Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления головок, хвостовиков и сборки тепловыделяющих элементов (ТВЭЛ) в тепловыделяющие сборки (ТВС) моделей 0401, 493 для ядерного реактора ВВЭР-1000 и ВВЭР-440.
Известен способ изготовления ТВС ядерного реактора, включающий операции предварительной сборки каркаса из трубы центральной, труб канальных и дистанционирующих решеток, транспортировку и установку каркаса на станок сборки с закреплением дистанционирующих решеток в обоймах станка сборки ТВС, запрессовку в ячейки дистанционирующих решеток ТВЭЛов с регулируемым усилием их запрессовки при шаговом перемещении обоймы с каркасом вертикально и горизонтально по заданной программе с оснащением ТВЭЛов при их запрессовке съемными наконечниками конической формы из полимерного материала, с самосмазыванием ТВЭЛ при запрессовке, с замером длины ТВЭЛ вместе с наконечником, электрически связанным с системой управления (см. патент Российской Федерации 2065350 "Станок для сборки ТВЭЛ в ТВС", МКИ B 23 K 37/04, B 23 P 15/26).
По известному способу возможна сборка ТВС одного вида - для ядерного реактора ВВЭР-1000 и не возможна сборка ТВС ВВЭР-1000 модели 493, поскольку отсутствуют операции надевания металлического чехла. Невозможна сборка ТВС для ядерного реактора ВВЭР-440, поскольку ТВЭЛы для ТВС ВВЭР-440 имеют меньшую длину, а ТВС меньшее сечение.
Не предусмотрена операция надевания металлического чехла на ТВС ВВЭР-440.
Способ не предусматривает удаления лакового покрытия, которое предварительно наносилось на каждый ТВЭЛ для предохранения его поверхности при сборке ТВС, не предусмотрена сушка ТВС после отмывки, упаковка, профилирование ТВС по обогащению ураном 235 ТВЭЛ.
Способ не полно характеризует заявляемый способ, поскольку нет информации об изготовлении головок и хвостовиков к различным модификациям ТВС.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления ТВС, ядерного реактора, включающий предварительное изготовление ТВЭЛ с покрытием водорастворимым лаком для предохранения их поверхности от повреждений при сборке ТВС, предварительное изготовление дистанционирующих решеток, каналов направляющих и центральной трубы, сборку каркаса из трубы центральной, каналов направляющих и дистанционирующих решеток для ТВС ВВЭР-1000, сборку каркаса из дистанционирующих решеток и центральной трубы в каркасе - спутнике, повторяющем снаружи форму ТВС ВВЭР-1000, а внутри ТВС ВВЭР-440, запрессовку в ячейки дистанционирующих решеток ТВЭЛов с одним обогащением или разным обогащением по урану 235 с регулируемым усилием их запрессовки при шаговом перемещении каркаса вертикально и горизонтально по заданной программе с оснащением ТВЭЛов при их запрессовке съемными наконечниками конической формы из полимерного материала, с самосмазыванием ТВЭЛов при запрессовке, закрепление в нижней решетке центральной трубы, каналов направляющих и ТВЭЛов ТВС ВВЭР-1000, закрепление в нижней решетке центральной трубы и ТВЭЛов ТВС ВВЭР-440, закрепление головки и хвостовика на ТВС ВВЭР-1000, закрепление хвостовика на ТВС ВВЭР-1000 модели 493, закрепление хвостовика на ТВС ВВЭР-440, отмывка и сушка ТВС ВВЭР-1000, ТВС ВВЭР-1000 модели 493, ТВС ВВЭР-440, закрепление металлического экрана - чехла к хвостовику ТВС ВВЭР-1000 модели 493, закрепление металлического экрана-чехла к хвостовику ТВС ВВЭР-440, закрепление головки к металлическому экрану-чехлу ТВС ВВЭР-1000 модели 493, закрепление головки к металлическому экрану-чехлу ТВС ВВЭР-440 и упаковка в соответствующие транспортные контейнера (см. патент RU 2126739, МПК 6 В 23 Р 15/26, B 21 D 53/08 Автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки, с. 14...18, опубл. 27.02.99).
