Изобретение относится к контролю качества контактно-сварочных соединений, а более конкретно к разрушающим методам контроля, и может найти применение в атомной энергетике на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерных реакторов, в частности для разрушающего контроля контактно-сварочных соединений ячеек дистанционирующих решеток ТВС.
Известно, что тепловыделяющие элементы (ТВЭЛы), входящие в ТВС для ядерного водо-водяного энергетического реактора типа ВВЭР-1000, имеют длину около 4 м, диаметр около 9 мм и практически нулевую осевую жесткость. Для того чтобы иметь достаточно жесткую конструкцию ТВС, в которую входят 312 ТВЭЛов, 18 направляющих каналов, одна центральная трубка, ТВЭЛы и трубки дистанционируются относительно дpуг дpyгa cтeнкaми ячеек дистанционирующих решеток, которые (стенки) закреплены между собой контактно-точечной сваркой в шестигранном ободе дистанционирующей решетки и установлены по высоте ТВС, где количество таких дистанционирующих решеток составляет 15 штук (cм. Б.А. Дементьев. Ядерные энергетические реакторы. Второе издание. М.: Энергоатомиздат, 1990, с.44, риc.2.13).
Дистанционирующая гексагональная решетка ТВС собрана из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных снаружи ободом, где в каждой ячейке выполнены внутренние выступы, прочно с натягом фиксирующие пропущенные сквозь ячейки тепловыделяющие элементы (ТВЭЛы) (см. Разработка, производство и эксплуатация ТВЭЛ энергетических реакторов, книга 1./Под редакцией Д. Г. Решетникова. М.: Энергоатомиздат, 1995, с.187). В местах расположения направляющих каналов и центральной трубы соответствующие ячейки отсутствуют, а посадочное место образовано частями контуров шести окружающих направляющий канал или центральную трубу ячеек (см. патент RU 2124238, МПК6 G 21 С 3/30, 3/31 от 20.05.97. Тепловыделяющая сборка ядерного реактора).
Дистанционирующие решетки и ТВЭЛы, обеспечивающие безаварийный ресурс с высоким выгоранием ядерного топлива, а также их работа в переходных режимах эксплуатации ядерного реактора возможна при использовании оболочек для ТВЭЛов и дистанционирующих решеток к ним из циркониевых сплавов. Известно также, что цирконий отличается склонностью к разъедающей коррозии, появляющейся в результате истирания металла между соприкасающимися поверхностями даже при отсутствии коррозионной среды под влиянием колебаний при очень малых амплитудах (Металлургия Циркония. Перевод с английского./Под редакцией Г.А. Меерсона и Ю.B. Гагаринского. М.: Издательство иностранной литеpaтуpы, 1959, с. 298). Это свойство циркония может привести к разгерметизации ТВЭЛов в ядерном реакторе, если, например, хотя бы одна ячейка дистанционирующей решетки оторвалась и потоком теплоносителя была вынесена за пределы дистанционирующей решетки, то в этом случае ТВЭЛ на этом участке потеряет жесткое крепление и в силу его нулевой осевой жесткости под воздействием потока теплоносителя будет вибрировать. Причем амплитуда его колебаний будет такой, что не исключается касание соседних ТВЭЛов и вывод их из строя вследствие разъедающей коррозии, возникающей под влиянием колебаний и касаний соседних ТВЭЛов.
Не исключается, что оболочка ТВЭЛа разрушится и разгерметизируется и в том случае, когда ячейка с соседними ячейками потеряет жесткое сцепление (непровар) стенок ячеек дистанционирующей решетки. Дистанционирующие решетки в ТВС должны соответствовать таким условиям, когда каждая ячейка, соединенная с соседними ячейками контактно-точечной сваркой должна иметь в месте сварки литое ядро требуемой эквивалентной площади (ОСТ.95.503-84 стандарт отрасли. Соединения сварные и паяные для изделий активных зон ядерных реакторов. Общие технические требования. Правила приемки и методы контроля качества. М. , 1997, с. 63, раздел 3.1, таблица 2). Опробованные методы неразрушающего контроля сварных соединений ячеек дистанционирующих соединений ячеек дистанционирующих решеток (ультразвуковой, рентгенографический) не дают положительных результатов вследствие невозможности отличить зоны диффузионного сцепления ячеек от литого ядра, сложности (невозможности) определения площади сечения литого ядра, большой трудоемкости контроля и сложности технологического оборудования.
