Устройство относится к двум смежным областям: строительству и химии, т. е. к изготовлению оболочек отрицательной кривизны из полимерных материалов, предназначенных к применению в строительстве и архитектуре.
Известны различные устройства для получения оболочек отрицательной кривизны в виде специально изготовленной жесткой опалубки из дерева, пластмассы или металла (Шмит О.М. Опалубки для монолитного бетона. Пер. с нем. - М.СИ., 1987, 5 с.).
Недостаток - большие финансовые и материальные затраты на изготовление самой опалубки, доходящие иногда до 1/3 стоимости самой оболочки.
Известно устройство для изготовления изделий из ориентированных термопластов, где в качестве формующей оснастки применяется конструкция из сплавов с "эффектом памяти формы" (сокращенно - "эпф") (патент РФ 2111118, МКИ В 29 С 33/38, 61/06, 61/10). Устройство представляет собой ориентированный лист термопласта, который зажимается между элементами конструкции из сплава с "эпф", выполненными в форме трех бесконечных петель и настроенных на работу при температуре высокоэластического состояния термопласта. При совместном нагреве сплав принимает заранее данную ему конфигурацию, термопласт сокращаясь, принимает форму оболочки отрицательной кривизны.
Недостатком данной конструкции является необходимость применения только ориентированных термопластов и неосуществимость изготовления оболочек из бетона, фибробетона, гипса, реактопластов.
Известно также устройство для моделирования поверхностей тентовых оболочек, конструкция которого дана в статье: "Моделирование тентовых оболочек покрытий" (Строительные конструкции, строительная физика, Реф. инф. - М.: ЦИНИС Госстроя СССР, сер.8, вып.2, 1997, с. 51-54).
Устройство по моделированию тентовых оболочек состоит из перфорированного стола в отверстиях которого вертикально установлены направляющие. Резиновая пленка с помощью зажимов крепится на разной высоте вертикальных направляющих, образуя за счет большой эластичности поверхность отрицательной кривизны.
Недостатком устройства является применение для образования отрицательной поверхности резиновой пленки, неспособной нести нагрузку от формуемой массы для образования самой оболочки.
Наиболее близким к предлагаемому изобретению является устройство для формования изделий из термопласта, содержащее две расположенные друг над другом замкнутые рамки, в отверстие которых вмонтированы шаровые шарниры для фиксации и изготовления формованных изделий различной формы и размеров и обеспечения повышения производительности при изготовлении однотипных изделий (ав. св. СССР 154385 А, кл. В 29 С 51/30, опубл. 1963).
Недостатком данного устройства является то, что оно позволяет получать оболочки различных конфигураций, но только одинарной гауссовой кривизны: цилиндры, конусы и фигуры, находящиеся между ними (например, цилиндр с одним прямоугольным основанием, другим - круглым). Это касается и конических форм. При этом формование производится растягиванием только в одном направлении.
Задачей изобретения является получение устройства, позволяющего формовать оболочки отрицательной кривизны из различных типов обычных (неориентированных) термопластов, а также малоэластичных сетей и тканей с последующей укладкой на полученную поверхность различных формующих масс: реактопластов, гипса, бетона.
Результат достигается тем, что в устройстве для изготовления оболочек отрицательной кривизны из термопластов, реактопластов, бетона, фибробетона, содержащем две перфорированные плиты, в отверстия которых вставлены посредством шаровых шарниров направляющие, а в изобретении направляющие снабжены толкателями, приводимыми в движение для занимания разновысотного положения, верхние концы толкателей снабжены приспособлениями для крепления материала формуемой поверхности, при этом верхняя плита выполнена двухслойной и соединена с нижней в единую конструкцию с помощью опор, а нижняя плита - для ориентации направления толкателей закреплена на любой высоте опор для изменения конфигурации оболочки, при этом оно имеет кожух для подачи горячего воздуха.
