Способ относится к области технических измерений и может быть использован при измерении отклонения от круглости поверхностей вращения изделий.
Для измерения отклонения от круглости получили распространение следующие методы и средства (см. Авдулов А.Н. Контроль и оценка круглости деталей машин. - М.: Изд-во стандартов, 1974. - С.11): образцового вращения шпинделя на кругломерах; разностного измерения на призмах с помощью измерительных головок малых линейных перемещений; координатного измерения на координатно-измерительных машинах (см. РТМ 2 Н20-13-85. Методика измерений отклонений от круглости на координатных измерительных машинах и приборах, оснащенных вычислительной техникой. - М.: ВНИИТЭМР, 1986. - 12 с.).
Способы измерения на кругломерах с образцовым вращением шпинделя и координатно-измерительных машинах являются наиболее точными. Однако стоимость таких приборов составляет до 2 млн. долларов. Кроме того, требуются специальные условия измерения и высококвалифицированный обслуживающий персонал. Поэтому данные методы и средства измерения отклонения от круглости используются большей частью в лабораторных условиях.
При разностном способе измеряются не абсолютные значения искомой величины, а разность между ее последовательными значениями. Однако для данного метода измерения отсутствует аналитическая зависимость между измеряемой и искомой величинами (см. Авдулов А.Н. Контроль и оценка круглости деталей машин. - М.: Изд-во стандартов, 1974. - С.19).
В массовом производстве в цеховых условиях наибольшее применение получил метод разностного измерения на трехконтактных приборах в виде различных комбинаций призм и измерительных головок малых линейных перемещений, которые просты в эксплуатации и достаточно производительны (см. Гебель И.Д., Аврутин Ю.Д., Хроленко В.Ф. Приборы для бесцентрового измерения некруглости // Станки и инструменты, 1977, №3. - С.24-25). Однако погрешности измерения на них могут достигать 100% отклонения от круглости. Такая величина погрешности обусловлена смещением центра вращения изделия (точки пересечения оси вращения с плоскостью сечения) относительно его геометрического центра. При этом коэффициент воспроизведения величины отклонения зависит от параметров прибора и характера погрешностей измеряемого изделия.
Наиболее близким техническим решением (прототипом) по совокупности признаков к заявляемому способу является способ разностного измерения с помощью накладного кругломера, взаимодействующего с поверхностью вращающегося изделия таким образом, что показания датчика соответствуют отклонениям профиля изделия (см. Биндер Я.И., Гебель И.Д., Нефедов А.И., В.Н.Бакунин, В.А.Шапиро. Прецизионный кругломер // Измерительная техника, 1999, №8. - С.25-29).
Недостатками известного способа измерения накладным кругломером являются методическая погрешность, равная в среднем 18% (см. Биндер Я.И., Гебель И.Д., Нефедов А.И., В.Н.Бакулин, В.А.Шапиро. Прецизионный кругломер // Измерительная техника, 1999, №8. - С.25-29), связанная с невозможностью учета всего спектрального состава погрешностей формы изделия и ограниченными возможностями регулирования параметров многоступенчатых опор, а также сложность конструкции прибора, во многом обуславливающая снижение точности и надежности измерений.
Задачей настоящего изобретения является повышение точности измерений и упрощение конструкции средств измерения.
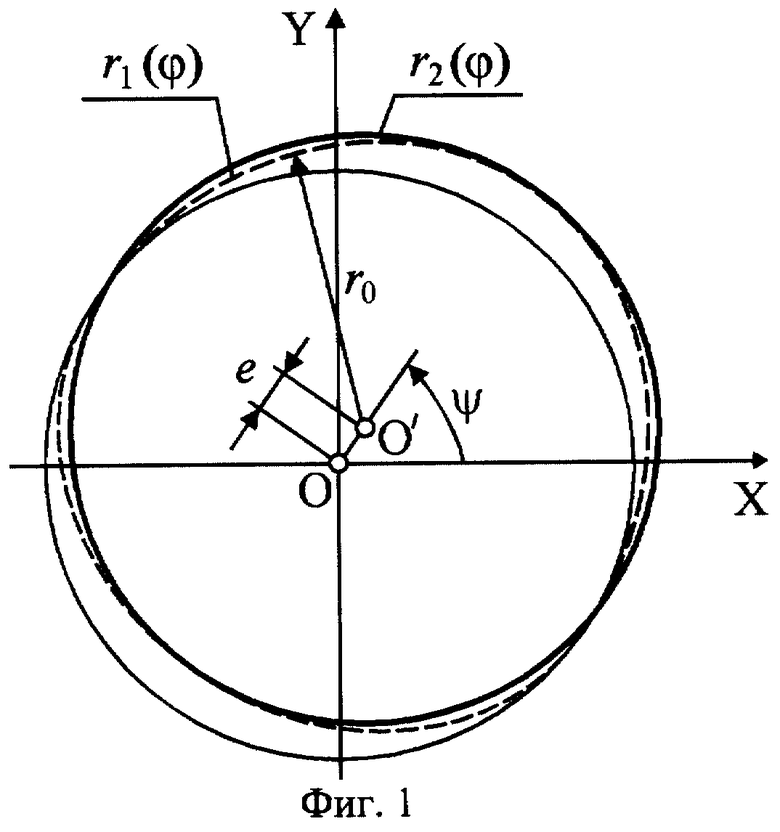
Поставленная задача достигается тем, что в способе разностного измерения отклонения от круглости, согласно изобретению, вместо стабилизации геометрического центра вращающегося изделия фиксируют получающийся эксцентриситет е и начальную фазу ψ гармоники первого порядка ряда Фурье, создают систему координат, соответствующую минимальной методической погрешности, определяют значение погрешности изделия r(ϕ ) в этой системе координат по формулам:


