Изобретение относится к горной промышленности и может быть использовано в строительстве и эксплуатации нефтяных и газовых скважин, в частности при оснащении пескопроявляющих скважин.
Анализ существующего уровня показал следующее:
- известен скважинный фильтр, содержащий трубчатый перфорированный (щелевой) каркас, продольные опорные стержни (ребра), имеющие по наружной поверхности резьбовую нарезку (канавки) под витки обмоточной проволоки. Витки обмоточной проволоки жестко закреплены в резьбовой нарезке с образованием технологической щели (зазора) между ними (см. Гаврилко В.М. Фильтры водозаборных, водопонизительных и гидрогеологических скважин, Москва, 1968 г., с. 77).
Недостатком известного скважинного фильтра является ненадежность конструкции, обусловленная непрочным креплением витков обмоточной проволоки на продольных опорных стержнях. В случае обрыва витков обмоточной проволоки в нескольких местах по периметру происходит разматывание всего фильтра и, как следствие, возникновение аварийной ситуации в скважине;
- в качестве прототипа взят скважинный фильтр, содержащий частично перфорированный трубчатый каркас с продольными опорными стержнями, имеющими по наружной поверхности резьбовую нарезку под витки обмоточной проволоки, жестко закрепленные в месте изгиба армирующим материалом (см. а.с. 1164403 от 21.02.83 г. по кл. Е 21 В 43/08, опубл. в ОБ 24, 1985 г.).
Недостатком известного скважинного фильтра является ненадежность конструкции. Это обусловлено отсутствием жесткого крепления витков обмоточной проволоки как между собой, так и с частично перфорированным трубчатым каркасом, поскольку армирующий материал не всегда проникает через технологический зазор между витками обмоточной проволоки к наружной поверхности частично перфорированного трубчатого каркаса из-за сил поверхностного натяжения в щелевом зазоре и достаточно большой вязкости армирующего материала. Поскольку витки обмоточной проволоки после намотки на частично перфорированный трубчатый каркас требуют деформации изгиба в месте крепления, а при намотке в проволоке возникают растягивающие напряжения, сравнимые по величине с пределом текучести материала, то необходимо учитывать суммарные напряжения в обмоточной проволоке, чтобы не превысить предел прочности и не оборвать ее до установки армирующего материала. Применение обмоточной проволоки специального профиля, например треугольного или трапецеидального, требует создания еще больших растягивающих усилий, чем для проволоки круглого сечения, поскольку сопротивление изгибу в различных сечениях специального профиля различно;
- известен способ изготовления скважинного фильтра, включающий перфорацию трубчатого каркаса, симметричную жесткую установку на его поверхности продольных опорных стержней (ребер), навивку обмоточной проволоки на продольные опорные стержни (ребра) с образованием технологической щели между витками (см. Гаврилко В.М. Фильтры водозаборных, водопонизительных и гидрогеологических скважин, Москва, 1968 г., с.75).
Недостатком известного способа является ненадежность изготовленного скважинного фильтра. Это обусловлено непрочным креплением витков обмоточной проволоки к продольным опорным стержням, т.е. при снижении натяжения обмоточной проволоки в месте крепления не предусмотрено сохранение щелевого зазора, что приводит к смещению витков обмоточной проволоки относительно друг друга, с изменением технологической щели. Обрыв обмоточной проволоки в любом из витков приводит к разматыванию всего фильтра, т.е. к аварийной ситуации в скважине;
- в качестве прототипа известен способ изготовления скважинного фильтра, включающий перфорацию трубчатого каркаса (нарезку щелей), симметричную жесткую установку на его поверхности продольных опорных стержней (ребер), нарезку резьбы (канавок) по наружной поверхности продольных опорных стержней (ребер) и укладку в последнюю витков обмоточной проволоки (см. Гаврилко В.М. Фильтры водозаборных, водопонизительных и гидрогеологических скважин, Москва, 1968 г., с.77-78).
Причиной, препятствующей получению указанного ниже технического результата при использовании известного способа, является относительно невысокая надежность изготовленного скважинного фильтра. Это обусловлено непрочным креплением каждого витка обмоточной проволоки к продольным опорным стержням. При обрыве одного из витков обмоточной проволоки происходит разматывание всего фильтра, что приводит к возникновению аварийной ситуации в скважине.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является повышение надежности конструкции за счет прочного крепления витков обмоточной проволоки на дополнительном опорном стержне.
Технический результат достигается с помощью известного скважинного фильтра, содержащего частично перфорированный трубчатый каркас с продольными опорными стержнями, имеющими по наружной поверхности резьбовую нарезку под витки обмоточной проволоки, жестко закрепленные в месте изгиба, в котором частично перфорированный трубчатый каркас между двумя любыми продольными опорными стержнями в месте отсутствия перфорации имеет симметричный продольный паз и дополнительный опорный стержень, жестко закрепленный в нем, а толщина дополнительного опорного стержня меньше толщины продольных опорных стержней на глубину паза резьбовой нарезки, обеспечивая технологический зазор под изгиб.
В части способа технический результат достигается тем, что в известном способе изготовления скважинного фильтра, включающем перфорацию трубчатого каркаса, симметричную жесткую установку на его поверхности продольных опорных стержней, нарезку резьбы по наружной поверхности продольных опорных стержней и укладку в последнюю витков обмоточной проволоки, согласно изобретению перфорацию проводят после установки продольных опорных стержней на поверхности трубчатого каркаса, при этом трубчатый каркас выполняют с местом отсутствия перфорации между двумя любыми продольными опорными стержнями, в котором до укладки витков обмоточной проволоки дополнительно выполняют симметричный продольный паз, в котором закрепляют дополнительный опорный стержень с обеспечением образования технологического зазора под изгиб с витками обмоточной проволоки, а затем жестко фиксируют их на дополнительном опорном стержне путем последовательной деформации изгиба.
Анализ изобретательского уровня показал следующее: известен скважинный фильтр, в котором витки обмоточной проволоки (оболочки) жестко закреплены путем пропаивания вдоль стержней (см. а.с. 1305309 от 29.05.85 г. по кл. Е 21 В 43/08, опубл. в ОБ 15, 1987 г.), известны скважинные фильтры, в которых витки обмоточной проволоки закреплены на поверхности каркаса посредством сварки (см. а. с. 1514912 от 22.09.87 г. по кл. Е 21 В 43/08, опубл. в ОБ 38, 1989 г.), (а.с. 1629497 от 24.06.88 г. по кл. Е 21 В 43/08, опубл. в ОБ 7, 1991 г.), (а.с. 1729299 от 26.12.86 г. по кл. Е 21 В 43/08, опубл. в ОБ 15, 1992 г.), (п. 2074313 от 27.12.91 г. по кл. Е 21 В 43/08, опубл. в ОБ 6, 1997 г. ) (п. 2082000 от 27.12.91 г. по кл. Е 21 В 43/08, опубл. в ОБ 17, 1997 г.). На основании вышеизложенного нами не выявлены технические решения, имеющие в своей основе признаки, совпадающие со всеми отличительными признаками заявляемого технического решения. Техническое решение явным образом не следует из уровня техники, т. е. соответствует условию изобретательского уровня.
Конструкция заявляемого устройства поясняется следующими чертежами:
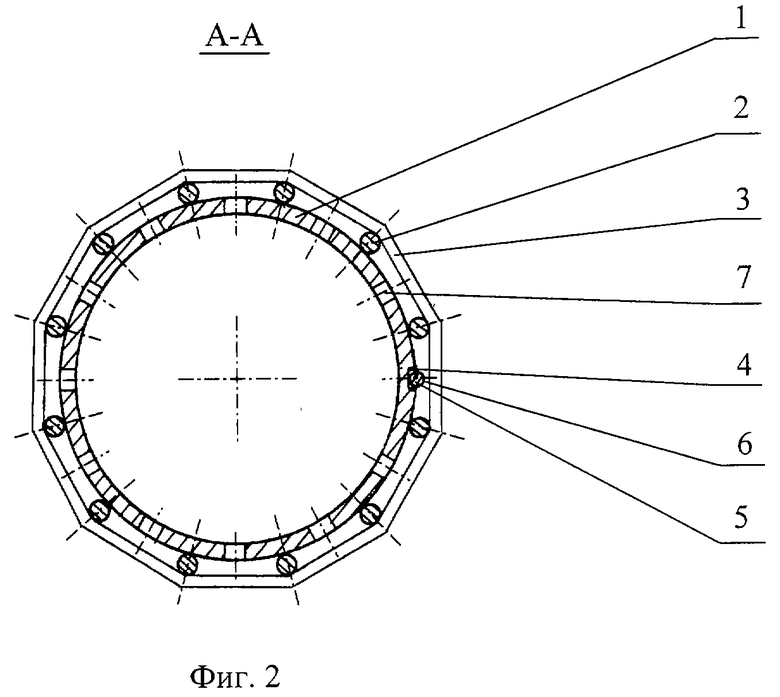
- на фиг.1 показан фильтр, общий вид;
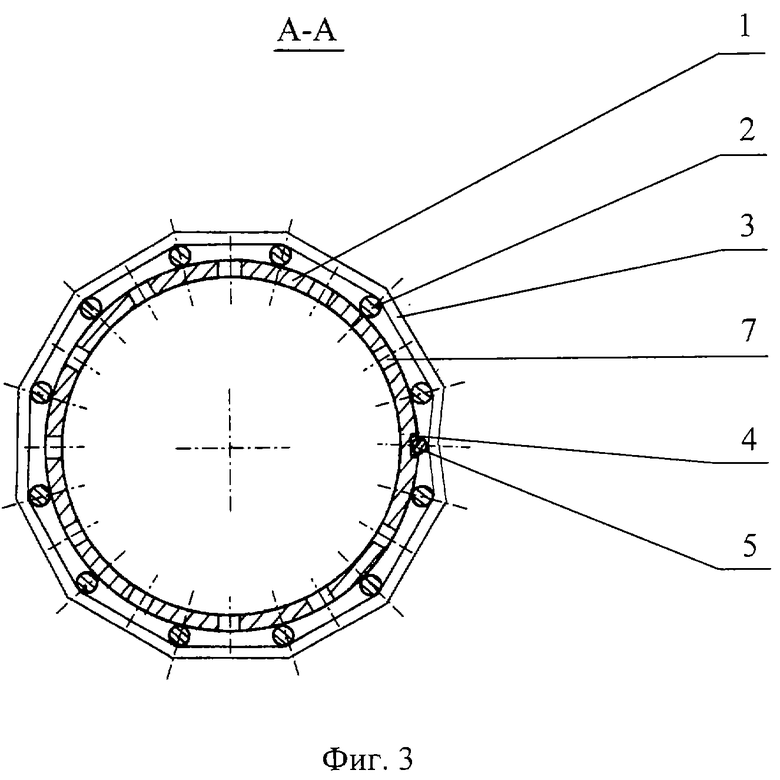
- на фиг.2 показан разрез фильтра по сечению А-А, с образованием технологического зазора между дополнительным опорным стержнем и витками обмоточной проволоки;
- на фиг.3 показан разрез фильтра по сечению А-А после деформации изгиба витков обмоточной проволоки и их фиксации к дополнительному опорному стержню.
Заявляемое устройство содержит (см. фиг. 1) частично перфорированный трубчатый каркас 1. На наружной боковой поверхности трубчатого каркаса 1 симметрично расположены продольные опорные стержни 2, которые имеют резьбовую нарезку для жесткой фиксации витков обмоточной проволоки 3. Витки обмоточной проволоки 3 охватывают трубчатый каркас 1 по периметру, с образованием технологической щели между ними. Наружная поверхность трубчатого каркаса 1 между двумя любыми продольными опорными стержнями 2 перфорации не имеет. В месте отсутствия перфорации выполнен продольный паз 4, расположенный симметрично относительно продольных опорных стержней 2. В продольном пазе 4 установлен и жестко закреплен дополнительный опорный стержень 5, выступающий за наружную поверхность трубчатого каркаса 1. Толщина дополнительного опорного стержня 5 меньше толщины продольных опорных стержней 2 на глубину паза резьбовой нарезки, что обеспечивает образование технологического зазора 6 между дополнительным опорным стержнем 5 и витками обмоточной проволоки 3 под изгиб (см. фиг.2). В месте изгиба витки обмоточной проволоки 3 жестко закреплены на дополнительном опорном стержне 5 (см. фиг.3). Остальные участки трубчатого каркаса 1 между продольными опорными стержнями 2 имеют перфорационные отверстия 7.
Способ изготовления скважинного фильтра заключается в следующем. На наружной поверхности трубчатого каркаса 1 длиной 1560 мм и наружным диаметром 106 мм симметрично устанавливают продольные опорные стержни 2 толщиной 4 мм посредством соединения внахлестку электросваркой. На радиально-сверлильном станке 2532Л-АС перфорируют трубчатый каркас 1 между продольными опорными стержнями 2, причем между двумя любыми перфорацию не проводят. Перфорационные отверстия 7 выполняют в шахматном порядке диаметром 10 мм. Частично перфорированный трубчатый каркас 1 устанавливают в труборезный станок 1Н983 и по наружной поверхности продольных опорных стержней 2 выполняют нарезку технологической резьбы M113х2,5 под витки обмоточной проволоки 3. В месте отсутствия перфорации симметрично между двумя продольными опорными стержнями 2 на фрезерном станке ФУ 321 дополнительно выполняют продольный паз 4 глубиной 1 мм и шириной 2 мм. В продольный паз 4 устанавливают и жестко закрепляют посредством электросварки дополнительный опорный стержень 5 толщиной 2 мм круглого или треугольного профиля с таким расчетом, чтобы при осуществлении намотки витков обмоточной проволоки 3 между ними образовался технологический зазор 6. Величина технологического зазора 6 составляет 0,5 размера сечения обмоточной проволоки 3, что является условием надежного изготовления скважинного фильтра. При намотке витков обмоточной проволоки 3 на частично перфорированный трубчатый каркас 1 возникают растягивающие напряжения, сравнимые по величине с пределом текучести материала проволоки, а так как при проведении процесса соединения витков обмоточной проволоки 3 с дополнительным опорным стержнем 5 в них образуются дополнительные растягивающие напряжения, то при увеличении размера технологического зазора 6 суммарные напряжения могут превысить предел прочности обмоточной проволоки 3, что приведет к ее обрыву. При уменьшении технологического зазора 6 не создается достаточных дополнительных напряжений, что при наличии высоких температур в скважине приводит к неравномерным термическим изменениям размеров витков обмоточной проволоки 3 по длине и, следовательно, к изменению технологической щели между ними. Витки обмоточной проволоки 3 толщиной 2 мм укладывают в процессе намотки на труборезном станке в технологическую резьбу, выполненную на наружной поверхности продольных опорных стержней 2, с образованием технологической щели между витками. Концы обмоточной проволоки 3 крепят на частично перфорированном трубчатом каркасе 1 посредством электросварки. Устанавливают сварочный ролик контактной сварки над дополнительным опорным стержнем 5 и, последовательно перемещая его вдоль стержня, путем деформации изгиба жестко фиксируют витки обмоточной проволоки 3 на дополнительном опорном стержне 5.
Фильтр работает следующим образом.
Изготовленными фильтрами оснащают пескопроявляющие скважины нефтяных, газовых и газоконденсатных месторождений. Испытания проведены на пескопроявляющей скважине 7175 Ямбургского газоконденсатного месторождения. Секции скважинного фильтра диаметром 146 мм в комплексе с башмаком, муфтами посекционного съема и механическим пакером устанавливают в сеноманских отложениях, перекрытых перфорированной эксплуатационной колонной диаметром 219 мм. Установку комплекса оборудования осуществляют в следующем порядке:
- спускают комплекс оборудования на стальных бурильных трубах СБТ-73 в заданный интервал;
- намывают гравийную набивку в интервале установки скважинного фильтра;
- распакеровывают механический пакер и поднимают стальные бурильные трубы СБТ-73;
- спускают насосно-компрессорные трубы диаметром 114 мм.
После выполнения данных операций скважина переходит в режим эксплуатации. Механические частицы удерживаются на внешней поверхности скважинного фильтра, а пластовый флюид через технологические щели между витками обмоточной проволоки 3 поступает к перфорационным отверстиям 7, выполненным в частично перфорированном трубчатом каркасе 1, и далее по осевому каналу насосно-компрессорных труб на поверхность.
По результатам исследований, проведенным с помощью установки "Надым 1", объем выносимого песка после установки скважинного фильтра составил 0,00 мг/м3, что свидетельствует об отсутствии нарушений фильтра, возможных в процессе спуска и намывки гравийного фильтра.
Таким образом, предлагаемая конструкция скважинного фильтра обеспечивает достижение технического результата, проста в изготовлении и надежна в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ КОЛОННЫ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 1999 |
|
RU2164587C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ОСЕВОГО КАНАЛА ЛИФТОВОЙ КОЛОННЫ ТРУБ | 2001 |
|
RU2203391C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЖИДКОСТИ С ЗАБОЯ ГАЗОВОЙ СКВАЖИНЫ | 2000 |
|
RU2186946C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫТИЯ КЛАПАНОВ ГЛУБИННОГО ПРОБООТБОРНИКА | 2000 |
|
RU2184230C2 |
| НЕРАЗБУРИВАЕМАЯ МУФТА ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНОЙ КОЛОННЫ | 1999 |
|
RU2173766C2 |
| ИНДУКЦИОННЫЙ ЗОНД ДЛЯ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ОБСАДНОЙ КОЛОННЫ | 2001 |
|
RU2203414C1 |
| ШАРНИРНЫЙ ПЕРЕХОДНИК | 2001 |
|
RU2209916C1 |
| УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ ОБСАДНОЙ КОЛОННЫ | 2000 |
|
RU2183723C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ГИБКОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ЗАБОЙНЫМ ИНСТРУМЕНТОМ | 2001 |
|
RU2196216C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ-РАЗЪЕДИНЕНИЯ И ПОВТОРНОГО СОЕДИНЕНИЯ КОЛОННЫ НАСОСНО-КОМПРЕССОРНЫХ ИЛИ БУРИЛЬНЫХ ТРУБ С МОСТОВОЙ ПРОБКОЙ | 2000 |
|
RU2186930C2 |
Изобретения относятся к горной промышленности и могут быть использованы в строительстве и эксплуатации нефтяных и газовых скважин. Техническим результатом является повышение надежности конструкции за счет прочного крепления витков обмоточной проволоки на дополнительном опорном стержне. Скважинный фильтр содержит частично перфорированный трубчатый каркас с продольными опорными стержнями, имеющими по наружной поверхности резьбовую нарезку под витки обмоточной проволоки, жестко закрепленные в месте изгиба. Указанный каркас между двумя любыми продольными опорными стержнями в месте отсутствия перфорации имеет симметричный продольный паз и дополнительный опорный стержень, жестко закрепленный в нем, а толщина дополнительного опорного стержня меньше толщины продольных опорных стержней на глубину паза резьбовой нарезки, обеспечивая технологический зазор под изгиб. Способ изготовления скважинного фильтра включает перфорацию трубчатого каркаса, симметричную жесткую установку на его поверхности продольных опорных стержней, нарезку резьбы по наружной поверхности продольных опорных стержней и укладку в последнюю витков обмоточной проволоки. Перфорацию проводят после установки продольных опорных стержней на поверхности трубчатого каркаса, при этом трубчатый каркас выполняют с местом отсутствия перфорации между двумя любыми продольными опорными стержнями, в котором до укладки витков обмоточной проволоки дополнительно выполняют симметричный продольный паз, в котором закрепляют дополнительный опорный стержень с обеспечением образования технологического зазора под изгиб с витками обмоточной проволоки, а затем жестко фиксируют их на дополнительном опорном стержне путем последовательной деформации изгиба. 2 с.п. ф-лы, 3 ил.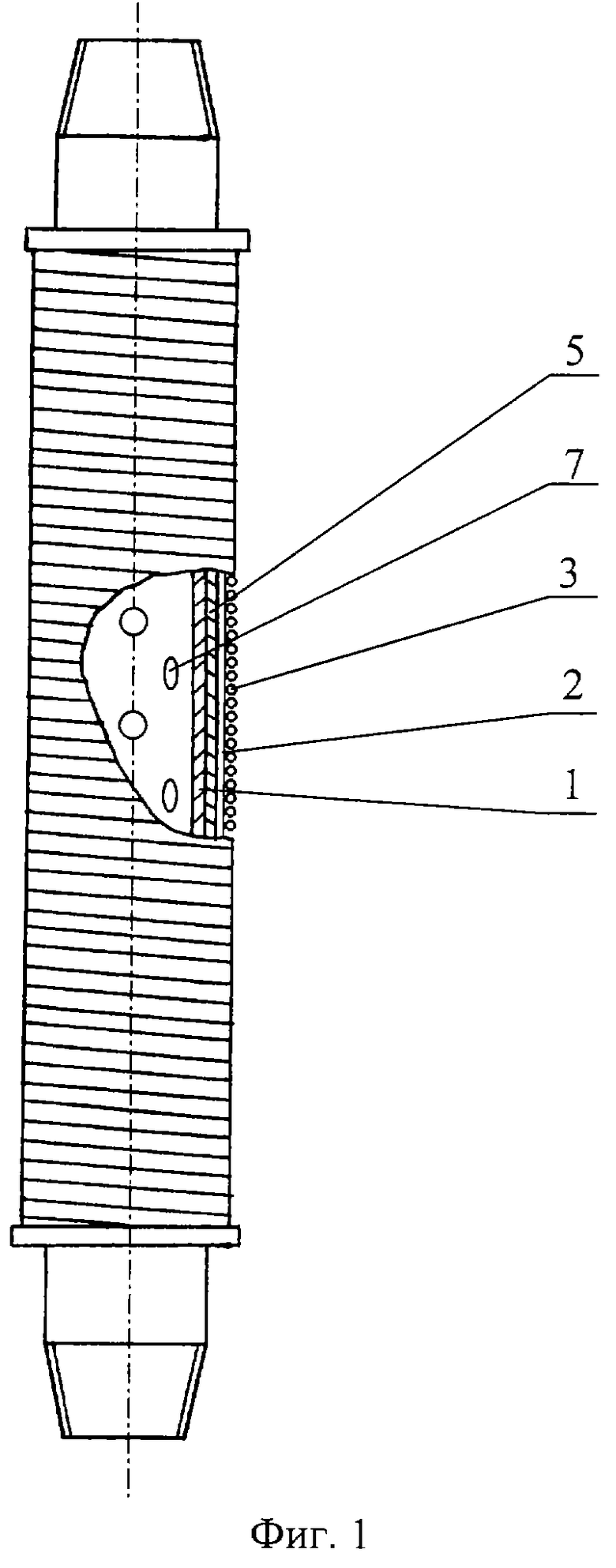
| Фильтр | 1983 |
|
SU1164403A1 |
| ГАВРИЛКО В.М | |||
| Фильтры водозаборных, водопонизительных и гидрогеологических скважин | |||
| - М., 1968, с.77 и 78 | |||
| Проволочный многослойный фильтр | 1981 |
|
SU972058A1 |
| Фильтр для буровых скважин | 1986 |
|
SU1465548A1 |
| АВТОМОБИЛЬНАЯ ДОРОГА С ЖЕСТКИМ ПОКРЫТИЕМ ПЛИТАМИ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2011 |
|
RU2462547C2 |
| US 5004049 A, 02.04.1991. | |||

