Эта заявка представляет собой частичное продолжение заявки на патент США с регистрационный номером 08/778806, зарегистрированной 31 декабря 1996 г. под названием "Стойкий к напряжению соединитель и способ снижения напряжения его корпуса", и заявки на патент США с регистрационным номером 08/728194, зарегистрированной 10 октября 1996 г. под названием "Соединитель с высокой плотностью выводов".
Эта заявка определяет приоритет предварительной заявки на патент США с регистрационным номером 60/027611, зарегистрированной 10 октября 1996 г. под названием "Плоский матричный соединитель".
Эта заявка связана также с заявкой на патент США с регистрационным номером 08/777579 под названием "Соединитель с высокой плотностью выводов", с регистрационным номером 08/778380 под названием "Способ Изготовления соединителя с высокой плотностью выводов", и заявкой на патент США с регистрационным номером 08/778398 под названием "Контакт для использования в электрическом соединителе", которые все зарегистрированы 31 декабря 1996 г. Раскрытия вышеназванных заявок включены в настоящую заявку путем ссылки.
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение касается электрических соединителей, и более конкретно - соединителей с высокой плотностью вводов-выводов, имеющих малую высоту сопрягаемых деталей.
Краткое описание известных разработок
Тенденция снижения размера электронного оборудования, в частности персональных портативных устройств, и добавления дополнительных функций такому оборудованию дали продолжение проведения миниатюризации всех компонентов, особенно электрических соединителей. Усилия в отношении минимизирования соединителей включают в себя уменьшение шага между выводами однорядных или двухрядных соединителей, так что относительно большое количество вводов-выводов или других линий можно взаимно соединять соединителями, которые размещены на сильно ограниченных участках на подложках схем, выделяемых для расположения соединителей. Проведение миниатюризации также сопровождалось переходом к предпочтению методов поверхностного монтажа (МПМ) для монтажа компонентов на монтажных платах. Сочетание увеличивающегося использования МПМ и требуемого малого шага между выводами линейных соединителей дали приближение к пределам МПМ для соединителей большого объема низкой стоимости. Уменьшение шага между выводами увеличивает опасность замыкания между соседними паяными контактными площадками или выводами во время оплавления припойной пасты.
Для удовлетворения необходимости увеличенной плотности вводов-выводов предложены матричные соединители. Такие соединители имеют плоскую двухмерную матрицу выводов, смонтированную на изоляционной подложке, и могут обеспечить увеличенную плотность. Однако эти соединители представляют определенные трудности в отношении крепления к подложкам схем методом МПМ, потому что концы крепления на поверхности большинства, если не всех, выводов должны находиться под корпусом соединителя.
В результате этого используемые методы монтажа должны иметь высокую надежность, потому что трудно выполнять визуальную проверку паяных соединений или их ремонт, если это необходимо.
При монтаже интегральной схемы (ИС) на пластмассовой или керамической подложке стало обычным использование матрицы типа шариковой решетки (МШР) и других аналогичных корпусов. В корпусе МШР сферические шариковые выводы из припоя, прикрепленные к корпусу ИС, располагают на электрических контактных площадках подложки схемы, на которую нанесен слой припойной пасты, обычно посредством использования трафарета или маски. Затем блок нагревают до температуры, при которой припойная паста и, по меньшей мере, часть или все шариковые выводы из припоя расплавляются и сплавляются с нижележащей проводящей площадкой, образованной на подложке схемы. Благодаря этому ИС соединяется с подложкой без необходимости применения внешних проводов на ИС.
Хотя использование МШР и аналогичных систем при соединении ИС с подложкой имеет много преимуществ, стало желательным применение средств для монтажа электрического соединителя или аналогичного компонента на плате с печатным монтажом (ППМ) или другой подложке. В случае большинства подложек важно, чтобы сцепляющиеся с подложкой поверхности шариковых выводов из припоя оказывались копланарными для образования по существу плоской монтажной поверхности, чтобы при конечном применении шарики равномерно оплавлялись и припаивались к плоской подложке печатной платы. Любые существенные различия в копланарности припоя на данной подложке могут приводить к плохому выполнению пайки, когда соединитель оплавляют на печатную плату. Чтобы добиться высокой надежности пайки, пользователи устанавливают требования очень строгой копланарности, обычно порядка 0,004-0,008 дюйма (или 0,1016-0,2032 мм). На копланарность шариковых выводов из припоя оказывает влияние размер шарикового вывода из припоя и его расположение на соединителе. Окончательный размер шарика зависит от суммарного объема припоя, первоначально имеющегося в припойной пасте и шариковых выводах из припоя. При нанесении шариковых выводов из припоя на контакты соединителей это соображение вызывает определенные сомнения, потому что изменения объема контакта соединителя, получаемого в массе припоя, влияет на потенциальное непостоянство размера массы припоя и, следовательно, на копланарность шариковых выводов из припоя на соединителе по монтажной поверхности.
Другая проблема, возникающая при припаивании соединителей к подложке, состоит в том, что соединители часто имеют изоляционные корпуса со сравнительно сложной формой, например, некоторые имеют многочисленные полости. Остаточные напряжения в таких термопластических корпусах могут появляться в результате процесса прессования в форме накапливания напряжения под действием введения контакта или сочетания и того и другого. Эти корпуса могут коробиться или скручиваться либо вначале, либо при нагреве до температур, необходимых в процессах МПМ, например, температур, необходимых для оплавления шариковых выводов из припоя. Такое коробление или кручение корпуса может вызывать размерную несогласованность между узлом соединителя и ППМ, приводимую к ненадежной пайке из-за того, что элементы поверхностного монтажа, например шариковые выводы из припоя, не имеют достаточного контакта с припойной пастой или не находятся близко к ППМ перед пайкой. Вышеназванные исходные или связанные заявки направлены на решение этих конструктивных сомнений. Тенденция к снижению размера соединителя касается не только размеров площади корпуса, но также высоты сопряженного разъема. При уменьшении размера электрического оборудования появляется необходимость упаковывать монтажные платы ближе друг к другу. Настоящее изобретение решает задачу создания соединителей с высокой плотностью выводов, в частности, плоских соединителей для уменьшения промежутков между упакованными в стопку монтажными платами, и более конкретно, соединителей, в которых использованы способы крепления матрицей типа шариковой решетки.
