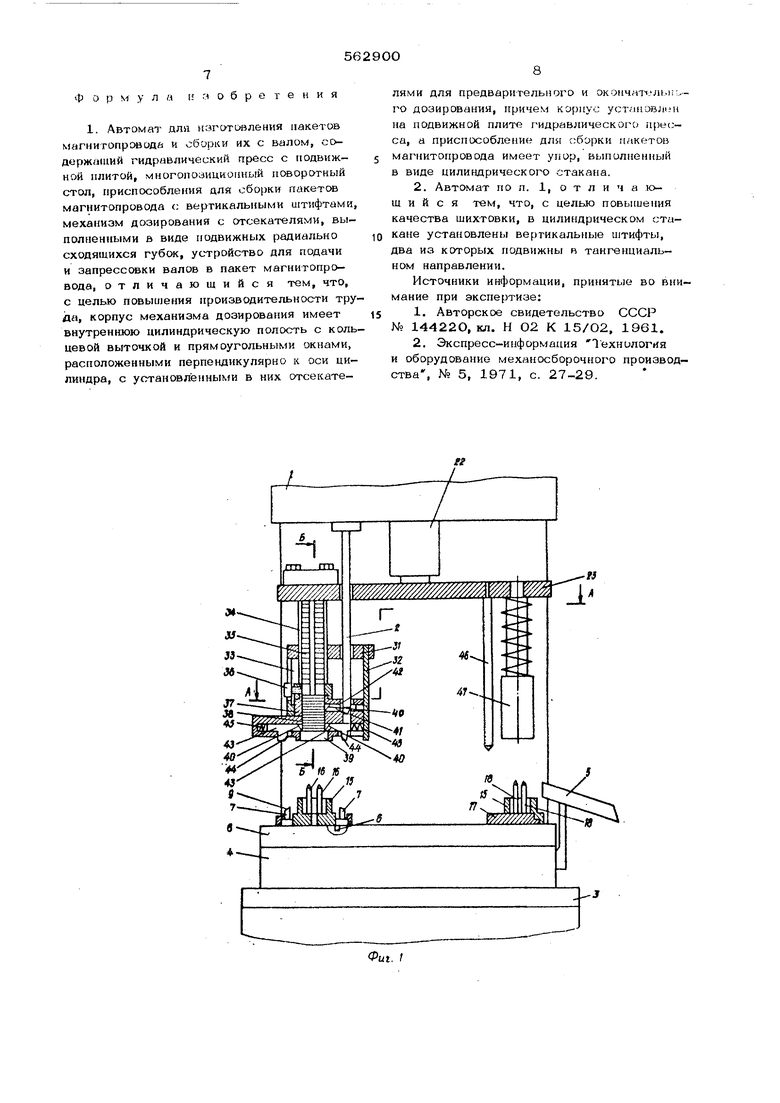
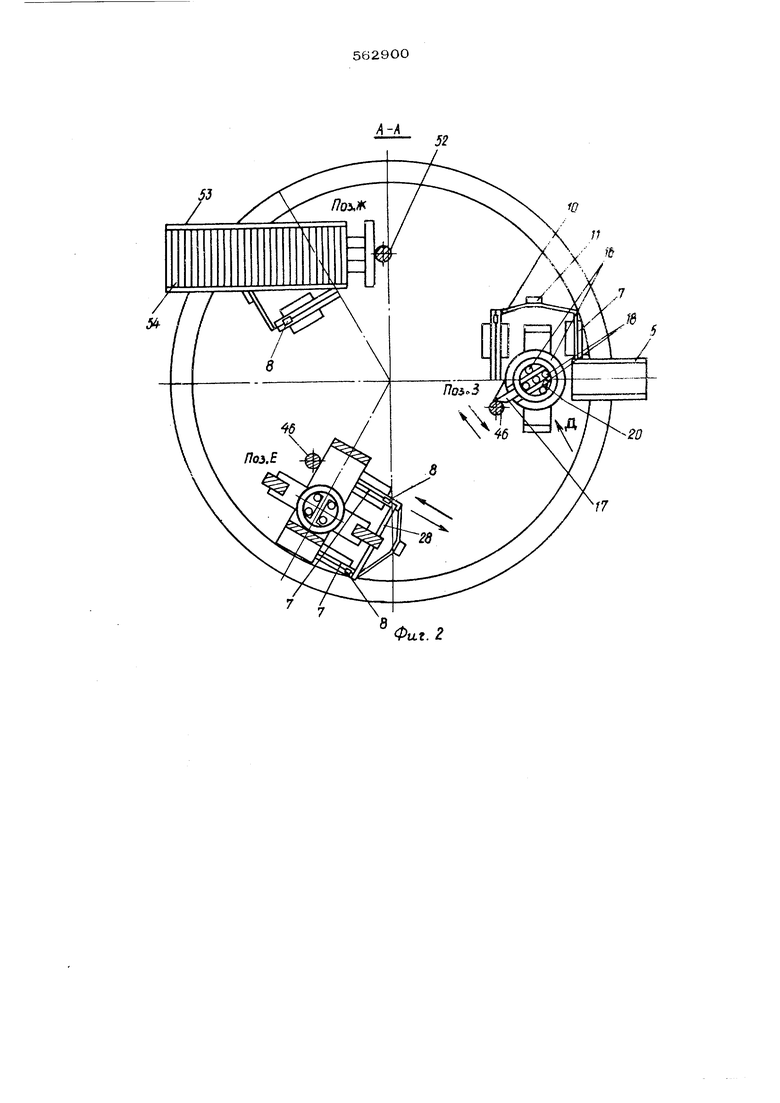
дли сборки пакетов мигнитопровода имеет упор, выгшлнонпый в виде цилиндрического стакыпа. Крэме того, для повышения качества ш TOiiKii и цилиндрическом стакане установлен вертикальные штифты, два из которых подвижны в тангенциальном направлении. Ни фиг, 1 изображен предложенный автомат в начдле рабочего цикла, общий вид; на фиг. 2 - ;лвгомат вид сверху (сечение А-А на фиг. 1); на фиг. 3 - узел дозировании во вре.мя окончания дозирования (сечению Ei-Б на фиг. 1); на фиг. 4вид по стрелке В на фиг. 3; на фиг. 5 сборочное приспособление t х еханизмом ш товки; на фиг. 6 - подвижные клинья (вид по стрелке Г на фиг. 4); на фиг, 7 - приспособление для запрессовки валов в пакет ролюра (вид по стрелке D на фиг. 2); на фиг. 8 iiaK.-,o;j:ibiii лоток для хранения ва лов ротор;; с механизмом поштучной выдачи. Автомат содержит гидравлический прес 1с закрепленной на его станине планкой 2для привода отсекателя предварителького дозирования; установленные на столе 3гидравлического пресса 1 основаЕ1ие 4 с отводящим лотком 5 и карусельный стол 6 на котором смонтированы подвижные клинь 7 с гнездами 8 и скосами 9, с пластинча той пружиной 10, закрепленной на кроншт не 11; накидные зарсваты 12 на шарнирах 13 и пружинах 14; цилиндрические стаканы 15 с установленными в них неподвижными штифтами 16, подвижным рычагом 1 со штиф-тами 18, который удерживается в нейтральном положении пластинчатой пружиной 19, а также выталкивателем 2О на пружинах 21;-закрепленную на штоке 22 гидравлического пресса 1 подвижную плиту 23, на которой установлены амортизаторы 24, стойки 25 со скосами 26 и упорами 27, на одной из которой закреплен П-образный кронштейн 28, колонки 29 с пружинами ЗО и промежуточн плитой 31, на которой с помощью кронштейна 32 закреплен механизм дозирования 33, состоящий из магазина 34 для хранения отштампованных листов железа ротора 35 в ориентированном