Изобретение относится к контрольно-измерительной технике и может быть использовано для проверки электромонтажа шкафов, кассет, жгутов проводов, в том числе автомобильных. Изобретение предназначено для определения обрывов, коротких замыканий и ошибок монтажа.
Известно устройство для контроля монтажа по авторскому свидетельству 1575139, МПК G 01 R 32/02, содержащее первую и вторую группу контактных элементов для подключения объекта контроля, блок обработки информации, регистр управления, коммутатор, регистр данных, выходная шина которого соединена со входом блока обработки информации, выходная шина которого соединена со входом регистра управления, шину опорного напряжения и генератор выходной последовательности, состоящий из дешифратора, блока нагрузок, блока логических элементов с открытым коллектором и подключенный своими выходами к соответствующим клеммам первой группы контактных элементов, первым входам коммутатора, вторые входы которого через блок нагрузок соединены с клеммами второй группы контактных элементов. Первая входная шина регистра управления соединена со входом управления коммутатора, вторая выходная шина - со входами генератора выходной последовательности, выходная шина коммутатора соединена со входами регистра данных, а шина опорного напряжения соединена со входом питания блока нагрузок. Способ изготовления известного устройства заключается в выполнении для каждого конкретного объекта контроля своего индивидуального устройства.
К недостаткам известного устройства и способа его изготовления относятся:
- сложность конструкции;
- низкие функциональные возможности, так как неравнозначность двух групп контактных элементов и малая нагрузочная способность логических элементов с открытым коллектором ограничивают конфигурацию и объем проверяемого объекта;
- низкая производительность, обусловленная большими затратами времени на проверку объекта из-за избыточности алгоритма проверки и примененных технических решений;
- низкая приспосабливаемость к смене объекта контроля.
Наиболее близким к предлагаемому изобретению является устройство для контроля монтажа по свидетельству 6913, МПК G 01 R 32/02, содержащее группу контактных элементов для подключения объекта контроля и установленные в корпусе систему управления, выполненную в виде блока обработки информации, включающего интерфейс, центральный процессор, накопитель долговременной памяти, терминал и печатающее устройство, а также коммутатор, генератор выходной последовательности, выходы которого подключены к соответствующим клеммам группы контактных элементов, блок преобразователей уровня и буфер входов, выходная шина которого соединена со входом коммутатора, а входы - с соответствующими выходами блока преобразователей уровня, входы которого подключены к выходам генератора выходной последовательности. При этом блок обработки информации с помощью двунаправленной шины соединен с коммутатором, выходная шина которого подключена ко входу генератора выходной последовательности, состоящего из регистра выходов и блока транзисторных ключей, входы которого соединены с соответствующими выходами регистра выходов, а выходы являются выходами генератора. Известное устройство предназначено для контроля заранее определенного объекта. Смена или модификация объекта ведет к изменению количества, номенклатуры и конфигурации контактных элементов, через которые осуществляется подключение объекта контроля и соответственно к изменению корпуса, на котором устанавливаются контактные элементы. Изменяются также количество и конфигурация соединений объекта контроля с системой управления и соответственно алгоритм обработки объекта контроля, что приводит к изменению системы управления и ее перепрограммированию. Т.е. способ изготовления известного устройства предполагает проектирование корпуса и системы управления под заранее определенный (известный) объект с последующим изготовлением и не предусматривает приспосабливаемости устройства при замене или модификации объекта контроля.
К недостаткам этого устройства и способа его изготовления относятся:
- малая степень унификации;
- низкая приспосабливаемость устройства к изменению объекта контроля или его замене;
- высокий уровень квалификации проектировщиков и большие объемы, сроки и затраты на проектирование (перепроектирование) устройства и разработку (переработку) программного обеспечения;
- большой срок цикла операций от проектирования до изготовления устройства, связанный с последовательным выполнением всех операций цикла и невозможностью их распараллеливания;
- невозможность совмещения процессов проектирования и доводки новых объектов контроля с изготовлением устройств для контроля монтажа новых объектов.