где 
Новым в предложенном способе является то, что измерение можно осуществлять непосредственно на обрабатывающем оборудовании.
Новым в предложенном способе является также то, что измеряемое изделие может устанавливаться в кулачковых, цанговых патронах и в центрах.
Технический результат заявленного изобретения заключается в повышении точности измерений и упрощении конструкции средств измерения за счет введения системы координат с минимальной методической погрешностью.
На фиг.1 дана расчетная схема измерения, на фиг.2 - принципиальная схема измерения.
При измерении отклонения от круглости разностным способом необходимо стремиться к тому, чтобы показания измерительного датчика были равны реальным отклонениям профиля изделия. В этом случае отклонение от круглости δ представляет собой максимальную величину разности показаний датчика:
δ =max{Δ ri}.
Если же в процессе измерения геометрический центр изделия О’ не совпадает с центром вращения О (появляется эксцентриситет), то определить отклонение от круглости указанным способом становится невозможно.
Путь для решения данной проблемы был предложен в работе: Ляндон Ю.Н. Основы взаимозаменяемости в машиностроении. - М.: Машгиз, 1951. - С.26. Было показано, что при описании профиля изделия рядом Фурье первый член разложения зависит только от выбора полюса полярной системы координат и представляет собой эксцентриситет. Однако этот вывод был получен приближенно без оценки погрешности.
Рассчитаем погрешность замены окружности, эксцентрично расположенной относительно начала полярной системы координат, гармоникой первого порядка ряда Фурье. Оценку проведем в виде интеграла Ф квадрата разности уравнений гармоники первого порядка r1(ϕ ) и эксцентрично расположенной окружности r2(ϕ ).
Уравнение гармоники первого порядка:

где r0 - радиус средней окружности;
е - амплитуда гармоники (в данном случае соответствует величине эксцентриситета);
ψ - начальная фаза гармоники.
Уравнение эксцентричной окружности:

Разность начала отсчета полярного угла для окружности ϕ ’ и гармоники ϕ значения не имеет, так как интегрирование на периоде 2π приводит к одинаковым результатам.
Тогда имеем
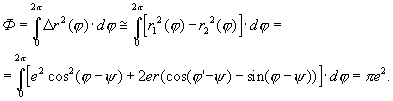
Таким образом, погрешность замены эксцентричной окружности гармоникой первого порядка ряда Фурье соизмерима с величиной самого эксцентриситета, что является неудовлетворительным.
Очевидно, что гармоника первого порядка не только не совпадает с эксцентрично расположенной окружностью, но и не отвечает наилучшему приближению по принципу наименьших квадратов. Хотя при этом направление эксцентриситета однозначно определяется начальной фазой ψ гармоники.
Рассчитаем величину эксцентриситета е, отвечающую принципу наилучшего приближения кривых по методу наименьших квадратов.
Первые две гармоники полного ряда Фурье имеют следующий вид:
r1(ϕ )=r0+a· sinϕ +b· cosϕ .
Коэффициенты ряда Фурье r0, a, b для гармоник нулевого и первого порядка определяются по формулам Бесселя (см. Серебренников М.Г. Гармонический анализ. - М.: Гостехиздат, 1948. - 504 с.):

где ri - радиус i-й измеренной точки профиля детали;
ϕ i - полярный угол i-й измеренной точки профиля детали.
Из условия {r1(ϕ )-r2(ϕ )}2→min после преобразований получаем следующее выражение для величины эксцентриситета:

Таким образом, при измерении профиля изделия с эксцентричным расположением его геометрического центра относительно начала полярной системы координат искомое значение погрешности будет равно

где 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ИЗДЕЛИЯ | 2003 |
|
RU2267088C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НА КРУГЛОМЕРЕ | 2003 |
|
RU2243499C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2240496C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| СПОСОБ КОМПЛЕКСНОЙ ПОВЕРКИ КРУГЛОМЕРА И ОБРАЗЦОВАЯ МЕРА | 2001 |
|
RU2206063C2 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ ИЗМЕРЕНИЙ И ОБРАБОТКИ НАЧАЛЬНЫХ НЕПРАВИЛЬНОСТЕЙ ФОРМЫ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2015 |
|
RU2605642C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБОЛОЧКИ ВРАЩЕНИЯ | 2010 |
|
RU2426067C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |

Изобретение относится к области технических измерений и может быть использовано при измерении отклонения от круглости поверхностей вращения изделий. Сущность: в способе разностного измерения фиксируют получающийся эксцентриситет е и начальную фазу ψ гармоники первого порядка ряда Фурье, создают систему координат, соответствующую минимальной методической погрешности, и определяют отклонение от круглости в этой системе координат. Технический результат: повышение точности измерений и упрощение конструкции средств измерений. 1 н. и 3 з.п. ф-лы, 2 ил.

где
r0, а, b - коэффициенты ряда Фурье для гармоник нулевого и первого порядка соответственно.
| Способ измерения отклонений от круглости | 1989 |
|
SU1643926A1 |
| Способ измерения диаметров цилиндрических поверхностей деталей | 1986 |
|
SU1612203A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |

