1
Известны устройства для сборки секций пластинчатых калориферов, содержащие основание с расположенными на нем суппортами и плитой-досылателем для насадки пластины на стержни, связанные с приводом.
Однако такие устройства не обеспечивают при сборке надежный контакт между пластинами и трубами в собираемых секциях, что отрицательно влияет на теплотехнические и аэродинамические показатели калориферов.
Целью изобретения является получение напряженного контакта пластин с трубами и иовышение качества их закрепления по шагу в собираемых секциях.
Эта цель достигается тем, что предлагаемое устройство снабжено установленными на основании пресс-клещами, соединенными с приводом и плитой-досылателем, а также магнитным распушителем. При этом пресс-клещи выполнены в виде корпуса с расположенными в нем двумя параллельными валами, в которых смонтированы кулачки, передающие движение через рычажную систему и шатуны ползушкам, расположенным в направляющих корпуса и связанным с рабочими губками пресс-клещей, и ллите-досылателю.
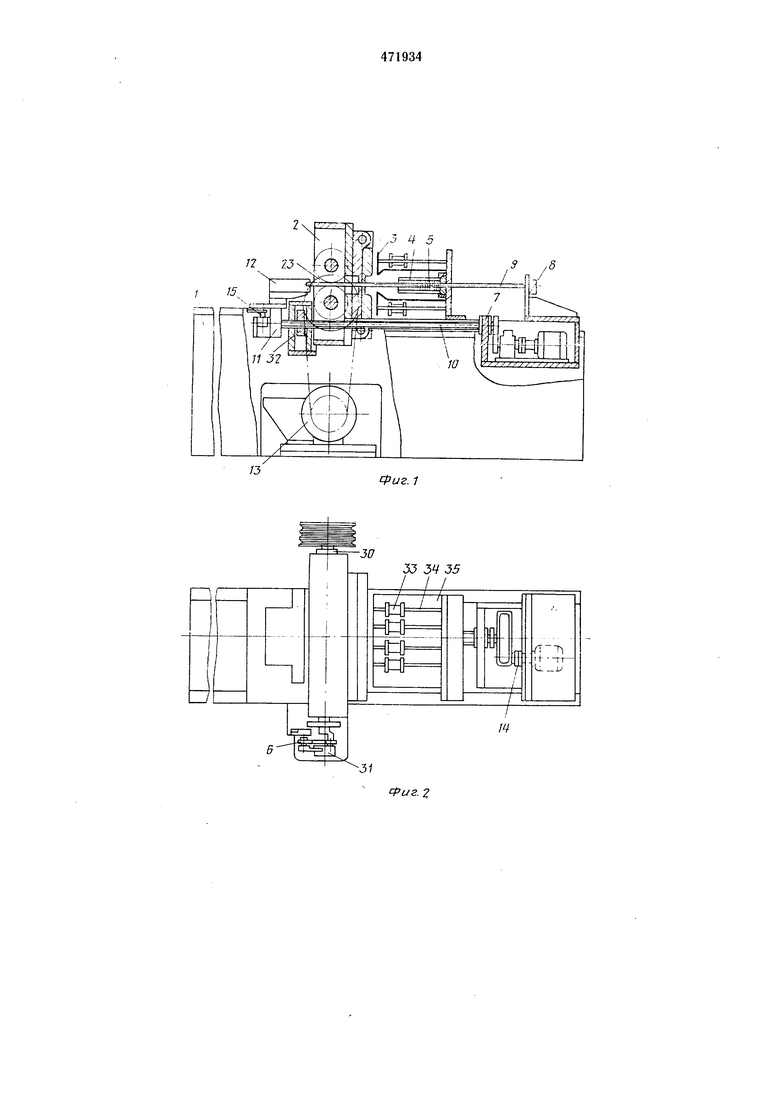
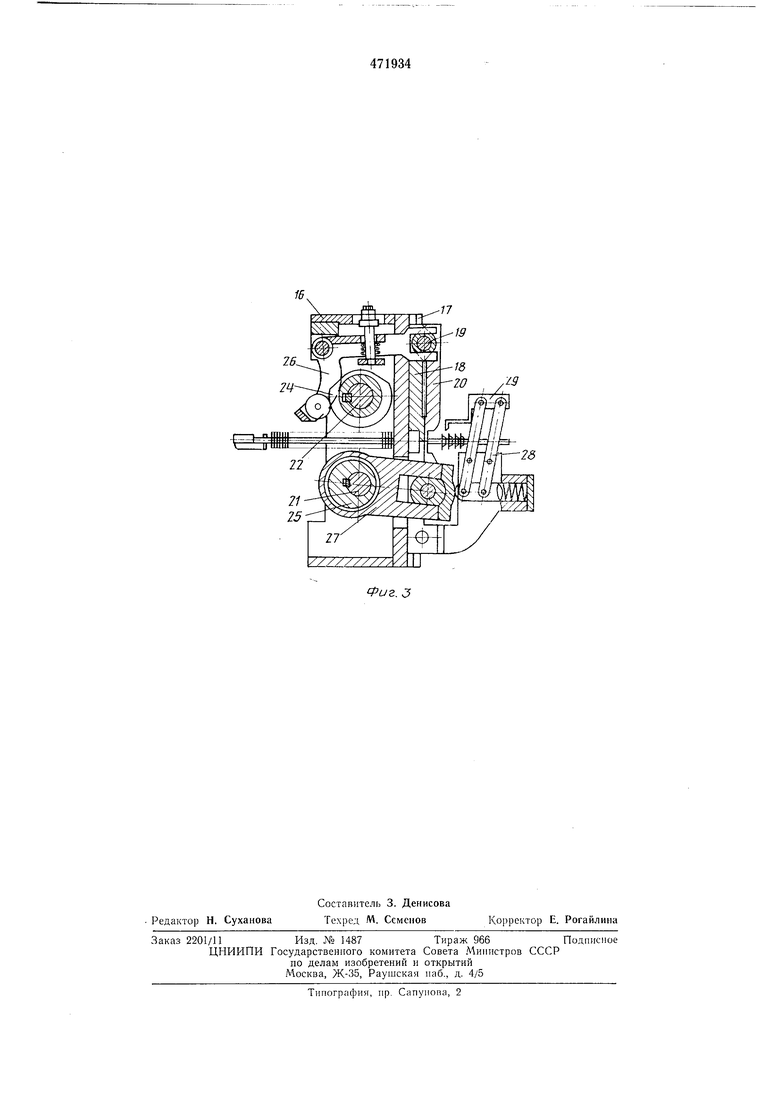
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в плане; па фиг. 3 - пресс-клещи в поперечном разрезе.
Устройство состоит из основания 1, на котором стационарно закреплены пресс-клещи 2 с магнитным распущителем 3, в который помещен магазин 4 со стопой калориферных пластин 5.
Ниже пресс-клещей закреплен механизм 6 шагового перемещения. На раме смонтирован правый суппорт 7, на котором закреплена кассета 8 с фиксирующими штырями 9. Правый суппорт связан в осевом направлении винтом 10 с левым суппортом 11, несущим механизм 12 зажима труб.
Устройство имеет привод 13 рабочего хода и привод 14 для быстрого возврата суппортов в исходное положение при вывОлТ,е из гнезда стопорного пальца 15.
Пресс-клещи содержат корпус 16, на вертикальной передней плоскости которого смонтированы на направляющих 17 две подвижные ползушки 18, а к ним с помощью шарнира 19 прикреплены рычал ные губки 20.
В корпусе параллельно расположены ведущий 21 и ведомый 22 валы, соединенные между собой зубчатой передачей 23. Внутри корпуса на валы посажены и закреплены по два кулачка 24 и эксцентрика 25.
Кулачки через рычажные системы 26 сообщают возвратно-поступательное ползушкам, а эксцентрики посредством шатунов 27 производят смыкание и размыкание губок.