Краткое изложение сущности изобретения
Соответствующие настоящему изобретению электрические соединители обеспечивают высокую плотность вводов-выводов и уменьшенную высоту упаковывания в стопку.
Высота сопряженного соединителя уменьшается благодаря использованию углубленных площадок в сопрягающейся поверхности одного корпуса соединителя для принятия отдаленной части вывода, связанного с сопрягающимся соединителем. Уменьшенная высота сопрягаемого соединителя также достигается благодаря площадки разгрузки в корпусе соединителя для обеспечения возможности изгиба нижних участков контактных шинок контактного вывода.
Общая длина контакта уменьшена посредством расширения консольных контактных шинок соединителя розеточной части за пределы изгиба вывода по направлению к контакту вилочной части, имеющему сравнительно короткое удерживающее основание. Контактные выводы и вилочной и розеточной частей расположены в проходе, имеющем удерживающее приспособление, которое зацепляет в центре контактный вывод, позволяя тем самым довести до максимума длину стержня и достигнуть приемлемых эксплуатационных характеристик. Приспособления удержания контактных выводов можно располагать в промежуточном местоположении по длине одной или более контактных шинок.
На участке удержания контактного вывода можно разместить тепловые прерыватели. Прерыватели управляют просачиванием (проникновением) припоя вдоль вывода от монтажной поверхности, когда на выводе образуется плавкий материал.
Контактные выводы можно удерживать в корпусе соединителя выступом или выступами в проходе для вывода, которые зацепляют участок удержания вывода или отверстие, образованное в участке удержания вывода. Такое устройство крепления вывода минимизирует накопление напряжения в корпусе соединителя, снижая тем самым тенденцию к изгибу или короблению отлитого в форме корпуса соединителя.
Краткое описание чертежей
Соответствующие настоящему изобретению способ и соединитель далее описываются со ссылкой на соответствующие чертежи, на которых:
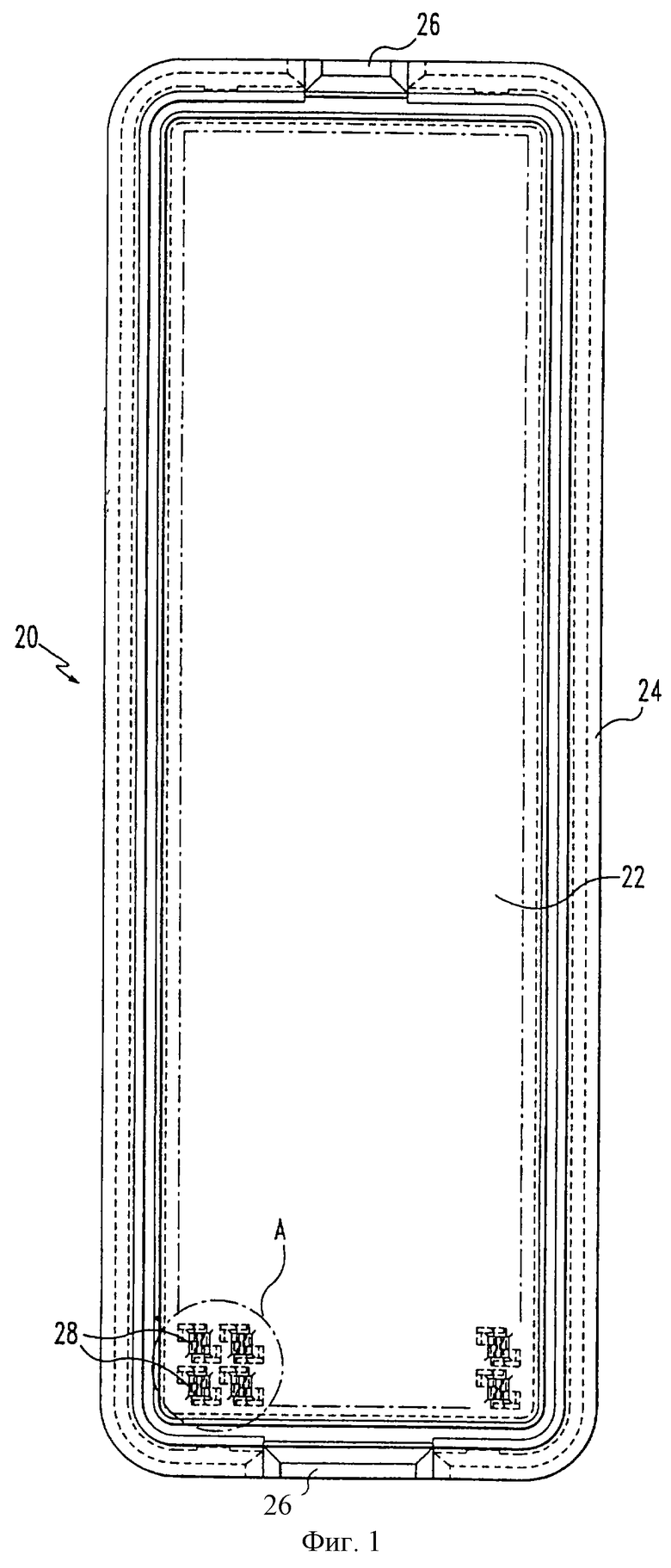
Фиг.1 представляет вид сверху воплощающей настоящее изобретение вилочной части соединителя.
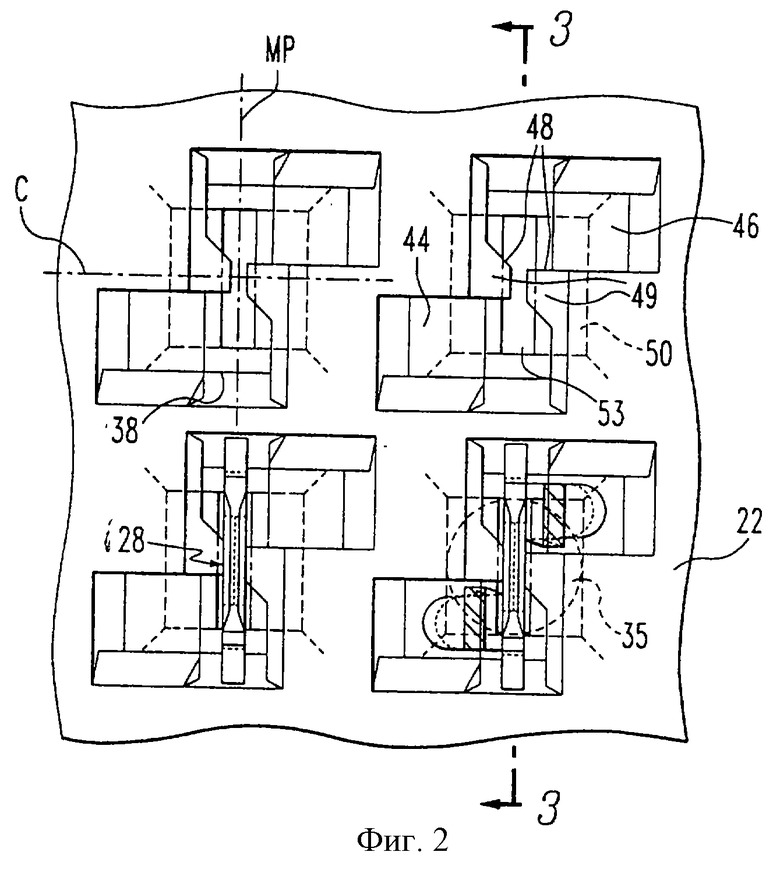
Фиг. 2 представляет увеличенный вид участка А показанной на фиг.1 вилочной части.
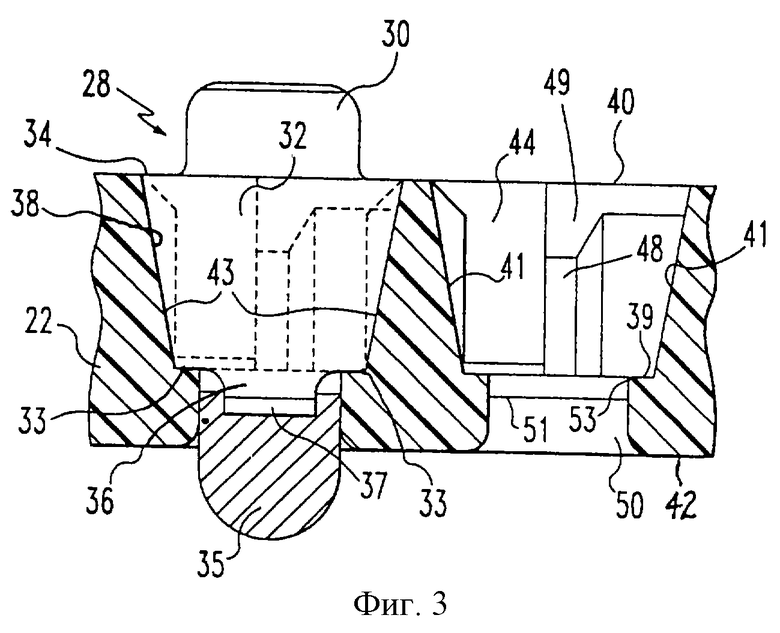
Фиг. 3 представляет поперечный разрез показанного на фиг.2 участка, взятый в направлении линии З-З.
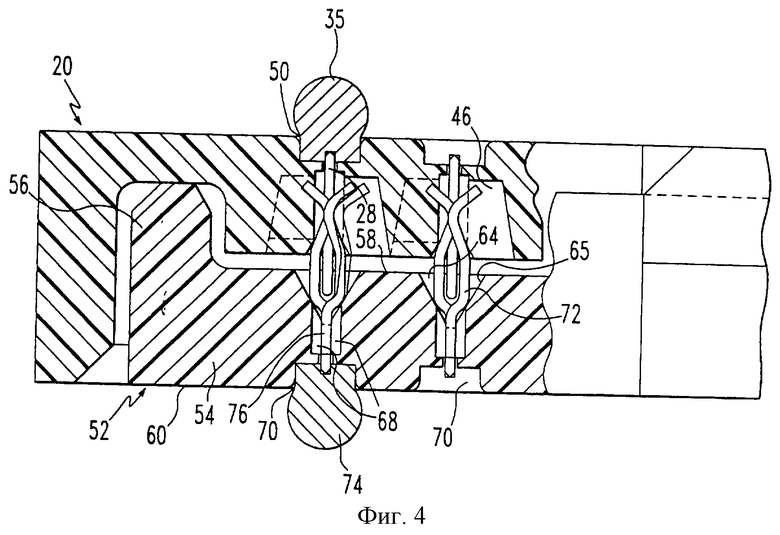
Фиг.4 представляет частичный вырез вида поперечного разреза, показанного на фиг.1-3 элемента вилочной части, сопряженного с розеточной частью.