положении, удерживаемых винтом 36, и корпуса 37 механизма дозирования. В корпусе 37 механизма дозирования выполнены цилиндрическая полость 38 с кольцевой выточкой 39 и прямоугольными окнами 40, В который установлены отсекатель 41 для предВарительного дозирования пакета ротора с гнездом 42, отсекатели 43 для окончательного дозирования пакета со 44 и пружинами 45; стержень 46 для чвода подвижного рычага 17; приспособление 47 для запрессовки валоВе ссх;т ;ящее из штока 48 с пружиной 49, cTaK.iiia 50 с пластинчатой пружиной 51, стерг- л :-:; 52 для привода механизма поштучной ..дачи валов; наклонный лоток 53 для хранения валов 54 с закрепленным на ноч ч;-::ханизмом 55 для поштучной выдачи валуь Механизм 55 для поштучной выдачи валов состоит из неподвижного кронш-тейна 5в, на котором крепится npyxvHHa 57, подвижный кронш-тейЕ 58 Eia шарнире 59 с верхней заслонкой 60 на шарнире 61 и нижней заслонкой 62 на шарнире 63, и воронки 64. Перед началом работы подвижная плита 23 находится в верхнем положении. Планка 2 в гнезде 42 отсекателя 41 для пред.варительного дозирования пакета ротора сжимает пружину 45 и отодвигает его от цилиндрической полости 38. Винт 36 освобождается, и железо ротора 35 опускается на отсекатели 43 для окончательного дозирования пакета. ПаклонЕЕЫЙ лоток 53 загружается валами 54. Действия в автома-1-е производятся одновременно на трех позициях Е, Ж, 3, и работает автомат следующим образом. Включается гидравлический пресс 1 и подвижная плита 23 начИЕгает двигаться вниз, при этом гнездо 42 отсекателя 41 для предварительного дозирования пакета сходит с планки 2. Под действием пружины 45 отсекатель 41 для предварительного дозирования пакета перемещается к центру цилиндрической полости 38 и отсекает пакет железа, превып1а.юш.