Заявляемое устройство и способ его изготовления направлены на сокращение сроков и затрат на проектирование, изготовление, диагностику, ремонт и модернизацию устройства при смене или модификации объекта контроля, при одновременном обеспечении унификации сборки, обслуживания и ремонта, кроме того, позволяет экономить производственные площади, а также позволяет сокращать время подготовки производства новых объектов за счет совмещения процесса проектирования, испытаний и доводки нового объекта с процессом изготовления технологического оборудования для его контроля.
Для этого:
1. В устройстве для контроля монтажа, содержащем корпус, систему управления и соединенные с ней контактные элементы для подключения объекта контроля, система управления выполнена из программируемого микроконтроллера, текстового дисплея, зуммера и блока питания. Текстовый дисплей и зуммер установлены на лицевой плоскости корпуса и соединены с программируемым микроконтроллером, расположенным внутри корпуса и оснащенным комплектом двунаправленных каналов, запитанных от блока питания. При этом лицевая плоскость корпуса набрана из сменных пластин, а контактные элементы соединены с двунаправленными каналами программируемого микроконтроллера и выполнены с возможностью установки на сменных пластинах лицевой плоскости корпуса. Кроме того, устройство может быть снабжено А-образным каркасом, каждая из наклонных поверхностей которого выполнена с возможностью установки на ней корпуса устройства, чем обеспечивается одновременный независимый контроль двух объектов.
2. В способе изготовления устройства, основанном на выполнении постоянной части, одинаковой для всех объектов контроля, включающей в себя корпус с лицевой плоскостью, набранной из сменных пластин, и систему управления, содержащую блок питания, программируемый микроконтроллер с комплектом двунаправленных каналов, запитанных от блока питания, текстовый дисплей и зуммер, а также выполнении комплекта контактных элементов для подключения объекта контроля с последующим электрическим соединением контактных элементов с системой управления, при изготовлении постоянной части устройства программируемый микроконтроллер выполняют со встроенным режимом "самообучения", с