 20 и на два фиксатора 21 для удержания замыкающей пластины в выдвинутом положении. Задние края полок 19 и фиксаторов 21 подогнуты кверху, чтобы Ш-образная пластина 22 при прохождении под ними не натыкалась.
К передней стенке 23 корпуса камер 8 крепят прижим 24 и отсекатель 25, регулируемый по высоте. На прижиме 24 через ось 26 установлены подпружиненные лапки 27.
Два стержня досылателя 28 через ось 29 соединены с корпусом досылателя 30 и через него со штангой 31, которая на своем другом конце соединена со вторым левым корпусом досылателя и приводом возвратно-поступательного движения /на чертеже не показано/. Движется штанга 31 в направляющих 32. Для присоединения рукояти ручного привода в корпусе досылателя 30 сделано резьбовое отверстие 33.
На корпусе досылателя 30 укреплен толкатель 34 с возможностью регулирования его положения винтом 35. На самом толкателе 34 установлены регулировочные винты 36, которые в сочетании с пружинами 37 под стержнями досылателя 28 регулируют положение их торцов по высоте.
Отсекатели 38 Ш-образных пластин укреплены на внутренних стенках 39 корпуса камер 8, которые проходят в пазах стены Ш-образных пластин, приближая отсекатели 38 к перемычкам пластин /на фигурах они заштрихованы/, по которым и производят отделение одиночных пластин. Эти отсекатели 38 имеют продолговатые отверстия, через которые проходят крепежные винты 40, которые с регулировочными винтами 41 позволяют по мере износа отсекателей 38 регулировать их положение. К корпусу 2 винтом крепят фиксатор Ш-образных пластин 42.
Для исключения зависания Ш-образных пластин в камере 10 на подвижной опоре 13 установлен пружинный сталкиватель 43.
Для установки каркаса катушки 44 на плите 1 укреплены подушка 45, а для прижима сверху - крышка 46. Для удержания пластин, заведенных в каркас катушки 44, установлены опоры 47, которые снизу поджимают пружины 48, закрепленные на стойках 49.
Работа полуавтомата на примере его правого аппарата поштучного отделения и подачи пластин происходит следующим образом. После загрузки пластин в магазин 9 вручную делают два хода досылателем 28 в сторону каркаса катушки 44. В конце первого хода толкатель 34 своим роликом приводит в движение подвижную опору Ш-образных пластин 13, а через штоки 16 и подвижную опору замыкающих пластин 12. При своем движении эти опоры своими уступами 17 и 18 выдвигают из-под стоп под отсекатели 25 и 38 по одной пластине. При выдвижении пластины пригибают пружинные фиксаторы 21 и 42, которые по их прохождении снова поднимаются, исключая обратный ход пластин при возвращении подвижных опор 12 и 13 в исходное положение /см. фиг.1/.
При движении досылателя в обратном направлении под действием пружинных подвесок 14 и 15 в самом начале движения пластины 20 и 22 сначала опускаются на стержни досылателя 28. На фиг.6 - замыкающая пластина 20 при переходе с подвижной опоры 12 на стержень досылателя 28, а на фиг.8 - Ш-образная пластина сошла с опоры 13 и своими перемычками зависла на стержнях досылателя 28.
При продолжении движения досылателя 28 в исходное положение зависшие на нем пластины опускаются еще ниже: замыкающая пластина 20 - на полки 19 /см. фиг.7/, а Ш-образные 22 - на корпус 2 /см. фиг.9/.
При втором движении досылателя 28 в сторону каркаса катушки 44 он надежно захватывает сначала Ш-образная, а затем и замыкающую /см. фиг.10/ пластины и досылает их вместе в каркас катушки.
При этом перемещения пластин по торцу досылателя не происходит, так как в этом нет необходимости. Основной Ш-образной пластине, которая первая захватывается досылателем, нет необходимости опускаться вниз по торцу досылателя, освобождая место для замыкающей пластины, так как в своем исходном положении, перед досыланием ее в каркас катушки, она находится ниже уровня расположения замыкающей, а при введении пластин в каркас их снижение происходит вместе с подпружиненным досылателем. Только таким образом, добившись исключения перемещения пластин по торцу досылателя, была достигнута устойчивая работа полуавтомата без сбоев.