ий готовую длину сердечЕ1Ика ротора на четыре - пять листов, который удерживается отсекателями 43. Отсекатели 43 для предварительного дозирования пакета, двигаясь вниз вместе с механизмом дозирования 33, своими скосами 44 находят на скосы 9 подвижных клиньев 7 и расходятся освобождая Цилиндрическую полость 38. В это время корпус 37 механизма дозирования кольцевой, выточкой 39 базируется lEa цилиндрический стакан 15 и останавливается. Предвярителыю отдозироваЕшый пакет опускается в цилиндрический стакан 15 на штифты 16 и 18. Плита 23 продолжает двигаться внигт, сжимая пружины 30, которые, воздействуя на промежуточну.ю плиту 31, прижимают корпус 37 механизма дозирования к цилиндрическому стакану 15. С ПОДВИЖЕЮЙ плитой 23 дпи1-аются ВЕЕИЗ стойки 25, котор1:.е сжосами 26, воздействуя нп илкид- аахв.тты 12, попорачива. их вокруг MJrTpiiHp.)B 13 в вертикальное ПОЛОЖОЕИК; и захватывая их упорлми 27, переметают впн.ч. 1.пк;глл1,|о алхваты 12, двигаясь внип.
сжимиют предварительно отдозированный пакет заданным усилие которое поддерживается с1мортизаторами 24 и пружиной 14.
В момент окончания сжатия прелваритель но отдоэированного пакета ротора П- образный кронштейн 28 входит в гнезда 8 подвижных клиньев 7 и перемешает их, отжимая пластинчатую пружину 10. Подвижные клинья 7, перемещаясь, скользят скосами 9 по скосам 44 огсекателей 43 для окончательного дозирования пакета ротора и освобождают их. Отсекатели 43 перемешаются к центру цилиндрической полости 38 и зажимают по диаметру оказавшиеся лишними листы в сжатом пакете ротора.
Стержень 52 (см. поз. Ж), перемешаясь вместе с подвижной плитой 23 вниз, нажимает на подвижный кронштейн 58. Подвижный кронштейн 58, псжорачиваясь вокруг шарнира 59, сжимает пружину 57, перемеЕцает верхнюю заслонку 60, которая перекрывает выход валам 54 и отсекает один вал. Под действием кронштейна 58 нижняя заслонка 62, поворачиваясь на
своем шарнире 63, открывает выходное отверстие, и вал 54 свободно падает вниз. При своем падении вал 54 ударяется о край воронки 64, поворачивается в вертикальное положение и, скользя по огверстию воронки 64, попадает в отверстие окончательно отдозированного пакета ротора.
Стержень 46 (см. поз. 3), перемешаясь вниз сПЛИТОЙ 23, воздействует на подвижный рычаг 17, который начинает псжорачиваться вместе со штифтами 18. Штифты 18, поворачиваясь, Боздейству.ют на кромки пазов листов железа ротора и перемещают их, прижимая к неподвижным штиф там 16, выравнивая пазы в пакете ротора. В этот момент шток 48 и стакан 50 перемещаются вниз. Шток 48 центрирует вал 54 в отверстии пакета и запресссвывает его. Стакан 5О сжимает пакет ротора за- данным усилием, которое поддерживается прзгжиной 49. Пластинчатая пружина 51 отжимается цилиндрическим стаканом 15. Под действием вала 54, выталкиватель 20 перемешается вниз, растягивая пружины 21. По окончании всех действий на трех описанных позициях гидравлический пресс 1 переключается на обратный ход. При этом стойки 25 (см. поз. Е), перемешаясь вверх вместе с плитой 23 освобождают накидные захваты 12, которые под действием пружин 14 возвращаются в исходное положение. П-образный кронштейн 28 выходит из гнезд 8 подвижных клиньев 7, которые под действием пружины 1О перемешаются в порвоначальное положение. В это время iuim.i 23, перемешаясь вверх, сювабождаот пружины 30. Вместе с ней начинает аеремс- шаться промежуточная плита 31 с механизмом дозирования 33. С-гс-. 43, перемешаясь вверх, удержиьолют лишние листы по диаметру, агдоляк их эг :ж .ni4/iтельно отдозированного аакетй рагор;;:,. ч;1. торый остается в цнл ищриче ;ком .нису 15 на штифтах 16 и 18 Отсекн-гель 41 для предварительного AO.i.ipOB.cinii :пл-г;).цом 42 находит на планку 2, которая отжимисп отсекатель 41 для прзедварительиого цо.- ирования пакета ротора, и листы желеи.: ротора 35 опускаются на лишние листыj удерживаемые отсекателями 43, для окончательного дознрсжания пакета.
Стержень 52 (см. поз. Ж) освобождсют подвижный кронштей( 58, который иод дойствием пружины 57 поворачиваотся относительно шарнира 59 н отодвигаот ворхн.юю заслонку 60, открывая проход валам 54. и пг ремешаЭТ нижнюю заслонку 62, которая перекрывает выход валам 54. Валы 54 опускаются на НИЖНЮ.Ю заслонку 62.
Стержень 46 (см. поз. З), перемещаясь вверх, освобождает подвижный рычаг 17, который под действием пружины 19 возврашается в исходное положение. Штифты 18 устанавлива.ются по центру пазов пакета ротора, и ротор с валом под действием пружин 21 выталкивателем 2О выталкивается из цилиндрического стакана 15. В это время шток 48 со стаканом 50 перемешаются вверх. Пластинчатая пружина 51, воз- врашаясь к центру стакана 50, воздействует на ротор с валом, который выходит из цилиндрического стакана 15, и сталкивает его на отводяший лоток 5. По окончании действий карусельный стол 6 поворачивает- ся приводом от гидравлического пресса. На позиции Е устанавливается пустой цилиндрический стакан 15, на позиции Ж стакан 15 с окончательно отдозировшгным пакетом, на позиции 3 - цилиндрический стакан 15 с окончательно отдозиропан п 1М пакетом и валом ротора. Пресс автоматически переключается на рабочий ход, процесс повторяется.
Эффективность применения данной конструкции автомата по сравнению с сушоствутошими конструкциями заключается в повышении проипводит льнооти труда ня операциях дозиропания и сборки пакета, повышении точности дозировки и качества шихтовки пл- кртов собрпнпых роторов.
Ф о р м у л а I а о б р е т е н и я
1. Автомат для изготовления пакетов магнитопроводй и сборки их с валом, содержгшшй гидравлический пресс с подвижной плитой, МНОГОПОЗИЦИОИИЫЙ ПОВОрОТНЫЙ
стол, приспособления для оборки пакетов магнитопровода с вертикальными штифтами, механизм дозирования с отсекателями, выполненными в виде подвижных радиально сходящихся губок, устройство для подачи и запрессовки валов в пакет магнитопро- вода, отличающийся тем, что, с целью повышения производительности труда, корпус механизма дозирования имеет внутреннюю цилиндрическую полость с кольцевой выточкой и прямоугольными окнами, расположенными перпендикулярно к оси цилиндра, с установленными в них отсекателями для предварительного и окончатч.-лы;:,..-. го дозирования, причем корпус ycrfiHOBJiiMt на подвижной плите гидравлического пресса, а приспособление для оборки макетов
магнитопровода имеет упор, выполненный в виде цилиндрического стакана.
2. Автомат по п. 1, о т л и ч а torn и и с я тем, что, с целью повышения качества шихтовки, в цилиЕщрическом стакане установлены вертикальные штифты, два из которых подвижны в тангенциальном направлении.
Источники информации, принятые во вни мание при экспертизе:
1. Авторское свидетельство СССР № 14422О, кл, Н О2 К 15/О2, 1961. 2. Экспресс-информация Технология и оборудование механосборочного производства, № 5, 1971, с. 27-29.


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |
| Устройство для подачи гвоздей | 1989 |
|
SU1676801A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |


Фглг. г
7 7
/4 27 фиг.З f
BuSS
Фиг.4 7
16
Фиг. S
Вид Г
Фиг.7
Фиг. в
