Предлагаемые изобретения относятся к области измерительной техники и могут быть использованы для комплексной поверки кругломеров.
Известны способ измерения отклонения от крутости цилиндрических поверхностей и устройство для его осуществления (RU заявка 92004284, 1992.10.27, G 01 B 5/20). Способ заключается в том, что измеряемую поверхность сопрягают с образцовой по форме поверхностью корпуса устройства с закрепленным на нем с возможностью контактирования с измеряемой поверхностью измерительным датчиком перемещений и регистрируют максимальную разность показаний датчика при вращении измеряемой детали или корпуса вокруг осей своих поверхностей, причем сопряжение осуществляют путем перекоса измеряемой детали относительно корпуса до упора сопрягаемых поверхностей одна в другой. Устройство содержит корпус с образцовой по форме поверхностью вращения. На корпусе закреплен измерительный датчик перемещений с возможностью контактирования с измеряемой поверхностью. Образцовая поверхность корпуса имеет плоскость симметрии, перпендикулярную ее оси или два выступающих участка, симметричных относительно этой плоскости. Образующая поверхности корпуса может представлять собой дугу окружности, центр которой расположен вне оси поверхности вращения корпуса или содержать два радиусных или два угловых участка, отстоящих один от другого. Контактная поверхность наконечника может быть выполнена в виде поверхности вращения, ось которой пересекается с осью образцовой поверхности корпуса и лежит в перпендикулярной к ней плоскости симметрии. Максимальный радиус контактной поверхности наконечника равен радиусу измеряемой цилиндрической поверхности. Однако степень точности этих измерений напрямую связана с точностью эталонного образца.
Известны методы и средства поверки кругломеров (ГОСТ 8.481-82). Согласно этой методике определяют ряд метрологических характеристик испытуемого кругломера: радиальную погрешность, осевую погрешность, погрешность коэффициентов увеличения, амплитудно-частотную характеристику, наибольшую приведенную погрешность, статическое измерительное усилие. Погрешности, полученные в результате поверки, следует рассматривать как методические и включать в суммарную погрешность испытуемого прибора. Такая методика поверки кругломеров представляет собой трудоемкий процесс, требует специального оборудования и не может быть реализована пользователем в полном объеме в условиях производства.
В процессе эксплуатации кругломера для проверки правильности настройки увеличения кругломеров они комплектуются образцовыми мерами увеличения (А.Н. Авдулов. Контроль и оценка круглости деталей машин, Москва, 1974, стр. 93-94). Такая мера представляет собой цилиндр, имеющий поясок, на котором сделана лыска. На верхнем торце цилиндра маркируется размер (глубина) лыски. Образцовую меру устанавливают на кругломер и записывают круглограммы нескольких сечений пояска с лыской. Перед этим настраивают известным способом увеличение кругломера. Если глубина лыски совпадает во всех сечениях с заданной точностью, мера считается годной, и результат измерения лыски в среднем сечении пояска маркируется на торце. Однако поставляемая с кругломером образцовая мера увеличения может рассматриваться только как средство проверки правильности настройки увеличения данного конкретного прибора.
Задачи, которые решены изобретениями, состоят в создании комплексного способа поверки кругломеров и повышении достоверности информации.
Поставленные задачи решены следующим образом.
Способ комплексной поверки круломера включает измерение погрешности метрологической характеристики с помощью образцовой меры и отличается тем, что поверку производят посредством образцовой меры, профиль поперечного сечения которой удовлетворяет условию возможности разложения в ряд Фурье, причем коэффициенты ряда Фурье известны и приняты за образцовые, производят измерения отклонений формы образцовой меры поверяемым кругломером и полученный в результате измерения профиль раскладывают в ряд Фурье, сравнивают амплитуды и фазы полученных гармоник с образцовыми и по результатам сравнения характеризуют точность кругломера.
Образцовая мера может быть выполнена в виде цилиндрической детали с лыской, при этом профиль поперечного сечения образцовой меры удовлетворяет условию возможности разложения в ряд Фурье, причем соотношения диаметра детали и глубины лыски определяют коэффициенты гармонических составляющих ряда Фурье, которые принимают за образцовые.
Поскольку для каждой серии поверяемых приборов могут предъявляться различные требования по степени точности, то перед поверкой приборов определяют набор гармонических составляющих ряда Фурье, необходимый для оценки точности данной серии приборов. Затем определяют конструктивные размеры образцовой меры для каждой серии приборов - диаметр, глубину лыски и изготавливают детали.
Способ комплексной поверки кругломеров заключается в следующем.