помощью которого обеспечивают последовательную по каждому из двунаправленных каналов выдачу логического нуля с одновременным запоминанием состояния всех каналов. Перед электрическим соединением контактных элементов с системой управления осуществляют привязку постоянной части устройства под конкретный объект контроля, для чего, в зависимости от объекта контроля, задают расположение и устанавливают контактные элементы на сменных пластинах лицевой плоскости корпуса. Затем осуществляют электрическое соединение контактных элементов с системой управления, которые подключают к двунаправленным каналам в произвольном порядке. После этого проводят "самообучение" программируемого микроконтроллера по эталонному объекту контроля, в результате которого автоматически составляется таблица эталонных состояний двунаправленных каналов.
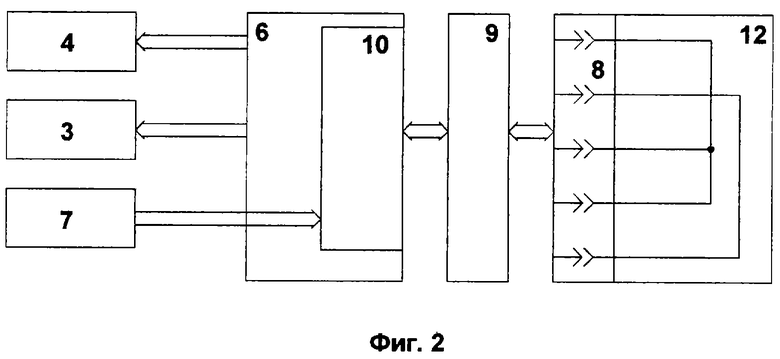
На фиг.1 приведен пример общей компоновки устройства, вид спереди;
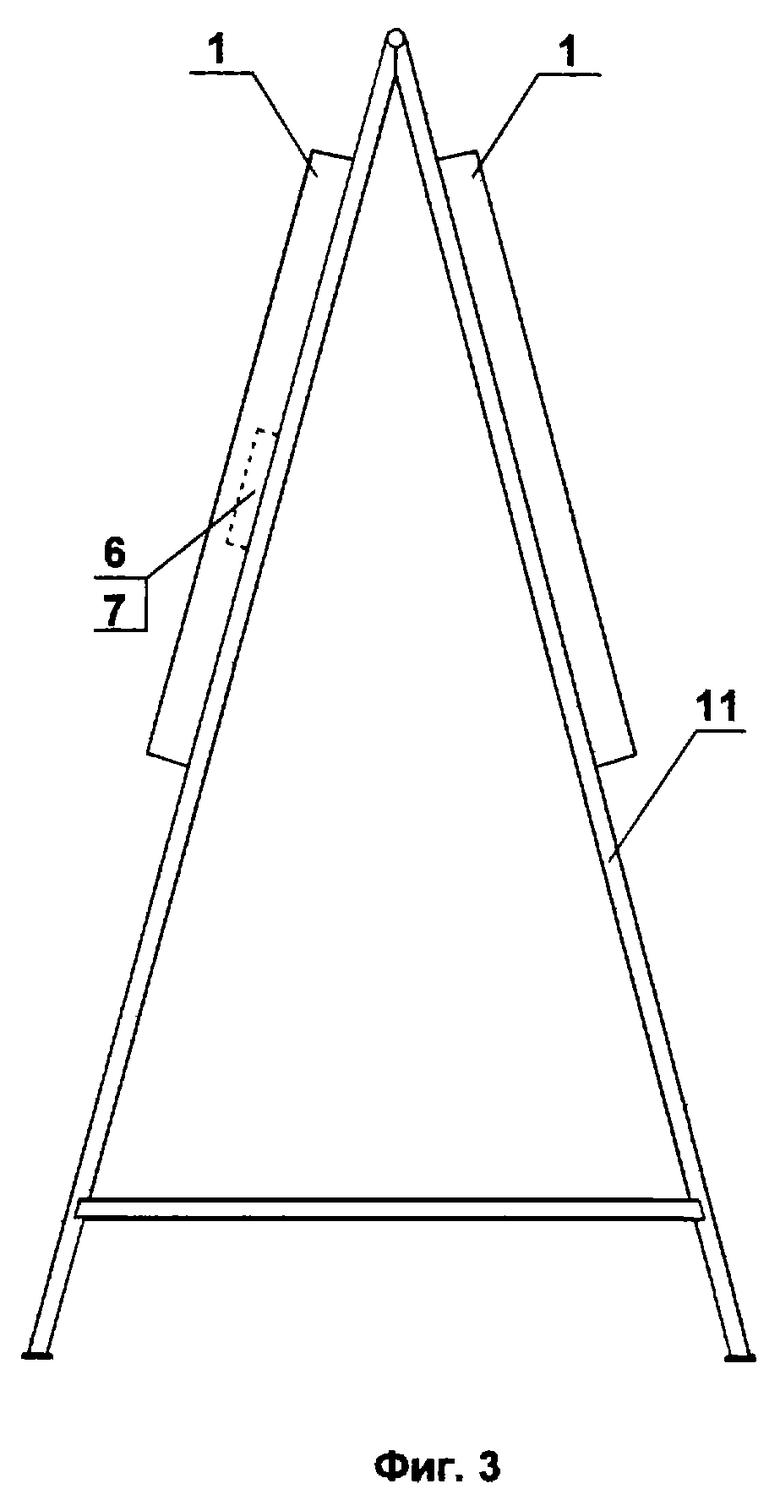
на фиг. 2 - структурная схема устройства; на фиг.3 - пример размещения двух устройств на одном А-образном каркасе.
Устройство содержит (см. фиг.1) корпус 1, на лицевой плоскости 2 которого установлены текстовый дисплей 3 и зуммер 4, а сама лицевая плоскость 2 набрана из сменных пластин 5, в корпусе 1 (см. фиг.3) расположены программируемый микроконтроллер 6 (программируемый логический контроллер - PLC) и блок питания 7, что и составляет постоянную часть устройства. На сменных пластинах 5 располагаются контактные элементы 8. Далее в соответствии с фиг. 2 контактные элементы 8 через электрическое соединение 9 подключаются к двунаправленным каналам 10 программируемого микроконтроллера 6. При этом двунаправленные каналы 10 запитаны от блока питания 7, установленного в корпусе 1, с целью обеспечения возможности повышенной нагрузочной способности двунаправленных каналов 10 по выходу при наличии большого числа межсоединений в объекте контроля и для обеспечения возможности регулировки проверочных напряжений на объекте контроля (при наличии подобных требований к объекту контроля). Программируемый микроконтроллер 6, текстовый дисплей 3, зуммер 4 и блок питания 7 составляют систему управления устройством.