Весьма сложное и дорогостоящее оборудование имеет тепловизионная установка контроля и разбраковки контактно-сварочных соединений стенок ячеек дистанционирующей решетки (см. Патент Российской Федерации RU 2138057 по заявке 97118174/09 от 30.10.97, МПК 6 G 01 R 31/00, Н 02 К 15/00. Тепловизионная установка контроля и разбраковки контактно-сварочных соединений).
Известен способ контроля контактно-точечных сварочных соединений, включающий предварительный контроль, при котором проверяют квалификацию сварщика, состояние оборудования, приспособлений и инструмента, материала деталей и их размеры, состояние свариваемых поверхностей и качество сборки деталей, периодически или систематически проверяют в процессе сварки исходные параметры режима и состояние электродов, тока, усилия сжатия, длительности импульса тока диаметра или радиуса сферы контактной поверхности электрода, после сварки осуществляют контроль сварного соединения технологического пробного образца с его разрушением и определением диаметра литого ядра (см. Н.С. Кабанов. Сварка на контактных машинах. М.: Высшая школа, 1973, с. 240-243, паp.75).
Известен также способ контроля соединений, включающий сварку технологических образцов с обеспечением одинаковых условий сварки детали (материал, толщина, подготовка поверхности), контроль с разрушением технологического образца по основному металлу и определением по диаметру вырыва размера литого ядра в сравнении с эталоном (см. Гуляев А.И. Технология и оборудование контактной сварки. М.: Машиностроение, 1985, с.217-219, пар. 31. Способы контроля качества сварных соединений).
Известные способы не полно характеризуют способ контроля сварных соединений ячеек дистанционирующих решеток между собой и к ободу, так как предназначены для других деталей.
Наиболее близким по техническим условиям и достигаемому положительному эффекту является способ контроля контактно-точечных сварных соединений, преимущественно контактно-точечных сварных соединений ячеек между собой и с ободом дистанционирующей гексагональной решетки тепловыделяющей сборки ядерного водо-водяного энергетического реактора (ВВЭР-1000, ВВЭР-440), разрушающим методом контроля, включающим входной контроль комплектующих деталей - ячеек и ободов по профилю ячеек, их толщине, размерам площадок под сварку, вписанному диаметру, состоянию поверхностей, влияющих на качество сварных соединений, материалу электродов, геометрии рабочей и посадочной частей электродов, состоянию поверхности рабочей и посадочной частей электродов и технологической сварочной оснастки, - операционный контроль качества сборки дистанционирующих решеток под сварку, состоянию оборудования и технологической оснастки путем выполнения технологических образцов в начале сварки, после замены или заправки (приработки) электродов, ремонта оборудования, переналадки его на сварку нового типоразмера изделия (дистанционирующих решеток для ТВС ВВЭР-1000 или ВВЭР-440), - приемочный контроль внешнего вида с разрушением технологического образца с вырывом и определением размера сварной точки (литого ядра) в плоскости сопряжения стенок ячеек в соответствии с эталоном или металлографическим исследованием (ОСТ 95.503-84 стандарт отрасли. Соединения сварные и паяные для изделий активных зон ядерных реакторов. Общие технические требования. Правила приемки и методы контроля качества. М. , 1997 г.,
1. Разработки. Государственным научным центром Российской Федерации - Всероссийским научно-исследовательским институтом неорганических материалов имени академика А.А. Бочвара.
2. Утвержден и введен в действие Приказом от 16.04.1984 г. 159.
3. Переиздание (январь 1997 г.) с изменениями 1, 2, 3, утвержденными Министерством Российской Федерации по атомной энергии, с.65-68, пар. 4.1, 4.2, 4.3).