а также через рычаги 28 обеспечивают перемещение плиты-досылателя 29 по необходимой траектории.
Ведущий вал соединен через муфту 30 с электромеханическим приводом и свяазн через зубчатые передачи с механизмом шагового перемещения, состоящим из шарнирно-зубчатого механизма 31 периодического действия и гайки 32, перемещающей иоступательно-циклично по шагу винт.
В магнитном распушителе, который смонтирован на раме перед зоной действия нлитыдосылателя, катушки 33 через сердечники 34 и пластинчатые полюсы 35 обеспечивают поштучную последовательную выдачу калориферных пластин в зону захвата плиты-досылателя.
Устройство работает следуюндим образом.
Перед началом работы суппорт 7 с фиксирующими штырями 9 находится в крайнем нравом положении, а зона распушителя 3 свободна для закладки магазина 4 со стопой калориферных пластин 5.
После закладки магазина в зону распушителя приводом 14 и вращением винта 10 суппорт 7 перемещается влево, при этом штыри 9 проходят через отверстия пластин 5 до положения, когда их концы несколько выступят за заднюю стенку корпуса пресс-клещей 3. Затем укладывают и зажимают трубы и обратным вращением привода 14 отводят суппорты 7 и 11 вместе со штырями 9 и зажатыми трубами в крайнее правое положение.
После ввода стопорного пальца 15 в гнездо, винт 10 стопорится относительно суппортов.
Включением муфты 30 нривод 13 приводит во вращение валы 21 и 22.
Кулачки 24 через рычажные системы 26 сообщают возвратно-поступательное движение ползуШКам 18, а эксцентрики 25 посредством шатунов 27 производят смыкание и размыкание губок 20.
В это же время приводится в движение но заданной траектории плита-досылатель, которая связана с нижией губкой.
Одновременно от вала 21 через зубчатые передачи и шарнирио-зубчатый механизм 31
периодического действия вращение сообщается гайке 32, что задает шаговое перемещение влево винту 10 с суппортами 7 и 11 относительно пресс-клещей 2 и магнитного распушителя 3, который обеспечивает поштучное последовательное отделение и перемещение калориферных пластин в зону захвата плитыдосылателя. 29. Плита-досылатель передвигает калориферную пластину между раздвинутыми ползушками 18 при разомкнутых губках 20. Затем плита-досылатель выходит из рабочей зоны, ползушки сдвигаются, после чего смыкаются губки 20 и заштамповывают концентрические выдавки до уровня плоскости пластины, за счет чего обеспечивается напряженная пластин на трубы.
После посадки и закрепления заданного количества пластин на трубы собранная секция
калорифера освобождается от действия механизма 12 зажима труб. Далее процесс повторяется.
Предмет изобретения
1.Устройство для сборки секций пластинчатых калориферов, содержащее основание с расположенными на нем сунпортами и плитой-досылателем для насадки пластины на стержни, связанные с приводом, отличающееся тем, что, с получения напряженного контакта пластины с трубами и повышения качества их закрепления по шагу в
собираемых секциях, оио снабжено установленными на основании пресс-клещами, соедипенпыми с приводом и плитой-досылателем, и магнитным распушителем.
2.Устройство по п. 1, отличающееся тем, что пресс-клещи выполнены в виде корпуса с расположенными в нем двумя нараллельными валами, в которых смонтированы кулачки, передающие движение через рычажную систему и шатуны ползуп1кал1, расположенным в направляющих корпуса и связанпым с рабочими губками пресс-клещей, и плите-досылателю.
сриг. 1
/7
19
Фиг. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прерывистой подачи материала | 1971 |
|
SU515555A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Устройство Г.В.Зекцера для шаговой подачи длинномерного материала | 1983 |
|
SU1096181A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автомат для запрессовки | 1981 |
|
SU994195A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Чеканочный пресс-автомат | 1980 |
|
SU946982A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |