Изобретение относится к элементам двери, или/и замка, или/и запорной системы и может быть широко использовано при изготовлении дверей, или замков, или запорных систем для дверей, сейфов и т. д.
Известен способ изготовления ригеля, включающий изготовление, по меньшей мере, одного силового элемента (патент РФ № 2122094).
Известен ригель, содержащий, по меньшей мере, один силовой элемент (патент РФ № 2122094).
Задача, на решение которой направлены заявляемые технические решения, состоит в расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Технический результат, который может быть получен при осуществлении способа изготовления ригеля и конструкции ригеля заключается в реализации указанной выше задачи - расширение арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Считают уместным привести некоторые аргументы, касающиеся названия изобретения. Существуют объекты с названием “Способ изготовления ригеля двери”, “Способ изготовления ригеля замка” и “Способ изготовления ригеля” и соответственно “Ригель двери”, “Ригель замка” и “Ригель”. Заявляемые технические решения следует назвать “Способ изготовления ригеля” и “Ригель”, т.к. они могут быть использованы как в составе изделия “Замок”, так и в составе изделия “Дверь”.
Сущность заявляемого способа заключается в том, что в способе изготовления ригеля, включающем изготовление, по меньшей мере, одного силового элемента, согласно изобретению снабжают корпусом, по меньшей мере, с одной направляющей, при этом корпус изготавливают в виде кольца или, по меньшей мере, одной ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа, а направляющую изготавливают путем предварительного размещения, по меньшей мере, одного формующего элемента между частями кольца, или/и частями ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка и последующего его или их обхвата частями кольца, или частями ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа и закрепления частей корпуса относительно друг друга. Обхват формующего элемента или элементов осуществляют путем пластической деформации материала корпуса или его части. В качестве формующего элемента используют, по меньшей мере, одни силовой элемент, т.е. элемент ригеля или ригель. Однако в качестве формующего элемента могут быть использованы и иные геометрические тела, не входящие в состав ригеля, причем их геометрическая форма может быть конгруэнтна внешнему профилю направляющей, а может быть и не конгруэнтна. После пластической деформации материала корпуса его отдельные части могут контактировать между собой, а могут и не контактировать. Силовой элемент или элементы могут свободно поворачиваться и возвратно-поступательно перемещаться в направляющей или направляющих. Закрепление частей корпуса относительно друга друг производится посредством крепежных элементов, например заклепок, или посредством сварных швов, или иным известным способом. Закрепление частей корпуса относительно друг друга осуществляется для придания жесткости корпусу.
Сущность заявляемого устройства заключается в том, что ригель, содержащий, по меньшей мере, один силовой элемент, согласно изобретению снабжен корпусом, по меньшей мере, с одной направляющей, при этом корпус выполнен в виде кольца или, по меньшей мере, одной ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа, а направляющая выполнена в виде части или частей пластически деформированного материала корпуса.
Сопоставительный анализ заявляемого способа изготовления ригеля с прототипом показывает, что заявляемый способ имеет общие признаки с прототипом:
- изготовление, по меньшей мере, одного силового элемента.
Заявляемый способ изготовления ригеля отличается от прототипа новыми признаками:
- снабжают корпусом, по меньшей мере, с одной направляющей;
- корпус изготавливают в виде кольца или, по меньшей мере, одной ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа;
- направляющую изготавливают путем предварительного размещения, по меньшей мере, одного формующего элемента между частями кольца, или/и частями ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка и последующего его или их обхвата частями кольца, или частями ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа и закрепления частей корпуса относительно друг друга;
- обхват формующего элемента или элементов осуществляют путем пластической деформации материала корпуса или его части;
- в качестве формующего элемента используют, по меньшей мере, один силовой элемент, т.е. элемент ригеля или ригель.
Сопоставительный анализ заявляемого ригеля с прототипом показывает, что заявляемый объект имеет общие признаки с прототипом:
- содержит, по меньшей мере, один силовой элемент.
Заявляемый ригель отличается от прототипа новыми признаками:
- снабжен корпусом, по меньшей мере, с одной направляющей;
- корпус выполнен в виде кольца или, по меньшей мере, одной ленты, или/и полосы, или/и пластины, или/и проволоки, или/и прутка, или/и листа;
направляющая выполнена в виде части или частей пластически деформированного материала корпуса.
Концевые части корпуса ригеля могут быть выполнены или изготовлены в виде прямых участков или участков П-образной формы, или Г-образной формы, или  -образной формы, или
-образной формы, или  - образной формы, или ⊥ -образной формы или в виде иных форм.
- образной формы, или ⊥ -образной формы или в виде иных форм.
Из приведенного перечня признаков заявляемого способа изготовления ригеля и конструкции ригеля и достижения поставленной задачи наглядно видно, что заявляемые технические решения представляют собой новую совокупность признаков как сочетание известных и новых признаков, обеспечивающих получение нового технического результата, не известного на дату подачи заявки. Новый технический результат, который может быть получен при осуществлении изобретения, заключается в расширении арсенала технических средств для способа изготовления ригеля и конструкции ригеля.
Предлагаемые способ изготовления ригеля и конструкция ригеля промышленно применимы, т.к. могут быть использованы в строительстве, промышленности, сельском хозяйстве и других отраслях народного хозяйства, где используются двери, замки и сейфы.
Технические решения заявляемых объектов соответствуют критерию “новизна”, ч.к. они не известны из уровня техники на дату подачи заявки. Не известна из уровня техники совокупность существенных признаков заявляемых технических решений и их влияние на получение требуемого технического результата.
Технические решения заявляемых объектов соответствуют критерию “изобретательский уровень”, т.к. не выявлены решения, имеющие признаки, совпадающие с их отличительными признаками, и не обнаружена известность влияния отличительных признаков на получаемый технический результат,
Таким образом, заявляемые технические решения “Способ изготовления ригеля” и “Ригель” связаны между собой настолько, что они образуют единый изобретательский замысел и соответствуют всем критериям, предъявляемым к изобретению, и обеспечивают получение нового технического результата.
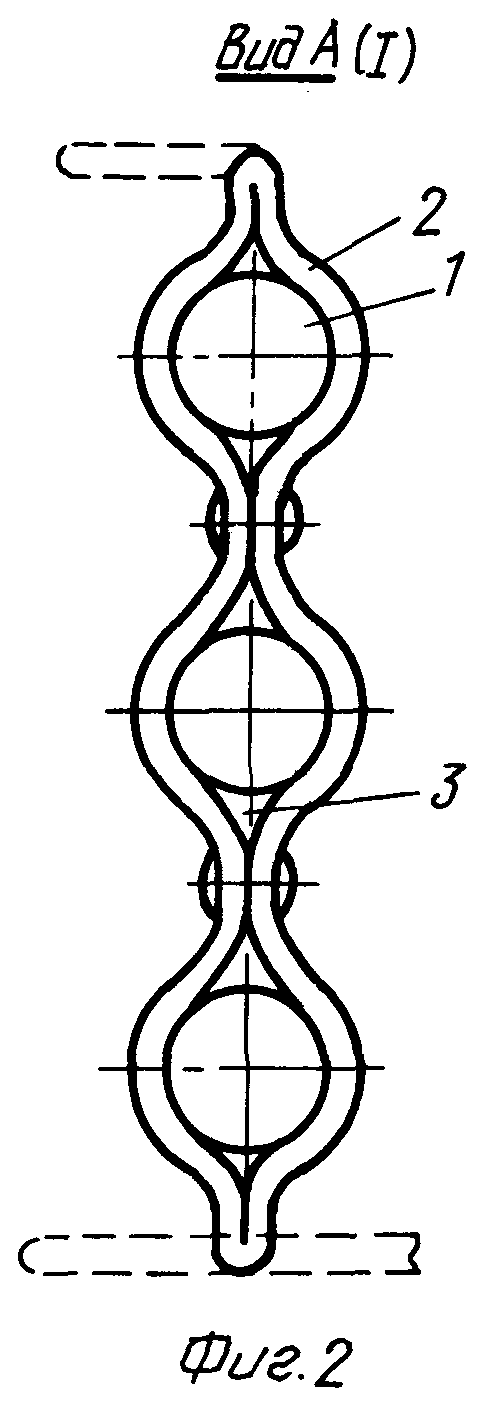
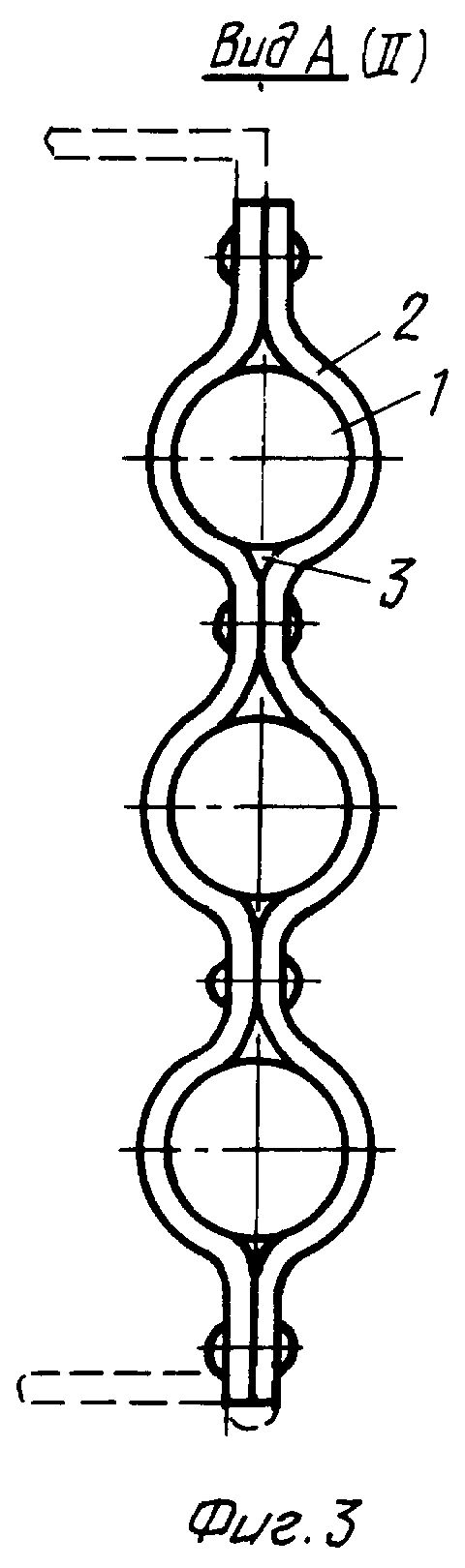
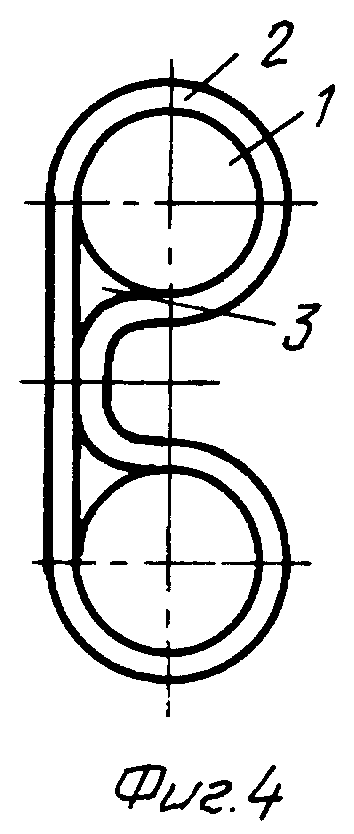
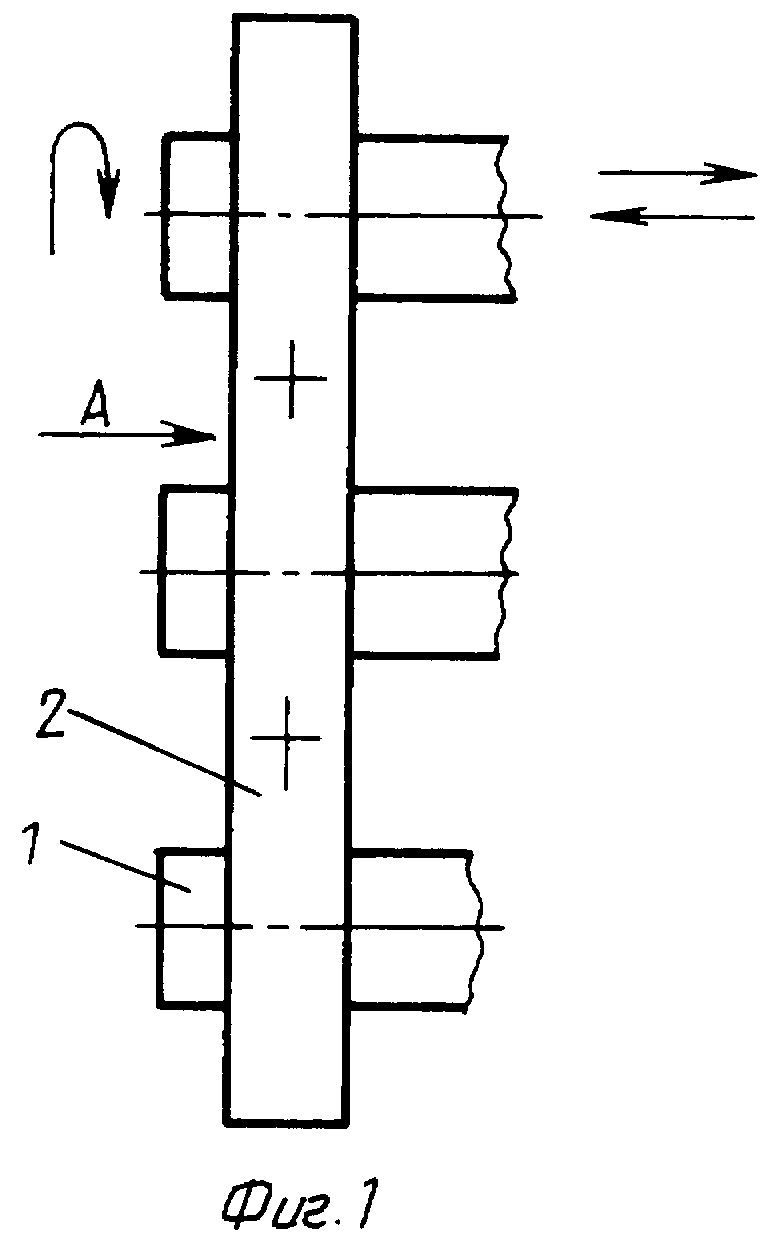
На фиг.1 показан способ изготовления ригеля и общий вид ригеля; на фиг.2 - вид А на фиг.1 (исполнение 1); на фиг.3 - вид А на фиг.1 (исполнение 2), на фиг.4 и 5 - разновидности исполнения ригеля.
Ригель содержит, по меньшей мере, один силовой элемент 1 (см. фиг.1-5), корпус 2, по меньшей мере, с одной направляющей 3 (в состав ригеля могут входить крепежные элементы, а могут и не входить, кроме того, в состав ригеля могут входить шайбы, а могут и не входить, которые устанавливаются в местах контакта одной част корпуса с другой его частью и необходимы для создания зазора между силовым или силовыми элементами 1 и поверхностью направляющей 3 или направляющих 3 корпуса 2, данное обстоятельство возникает в зависимости от применения тех или иных формующих элементов с тем или иным полем допуска).
Способ изготовления ригеля реализуется следующим образом.
Взяли кольца, изготовленные из листового материала, проволоки и прутка, которые использовали в качестве корпуса 2 (см. фиг.1, 2 и 4) ригеля. Изготовили направляющие 3 путем предварительного ввода формующих элементов круглой формы внутрь колец на расстоянии друг от друга, которое равно шагу установки силовых элементов 1 и последующего обхвата формующих элементов частями колец путем пластической деформации материала колец. Деформацию произвели до соприкосновения отдельных частей кольца между собой, при этом в отдельных случаях использовали в качестве формующих элементов силовые элементы 1 ригеля. После изготовления направляющих 3 выполнили сквозные соосные отверстия под крепежные элементы в частях кольца, расположив их между направляющими 3. Затем между частями кольца и между парой соосных отверстий установили шайбы толщиной 0,1-0,3 мм, а после этого ввели в соосные отверстия крепежные элементы в виде заклепок и произвели расклепку заклепок, обеспечив тем самым жесткое скрепление отдельных частей кольца друг с другом. В качестве формующих элементов использовали иные геометрические тела, конгруэнтные силовым элементам 1 и не конгруэнтные силовым элементам 1. Жесткую фиксацию отдельных частей кольца друг с другом производили посредством сварных швов и без изготовления соосных отверстии и без применения шайб. Концевые части корпуса изготовили прямой формы, а также в виде указанных выше форм и показанных пунктирными линиями на фиг.2.
Аналогичным образом изготовили корпуса ригеля из гостированного или нормализованного металлопроката: ленты, полосы, проволоки и прутка. Изготовили корпуса также из пластины или гостированного или нормализованного металлического листа. Изготовленные таким образом ригеля показаны на фиг.3 и 5.
Ригель работает следующим образом.
Силовые элементы 1 установлены с возможностью возвратно-поступательного и вращательного перемещения относительно корпуса 2 (на фиг.1 показано стрелками). Корпус 2 закрепляется к опорной поверхности жестко или сварными швами или крепежными элементами.
Таким образом, заявляемые технические решения “Способ изготовления ригеля” и “Ригель” обеспечивают достижение поставленной задачи и получение нового технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| РИГЕЛЬ | 2004 |
|
RU2270905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2205930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204001C1 |
| ЗАПОРНАЯ СИСТЕМА ДВЕРИ | 2004 |
|
RU2270906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2204002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2205928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193642C1 |
| РИГЕЛЬ | 2005 |
|
RU2295616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2003 |
|
RU2245432C2 |

Изобретение относится к области скобяных изделий и касается способа изготовления ригеля, включающего изготовление, по меньшей мере, одного силового элемента, корпуса, по меньшей мере, с одной направляющей в виде кольца и силовой элемент, установленный с возможностью перемещения. Направляющую изготавливают путем предварительного размещения, по меньшей мере, одного формующего элемента между частями кольца и последующего его обхвата частями кольца. Также предложен ригель. Данный способ позволяет расширить арсенал технических средств для изготовления ригелей. 2 н.п. ф-лы, 5 ил.
| Способ автоматического управленияпРОцЕССОМ эКСТРузии | 1977 |
|
SU802062A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИГЕЛЯ И РИГЕЛЬ | 2001 |
|
RU2193642C1 |
| СПОСОБ ПОВЫШЕНИЯ СОХРАННОСТИ РЫБОВОДНОЙ ИКРЫ И МАЛЬКОВ РЫБЫ | 2008 |
|
RU2374840C1 |
| ДЕСУЛЬФУРИЗАЦИЯ ОТРАБОТАННОГО ГАЗА МОРСКИХ СУДОВ | 2017 |
|
RU2740498C2 |
| Устройство для фиксации створки окна | 1980 |
|
SU931910A1 |
| ПРОИЗВОДНЫЕ ПИРИДИНКАРБОКСАМИДА И ИХ СОЛИ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ИНСЕКТИЦИДА | 2003 |
|
RU2356891C9 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| Стенд для оценки качества манипуляторных систем | 1976 |
|
SU580113A1 |
