Предлагаемое изобретение относится к измерительной технике и может быть использовано в метрологических устройствах для измерения ошибок профиля, включая измерение отклонения от круглости.
Известно (SU N 295011, 02.01.67, G 01 B 5/20) "Приспособление для контроля круглости". Оно содержит корпус с прецизионным шпиндельным узлом, состоящим из гильзы и шпинделя, механизм тонкого центрирования шпинделя, индикатор, щуп которого расположен на нижнем конце шпинделя, причем корпус снабжен трехкулачковым механизмом для установки и закрепления приспособления на проверяемой детали. Результаты контроля круглости не отличаются достоверностью из-за наличия установочных погрешностей.
Известен (SU N 1196673, 07.01.83, G 05 B 5/20) "Способ контроля отклонения от круглости внутренних поверхностей". Он включает контроль отклонения с помощью отсчетного узла при движении центра прилегающей окружности в процессе вращения измеряемого кольца при упоре в неподвижную базу, а отклонения от круглости контролируют по смещению центра прилегающей окружности в направлении линии, соединяющей окружности и неподвижную базу.
Известен (SU N 1643926, 23.03.89 г, G 01 B 5/20) "Способ измерения отклонений от круглости". Он заключается в том, что на измеряемой поверхности устанавливают по окружности три измерительных центра, перемещают один из них по дуге окружности между двумя другими центрами и измеряют при этом расстояния между центрами, по которым судят об отклонениях от круглости, причем центры устанавливают на измеряемой поверхности равномерно по окружности, каждый из центров последовательно перемещают между двумя другими по поверхности детали с возвращением и фиксацией в первоначальном положении.
Описанные способы являются достаточно сложными, т.к. требуют применения дополнительного измерительного и технологического оборудования.
Известен (патент США, US N 3942253, 03.05.74, G 05 B 5/20) "Способ и устройство для измерения некруглостей".
Он содержит измеритель линейных перемещений, радиальные базирующие опоры, которые выполнены в виде многоступенчатых самоустанавливающихся балансиров, расположенных симметрично относительно измерителя линейных перемещений. Для измерения некруглости различных диаметров контролируемых деталей необходимо каждый раз проводить измерительные и установочные операции по технологической перенастройке балансиров, охватывающих диаметр.
Задача, на решение которой направлено изобретение, состоит в повышении точности контроля измерения некруглости детали.
Поставленная задача решена следующим образом. Накладной кругломер содержит корпус, в котором установлен измерительный датчик и симметрично расположенные относительно датчика многоступенчатые самоустанавливающиеся опоры в виде ползунов и балансиров и отличается тем, что направляющие корпуса и балансиры каждой ступени снабжены измерительными линейками, на которых установлены с возможностью перемещения вдоль них ползуны, причем ползуны первой ступени перемещают на расстояние
ΔY = 0,773 ΔR,
а ползуны второй ступени перемещают на расстояние
ΔZ = 0,347 ΔR,
где ΔR - изменение радиуса измеряемой детали, при этом дополнительно введена стойка, шарнирно связанная с рычагом, на котором установлен с возможностью поворота корпус. Балансиры последней ступени снабжены фторопластовыми прокладками.
Изобретение отвечает критерию "новизна", так как из общедоступных источников информации не известно накладных кругломеров, описанных указанной выше совокупностью существенных признаков.
Изобретение отвечает критерию "изобретательский уровень", так как введение измерительных линеек и расположение на них ползунов, позволили решить задачу повышения точности измерения некруглостей деталей.
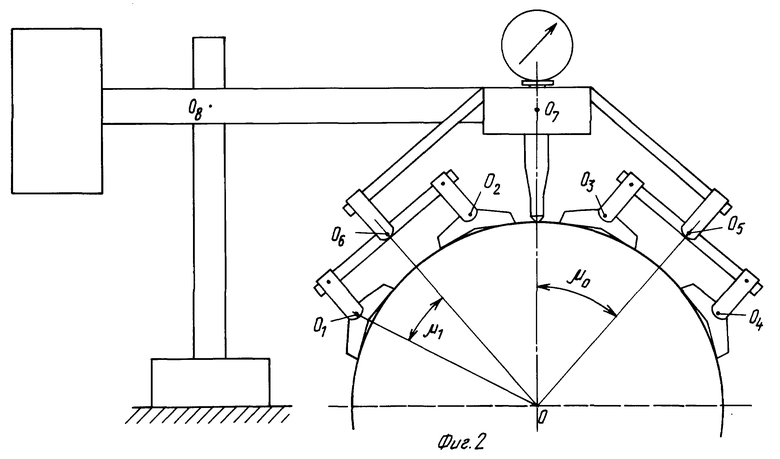
Предлагаемая полезная модель поясняется чертежами. На фиг. 1 представлен общий вид кругломера, на фиг. 2 - рычажно-шарнирная схема кругломера, на фиг. 3 - расчетно- конструкторская схема.