Устройство может быть снабжено А-образным каркасом 11 (см. фиг.3), каждая из наклонных плоскостей которого выполнена с возможностью установки на ней корпуса 1 устройства, что позволяет производить одновременный контроль двух объектов, экономя при этом производственные площади. Позицией 12 обозначен объект контроля.
Способ изготовления устройства для контроля монтажа заключается в следующем. Вначале изготавливают постоянную часть устройства, одинаковую для всех типов объектов контроля, которая включает в себя корпус 1 с лицевой плоскостью 2, набранной из сменных пластин 5, и систему управления, содержащую блок питания 7, программируемый микроконтроллер 6 с комплектом двунаправленных каналов 10, запитанных от блока питания 7, текстовый дисплей 3 и зуммер 4, и выполняют соответствующие электрические соединения постоянной части. При изготовлении постоянной части устройства микроконтроллер 6 выполняют со встроенным режимом "самообучения", с помощью которого обеспечивают последовательную по каждому из двунаправленных каналов 10 выдачу логического нуля с одновременным запоминанием состояния всех каналов. Параллельно выполняют комплект контактных элементов 8 для подключения объекта контроля, которые являются переменной частью устройства. После этого осуществляют привязку постоянной части устройства под конкретный объект контроля, для чего, в зависимости от объекта контроля, задают расположение и устанавливают контактные элементы 8 на сменных пластинах 5 лицевой плоскости 2 корпуса 1. Далее выполняют электрическое соединение 9 контактных элементов 8 с системой управления, а именно, подключают к двунаправленным каналам 10. После чего по эталонному объекту контроля, подключаемого к контактным элементам 8, проводят настройку программируемого микроконтроллера 6, в результате которой автоматически составляется таблица эталонных состояний двунаправленных каналов 10.
Заявляемое устройство для контроля монтажа, изготовленное по предлагаемому способу, работает следующим образом.
Объект контроля 12, например автомобильный жгут, подключается к контактным элементам 8, и проводится проверка на правильность соединений в соответствии с полученной ранее таблицей эталонных состояний двунаправленных каналов 10. Для идентификации ошибок каждому двунаправленному каналу 10 присвоено имя, которое выводится на текстовый дисплей 3. Например, для автомобильных жгутов имя может содержать координаты контактного устройства, номер контакта и цвет или номер провода объекта контроля, подключенного к данному каналу. Выявленная ошибка, кроме текстового сообщения, дублируется сигналом зуммера 4 для привлечения внимания оператора так же, как начало и окончание проверки объекта контроля.
Операции проектирования устройства контроля сводятся к определению типа и конфигурации контактных устройств, при необходимости - к их разработке, разработке таблицы соединения контактных устройств и двунаправленных каналов, присвоению имени двунаправленным каналам. Вышеперечисленные операции можно проводить параллельно с изготовлением постоянной части, причем персоналом, имеющим не очень высокую квалификацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МОНТАЖА | 2005 |