Способ-прототип устраняет недостачки способов-аналогов в части полноты изложения, однако как показывает выборочный разрушающий контроль сварных соединений, все проконтролированные циркониевые дистанционирующие решетки имеют дo 3% бракованных точек сварки, т.е. имеет место отсутствие литого ядра в плоскости сопряжения стенок ячеек. Непровар или брак по сварке зависит от множества факторов, главными из которых являются состояние электродов сварочных клешей, исправность сварочной машины, устойчивость режимов сварки, устойчивость напряжения силы тока в цепи и т.д. О качестве сварного соединения судят при разрыве технологического образца (разрыв должен проходить с вырывом основного металла). Данный вид контроля не гарантирует 100%-ного соответствия всех сварных точек требованиям, предъявляемым к сварке ячеек дистанционирующих решеток (см. Патент Российской Федерации 2138057 от 30.10.97, опубликован 20.09.1999). Отсюда следует вывод, что выполнение одного технологического образца сварного соединения ячеек для одной дистанционирующей решетки недостаточно, т.к. возможны и не исключаются отклонения при сварке технологического образца и штатной дистанционирующей решетки.
Технической задачей изобретения является повышение качества сварных coeдинeний ячеек между собой и с ободом и надежности эксплуатации тепловыделяющих сборок в ядерном реакторе.
Эта техническая задача решается тем, что в способе контроля контактно-точечных сварных соединений, преимущественно контактно-точечных сварных соединений ячеек между собой и с ободом дистанционирующей гексагональной решетки тепловыделяющей сборки ядерного водо-водяного энергетического реактора разрушающим методом контроля, включающим
- входной контроль комплектующих деталей-ячеек и ободов по профилю ячеек, их толщине, размерам площадок под сварку, вписанному диаметру, состоянию поверхностей, влияющих на качество сварных соединений, материалу электродов, геометрии рабочей и посадочной частей электродов, состоянию поверхности рабочей и посадочной частей электродов и технологической сварочной оснастки,
- операционный контроль качества сборки дистанционирующих решеток под сварку, состоянию оборудования и технологической оснастки путем выполнения технологических образцов в начале сварки, после замены или заправки (приработки) электродов, ремонта оборудования, переналадки его на сварку нового типоразмера дистанционирующих решеток,
- приемочный контроль внешнего вида с разрушением технологического образца с вырывом и определением размера сварной точки (литого ядра) в плоскости сопряжения стенок ячеек технологического образца в соответствии с эталоном или металлографическим исследованием,
согласно изобретению технологический образец готовят по крайней мере из двух сопряженных между собой ячеек, устанавливают его вне поля ячеек в зону действия робота и сварочных клещей, после сварки и разрушения при приемочном контроле получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствию предъявляемым требованиям, после чего осуществляют сварку первого направления по всему полю ячеек параллельно двум противоположным граням гексагонального поля ячеек с одновременной сваркой образца-свидетеля в виде фрагмента из трех ячеек из числа поля ячеек и находящегося в поле ячеек, затем готовят второй технологический образец, после сварки и разрушения которого получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствию предъявляемым требованиям, после этого осуществляют сварку второго направления по всему полю ячеек параллельно двум другим противоположным граням гексагонального поля ячеек с одновременной сваркой образца-свидетеля по второму направлению, готовят третий технологический образец, после сварки и разрушения которого получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствию предъявляемым требованиям и осуществляют сварку третьего направления по всему полю ячеек параллельно двум третьим противоположным граням гексагонального образца-свидетеля по третьему направлению, при этом сварку фрагмента не производят, а из поля ячеек удаляют, после разрушения получают данные о качестве сварки поля ячеек по трем направлениям и на место фрагмент образца-свидетеля устанавливают ячейки и осуществляют сварку их между собой по трем направлениям и к соседним ячейкам.