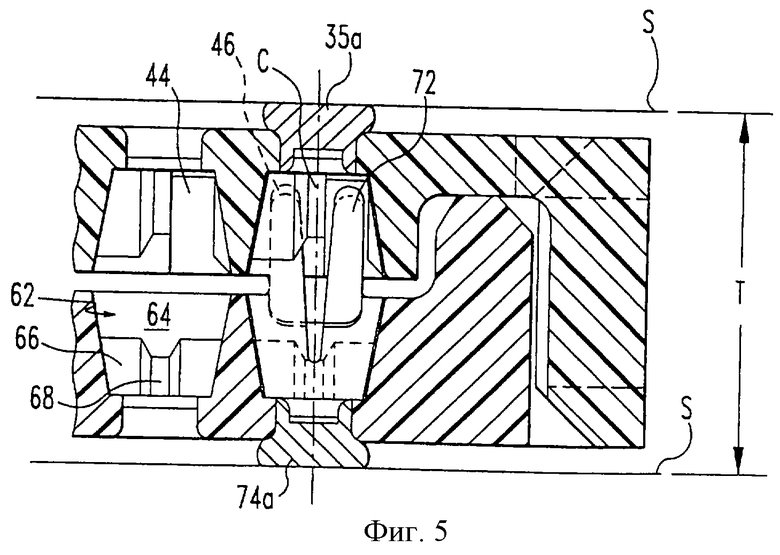
Фиг.5 представляет вид в поперечном разрезе частичного выреза показанных на фиг. 4 розеточной и вилочной частей в нормальной ориентации относительно ориентации, показанной на фиг.4 и смонтированной между упакованными в стопку подложками схем.
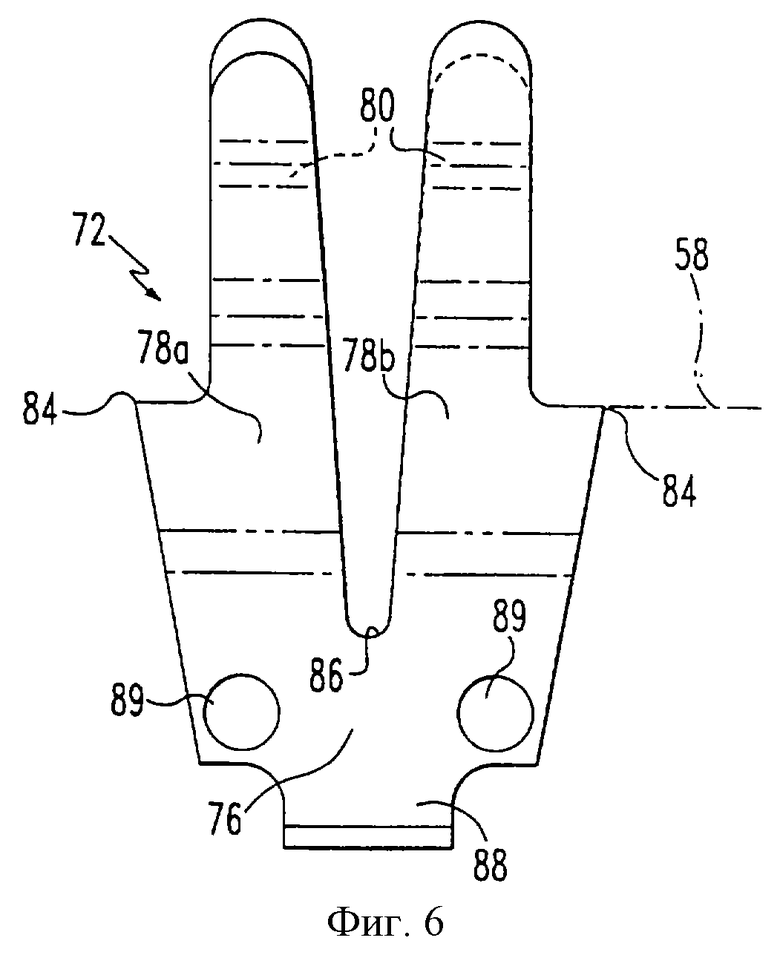
Фиг. 6 представляет увеличенный вид показанного на фиг.4 и 5 контактного вывода розеточной части.