|
RU2344431C2 |
| ПЕРЕНОСНОЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС | 2007 |
|
RU2340926C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЭВМ И ГАРАНТИРОВАННОГО ПРЕДОТВРАЩЕНИЯ ПОХИЩЕНИЯ ИНФОРМАЦИИ С ЕЁ ЖЕСТКОГО ДИСКА | 2017 |
|
RU2689193C2 |
| СИСТЕМА УПРАВЛЕНИЯ СЕРВИСНЫМИ ФУНКЦИЯМИ В ТРАНСПОРТНЫХ СРЕДСТВАХ | 2007 |
|
RU2373081C2 |
| Стенд для диагностики плат питания, драйверов и IGBT транзисторов ячеек частотно-регулируемого привода высоковольтных двигателей | 2024 |
|
RU2837783C1 |
| ЛАЗЕРНЫЙ ДОЗИМЕТР (ВАРИАНТЫ) | 1998 |
|
RU2153655C2 |
| ИНФОРМАЦИОННО-УПРАВЛЯЮЩИЙ КОМПЛЕКС АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ ПОДГОТОВКОЙ ДВИГАТЕЛЬНЫХ УСТАНОВОК И ТЕХНОЛОГИЧЕСКИМ ОБОРУДОВАНИЕМ РАКЕТ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ НА ТЕХНИЧЕСКОМ И СТАРТОВОМ КОМПЛЕКСАХ | 2015 |
|
RU2604362C1 |
| ПЕРЕНОСНОЙ ГАЗОАНАЛИЗАТОР | 2024 |
|
RU2822866C1 |
| СИСТЕМА ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ МОБИЛЬНЫХ КОНТРОЛИРУЕМЫХ ОБЪЕКТОВ | 2019 |
|
RU2721370C1 |
| Многофункциональное устройство поддержки пользователя с бинокулярным оптическим блоком высокого разрешения | 2024 |
|
RU2839854C1 |
Использован для проверки электромонтажа шкафов, кассет, жгутов и проводов и определения обрывов, коротких замыканий и ошибок монтажа. Технический результат заключается в сокращении сроков и обеспечении унификации сборки, обслуживания и ремонта устройства при смене или модификации объекта контроля. Устройство для контроля монтажа имеет корпус, систему управления и соединенные с ней контактные элементы для подключения объекта контроля. Система управления состоит из программируемого микроконтроллера, текстового дисплея, зуммера и блока питания. Текстовый дисплей и зуммер установлены на лицевой плоскости корпуса и соединены с программируемым микроконтроллером, расположенным внутри корпуса и оснащенным комплектом двунаправленных каналов, запитанных от блока питания. При этом контактные элементы соединены с двунаправленными каналами программируемого микроконтроллера и выполнены с возможностью установки на сменных пластинах лицевой плоскости корпуса. Способ изготовления устройства основан на выполнении постоянной части, одинаковой для всех объектов контроля, включающей в себя корпус с лицевой плоскостью, набранной из сменных пластин, и систему управления, а также на выполнении комплекта контактных элементов для подключения объекта контроля с последующим электрическим соединением контактных элементов с системой управления и привязкой постоянной части устройства под конкретный объект контроля. Причем программируемый микроконтроллер выполняют со встроенным режимом "самообучения" по эталонному объекту с составлением таблицы эталонных состояний двунаправленных каналов. 2 с. и 1 з.п. ф-лы, 3 ил.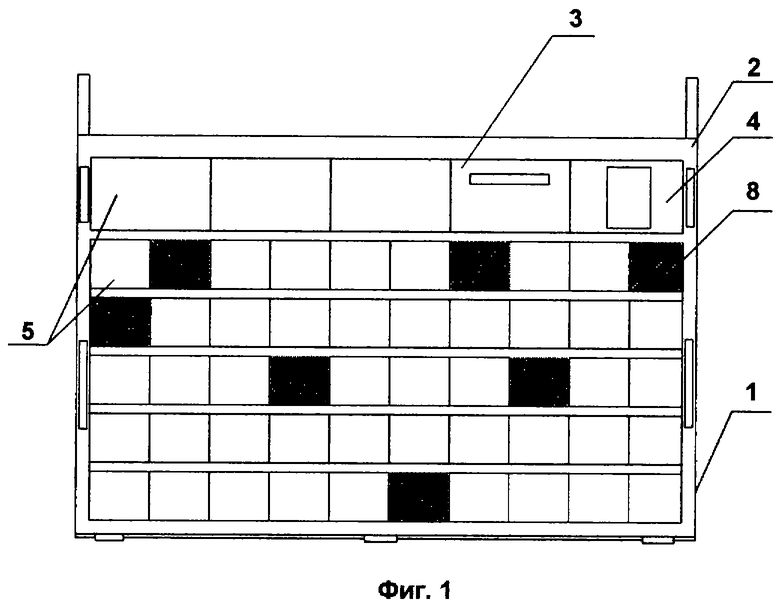
| Устройство для заводки гребных валов | 1978 |
|
SU691341A1 |
| Устройство для контроля монтажа | 1988 |
|
SU1575139A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ОБРЫВОВ И КОРОТКИХ ЗАМЫКАНИЙ В ЭЛЕКТРИЧЕСКОМ МОНТАЖЕ | 1991 |
|
RU2020499C1 |
| СПОСОБ ВОЗДЕЛЫВАНИЯ ЛЬНА-ДОЛГУНЦА | 1997 |
|
RU2136138C1 |
| DE 1953758 А, 21.09.1972. | |||