Сначала подготавливают образцовую меру. Она представляет собой деталь с центровыми отверстиями, наружная поверхность которой удовлетворяет условиям разложения профиля в ряд Фурье. Образцовые гармоники ряда Фурье могут быть определены по результатам измерения формы профиля образцовой меры эталонным кругломером. Наиболее оптимальным вариантом конструкции образцовой меры может служить цилиндрическая деталь, на наружной поверхности которой выполнена лыска. В этом случае образцовые гармоники могут быть определены расчетным путем на основании измерений диаметра и глубины лыски, выполненных общепринятыми способами, без использования эталонного кругломера. Параметры лыски (диаметр детали и глубина лыски) являются заранее заданными величинами и выполнены с необходимой степенью точностью, которая может быть проконтролирована общепринятыми методами с помощью универсальных средств.
Профиль поперечного сечения такой детали, как и подавляющее большинство профилей деталей, измеряемых на кругломерах, удовлетворяет условиям, при которых он может быть описан рядом Фурье. При этом для вышеописанной детали с лыской члены ряда Фурье содержат только косинусы.
На чертеже приведена образцовая мера в виде цилиндрической детали с профилем L, радиусом Ro и плоской лыской АВ глубиной П, параллельной оси детали.
Для такой детали уравнение профиля L в полярных координатах с началом в центре поперечного сечения детали (центре окружности радиуса Ro) будет иметь вид
где R(ϕ) - радиус-вектор профиля L,
h - глубина лыски,
α - половина центрального угла, соответствующего дуге АВ,
ϕ - полярный угол.
Профиль L удовлетворяет условиям, при которых его радиус-вектор R(ϕ), заданный уравнением (1), может быть задан своим рядом Фурье, содержащем только косинусы
где an - коэффициенты Фурье (n = 0, 1, 2, ...);
В характеристике каждого прибора, предназначенного для измерения крутости деталей, указывается максимальное число неровностей N на окружности, которые он должен регистрировать. Для большинства приборов 15≤N≤550. Колебания с частотой ϕ>N могут фиксироваться с заниженной амплитудой или совсем не регистрироваться.
Измерим образцовую цилиндрическую деталь радиуса Ro с плоской лыской глубиной h кругломером, который должен регистрировать N=No неровностей с заданной точностью. Сигнал датчика, который поступает на регистрирующий прибор кругломера, разложим в ряд Фурье.
Первые N=No гармоник этого ряда имеют вид
Сравнивая значения первых No гармоник рядов Фурье (2) и (4), можно комплексно оценить погрешность работы кругломера в заданной области частот и амплитуд.
При известных параметрах лыски рассчитывают параметры гармонических составляющих ряда Фурье и принимают эти расчеты за образцовые.
ПРИМЕР
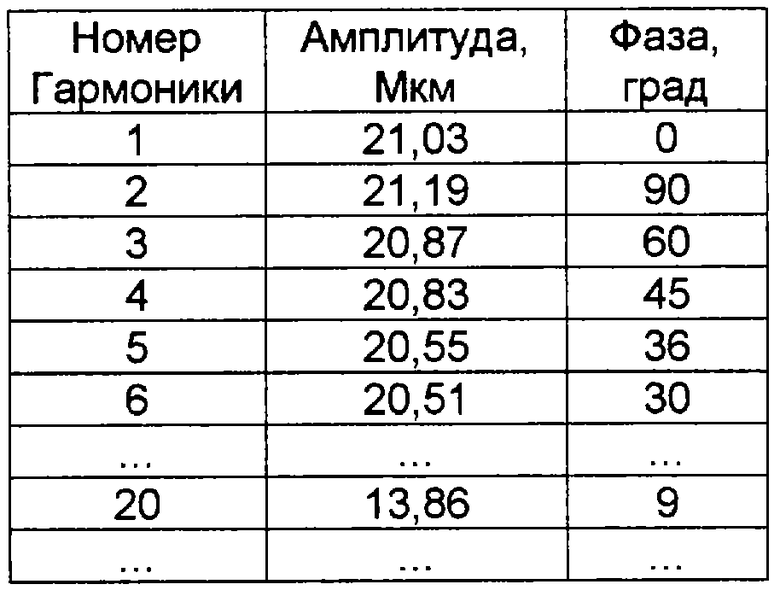
Пример разложения на гармонические составляющие (гармоники) профиля поперечного сечения образцовой меры, выполненной в виде цилиндрической детали диаметром 200 мм, имеющей плоскую лыску глубиной 0,5 мм, приведен в таблице.
Глубину лыски выбирают из условия обеспечения величины амплитуд гармоник проверяемого диапазона, которые достаточны для контроля точности поверяемого кругломера.
При этом на цилиндрической части образцовой меры допустимы погрешности формы, величина которых должна быть пренебрежимо мала по сравнению с гармоническими составляющими проверяемого диапазона, сформированными поверхностью лыски.
Затем образцовую меру измеряют кругломером и проводят обработку полученной с кругломера информации. Полученный в результате измерения профиль раскладывают в ряд Фурье и сравнивают амплитуды и фазы полученных гармоник с образцовыми, например расчетными. Результат сравнения характеризует точность кругломера.
Сравнение полученных амплитуд и фаз гармоник с образцовыми позволяет оценить комплексную погрешность работы кругломера в проверяемом диапазоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Набор образцовых мер неровностей для аттестации и поверки приборов для измерений параметров неровностей профилей и поверхностей | 1981 |
|
SU1490439A1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И КОМПЕНСАЦИИ МАГНИТНОЙ ДЕВИАЦИИ ИНКЛИНОМЕТРА | 2000 |
|
RU2186966C2 |
| СПОСОБ РАЗНОСТНОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ КРУГЛОСТИ | 2002 |
|
RU2239785C2 |
| Образцовая мера для аттестации и поверки приборов, измеряющих параметры неровностей профилей и поверхностей | 1984 |
|
SU1562673A1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| Компаратор для поверки плоскопараллельных концевых мер длины | 2021 |
|
RU2767709C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| Передвижная поверочная установка | 2021 |
|
RU2762996C1 |
Изобретение относится к измерительной технике. Способ комплексной поверки кругломера включает измерение погрешности метрологической характеристики с помощью образцовой меры и отличается тем, что поверку производят посредством образцовой меры, профиль поперечного сечения которой удовлетворяет условию возможности разложения в ряд Фурье, причем коэффициенты ряда Фурье известны и приняты за образцовые. Производят измерения отклонений формы образцовой меры поверяемым кругломером и полученный в результате измерения профиль раскладывают в ряд Фурье, сравнивают амплитуды и фазы полученных гармоник с образцовыми и по результатам сравнения характеризуют точность кругломера. Образцовая мера выполнена в виде цилиндрической детали с лыской, при этом профиль поперечного сечения образцовой меры удовлетворяет условию возможности разложения в ряд Фурье, причем соотношения диаметра детали и глубины лыски определяют коэффициенты гармонических составляющих ряда Фурье, которые принимают за образцовые. Технический результат: повышение точности поверки. 2 с.п.ф-лы, 1 табл., 1 ил.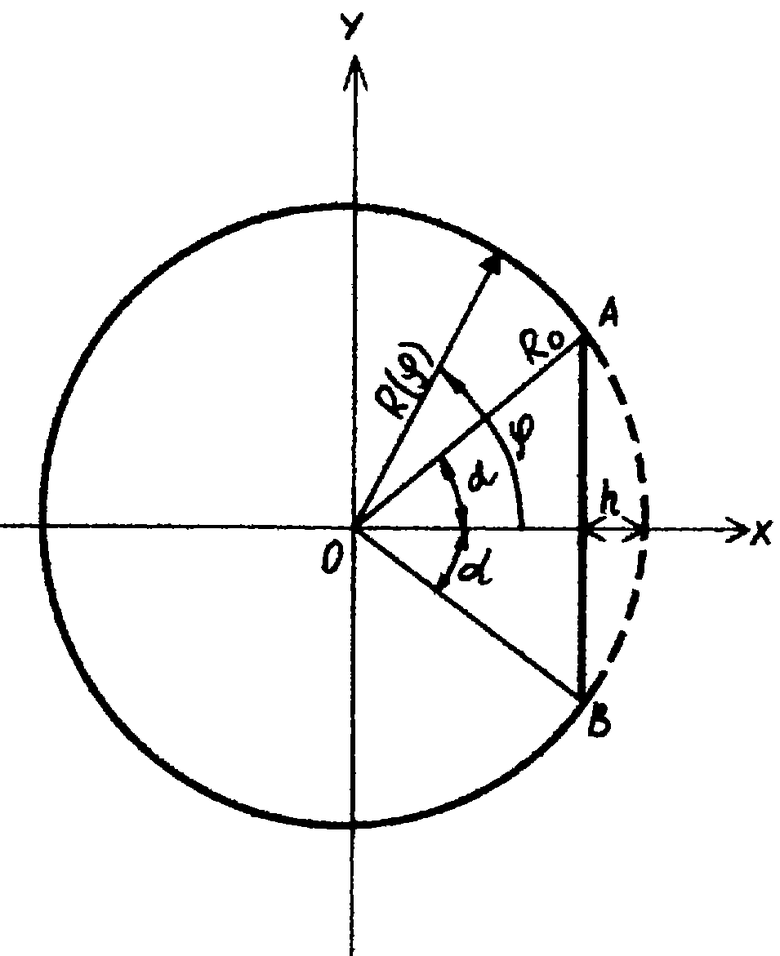
| RU 92004284 А, 20.07.1995 | |||
| СПОСОБ КОНТРОЛЯ ШАРОВ | 1992 |
|
RU2066841C1 |