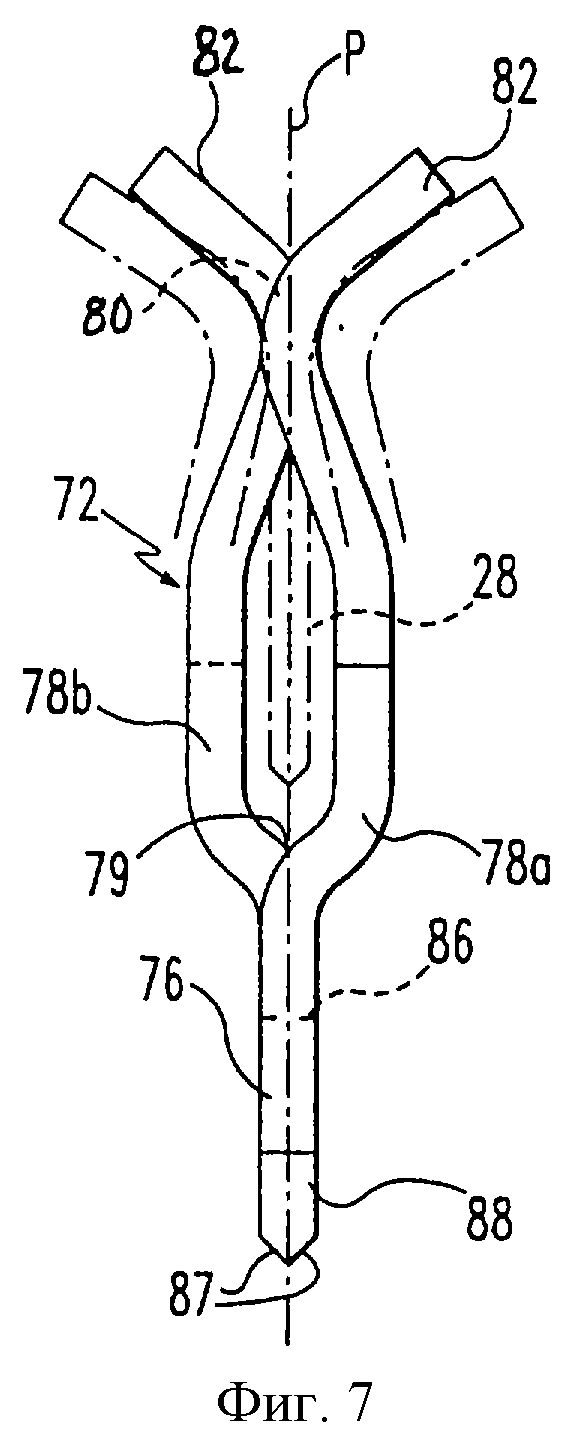
Фиг.7 представляет вид сбоку показанного на фиг.6 контактного вывода розеточной части.
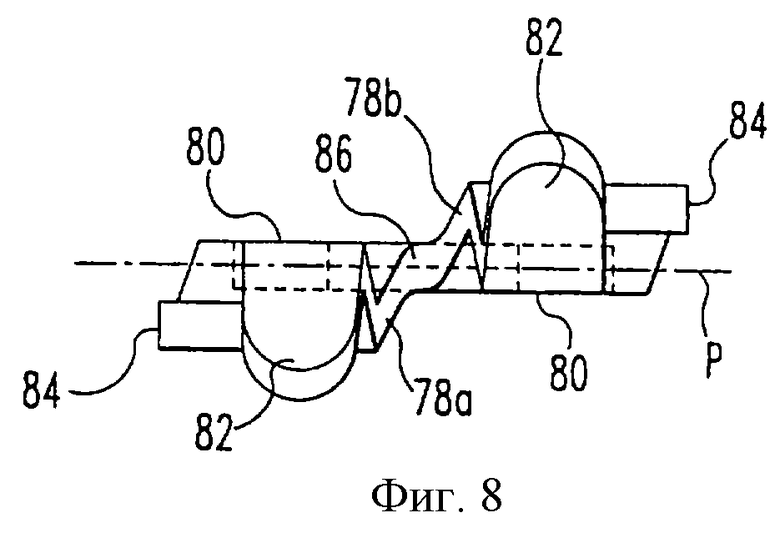
Фиг. 8 представляет вид сверху показанного на фиг.6 и 7 контактного вывода розеточной части.
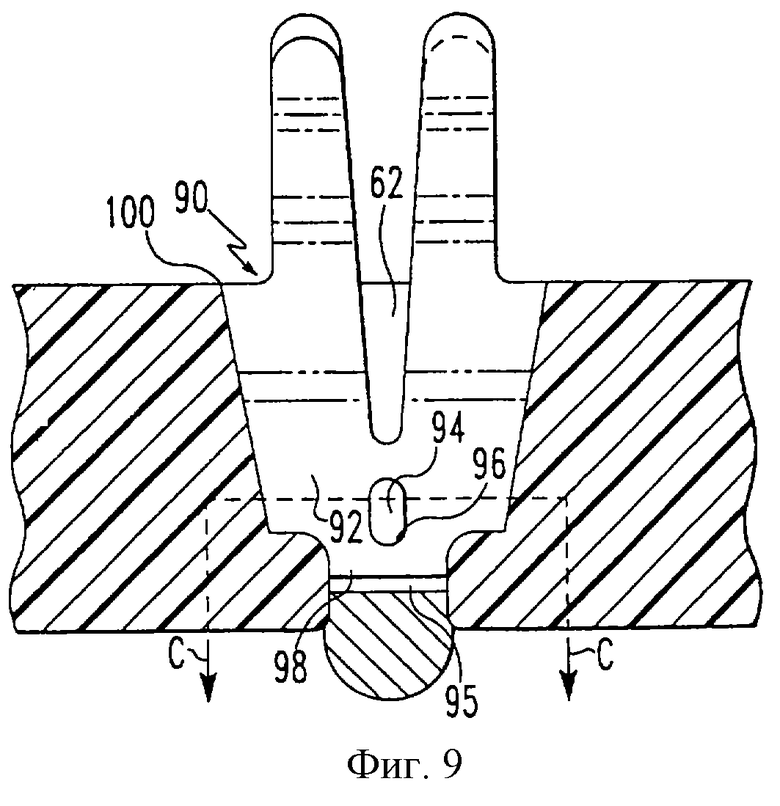
Фиг.9 представляет увеличенный вид второго варианта осуществления контактного вывода розеточной части.
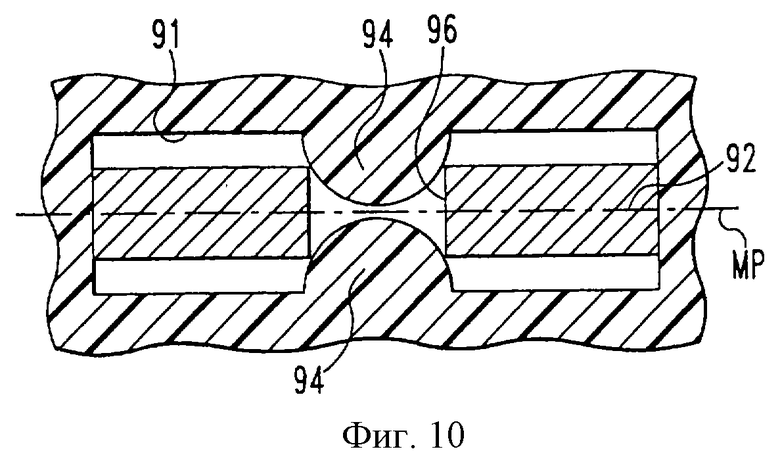
Фиг. 10 представляет вид выреза в поперечном разрезе по линии С-С фиг.9 участка удержания контактного вывода, удерживаемого в проходе.
Описание предпочтительных вариантов осуществления изобретения
На фиг.1 показана вилочная часть соединителя 20, имеющего тело или корпус, содержащий элемент 22 по существу плоского основаниями, и окружающую периферическую стенку 24. На каждой торцевой стенке имеются поляризующие/выравнивающие лепестки 26, направленные вверх от стенки 24 для обеспечения правильного сопряжения вилочной части соединителя 20 с его сопутствующей розеточной частью соединителя 52, описываемой ниже. Корпус соединителя предпочтительно образован в виде одной неразъемной детали посредством прессования в форме изоляционного полимера. Полимером предпочтительно является полимер, способный выдерживать температуры оплавления МПМ (метода поверхностного монтажа), например жидкокристаллический полимер.
Соединитель 20 вилочной части включает в себя матрицу вилочных контактных выводов 28, которые удерживаются в виде необходимого рисунка, например двухмерной матрицы, на корпусе соединителя. Для простоты чертежа показаны только несколько участков выводов.
Как показано на фиг. 3, каждый вилочный вывод 28 содержит по существу плоский контактный вывод, имеющий сопрягающийся участок 30 для сопряжения с розеточным контактным выводом 72, который будет описан ниже. Вилочный вывод 28 включает в себя также участок 32 удержания, приспособленный для удержания в корпусе 22 соединителя способом, который будет описан ниже. Участок 32 удержания включает в себя пару противолежащих закраин 34, к которым применяется сборочно-монтажная установка для вставления вывода 28 в проход 38 для вывода, образованный в корпусе 22 соединителя. На закраинах 34 можно также образовать заусенцы или зазубрины для содействия удержанию вывода в проходе 38. Лепесток 36 из припоя проходит от участка 32 удержания через имеющее форму прорези отверстие 53 в основании прохода 38 и приспособлен так, чтобы на нем была наплавлена плавкая контактная масса или тело подложки типа шарикового вывода 35. Передняя кромка лепестка из припоя предпочтительно скошена по направлению к его кончику на одной или обеих боковых сторонах вывода, например в виде фаски или конуса 37. Шариковые выводы 35 из припоя наплавляют на вилочные выводы 28 и розеточные выводы 72 (описываемые ниже) способом, описанным в заявках на патенты с регистрационными номерами 08/778806 и 08/728194.
Как показано на фиг.3, контактный вывод 28 удерживается в проходе 38 для вывода, образованном в корпусе 22 соединителя. Проход 38 простирается от сопрягающейся границы раздела или поверхности 40 по направлению к монтажной поверхности 42. В монтажной поверхности 42 образовано углубление типа выемки или кармана 50, с выравниванием и связью с каждым проходом 36 через щелевое отверстие 53. Сопрягающийся контактный участок 30 проходит от сопрягающейся границы 40 раздела, а лепесток 36 из припоя проходит в карман 50. Вывод 28 располагают по существу в один ряд со срединной плоскостью МР (фиг.2) прохода 38.
Выводные контакты 28 закреплены в корпусе 22 таким способом, чтобы избегать создания напряжения в отлитом в форме пластмассовом корпусе при вставлении выводов. Эта цель достигается в предпочтительном варианте осуществления посредством использования противолежащих выступов 48. В верхней части каждого выступа 48 образована поверхность 49 ввода. Расстояние между отдаленными частями выступов 48 меньше толщины металлического вывода 28, благодаря чему создается прессовая посадка. Таким образом, отдаленная часть каждого выступа 48 сцепляется и деформируется контактным выводом во время вставления вывода 28 в проход 38 и прорезь 53. Отдаленные части выступов 48 предпочтительно разнесены на равные расстояния от срединной плоскости МР, так что при вставлении вывода получаются по существу равные величины деформирования каждого выступа. В результате нормальные силы, прикладываемые к участку 32 удержания вывода, по существу оказываются сбалансированными, что содействует выравниванию вдоль срединной плоскости МР. Контактный вывод жестко удерживается в проходе 38 и прорези 53 посредством нормальных усилий, прикладываемых к контактному выводу деформированными выступами. Вводные поверхности 49 и скошенные кончики 37 снижают вероятность скашивания выступа 48 во время вставления, минимизируя тем самым удаление материала с выступа 48. Отдаленная часть каждого выступа деформируется и развивает удерживающую силу, но силу, которая локализуется, так что устраняется накопление напряжений в корпусе. Обеспечение пары противолежащих, по существу идентичных выступов 48, расположенных на равных расстояниях от срединной плоскости МР, содействует установке на место с малым допуском контактного вывода 28 вдоль срединной плоскости МР.
Одно из преимуществ конструкции удержания вывода, показанной на фиг.3 и описанной в вышеупомянутых заявках на патенты, возникло из ситуации, когда после оплавления для крепления шарикового вывода 35 из припоя к выводу 28 вывод закрепляют в корпусе 22 в блокированном положении при условиях, близких к "нулевому зазору". Это является результатом следующих условий. Вывод 28 располагают у "основания" в проходе 38 посредством вставления вывода до сцепления нижних закраин 33 поверхностей 39 основания прохода. Это располагает вывод 28 в положении вертикального направления вниз относительно показанного на фиг.3 вида. После оплавления с целью крепления массы 35 припоя на лепесток 36 способом, описанным, например, в заявках на патенты 08/728194 и 08/778806, шариковый вывод из припоя и (или) припойная паста, расположенные в кармане 50, образуют массу, которая заполняет карман 50 и согласуется с его формой. В результате этого масса 35 припоя сцепляется с основанием 51 выемки 50. Таким образом, масса 35 оплавленного припоя служит для предотвращения перемещения вывода 28 вверх (если смотреть на фиг.3) из прохода 38.
Вывод 28 располагают в направлении рядом друг с другом посредством сцепления боковых кромок 43 участка 32 удержания относительно боковых стенок 41 прохода 38. Боковые стенки 41 и боковые кромки 43 предпочтительно имеют конус согласования, как показано, для содействия правильному расположению вывода 28. Возвращаясь к фиг.2, отметим, что вывод 28 удерживается расположенным по центру в проходе 38 (в направлении слева направо на фиг.2) посредством противолежащих выступов 48. Это дает расположение вывода 28 в корпусе 22 при состоянии допустимых отклонений, которые приближаются к допускам, достигаемым при формовке вкладыша. Улучшенные общие достигаемые уровни допусков получаются в результате минимизирования допусков, которые обычно имеются, когда в пластмассовый корпус вставляют металлические выводы. То есть позиционные допуска уменьшаются, оставляя установочные допуска (допуска между сопрягающимися соединителями) в качестве основного допуска, подлежащего включению в детали. Во время вставления поддерживается шаг между выводами, словно выводы все же смонтированы на ленте несущего элемента. Допуск малого шага, достигаемый во время операции пропуска вывода, по существу сохраняется после вставления вывода посредством применения раскрытой выше системы удержания контакта.
Хотя предпочитается показанная на фиг.2 и 3 форма поперечного разреза выступов 48, можно использовать выступы или ребра несколько отличающихся формы и размера. Описание механизма действия этой системы удержания приведено в заявках на патенты с регистрационными номерами 08/728194 и 08/778806. Деформирование выступов 48 выводами 28 создает фрикционные силы, достаточные для удержания положения выводов в корпусе перед оплавлением шариковых выводов 35 из припоя.
Рядом с каждым проходом 38 находятся одна или более выемки 44, 46 принятия кончиков, которые приспособлены для принятия отдаленных частей сопрягающихся контактных выводов 72 розеточной части. Кроме того, выемки 44, 46 образованы с одной боковой стороной, прилегающей к проходам 38. В показанном на фиг.2 и 3 варианте осуществления выемки находятся на противоположных сторонах срединной плоскости МР. Эти выемки также смещены в боковом направлении друг от друга, то есть они находятся на противоположных сторонах средней плоскости С, которая ортогональна срединной плоскости МР. На фиг.4 и 5 показаны отдаленные части контактных шинок контактного вывода 72 розеточной части, расположенные в выемках 44, 46.
Обращаясь к фиг.4 и 5, видно, что показан соединитель 52 розеточной части для сопряжения с соединителем 20 вилочной части. Соединитель 52 розеточной части включает в себя корпус 54, предпочтительно образованный из того же изоляционного прессованного в форме полимера, как и соединитель 20 вилочной части. Корпус 54 окружает периферическая стенка 56, которая включает в себя вырезанные участки (не показанные) для принятия поляризующих/располагающих лепестков 26 соединителя вилочной части. Элемент 54 основания или корпуса включает в себя проходы 62 розеточной части для принятия выводов 72 розеточной части. При использовании выводов розеточной части показанного на фиг. 6, 7 и 8 типа проходы 62 предпочтительно включают в себя противолежащие разгрузочные области 64 для размещающего принятия вывода 28 вилочной части в образованных контактных шинках 78а, 78в (фиг.4 и 5). Разгрузочные области 64 предпочтительно образованы вводными поверхностями 65, которые проходят по верхним участкам выступов 68 и включают их в себя.
Проходы 62 включают в себя также боковые стенки 66. Противолежащие выступы 68 удержания вывода проходят от боковых стенок 66 по направлению к участкам 76 основания (фиг.6 и 7) выводов 72 розеточной части. Выступы 68 деформируются при вставлении выводов 72 розеточной части таким же образом, как описано выше в отношении выступов 48 в соединителе 20 вилочной части. Фаска 87 кончиков 88 и вводные поверхности 65 содействуют достижению деформирования, а не изъятия отдаленных частей выступов 68, как было описано выше в связи с фиг.3.
Каждый проход 62 розеточной части простирается от сопрягающей границы 58 раздела корпуса 54 к выемке или карману 70, образованному в монтажной границе раздела или поверхности 60. Как показано на фиг.4, карман 70 приспособлен для принятия контактной массы подложки типа шариковых выводов 74 из припоя, которые припаяны к выводам 72 и по существу заполняют карман 70 и сообразуются с его формой. Таким образом, выводы розеточной части удерживаются и располагаются по существу таким же способом, как и выводы 28 вилочной части.