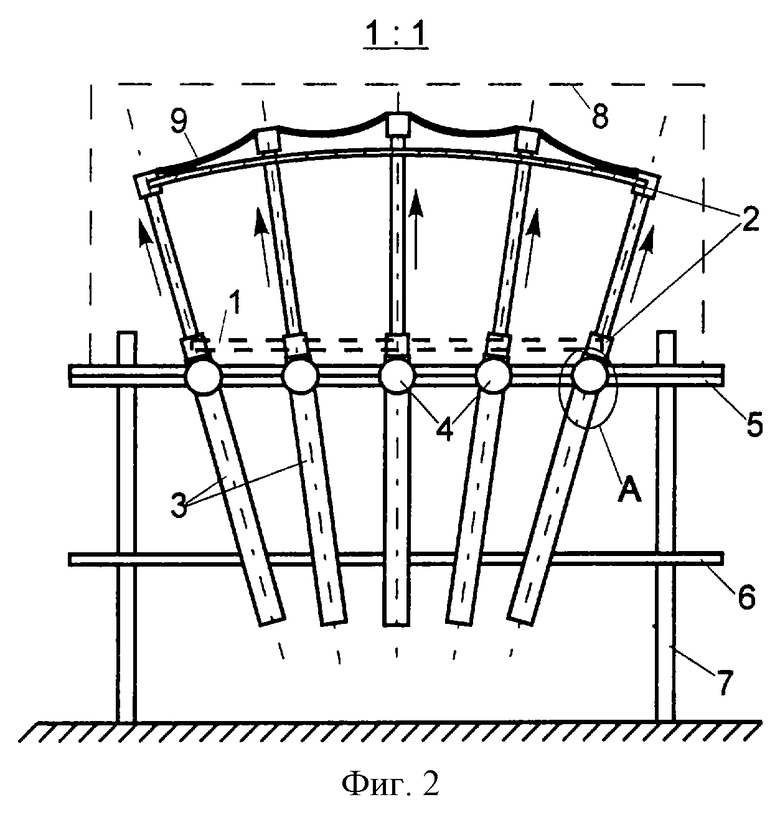
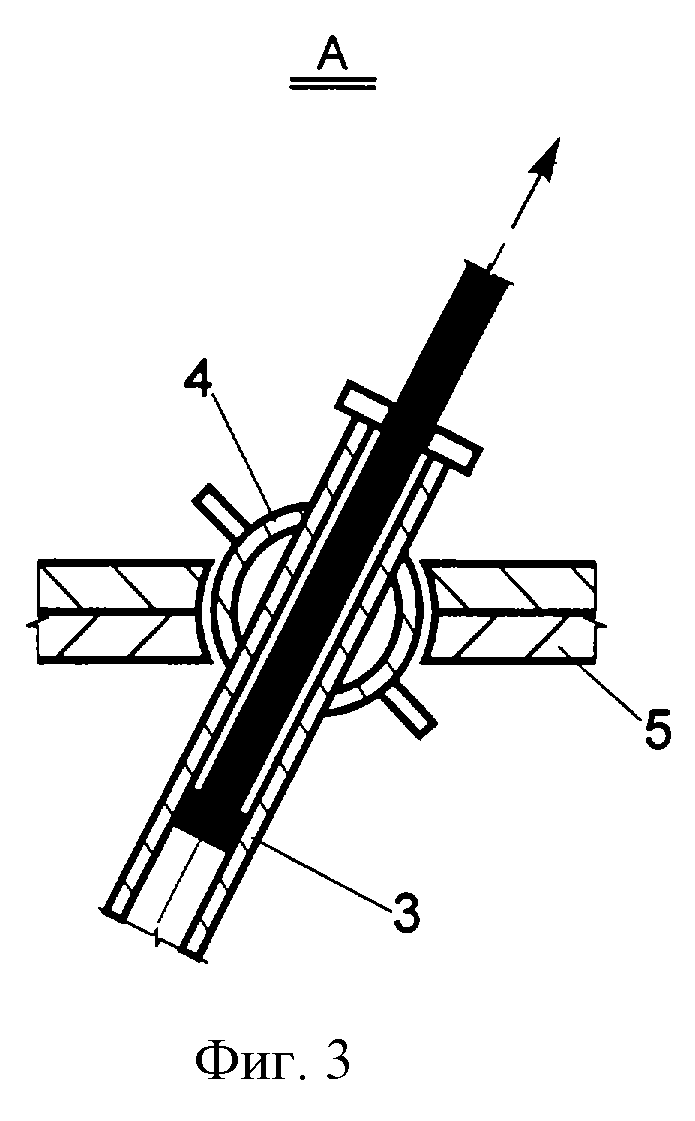
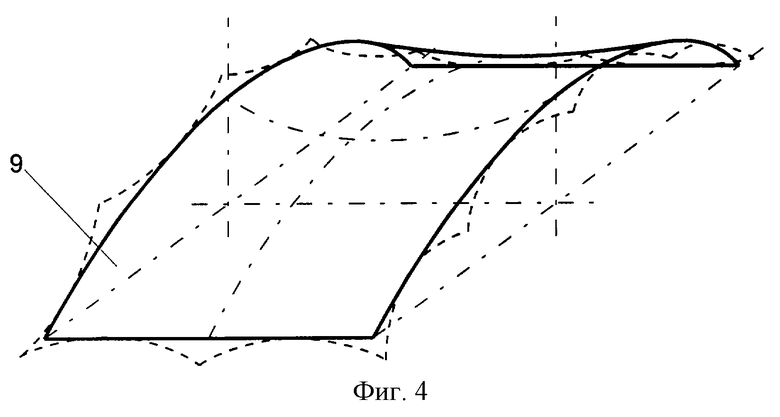
Устройство показано на чертежах, где на фиг.1, 2 показаны план и разрез конструкции; на фиг.3 - деталь закрепления толкателей (гидравлических, пневматических, механических и других типов) в шаровом шарнире и последних в теле верхней перфорированной плиты; на фиг.4 - готовая оболочка.