В конце второго /уже не холостого/ и обратного ходов досылателя снова совершается процесс поштучного отделения пластин из-под стоп и их опускание вниз для надежного захвата досылателем, при третьем его ходе - в сторону каркаса катушки.
Таким образом /холостой/ ход в сторону каркаса катушки без подачи пластин получается только в начале работы полуавтомата после загрузки его пластинами. Все последующие ходы досылателя, при двухходовом способе поштучного отделения пластин, в сторону каркаса катушки сопровождаются подачей спаренных Ш-образной и замыкающей пластин.
После двух трех ходов досылателя вручную, убедившись в бесперебойной подаче пластин из обоих аппаратов, при каждом его ходе устанавливают на подушку 45 каркас 44, закрепляя его крышкой 46.
Точное направление Ш-образной пластины при введении ее в каркас катушки обеспечивает прижим 24. При введении Ш-образной пластины в каркас 44 происходит сначала ее скольжение по скосу в каркасе /см. фиг.1/. а затем - оттеснение вниз, ранее введенной Ш-образной пластины с обратной стороны. Беспрепятственному введению пластин в каркас способствует возможность досылателя 28 с пластинами опускаться вниз вместе с подвижным упором 3.
После введения пластин в каркас 44 упор 3 под действием пружин 5 поднимается и служит для удержания каркаса 44 при введении в него пластин с другой стороны.
Введенные пластины в каркас снизу удерживаются от падения опорами 47 с пружинами 48. По мере наполнения каркаса пластинами опоры опускаются.
Замыкающую пластину 20, которая свободно лежит на спинке введенной Ш-образной пластины, принимают лапки 27, удерживая ее в положении, при котором она находится несколько ниже уровня верхней плоскости упора 3, исключая ее столкновение с вновь вводимой Ш-образной пластиной 22.
Первые 2-3 трансформатора желательно собрать вручную, убедившись в работе полуавтомата без заеданий. Включенный полуавтомат в работу автоматически останавливается при завершении введения нужного количества пластин.
В случае сбоя в работе, что бывает при подходе к отделению от стопы сильно деформированной пластины, корпус камер 8 вместе с магазином 9 отклоняют в сторону и производят удаление негодной пластины, а после возвращения корпуса в исходное положение делают два-три хода досылателем вручную. Убедившись в бесперебойной подаче пластин, устанавливают каркас катушки и продолжают работу.
По предлагаемому варианту был изготовлен опытный образец полуавтомата, который собрал более 30 тыс. трансформаторов без особо видимых следов износа. Вследствие обвала производства он стоит без движения.
В изготовленном полуавтомате привод сделан электромагнитным, а электронная схема управления предусматривает регулирование скорости подачи пластин и силы последнего хода, при котором забивается пластина с повышенным сопротивлением.