На чертежах представлен способ контроля для контактно-точечных сварных соединений:
фиг.1 - дистанционирующая гексагональная решетка,
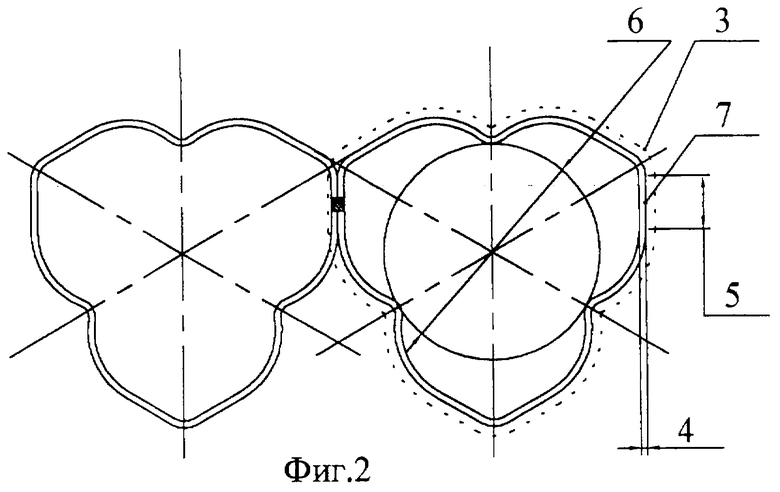
фиг.2 - технологический образец.
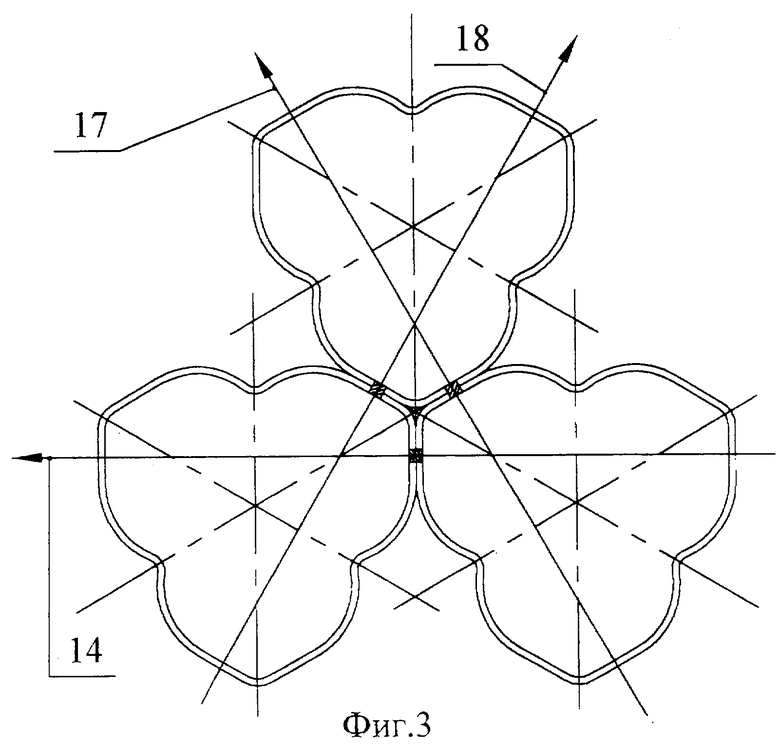
фиг.3 - образец-свидетель,
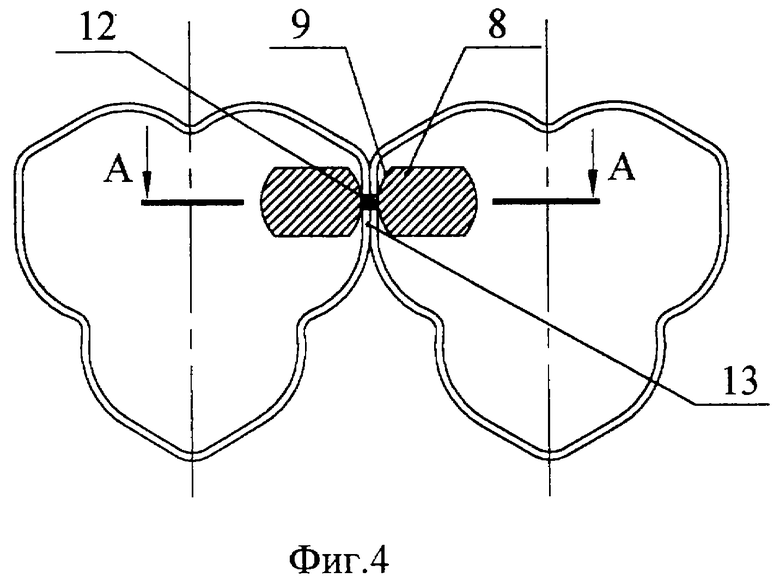
фиг.4 - сварка технологического образца, вид сверку,
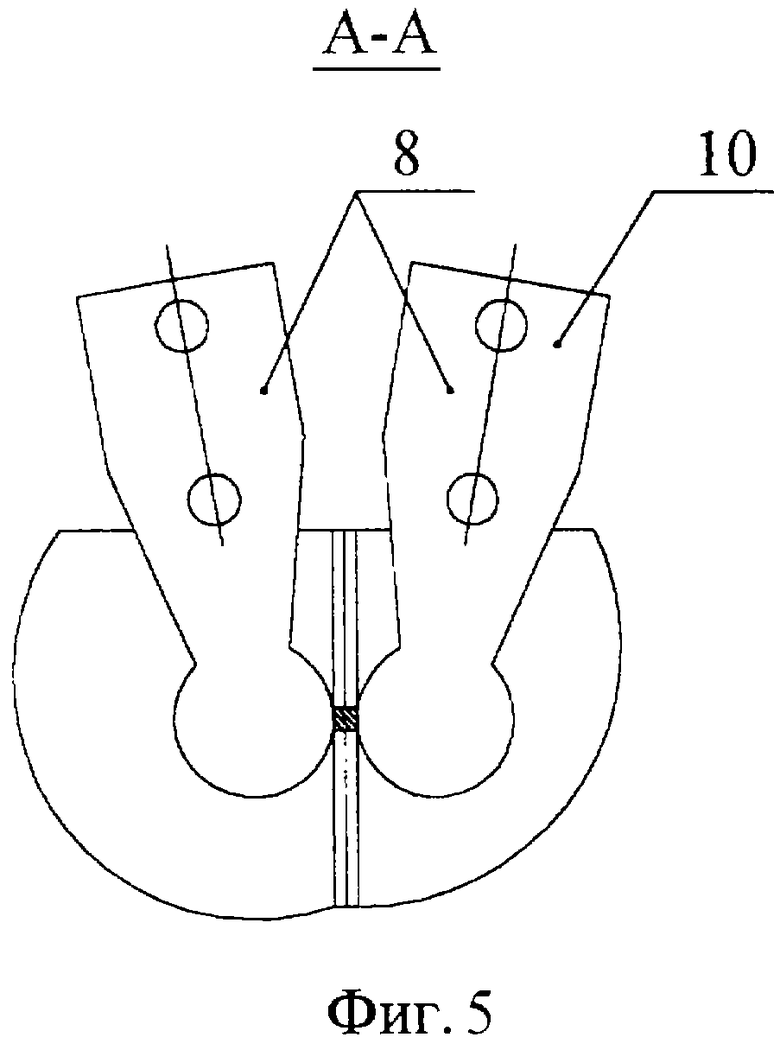
фиг.5 - сварка технологического образца, разрез.
Контроль контактно-точечных сварных соединений производится следующим образом: во-первых, входной контроль комплектующих деталей-ячеек 1 и ободов 2 по профилю ячеек 3, их толщине 4, размерам площадок под сварку 5, вписанному диаметру 6, состоянию поверхностей 7, влияющих на качество сварных соединений, материалу электродов 8, геометрии и состоянию рабочей 9 и посадочной 10 поверхностей электродов и технологической сварочной оснастки, во-вторых, операционный контроль качества сборки дистанционирующих решеток под сварку, состоянию оборудования и технологической оснастки путем выполнения технологических образцов 11 в начале сварки, после замены или заправки (приработки) электродов, ремонта оборудования, переналадки его на сварку нового типоразмера дистанционирующих решеток, в-третьих, приемочный контроль внешнего вида с разрушением технологическое образца 11 с вырывом и определением размера сварной точки (литого ядра) 12 в плоскости сопряжения 13 стенок ячеек 1 технологического образца в соответствии с эталонов или металлографическим исследованием, технологический образец 11 готовят по крайней мере из двух сопряженных между собой ячеек 1, устанавливают его вне поля ячеек в зону действия робота и сварочных клещей, после сварки и разрушения при приемочном контроле получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру 12 между сопряженными поверхностями 13 ячеек 1 технологического образца 11 и его соответствию предъявляемым требованиям, после чего осуществляют сварку первого направления 14 по всему полю ячеек параллельно двум противоположным граням 15 гексагонального поля ячеек с одновременной сваркой образца-свидетеля 16 в виде фрагмента из трех ячеек 1 из числа поля ячеек и находящегося в поле ячеек, затем готовят второй технологический образец, после сварки и разрушения которого получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру 12 между сопряженными поверхностями 13 ячеек 1 технологического образца 11 и его соответствию предъявляемым требованиям, после этого осуществляют сварку второго направления 17 по всему полю ячеек параллельно двум другим противоположным граням гексагонального поля ячеек с одновременной сваркой образца свидетеля 16 по второму направлению 17, готовят технологический образец 11, после сварки и разрушения которого получают подтверждение о неисправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру 12 между сопряженными поверхностями 13 ячеек 1 технологического образца 11 и его соответствию предъявляемым требованиям и осуществляет сварку третьего направления 18 по всему полю ячеек параллельно двум третьим противоположенным граням 15 гексагонального образца-свидетеля 16 по третьему направлению 18, при этом сварку образца-свидетеля к соседним ячейкам 1 не производят, а из поля ячеек удаляют, после разрушения получают данные о качестве сварки поля ячеек по трем направлениям и на место фрагмента образца-свидетеля устанавливают ячейки 1 и осуществляют сварку их между собой по трем направлениям 14, 17, 18 и к соседним ячейкам 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2179754C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
Изобретение может быть использовано при разрушающем контроле качества на предприятиях изготовления тепловыделяющих сборок для ядерных реакторов. Из двух сопряженных между собой ячеек готовят технологический образец и устанавливают его вне поля ячеек в зону действия робота и сварочных клещей. После сварки и разрушения при приемочном контроле по литому ядру получают подтверждение о исправности оборудования, технологической оснастки и соответствия параметров сварки. Затем осуществляют сварку первого направления по всему полю ячеек параллельно двум противоположным граням гексагонального поля ячеек с одновременной сваркой находящегося в поле ячеек образца-свидетеля в виде фрагмента из трех ячеек. Аналогичным образом готовят и испытывают второй технологический образец. Осуществляют