Накладной кругломер состоит из корпуса, на котором установлены самоустанавливающиеся опоры, охватывающие диаметр контролируемого изделия. Самоустанавливающиеся опоры представляют собой многоступенчатую рычажно- шарнирную систему, каждая ступень которой состоит из ползунов и балансиров, симметрично расположенных относительно оси кругломера.
На фиг. 1,2,3 приведена конструкция кругломера с двухступенчатыми опорами.
Корпус 1 выполнен в виде симметричной детали, на которой смонтированы направляющие 2. На них, с возможностью перемещения вдоль направляющих, установлены ползуны первой ступени 3. Положение ползунов на направляющих фиксируется с помощью винтов 4. В нижней части каждого ползуна первой ступени 3 расположена ось вращения 5, на которой установлен балансир первой ступени 6.
На концах каждого балансира первой ступени 6 расположены с возможностью перемещения вдоль него ползуны второй ступени 7. Положение ползунов фиксируют с помощью винтов. В нижней части каждого ползуна второй ступени 7 смонтированы оси 8, на которых установлены балансиры второй ступени 9 (башмаки). Так как поверхность башмаков контактирует с поверхностью измеряемой детали, то она снабжена вставками из твердого сплава или фторопласта. На направляющих 2 и балансирах первой ступени 6 смонтированы измерительные линейки 10 и 11, а на ползунах первой ступени 3 и ползунах второй ступени 7 выполнены риски.
В центре корпуса 1 установлен измерительный датчик 12, который измеряет отклонения от круглости. Датчик через удлинитель 13 опирается на стрежень 14, измерительный наконечник которого контактирует с контролируемой поверхностью детали.
Для возможности установки кругломера на станке корпус 1 шарнирно устанавливают на рычаге 15, на другом конце которого установлен противовес 16 для компенсации веса кругломера. Рычаг 15 шарнирно крепится к стойке 17, которая в свою очередь может быть установлена, например на станину, суппорты, шлифовальную бабку станка.
Накладной кругломер работает следующим образом.
Для установки кругломера на деталь выставляют положения ползунов первой ступени 3 и ползунов второй ступни 7 с помощью измерительных линеек 10 и 11 и фиксируют эти положения винтами. Эти положения соответствуют диаметру контролируемой детали. Кругломер опускают на контролируемую поверхность вращающейся детали и он под действием веса прижимается к ней самоустанавливающимися опорами. Затем проводят грубую и точную настройку измерительного датчика.
Многоступенчатые опоры свободно поворачиваются вокруг осей 01-08 (фиг. 2), обеспечивая постоянный контакт башмаков 9 с контролируемой поверхностью детали. Рычажно- шарнирная система кругломера, имеющая восемь степеней свободы в плоскости измеряемого профиля, обеспечивает постоянное слежение измерительного датчика за поверхностью контролируемой детали. При этом нестабильность положения точки O - центра средней окружности контролируемого профиля детали, не влияет на показания измерительного датчика 12, фиксирующего круглость опорного сечения вращающейся детали. Контакт башмаков кругломера с поверхностью контролируемой детали осуществляется в точках, определенных постоянно заданными углами μ0, μ1, μ2 (фиг. 3), где
μ0 - угол между вертикальной осью кругломера и осью качания балансира первой ступени (точка O6),
μ1 - угол между осями, проведенными через точку O1 - точку качания балансиров второй ступени и точку O6,
μ2 - угол между осями, проведенными через точку O1 и середину опорной поверхности одного плеча башмака.
Положения ползунов первой и второй ступеней на измерительных линейках определяются постоянно заданными величинами углов, конструктивными параметрами ползунов, балансира и направляющих.
Пусть Z - расстояние от оси качания балансира первой ступени (точка O6) до центра ползуна второй ступени 7 (точка n). Условием постоянства угла μ1, независимо от радиуса R измеряемой на кругломере детали является выполнение равенства
Z = N + aR,
где
N - величина, зависящая от конструктивных размеров башмака 9 и ползуна второй ступени 7, а также от значения угла μ1, который должен оставаться постоянным (μ1 = 20o, μ2 = 10o),
a - величина, определяемая формулой
При изменении диаметра измеряемой детали, (т.е. изменение R на величину ΔR), при постоянном значении угла μ1 необходимо произвести перемещение ползуна 7 от оси качания на расстояние ΔZ равное
ΔZ = a ΔR = 0,347 ΔR.
Пусть Y - расстояние от центра ползуна первой ступени 3 (точка m) от оси симметрии кругломера (точка А). Условием постоянства угла μ0, независимо от радиуса R измеряемой на кругломере детали является выполнение равенства
Y = М + bR,
где
М - для данного кругломера постоянная величина,
b - величина, определяемая формулой,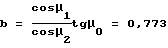
Если положение ползуна 3 на измерительной линейке 10 удовлетворяет уравнению, то углы имеют значения μ0 = 39o, μ1 = 20o, μ2 = 10o.
При изменении диаметра измеряемой детали, (т.е. изменение R на величину ΔR) для сохранения постоянного значения угла μ0 ползун 3 должен перемещаться по линейке на величину
ΔY = b ΔR = 0,773 ΔR.
Система многоступенчатых самоустанавливающихся опор при взаимодействии с поверхностью вращающейся детали стабилизирует положение центра средней окружности контролируемого профиля детали (точка O) относительно датчика 12. При этом линейные перемещения щупа датчика зафиксируют отклонения контролируемого профиля от окружности.
Накладной кругломер позволяет измерять детали любой длины, в диапазоне диаметров от 40 до 2000 мм и более непосредственно на станке.
Предлагаемое изобретение найдет применение в тех областях техники, где требуется решать задачи измерения круглости сечений валов, а также конусность или бочкообразность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2003 |
|
RU2234674C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 2004 |
|
RU2284255C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
Предлагаемое изобретение относится к измерительной технике и может быть использовано в метрологических устройствах для измерения ошибок профиля, включая измерение отклонения от округлости. Накладной кругломер содержит корпус, в котором установлен измерительный датчик и симметрично расположенные относительно датчика многоступенчатые самоустанавливающиеся опоры в виде ползунов и балансиров. Направляющие корпуса и балансиры каждой ступени снабжены измерительными линейками. На измерительных линейках установлены ползуны. Ползуны первой ступени перемещаются на расстояние Δy = 0,773ΔR. Ползуны второй ступени перемещаются на расстояние Δz = 0,347ΔR. Описанная конструкция позволяет повысить точность контроля измерения некруглости сечения детали. 2 з.п.ф-лы, 3 ил.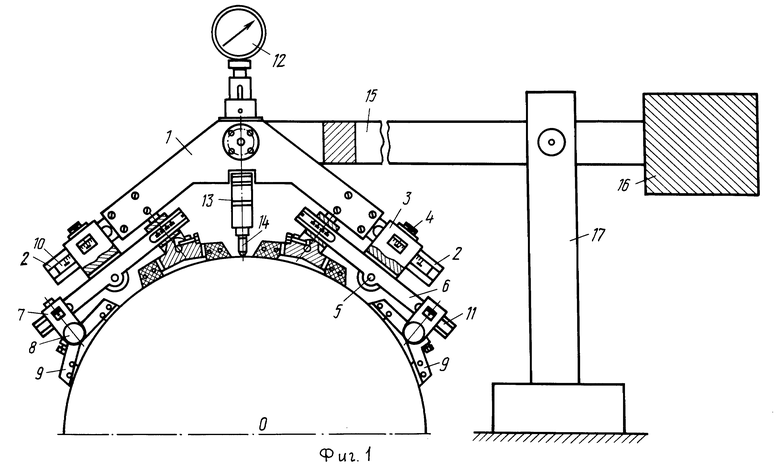
Δy = 0,773ΔR,
а положения ползунов второй ступени на измерительных линейках балансиров первой ступени связаны соотношением
Δz = 0,347ΔR,
где ΔR - изменение радиуса измеряемой детали.
| Устройство для измерения отклонений от круглости поверхностей изделий | 1983 |
|
SU1155841A1 |
| Накладной кругломер | 1987 |
|
SU1471061A1 |
| Способ измерения отклонений от круглости | 1989 |
|
SU1643926A1 |
| Ручной стряхиватель ягод кустарниковых культур | 1986 |
|
SU1387904A1 |
| US 4176461, 04.12.79 | |||
| ТРУБНЫЙ ПУЧОК ТЕПЛООБМЕННОГО АППАРАТА | 2000 |
|
RU2179291C1 |