Формуемый материал 1 (термопласт или тугоэластичная сеть) закреплен в зажимах 2 толкателей 3, закрепленных в шаровых шарнирах 4, имеющих фиксаторы (показаны без номера). Верхняя плита 5 выполнена двухслойной и соединена с нижней 6 в единую конструкцию с помощью опор 7 (нижняя плита 6 может быть закреплена по любой высоте опор 7, что необходимо при изменениях конфигурации будущей оболочки для лучшей ориентации направления толкателей). Дополнительно конструкция снабжена кожухом 8 для подачи горячего воздуха для создания высокой температуры - для размягчения термопластов или ускорения твердения реактопластов и бетона до достижения формуемым материалом высокоэластичного состояния.
Устройство для изготовления оболочек отрицательной кривизны работает в следующем порядке (на примере термопластов): верхнюю плиту 5 при нижнем положении толкателей 3, в плоском виде с помощью охлаждаемых зажимов 2 прикрепляют формуемый материал 1. Затем опускают кожух 8 и в это пространство подают горячий воздух до достижения формуемым материалом 1 высокоэластического состояния. После этого толкатели 3 приводят в движение, занимая разновысотное положение, что и обеспечивает отрицательную кривизну формуемому материалу 1. Прекращают подачу горячего воздуха (однако охлаждение зажимов не прекращают) и при снятом кожухе происходит охлаждение формуемого материала (возможно подача холодного воздуха для ускорения твердения). После охлаждения, снятия с зажимов и обрезки краев оболочка готова. Таким способом можно изготавливать оболочки отрицательной кривизны из различных термопластов: ПММА, поликарбоната, ПЭ, ПВХ и др. Термопласты при таком способе формования получают ориентацию, что улучшает прочностные и снижает деформативные свойства оболочек.
Устройство для изготовления оболочек отрицательной кривизны (на примере реактопластов, бетона, фибробетона и гипса) работает следующим образом: охлаждаемые зажимы заменяют на более простые (типа крючков или рабочей части пассатижей) и при нижнем положении толкателей 3 закрепляют тугоэластичную сеть 1, например сетку "рабица" с высокоподвижными мелкими ячейками с эластичной тканевой подложкой. Затем толкатели 3 приводят в движение, занимая проектное положение, натягивая сеть с тканью 1. После этого, при снятом кожухе 8, на поверхность сети с тканью 1, вручную или набрызгом, наносят формуемую (закрепляющую) массу из реактопласта, бетона, фибробетона или гипса. Для ускорения твердения подают горячий воздух, при опущенном кожухе 8. Затвердевшую оболочку 9 срезают с зажимов 2 и обрабатывают кромки.
При изменении конфигурации и размеров оболочки, нижнюю плиту 6 опускают, толкатели в шаровых шарнирах переустанавливают.