сварку второго направления по всему полю ячеек параллельно двум другим противоположным граням гексагонального поля ячеек с одновременной сваркой образца-свидетеля по второму направлению. Готовят и испытывают третий технологический образец. Осуществляют сварку третьего направления по всему полю ячеек параллельно двум противоположным граням образца-свидетеля по третьему направлению. При этом сварку образца-свидетеля не производят. После разрушения получают данные о качестве сварки поля ячеек по трем направления. На место фрагмента образца-свидетеля устанавливают ячейки и осуществляют сварку их между собой по трем направлениям и к соседним ячейкам. Изобретение позволяет повысить качество сварных соединений ячеек между собой и с ободом и надежность эксплуатации тепловыделяющих сборок в ядерном реакторе. 5 ил.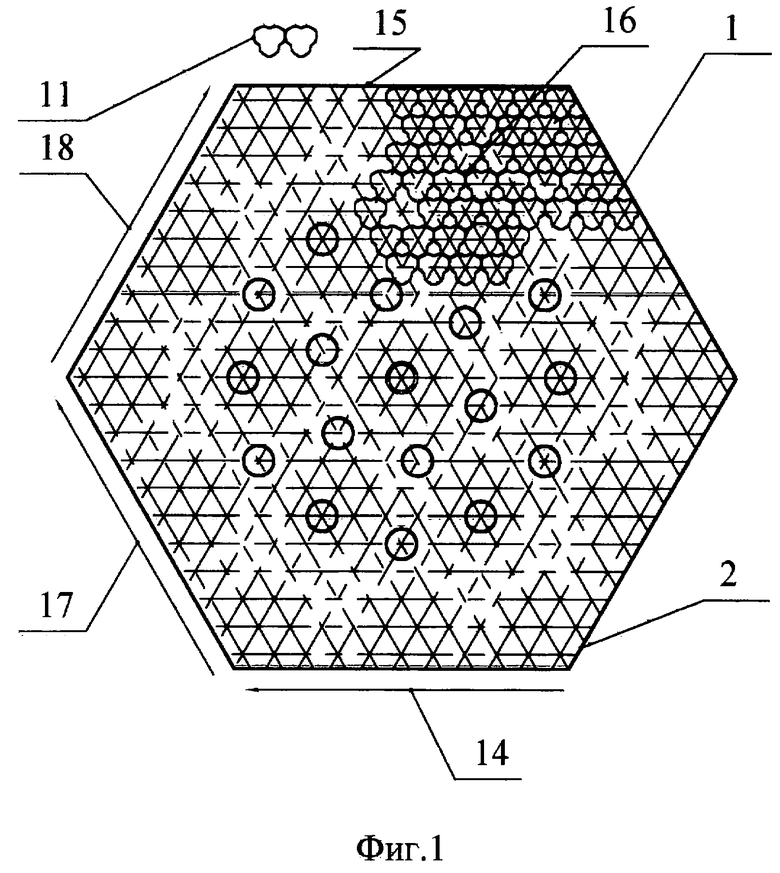
Способ контроля контактно-точечных сварных соединений, включающий входной контроль ячеек и ободов по профилю ячеек, их толщине, размерам площадок под сварку, вписанному диаметру, состоянию поверхностей, влияющих на качество сварных соединений, материалу электродов, геометрии рабочей и посадочной частей электродов, состоянию поверхности рабочей и посадочной частей электродов и технологической сварочной оснастки, операционный контроль качества сборки дистанционирующих решеток под сварку, состояния оборудования и технологической оснастки путем выполнения технологических образцов в начале сварки, после замены, заправки электродов, ремонта оборудования, переналадки его на сварку нового типоразмера дистанционирующих решеток, приемочный контроль внешнего вида с разрушением технологического образца с вырывом и определением размера литого ядра в плоскости сопряжения стенок ячеек технологического образца в соответствии с эталоном, отличающийся тем, что технологический образец готовят, по крайней мере, из двух сопряженных между собой ячеек, устанавливают его вне поля ячеек в зону сварки, после сварки и разрушения при приемочном контроле получают подтверждение об исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствия предъявляемым требованиям, после чего осуществляют сварку первого направления по всему полю ячеек параллельно двум противоположным граням поля ячеек с одновременной сваркой образца-свидетеля в виде фрагмента из трех ячеек из числа поля ячеек и находящегося в поле ячеек, затем готовят второй технологический образец, после сварки и разрушения которого получают подтверждение об исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствия предъявляемым требованиям, после этого осуществляют сварку второго направления по всему полю ячеек параллельно двум другим противоположным граням поля ячеек с одновременной сваркой образца-свидетеля по второму направлению, готовят третий технологический образец, после сварки и разрушения которого получают подтверждение об исправности оборудования, технологической оснастки и соответствия параметров сварки по литому ядру между сопряженными поверхностями ячеек технологического образца и его соответствии предъявляемым требованиям и осуществляют сварку третьего направления по всему полю ячеек параллельно двум третьим противоположным граням образца-свидетеля по третьему направлению, при этом сварку образца-свидетеля к соседним ячейкам не производят, а из поля ячеек по трем направлениям и на место фрагмента образца-свидетеля устанавливают ячейки и осуществляют сварку их между собой по трем направлениям и к соседним ячейкам.
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Соединения сварные и паяные для изделий активных зон ядерных реакторов | |||
| Общие технические требования | |||
| Правила приемки и методы контроля качества | |||
| - М., 1997 | |||
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124238C1 |
| US 5422498 А, 06.06.1995 | |||
| ГУЛЯЕВ А | |||
| И | |||
| Технология и оборудование контактной сварки | |||
| - М.: Машиностроение, 1985, с.217-219. | |||