Электромагнитный привод позволил значительно увеличить скорость сборки трансформаторов, снизить его металлоемкость. Так трансформатор, магнитопровод которого состоит из 24-х Ш-образных и стольких замыкающих пластин толщиной 0,5 мм, собирался за 4-5 секунды.
Известно, что в настоящее время магнитопроводы трансформаторов все больше делают витыми. Однако в некоторых случаях, где нет для этого способа оборудования, пластинчатые магнитопроводы применяют и проблема их сборки существует.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для набивки магнитопровода из пластин железа в каркас катушки | 1978 |
|
SU792314A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ МАГНИТОПРОВОДА ИЗ ПЛАСТИН ЖЕЛЕЗА В КАРКАС КАТУШКИ | 1971 |
|
SU291249A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ' ТРАНСФОРМАТОРОВ | 1967 |
|
SU190444A1 |
| КАНАТНЫЙ КОНВЕЙЕР СПАСЕНИЯ ЛЮДЕЙ ПРИ ПОЖАРЕ | 2010 |
|
RU2435620C1 |
| Устройство для сборки секций пластинчатых калориферов | 1971 |
|
SU471934A1 |
| СТАНОК СКОРОСТНОЙ НАМОТКИ ТОРОИДАЛЬНЫХ МАГНИТОПРОВОДОВ | 2008 |
|
RU2416836C2 |
| Устройство для поштучной выдачи плоских подсчитываемых предметов | 1983 |
|
SU1144130A1 |
| Автомат для изготовления пакетов магнитопровода и сборки их с валом | 1973 |
|
SU562900A1 |


Изобретение относится к электротехнике, в частности к технологическому оборудованию для изготовления трансформаторов. Технический результат - простота, высокая производительность, надежность и долговечность предлагаемого устройства. Сущность изобретения состоит в том, что в полуавтомате сборки пластинчатых магнитопроводов трансформаторов, содержащем магазины для загрузки Ш-образных и замыкающих пластин, устройство для поштучного отделения пластин и досылатель, связанный с приводом, согласно изобретению устройство для поштучного отделения пластин выполнено в виде подвижных опор с уступами под стопами пластин. При этом процесс поштучного отделения пластин и их подача в каркас катушки производится за два хода досылателя. 10 ил.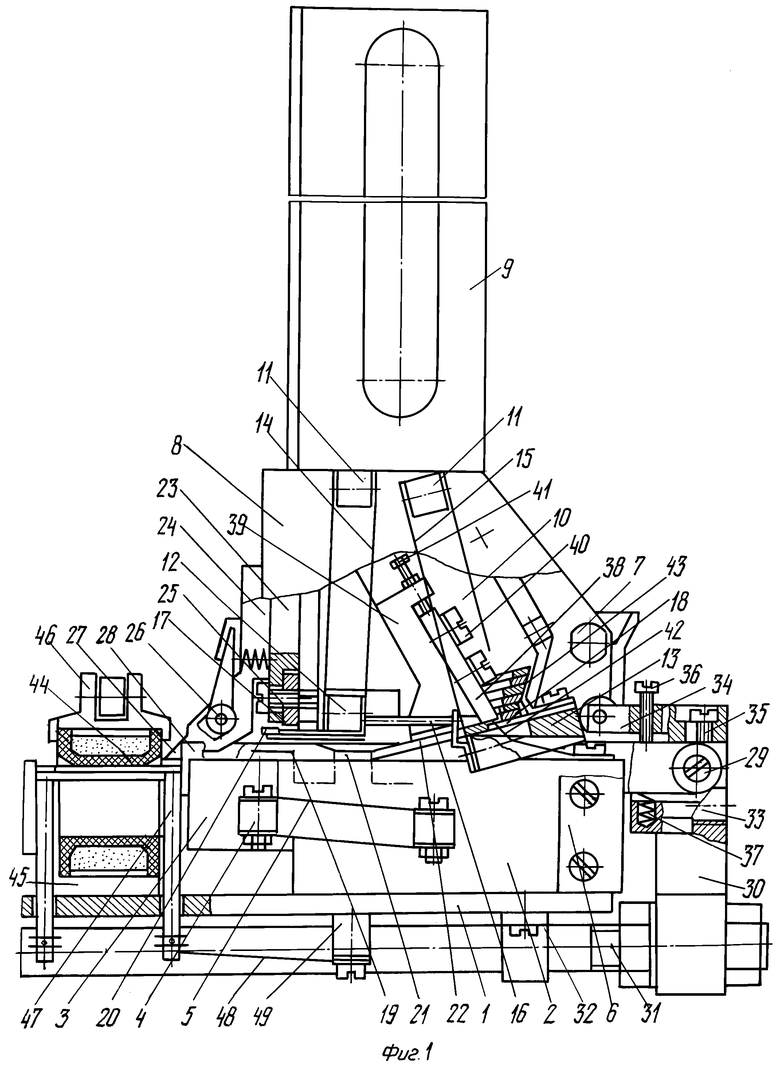
Полуавтомат сборки пластинчатых магнитопроводов трансформаторов, содержащий магазины для загрузки Ш-образных и замыкающих пластин, устройство для поштучного отделения пластин и досылатель, связанный с приводом, отличающийся тем, что устройство для поштучного отделения пластин выполнено в виде подвижных опор с уступами под стопами пластин, при этом процесс поштучного отделения пластин и их подача в каркас катушки производится за два хода досылателя.
| Полуавтомат для набивки стальных сердечников трансформаторов | 1956 |
|
SU106412A1 |
| Полуавтомат для набивки магнитопровода из пластин железа в каркас катушки | 1978 |
|
SU792314A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ МАГНИТОПРОВОДА ИЗ ПЛАСТИН ЖЕЛЕЗА В КАРКАС КАТУШКИ | 0 |
|
SU291249A1 |
| RU 93045202 А, 27.02.1996 | |||
| DE 3338897 A1, 09.05.1985 | |||
| US 4893401 A, 16.06.1990. | |||