Технико-экономические преимущества данного устройства состоят в следующем:
- возможность получения оболочек отрицательной кривизны из различных материалов: термопластов, реактопластов, бетона, фибробетона и гипса;
- возможность одновременной ориентации термопласта и формования изделия, что на 15-20% увеличивает прочностные свойства оболочек и в 2-3 раза уменьшает деформативность (см. Гудимов М.М., Перов Б.В. Органическое стекло. - М.: Химия, 1981, 216 с.);
- по подсчетам авторов "совмещенный" метод производства оболочек (формование плюс ориентация) позволит снизить стоимость их изготовления до 40%, сокращая время изготовления в 4-5 раза, т.к. в настоящее время процесс ориентации и формование изделий из ориентированных термопластов осуществляется раздельно, на разных установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 1998 |
|
RU2149963C1 |
| СООРУЖЕНИЕ | 1993 |
|
RU2087656C1 |
| ВЯЖУЩЕЕ | 1998 |
|
RU2148040C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТРУБЧАТЫХ ОБРАЗЦОВ НА ПРОЧНОСТЬ | 1996 |
|
RU2113702C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ НА СЖАТИЕ И РАСТЯЖЕНИЕ | 1996 |
|
RU2126961C1 |
| РЕЙКА НИВЕЛИРНАЯ | 1997 |
|
RU2156438C2 |
| СБОРНАЯ СТАЛЕЖЕЛЕЗОБЕТОННАЯ КОНСТРУКЦИЯ ПРОЕЗЖЕЙ ЧАСТИ АВТОДОРОЖНОГО МОСТА | 2002 |
|
RU2213176C1 |
| УСТРОЙСТВО ДЛЯ РЕШЕНИЯ ДВУХМЕРНОГО УРАВНЕНИЯ ЛАПЛАСА | 1995 |
|
RU2121166C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2177460C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
Изобретение относится к двум областям: строительству и химии - изготовлению оболочек отрицательной кривизны из синтетических полимерных материалов термопластов и реактопластов, а также из бетона, фибробетона, гипса, предназначенных для применения в архитектуре и строительстве. Техническим результатом устройства является получение устройства, позволяющего формовать однотипные оболочки отрицательной кривизны из различных типов обычных (неориентированных) термопластов, а также различных формующих масс: реактопластов, гипса, бетона. Устройство для изготовления оболочек отрицательной кривизны содержит две перфорированные плиты, в отверстия которых вмонтированы посредством шаровых шарниров направляющие с закрепленным на них материалом, образующим поверхность отрицательной кривизны. В отверстия верхней плиты вмонтированы шаровые шарниры, в которых установлены направляющие, снабженные толкателями. Верхние концы толкателей снабжены приспособлениями для крепления материала формуемой поверхности. Толкатели приводятся в движение для занимания разновысотного положения. Верхняя плита выполнена двухслойной и соединена с нижней в единую конструкцию с помощью опор. Нижняя плита может быть закреплена на любой высоте опор для изменения конфигурации оболочки для лучшей ориентации направления толкателей. Устройство имеет кожух для подачи горячего воздуха до достижения формуемым материалом высокоэластического состояния. 4 ил.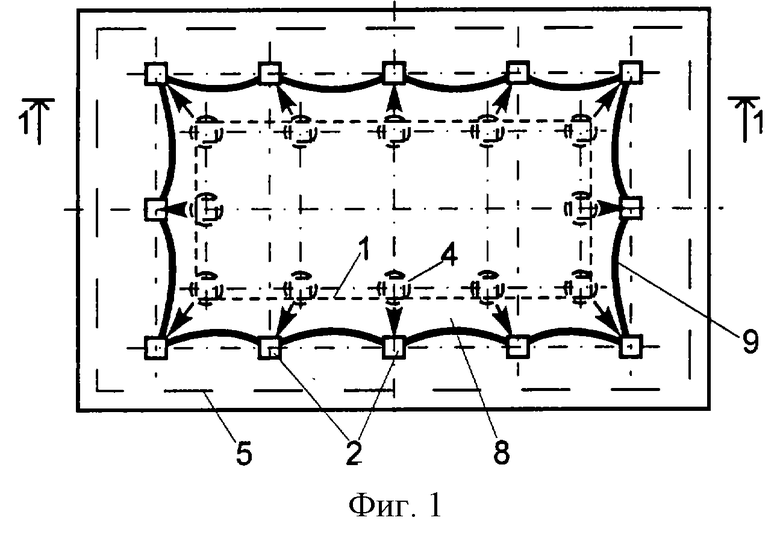
Устройство для изготовления оболочек отрицательной кривизны из термопластов, реактопластов, бетона, фибробетона и гипса, содержащее две перфорированные плиты, в отверстия которых вмонтированы посредством шаровых шарниров направляющие, отличающееся тем, что направляющие снабжены толкателями, приводимыми в движение для занимания разновысотного положения, а верхние концы толкателей снабжены приспособлениями для крепления материала формуемой поверхности, при этом верхняя плита выполнена двухслойной и соединена с нижней в единую конструкцию с помощью опор, а нижняя плита может быть закреплена на любой высоте опор для изменения конфигурации оболочки для лучшей ориентации направления толкателей, при этом оно имеет кожух для подачи горячего воздуха до достижения формуемым материалом высокоэластического состояния.
| СНОСОВ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОВОЛОЧЕК | 0 |
|
SU210353A1 |
| УСТРОЙСТВО ДЛЯ РЕШЕНИЯ ДВУХМЕРНОГО УРАВНЕНИЯ ЛАПЛАСА | 1995 |
|
RU2121166C1 |
| 0 |
|
SU154385A1 | |
| Устройство для приклеивания подошв к обуви | 1990 |
|
SU1734667A1 |