Способ-прототип устраняет недостатки известного способа, кроме того, что способ-прототип не полно характеризует заявляемый способ, нет информации об изготовлении головок и хвостовиков к различным модификациям ТВС, закрепление головки ТВС модели 0401, закрепление металлических экранов-чехлов к головкам и хвостовикам ТВС моделей 493 и 440.
При массовом производстве ТВС всех модификаций весьма важным фактором является заданный ритм сборки ТВС, а соответственно производительность и надежность конструкции.
Технической задачей изобретения является повышение производительности сборки ТВС всех модификаций за счет поточного выполнения операций изготовления головок и хвостовиков для ТВС соответствующей модификации, обеспечение их размеров под "ключ" и надежность крепления головок и хвостовиков.
Вариант 1
Эта техническая задача решается тем, что способ изготовления ТВС модели 0401 ядерного реактора ВВЭР-1000 включает предварительное изготовление ТВЭЛ с покрытием водорастворимым лаком для предохранения их поверхности от повреждений при сборке ТВС, предварительное изготовление дистанционирующих решеток, каналов направляющих и центральной трубы, сборку каркаса из дистанционирующих решеток, центральной трубы и направляющих каналов, запрессовку ТВЭЛ в ячейки дистанционирующих решеток с одним или разным обогащением по урану 235, с регулируемым усилием запрессовки при шаговом перемещении каркаса вертикально и горизонтально по заданной программе с самосмазыванием ТВЭЛ при запрессовке, закрепление в нижней решетке центральной трубы, каналов направляющих и ТВЭЛов, закрепление предварительно изготовленных головки и хвостовика на ТВС, отмывку, сушку и упаковку ТВС в транспортный контейнер.
Согласно изобретению предварительное изготовление головки и хвостовика к ТВС модели 0401 ядерного реактора ВВЭР-1000 осуществляют поточно путем изготовления заготовок комплектующих, сварки их в полуфабрикаты, сборки, сварки и мехобработки полуфабрикатов в готовые головку и хвостовик.
Хвостовик подвергают вакуумному отжигу при температуре и времени, достаточных для снятия внутренних напряжений, при этом на каждом канале направляющем, входящем в ТВС на концах стыковки с головкой, закрепляют электросваркой кольца, взаимодействующие с цанговыми зажимами головки при ее закреплении.
Другим отличием является то, что вакуумный отжиг хвостовика проводят при температуре 870±120oС в течение 100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм рт. ст.
Вариант 2
Эта техническая задача решается тем, что в способе изготовления ТВС модели 493 ядерного реактора ВВЭР-1000, включающем предварительное изготовление ТВЭЛ с покрытием водорастворимым лаком для предохранения их поверхности от повреждений при сборке ТВС, дистанционирующих решеток, каналов направляющих и центральной трубы и металлического экрана-чехла, сборку каркаса из дистанционирующих решеток, центральной трубы и направляющих каналов, запрессовку ТВЭЛ в ячейки дистанционирующих решеток с одним или разным обогащением по урану 235, с регулируемым усилием запрессовки при шаговом перемещении каркаса вертикально и горизонтально по заданной программе с самосмазыванием ТВЭЛ при запрессовке, закрепление в нижней решетке центральной трубы каналов направляющих и ТВЭЛов, закрепление предварительно изготовленного хвостовика, отмывку от ранее нанесенного лака и смазки с поверхности ТВЭЛ, сушку, закрепление металлического экрана-чехла к хвостовику, к предварительно изготовленной головке и упаковку в транспортный контейнер, согласно изобретению предварительное изготовление металлического экрана-чехла, головки и хвостовика ТВС модели 493 ядерного реактора ВВЭР-1000 осуществляют поточно путем изготовления заготовок комплектующих, сварки их в полуфабрикаты, сборки, сварки и мехобработки полуфабрикатов в готовые головку и хвостовик, головку подвергают вакуумному отжигу при температуре и времени, достаточных для снятия внутренних напряжений, при этом на посадочных местах головки и хвостовика выполняют конусные углубления с центральными отверстиями с резьбой, аналогично выполняют отверстия на посадочных местах металлического экрана-чехла, осуществляют стыковку металлического экрана-чехла по посадочным местам хвостовика и головки ТВС, по совпавшим отверстиям осуществляют пуклевку металлического экрана-чехла с заполнением конусных углублений в головке и хвостовике, закрепляют металлический экран-чехол к головке и хвостовику винтами с конусными головками, повторяющими форму конусного углубления - пуклевки на металлическом экране-чехле, осуществляют сверловку через конусную головку винта, пуклевку металлического экрана-чехла и корпуса головки и хвостовика, в отверстие вводят шплинт и верхнюю его часть сваркой закрепляют к головке винта.
