Изобретение относится к области ядерной техники и технологии, в частности к конструкции тепловыделяющих сборок (ТВС) ядерных реакторов водо-водяного типа, например ВВЭР-1000.
Известна ТВС, содержащая гексагональный в поперечном сечении пучок тепловыделяющих элементов (ТВЭЛ), установленных вертикально таким образом, что их продольные оси находятся на одинаковом расстоянии друг от друга в каркасе, включающем дистанционирующие решетки сотовой конструкции и имеющие в своем составе ячейки и обод, несущую решетку, хвостовик, съемную головку, а также центральную трубу и направляющие каналы в виде труб, внутрь которых входят стержни управления и защиты (СУЗ) и имеющие на нижнем торце наконечники, которыми они прикреплены к несущей решетке, закрепленной на хвостовике (см. Б. А. Дементьев. Ядерные энергетические реакторы. М., Энергоатомиздат, 1990 г., с.42-44).
В известной ТВС закрепление дистанционирующих решеток на пучке ТВЭЛов и направляющих каналов осуществлено только за счет сил трения, что при работе ТВЭЛов в активной зоне ядерного реактора под влиянием неравномерного роста ТВЭЛов может произойти деформирование дистанционирующих решеток, в том числе за счет изменения расстояний между ними вдоль оси ТВС не исключено заклинивание ТВЭЛов в их ячейках и деформирование ТВС в целом, приводящее к искривлению ее продольной оси, искривлению продольных осей направляющих каналов, что в конечном итоге приводит к заклиниванию в них стержней управления и защиты, т.е. выходу ТВС из строя и аварийной ситуации в ядерном реакторе.
Наиболее близкой по техническим условиям и достигаемому эффекту является тепловыделяющая сборка ядерного реактора (см. патент Российской Федерации RU 2124238, МПК 6 G 21 C 3/30, 3/34, по заявке 97108408/25 от 20.05.97 г., опубликовано 27.12.98 г.), содержащая гексагональный в поперечном сечении пучок ТВЭЛов, установленных вертикально таким образом, что их продольные оси находятся на одинаковом расстоянии друг от друга, дистанционирующие решетки сотовой конструкции, имеющие в своем составе соединенные между собой ячейки с пуклевками в виде гофров и обод, несущую решетку, хвостовик, съемную головку, центральную трубу и расположенные преимущественно в центре ТВС направляющие каналы в виде труб, внутрь которых входят стержни управления и защиты (СУЗ) и имеющие на нижнем торце наконечники, которыми они закреплены в несущей решетке, причем ТВЭЛы установлены в ячейках с натягом, в местах установки направляющих каналов в дистанционирующих решетках соответствующие ячейки отсутствуют, а дистанционирующие решетки и несущая решетка жестко соединены между собой.
Жесткое крепление между собой ободов дистанционирующих решеток с несущей решеткой и хвостовиком в ТВС - прототипе выполнено уголками.
В качестве направляющих каналов использованы ребристые трубы с удалением ребер в местах установки дистанционирующих решеток.
В качестве центральной трубы использована ребристая труба, аналогичная ребристым трубам для каналов.
Согласно требованиям, предъявляемым к ТВЭЛам и ТВС, конструкция и технология их изготовления должны быть простыми и недорогими, позволяющим применять высокопроизводительные автоматизированные технологические процессы при изготовлении.
Объемная доля применяемых конструкционных материалов должна быть минимальной (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1. Под редакцией Ф.Г. Решетникова, М., Энергоатомиздат 1995 г., с.44).
Этим условиям ТВС - прототип не соответствует, т.к. объемная доля применяемых конструкционных материалов не является минимальной из-за применяемых уголков и ребер на каналах направляющих и центральной трубе. Если учесть, что в активную зону устанавливается 163 ТВС (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1. Под редакцией Ф. Г. Решетникова, М., Энергоатомиздат, 1995 г., с.47) и на каждой ТВС установлено 6 уголков длиной ~4 м и ребра на 19 каналах и центральной трубе каждой ТВС, то ввод в активную зону материала с паразитным захватом нейтронов составит 978 четырехметровых уголков и 3097 ребер четырехметровых.
Операции закрепления уголков на ТВС и изготовление направляющих каналов и центральных труб со срезкой ребер в местах установки дистанционирующих решеток не является технологичными, т.е. только на одном канале таких срезок требуется выполнить 15 для установки дистанционирующих решеток. В целом проведение этих операций резко снижает производительность сборочных работ при сборке ТВС.
Для обеспечения работоспособности ТВС за счет исключения прогибов полей дистанционирующих решеток возможно закрепление их на направляющих каналах, например сваркой, однако учитывая особенности конструкций, затесненность подходов и значительные габариты по длине, такое закрепление создает существенные технологические проблемы, которые усугубляются при обеспечении соответствующей защиты мест сварки в связи с использованием в качестве материалов направляющих каналов и дистанционирующих решеток сплавов циркония.
Все это снижает технологичность изготовления ТВС (см. патент 2124238, раздел 4).
Кроме того, при сварке шести ячеек, образующих вокруг направляющего канала посадочное место, не исключено повреждение пуклевки в виде гофра при сварке к поверхности направляющего канала, либо к центральной трубе. Повреждение пуклевки, соприкасающейся с ТВЭЛом при сборке, не исключает повреждения поверхности оболочки ТВЭЛа, т.к. цирконий и его сплавы отличаются склонностью к разъедающей коррозии, появляющейся в результате истирания между соприкасающимися поверхностями даже при отсутствии коррозионной среды (см. Металлургия циркония. Перевод с английского. Под редакцией Г.А. Меерсона и Ю.В. Гагаринского. Изд. Иностранной литературы. М., 1959 г., с.298).
Не исключено повреждение поверхности ТВЭЛа при сборке ТВС о кромку пуклевки - гофра, проходящего между пуклевками - гофрами с натягом (См. патент 2124238 поз.12).
Технологической задачей изобретения является повышение надежности работы ТВС в активной зоне ядерного реактора, упрощение конструкции ТВС, технологичности ее изготовления, повышение качества сборки и производительности.
Эта техническая задача решается тем, что в тепловыделяющей сборке, преимущественно для водо-водяного энергетического ядерного реактора, содержащей гексагональный в поперечном сечении пучок ТВЭЛов, установленных вертикально таким образом, что их продольные оси находятся на одинаковом расстоянии друг от друга, дистанционирующие решетки сотовой конструкции имеющие в своем составе соединенные между собой ячейки с пуклевками и обод, несущую решетку, хвостовик, съемную головку, центральную трубу и расположенные, преимущественно, в центре ТВС направляющие каналы в виде труб, внутрь которых входят стержни управления и защиты и имеющие на нижнем торце наконечники, которыми они закреплены в несущей решетке, причем ТВЭЛы установлены в ячейках с натягом, в местах установки направляющих каналов в дистанционирующих решетках соответствующие ячейки отсутствуют, а дистанционирующие решетки и несущая решетка жестко соединены между собой.
Согласно изобретения жесткое соединение дистанционирующих решеток между собой и несущей решеткой осуществлено контактной точечной сваркой стенок шести ячеек, примыкающих к каждому направляющему каналу диаметрально противоположно к каждому направляющему каналу с обеих концов ячеек, при этом места контактной точечной сварки стенок ячеек подготовлены к контактной точечной сварке, не содержат вогнутостей, выпуклостей поверхностей стенок ячеек, примыкающих к каждому направляющему каналу, и смещены от пуклевок к концам ячеек на расстояние, исключающее повреждение пуклевок при контактной точечной сварке.
Другим отличием является:
- выполнение пуклевок с длиной, равной 1/5 - 1/7 длины ячейки;
- выполнение ячеек, примыкающих к направляющему каналу, равным на 1/5-1/6 часть больше длины ячейки,
- выполнение ячеек, примыкающих к направляющему каналу, со срезом торцов от противоположной стенки к стенке, соприкасающейся с направляющим каналом, под углом 110-120o к оси направляющего канала.
Жесткое соединение дистанционирующих решеток между собой и несущей решеткой, которая закреплена на наконечниках направляющих каналов и на хвостовике, позволяет повысить жесткость каркаса и ТВС в целом, не препятствует при этом осевому удлинению ТВЭЛ при работе их в активной зоне ядерного реактора.
Жесткое соединение достигается контактной точечной сваркой стенок шести ячеек, примыкающих к каждому направляющему каналу с обеих концов ячеек, что повышает надежность работы ТВС в активной зоне ядерного реактора.
Контактная точечная сварка стенок шести ячеек к каждому направляющему каналу вместо сварки уголков к ободам дистанционирующих решеток и применения ребристых труб для направляющих каналов и центральной трубы со срезкой ребер в посадочных местах дистанционирующих решеток позволит упростить конструкцию ТВС, повысить технологичность изготовления и производительность.
Предварительная подготовка мест контактной точечной сварки стенок ячеек и смещение мест сварки от пуклевок к концам ячеек на расстояние, исключающее повреждение пуклевок при контактной точечной сварке (уменьшение длины пуклевок, увеличение длины ячеек при сохранении длины пуклевок и выполнением на торцах ячеек срезов под углом 110-120o к оси канала) позволит повысить качество сборки ТВС за счет исключения повреждения пуклевок при сварке и повреждения ТВЭЛ при сборке ТВС.
На чертежах представлено:
на фиг.1 - тепловыделяющая сборка ядерного реактора;
на фиг.2 - ячейка с уменьшенной длиной пуклевки,
на фиг.3 - разрез стенки ячейки с уменьшенной пуклевкой;
на фиг.4 - фрагмент крепления ячеек с увеличенной длиной ячеек;
на фиг.5 - фрагмент крепления ячеек со срезами на торцах.
Тепловыделяющая сборка водо-водяного энергетического реактора содержит гексагональный в поперечном сечении пучок ТВЭЛов 1, установленных вертикально таким образом, что их продольные оси находятся на одинаковом расстоянии друг от друга, дистанционирующие решетки 2 сотовой конструкции, имеющие в своем составе соединенные между собой ячейки 3 с пуклевками 4 в виде гофров и обод 5, несущую решетку 6, хвостовик 7, съемную головку 8, центральную трубу 9 и расположенные, преимущественно, в центре ТВС направляющие каналы 10 в виде труб, внутрь которых входят стержни управления и защиты (СУЗ) (не показаны) и имеющие на нижнем торце наконечники 11, которыми они закреплены в несущей решетке 6.
ТВЭЛы 1 установлены в ячейки 3 с натягом. В местах установки направляющих каналов 10 в дистанционирующих решетках 2 соответствующие ячейки 3 отсутствуют, а дистанционирующие решетки 2 и несущая решетка 6 жестко соединены между собой.
Жестко соединены между собой и несущая решетка 6 с хвостовиком 7.
Жесткое соединение дистанционирующих решеток 2 между собой и снесущей решеткой 6 осуществлено контактной точечной сваркой стенок шести ячеек 3, примыкающих к каждому направляющему каналу 10, диаметрально противоположно к каждому направляющему каналу 10 с обеих концов ячеек 3. Места 12 контактной точечной сварки стенок ячеек 3 подготовлены к контактной точечной сварке, не содержат вогнутостей, выпуклостей поверхностей стенок ячеек 3, примыкающих к каждому направляющему каналу 10, и смещены от пуклевок 4 к концам ячеек 3 на расстояние, исключающее повреждение пуклевок 4 при контактной точечной сварке, а пуклевки 4 имеют торцевые радиусные закругления 13.
Ячейки 3, примыкающие к каждому направляющему каналу 10, выполнены в трех вариантах.
I вариант
Выполнение пуклевок 4 с длиной Lп, равной 1/5-1/7 длины L ячейки 3.
Lп=1/5 L-1/7L, где Lп - длина пуклевки, L - длина ячейки.
II вариант
Выполнение ячеек 3, примыкающих к направляющему каналу 10, равным на 1/5-1/6 часть больше длины ячейки 3.
L1= (L+1/5L)-(L+1/6L), где L1 - длина ячейки с увеличенной длиной без увеличения длины пуклевки.
III вариант
Выполнение ячеек 3, примыкающих к направляющему каналу 10, со срезом торцов от противоположной стенки к стенке, соприкасающейся с направляющим каналом 10 под углом α≥110-120o к оси направляющего канала с длиной стенки ячейки 3 по торцам L1, соприкасающейся с направляющим каналом 10.
Тепловыделяющую сборку для водо-водяного энергетического ядерного реактора собирают следующим образом.
I вариант
Первоначально ведут сборку каркаса из дистанционирующих решеток 2 с ободами 5, ячейками 3 с пуклевками 4, несущей решетки 6, центральной трубы 9 и направляющих каналов 10 с наконечниками 11.
При длине ячейки 3 - "L", равной 30 мм, и длине пуклевки 4 - Lп=1/5L-1/7L, Lп=4-6 мм, остается достаточно места для места 12 контактной точечной сварки стенок ячеек 3, примыкающих к направляющему каналу 10.
Контактную точечную сварку ведут диаметрально противоположно сразу двух ячеек 3 к направляющему каналу 10 с двух концов ячейки 3 с помощью сварочных клещей, вводимых при сварке в полости диаметрально противоположных ячеек 3. Защиты от окисления места сварки при этом не требуется даже при сварке каналов и ячеек из циркониевого сплава, поскольку литое ядро образуется внутри свариваемых деталей и импульс сварочного тока при этом кратковременный.
Последовательность контактной точечной сварки мест 12 сварки ячеек 3 к каналу 10 осуществляется по мере установки последних в каркасе.
II вариант
Длину ячейки 3 - "L" увеличивают на 1/5-1/6 часть без увеличения длины пуклевки 4, т.е. L1=(L+1/5L)-(L+1/6L), где увеличенная длина ячейки 3 - L1 равна L1=(30+6)-(30+5), L1=36-35 мм.
Контактную точечную сварку удлиненных ячеек 3 к направляющему каналу 10 ведут аналогичным образом, что и по варианту I, т.е. с применением сварочных клещей, вводимых в полости диаметрально противоположных ячеек 3 при сварке их к направляющему каналу 10.
При этом варианте места 12 сварки образованы удлинениями ячейки 3.
III вариант
При этом варианте удлиненные ячейки 3 выполняют со срезом по торцам под углом 110-120o к оси направляющего канала 10 с длиной стенки ячейки 3 L1, соприкасающейся с направляющим каналом 10.
Места 12 сварки при этом варианте находятся на концах верхнего среза торца ячейки, что дает возможность проводить контактную точечную сварку без ввода сварочных клещей в полости диаметрально противоположных ячеек относительно направляющего канала 10.
После закрепления ячеек 3 дистанционирующих решеток 2 на направляющих каналах 10 и центральной трубе 9 и закрепления их наконечников 11 в несущей решетке 6 проводят сборку ТВЭЛ 1 в ячейки 3 дистанционирующих решеток 2 и в несущую решетку 6.
Благодаря тому, что пуклевки 4 в ячейках 3 не доходят до торцов ячеек и имеют торцовое радиусное закругление 13, то проталкивание через них ТВЭЛ 1 с применением водоудаляемой смазки идет без повреждений поверхностей ТВЭЛ 1.
После закрепления концов ТВЭЛ 1 в несущей решетке 6 к ней закрепляют хвостовик 7, а в верхнюю часть съемную головку 8.
Промывкой в горячей воде водорастворимую смазку удаляют и после сушки ТВС и контроля упаковывают в транспортный контейнер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2179754C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2248052C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2256243C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
Изобретение относится к атомной энергетике, в частности к конструкции тепловыделяющих сборок ядерных реакторов водо-водяного типа, например ВВЭР-1000. Технический результат достигается тем, что жесткое соединение дистанционирующих решеток между собой и несущей решеткой осуществлено контактной точечной сваркой стенок шести ячеек, примыкающих к каждому направляющему каналу диаметрально противоположно к каждому направляющему каналу с обеих концов ячеек, при этом места контактной точечной сварки стенок ячеек подготовлены к контактной точечной сварке, не содержат вогнутостей, выпуклостей поверхностей стенок ячеек, примыкающих к каждому направляющему каналу, и смещены от пуклевок к концам ячеек на расстояние, исключающее повреждение пуклевок при контактной точечной сварке, в результате чего повышается надежность работы сборки, ее качество, упрощается конструкция. 3 з.п. ф-лы, 5 ил.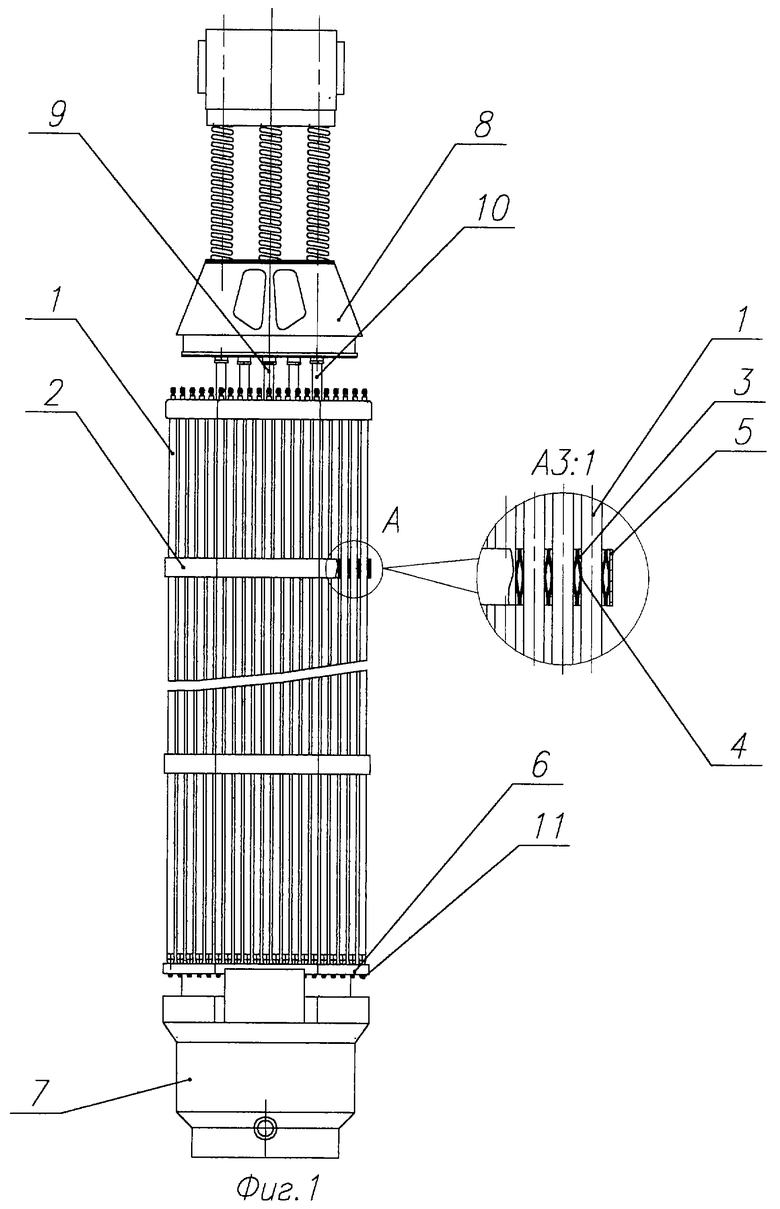
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124238C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2093906C1 |
| DE 3519421 А1, 04.12.1986 | |||
| ДЕМЕНТЬЕВ Б.А | |||
| Ядерные энергетические реакторы | |||
| - М.: Энергоатомиздат, 1990, с.42-44 | |||
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов | |||
| Книга I | |||
| Под ред | |||
| Ф.Г | |||
| РЕШЕТНИКОВА | |||
| - М.: Энергоатомиздат, 1995, с.44, 47. | |||