Другим отличием является то, что вакуумный отжиг хвостовика проводят при температуре 870±20oС в течение 100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм pт. ст.
Вариант 3
Эта техническая задача решается тем, что в способе изготовления ТВС ядерного реактора ВВЭР-440, включающем предварительное изготовление ТВЭЛ с покрытием водорастворимым лаком для предохранения их поверхности от повреждений при сборке ТВС, дистанционирующих решеток, центральной трубы и металлического экрана-чехла, сборку каркаса из дистанционирующих решеток и центральной трубы в каркасе - спутнике, повторяющем снаружи форму ТВС ВВЭР-1000, а внутри ТВС ВВЭР-440, запрессовку ТВЭЛ в ячейки дистанционирующих решеток с одним или разным обогащением по урану 235, с регулируемым усилием запрессовки при шаговом перемещении каркаса вертикально и горизонтально по заданной программе с самосмазыванием ТВЭЛ при запрессовке, закрепление в нижней решетке центральной трубы и ТВЭЛов, закрепление на ТВС хвостовика, отмывку от лака и смазки ТВС с сушкой, закрепление металлического экрана-чехла к хвостовику, закрепление головки к металлическому экрану-чехлу и упаковку в транспортный контейнер,
согласно изобретению предварительное изготовление металлического экрана-чехла, головки и хвостовика ТВС ядерного реактора ВВЭР-440 осуществляют поточно путем изготовления заготовок комплектующих, сварки их в полуфабрикаты, сборки, сварки и мехобработки полуфабрикатов в готовые головку и хвостовик, которые подвергают вакуумному отжигу при температуре и времени, достаточном для снятия внутренних напряжений, при этом на посадочных местах головки и хвостовика выполняют конусные углубления с центральными отверстиями с резьбой, аналогично выполняют отверстия на посадочных местах металлического экрана-чехла, осуществляют стыковку металлического экрана-чехла по посадочным местам хвостовика и головки ТВС, по совпавшим отверстиям осуществляют пуклевку металлического экрана-чехла с заполнением конусных углублений в головке и хвостовике, закрепляют металлический экран-чехол к головке и хвостовику винтами с конусными головками, повторяющими форму конусного углубления - пуклевки на металлическом экране-чехле, осуществляют сверловку отверстия через конусную головку винта, пуклевку металлического экрана-чехла и корпуса головки и хвостовика, в отверстие вводят шплинт и верхнюю его часть сваркой закрепляют к головке винта.
Другим отличием является то, что вакуумный отжиг головки и хвостовика проводят при температуре 870±20oС в течение 100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм рт. ст.
Поточное выполнение операций изготовления головок и хвостовиков модификаций ТВС 0401, 493 ядерного реактора ВВЭР-1000 и ТВС ядерного реактора ВВЭР-440 позволит обеспечить заданный ритм сборки ТВС и соответствующую производительность, а вакуумный отжиг хвостовиков ТВС модели 0401, головок ТВС модели 493, головок и хвостовиков ТВС ядерного реактора ВВЭР-440 позволит снять внутренние напряжения после проведенных сварочных работ на указанных головках и хвостовиках ТВС, исключить их деформацию и обеспечить размер под "ключ".
Предложенный способ крепления головки ТВС модели 0401 через кольца, закрепленные сваркой на каналах направляющих, и крепления головок и хвостовиков к металлическим экранам-чехлам ТВС моделей 493 и 440 через пуклевки и винты с их контровкой к металлическим экранам-чехлам и к головкам и хвостовикам ТВС позволит повысить надежность конструкции ТВС.
Способ изготовления ТВС ядерного реактора представлен для пояснения на чертежах, где
фиг.1 - ТВС модели 0401 ВВЭР-1000,
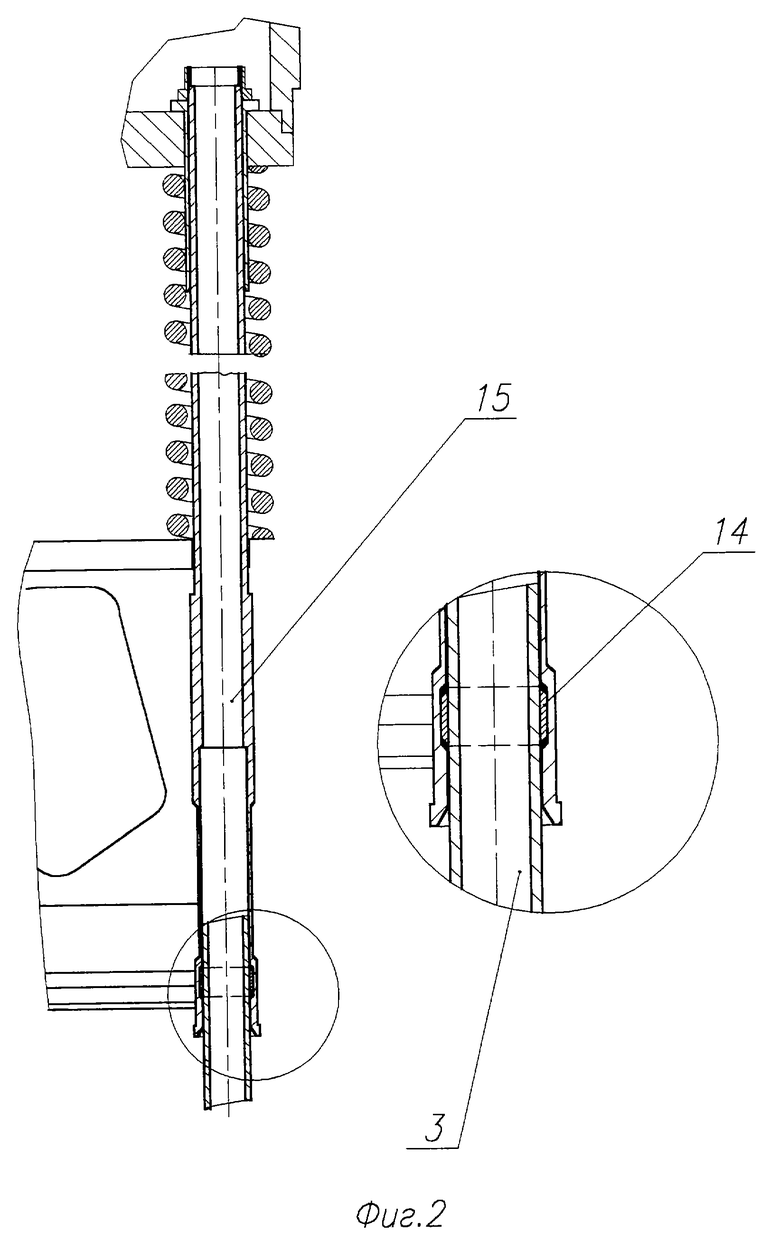
фиг. 2 - крепление каналов направляющих к головке ТВС модели 0401 ВВЭР-1000,
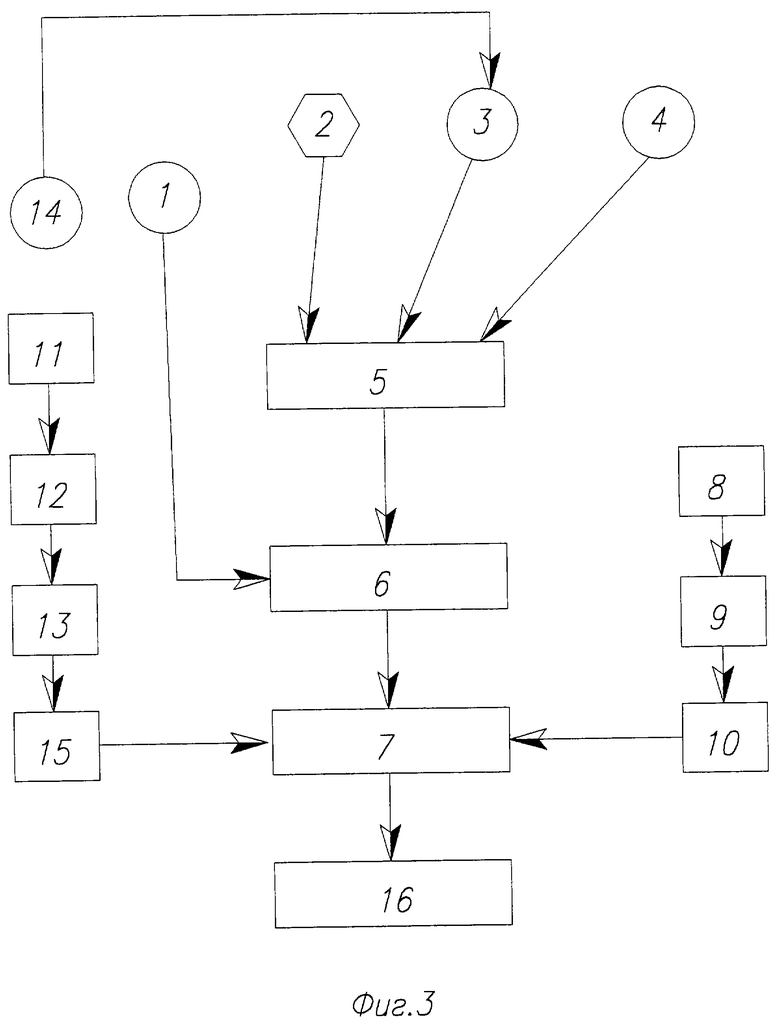
фиг.3 - схема операций изготовления ТВС модели 0401,
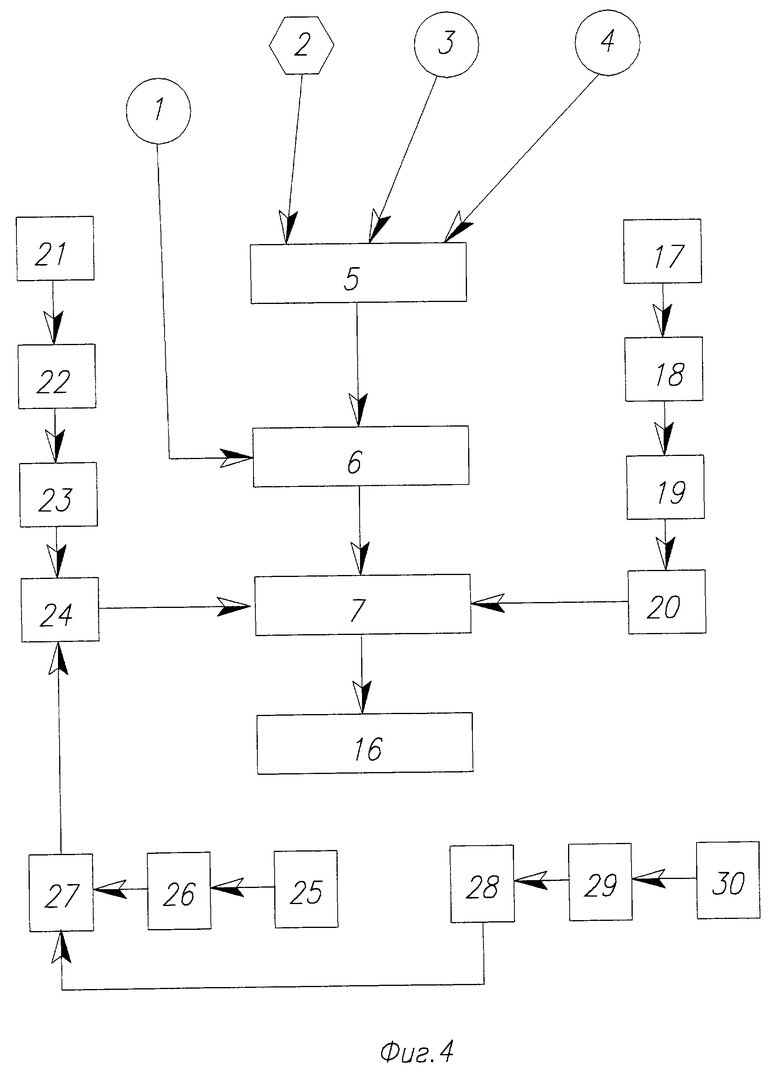
фиг.4 - схема операций изготовления ТВС модели 493 ВВЭР-1000,
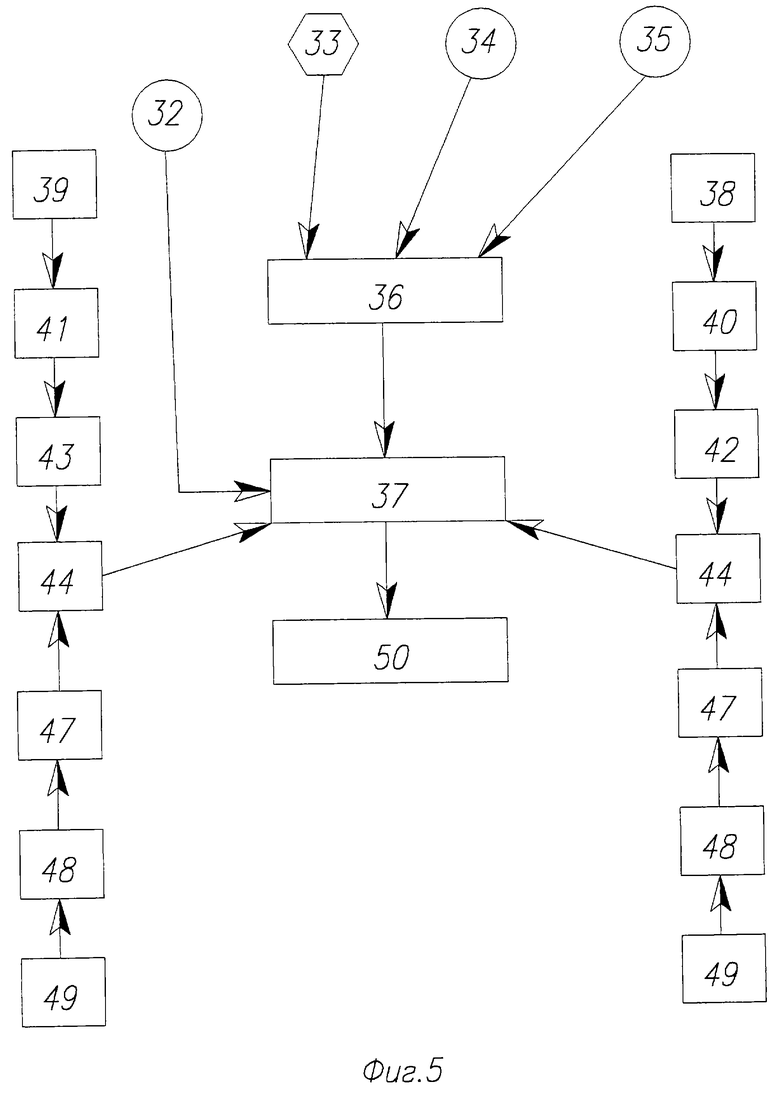
фиг.5 - схема операций изготовления ТВС модели ВВЭР-440,
фиг.6 - ТВС модели 493 ВВЭР-1000,
фиг.7 - хвостовик ТВС модели 493 ВВЭР-1000,
фиг. 8 - узел крепления металлического экрана-чехла к головке и хвостовику,
фиг.9 - устройство для выполнения пуклевок,
Фиг.10 - ТВС модели ВВЭР-440,
фиг.11 - хвостовик модели ВВЭР-440,
фиг. 12 - узел крепления головки, хвостовика и металлического экрана-чехла.
Способ изготовления ТВС ядерного реактора включает следующие операции.
Вариант 1 - изготовление ТВС модели 0401 ВВЭР-1000
1 - предварительное изготовление ТВЭЛ 1 с покрытием водорастворимым лаком,
2 - предварительное изготовление дистанционирующих решеток 2,
3 - предварительное изготовление каналов направляющих 3,
4 - предварительное изготовление центральной трубы 4,
5 - сборка каркаса 5 из дистанционирующих решеток 2, каналов направляющих 3, центральной трубы 4,
6 - запрессовка ТВЭЛ 1 в ячейки дистанционирующих решеток 2 с одним или разным обогащением по урану 235 с регулируемым усилием запрессовки при шаговом перемещении каркаса 5 вертикально и горизонтально по заданной программе с самосмазыванием ТВЭЛ 1 при запрессовке,
7 - закрепление ТВЭЛ 1, каналов направляющих 3, центральной трубы 4 в нижней решетке 7,
8 - поточное изготовление заготовок 8 комплектующих,
9 - сборка, сварка комплектующих 8 в полуфабрикаты 9,
10 - сборка, сварка, мехобработка полуфабрикатов 9 в хвостовик 10, отжиг при температуре 870±20oС в течение 100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм рт. ст. и закрепление к нижней решетке 7 ТВС,
11 - поточное изготовление заготовок 11 комплектующих,
12 - сборка, сварка комплектующих 11 в полуфабрикаты 12,
13 - сборка, сварка, мехобработка полуфабрикатов 12 в головку 13,
14 - закрепление сваркой на каждом канале направляющем 3 колец 14,
15 - закрепление головки 13 цанговыми зажимами 15 на кольцах 14 направляющих каналов 3,
16 - отмывка, сушка ТВС и упаковка в транспортный контейнер 16.
Вариант 2 - изготовление ТВС модели 493 ВВЭР-1000
1-7, 16 - операции повторяются,
17 - поточное изготовление заготовок 17 комплектующих,
18 - сборка, сварка заготовок 17 комплектующих в полуфабрикаты 18,
19 - сборка, сварка, мехобработка полуфабрикатов 18 в головку 19, отжиг при температуре 870±20oС в течение 100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм рт. ст.,
20 - выполнение конусных углублений 20 с центральными резьбовыми отверстиями на посадочном месте головки 19,
21 - поточное изготовление заготовок 21 комплектующих,
22 - сборка, сварка, заготовок 21 комплектующих в полуфабрикаты 22,
23 - сборка, сварка, мехобработка полуфабрикатов 22 в хвостовик 23,
24 - выполнение конусных углублений 24 с центральными резьбовыми отверстиями на посадочном месте хвостовика 23,
25 - изготовление металлического экрана-чехла 25,
26 - выполнение на металлическом экране-чехле отверстий 26 аналогично резьбовым отверстиям посадочных мест головки 19 и хвостовика 23,
27 - закрепление хвостовика 23 к нижней решетке 7 ТВС после операции 16 по отмывке и сушке, закрепление стыковки металлического экрана - чехла 25 к посадочному месту хвостовика 23 с совпадением отверстий 26 с резьбовыми отверстиями в конусных углублениях 24 и осуществление пуклевок 27 по конусным углублениям 24 с заполнением конусных углублений 24 материалом металлического экрана-чехла 25,
28 - закрепление металлического экрана-чехла 25 винтами 28 с конусными головками, повторяющими форму конусного углубления на металлическом экране-чехле 25 к посадочному месту хвостовика 23,
29 - сверловка отверстий 29 через конусную головку каждого винта 28, пуклевка металлического экрана-чехла 25 и корпуса хвостовика 23,
30 - установка в отверстия 29 шплинтов 30 и сварка их верхней части к конусным головкам винтов 28,
31 - закрепление металлического экрана-чехла 25 к посадочному месту головки 19, имеющей конусные углубления 20 с центральными резьбовыми отверстиями, аналогично креплению хвостовика 23 к металлическому экрану-чехлу 25.
Вариант 3 - изготовление ТВС ВВЭР-440
32 - предварительное изготовление ТВЭЛ 32 для ТВС ядерного реактора ВВЭР-440 с покрытием водорастворимым лаком для предохранения их поверхности от повреждений при сборке ТВС,
33 - предварительное изготовление дистанционирующих решеток 33,
34 - предварительное изготовление центральной трубы 34,
35 - предварительное изготовление металлического экрана-чехла,
36 - сборка каркаса 36 из дистанционирующих решеток 33 и центральной трубы 34 в каркасе - спутнике, повторяющем снаружи форму ТВС ВВЭР-1000, а внутри ТВС ВВЭР-440,
37 - запрессовка в ячейки дистанционирующих решеток 33 ТВЭЛов 32 с одним или разным обогащением по урану 235 с регулируемым усилием запрессовки при шаговом перемещении каркаса 36 вертикально и горизонтально по заданной программе с самосмазыванием ТВЭЛ при запрессовке и закреплении в нижней решетке 37 ТВЭЛов 32 и центральной трубы 34,
38 - 39 поточное изготовление заготовок 38, 39 комплектующих,
39 - 41 сборка, сварка заготовок 38, 39 комплектующих в полуфабрикаты 40, 41,
42 - 43 сборка, сварка, мехобработка полуфабрикатов 40, 41 в готовые хвостовик 42 и головку 43,
40 - 44 - вакуумный отжиг головки 43 и хвостовика 42 при температуре 870±20oC в течение100±5 мин и остаточном давлении не более 0,14 Па или 1•10-3 мм рт. ст. и выполнение на посадочных местах головки 43, хвостовика 42, конусных углублений 44 с центральными резьбовыми отверстиями,
45 - выполнение на посадочных местах металлического экрана-чехла 35 аналогичных отверстий 45, соосных конусным углублениям 44,
46 - закрепление хвостовика к нижней решетке 37, отмывка от лака и смазки ТВС, сушка и закрепление металлического экрана-чехла 35 к хвостовику 42 путем выполнения путевок 46 с заполнением конусных углублений 44 материалом металлического экрана-чехла 35,
47 - закрепление головки 43 к металлическому экрану-чехлу 35 выполнением аналогичных пуклевок 46, что и при закреплении хвостовика 42 с закреплением их винтами 47 с конусной головкой, повторяющей форму углубления 44 на металлическом экране-чехле 35,
48 - сверловка отверстия 48 через конусную головку винта 47, пуклевку 46 металлического экрана-чехла 35, корпуса головки 43 и хвостовика 42,
49 - установка в отверстие 48 шплинта 49 и сварка верхней части последних к конусной головке винтов 47,
50 - упаковка ТВС в транспортный контейнер 50.
Для выполнения пуклевок 27, 46 используют устройство, содержащее стержень 51 с резьбой 52 под отверстие с резьбой конусных углублений 44 на головках и хвостовиках ТВС модели 493 и 440, по скользящей посадке на стержень 51 установлен пуансон 53 с конусным дном 54, коаксиально относительно пуансона 53 размещена втулка опорная 55, привод 56 вращения стержня 51 и привод 57 перемещения пуансона 53. При выполнении пуклевок 46, 27 стержень 51 пропускают через отверстия 45 металлического экрана-чехла 35, либо через отверстия 26 металлического экрана-чехла 25, приводом 56 закручивают его в отверстия в углублениях 44, либо в углублениях 26, приводом 57 вдавливают пуансон 53, размещенный во втулке 55,и конусным дном 54 пуансона образуют пуклевку 46 в металлическом экране-чехле 35, либо пуклевку 27 в металлическом экране-чехле 25.
Все параметры способа оптимальные и любое отклонение в большую или меньшую сторону приводит к недостижению поставленной задачи.
Способ прошел испытания и при этом получены положительные результаты по повышению производительности изготовления ТВС и надежности их конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2256243C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2248052C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2249864C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2189644C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления головок, хвостовиков и сборки тепловыделяющих элементов (ТВЭЛ) в тепловыделяющие сборки (ТВС) моделей 0401, 493 для ядерного реактора ВВЭР-1000 и ВВЭР-440. Способ включает предварительное изготовление тепловыделяющих элементов для тепловыделяющей сборки моделей 0401, 493 ядерного реактора ВВЭР-1000 и ВВЭР-440, предварительное изготовление головки и хвостовика к тепловыделяющей сборке модели 0401 ядерного реактора ВВЭР-1000. Предварительное изготовление головки и хвостовика к тепловыделяющей сборке осуществляют поточно путем изготовления заготовок комплектующих, сварки их в полуфабрикаты, сборки, сварки и мехобработки полуфабрикатов в готовые головку и хвостовик, хвостовик подвергают вакуумному отжигу при температуре и времени, достаточных для снятия внутренних напряжений. Изобретение позволяет повысить производительность сборки ТВС всех модификаций за счет поточного выполнения операций изготовления головок и хвостовиков для ТВС соответствующей модификации, обеспечить из размеры под "ключ" и надежность крепления головок и хвостовиков. 3 с. и 3 з.п. ф-лы, 12 ил.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| US 4228573, 21.10.1980. | |||