Как показано на фиг.5, конфигурации корпусов 22 и 54 вилочной и розеточной частей и конфигурации контактных выводов 28 вилочной части и контактных выводов 72 розеточной части позволяют минимизировать высоту сопрягаемых соединителей. Это, в свою очередь, позволяет минимизировать высоту Т упаковки стопкой между упакованными в стопку подложками S схем после второго оплавления шариковых выводов 35а и 74а из припоя.
Теперь будет подробно дополнительно описана предпочтительная форма вывода 72 розеточной части со ссылкой на фиг.6-8. Каждый контактный вывод розеточной части включает в себя участок 76 основания и пару консольных пружинных контактных шинок 78а, 78в. Как показано на фиг.7, участок 76 основания по существу плоский и может рассматриваться определяющим идущую в продольном направлении центральную плоскость Р контакта. Как показано на фиг.7, каждая из контактных шинок 78а, 78в расходится в противоположные стороны от плоскости Р в средней области контактных шинок с целью образования между ними петли 79, которая разнесена от основания 86 зазора, расположенного между двумя контактными шинками.
Отдаленные части шинок 78а, 78в затем сходятся по направлению к плоскости Р с целью образования контактных участков 80 для зацепления выводов вилочной части. Вводные части 82 образованы на концах шинок 78а, 78в, чтобы содействовать сопряжению с контактом 28 вилочной части. Между концами каждой из шинок 78а, 78в образована остроконечная закраина 84. Остроконечная закраина действует в качестве заусеницы для содействия в удержании вывода в проходе 62. Эти закраины, а также закраины 34 контактов 28 вилочной части сцепляются посредством инструмента для вставления металлических контактов в соответственные пластмассовые корпуса. Острые углы помогают удерживать выводы в соответственных проходах.
Использование смещения в боковые направления контактных шинок 78а, 78в обеспечивает различные преимущества, включая минимизирование размера от передней до задней части вывода даже в случае отклонения до положения пунктирной линии, показанного на фиг.7, посредством ввода контакта 28 вилочной части между двумя шинками 78а, 78в. Далее, использование выступов 68 удержания выводов, как показано на фиг.4 и 5, позволяет довести до максимума длины контактной шинки 78а, 78в, позволяя тем самым развивать подходящие величины отклонения с целью создания соответственных контактных нормальных сил и достаточного проскальзывания контакта.
Как показано на фиг. 6, припойный лепесток 88 выступает из участка 76 основания. В предпочтительной форме припойный лепесток 88 приспособлен для того, чтобы на него наплавлять шариковый вывод из припоя. Как описано выше в связи с выводом 28 вилочной части, передняя кромка вывода 72 снабжена соответствующей вводной конструкции, например скошенными поверхностями 87. Участок основания можно снабжать структурой теплового разрыва для минимизирования припоя, просачивающегося из кармана 70 на вывод. Как показано на фиг. 6, структура теплового разрыва может содержать пару отверстий 89. Эту структуру можно использовать совместно с образованием пассивированной поверхности на участке 76 основания или применение других соответствующих покрытий против просачивания припоя типа известных в технике фтороорганических полимеров. Тепловые разрыватели с пассивацией и (или) антипросачивающими покрытиями или без них замедляют поток припоя вдоль контакта, когда припойную пасту в кармане 70 оплавляют для крепления шарикового вывода 74 из припоя на припойном лепестке 88. Вывод 28 вилочной части может также включать в себя такие приспособления против просачивания припоя, как тепловые разрыватели, пассивация, покрытия или их сочетание.
Рассматривая фиг.9 и 10, отметим, что здесь показана альтернативная конструкция для удержания выводов, таких как контактные выводы 90 розеточной части в корпусе соединителя. В этом варианте осуществления проходы 91 образованы для принятия выводов 90. В таких проходах 91 образованы один или более выступы 94, проходящие от боковых стенок прохода. Каждый вывод имеет отверстие 96, имеющее такие форму и размеры, чтобы принимать по меньшей мере часть одного или обоих выступов 94. В идеальном случае форма отверстия 96 соответствует форме выступов 96, так что вывод стесняется выступами от бокового и продольного перемещений, а также переднего-заднего перемещения. Отдаленные части выступов 94 разнесены друг от друга на расстояние, меньше толщины материала, из которого образован вывод 90, и предпочтительно на равные расстояния от серединной плоскости МР.
При вставлении вывода 90 в проход 91 выступы 94 слегка деформируются или расширяются кончиком вывода или припойным лепестком 98. Скошенная или закругленная поверхность 95 снижает тенденцию припойного лепестка 98 отклонять отдаленные части выступов 94. Когда выводы находятся в полностью введенном положении, выступы 94 оказываются выравненными с отверстием 96 и их отдаленные части входят в отверстие 96. В результате этого любое напряжение, создаваемое на корпусе соединителя, локализуется на отдаленных областях выступов 94. Из-за того что значительная часть напряжения снимается при вхождении выступов 94 в отверстие 96, происходит устранение накопления напряжения, которое могло бы вызвать коробление или изгибание корпуса соединителя. Продольный разрез участка 92 удержания предпочтительно оказывается по существу симметричным относительно средней продольной плоскости, так что происходит самоцентрирующее действие, применяемое к контактному выводу 90, когда основание 92 входит в проход 91. Отверстие 96 может также функционировать в качестве теплового прерывателя для замедления просачивания припоя таким же образом, как отверстие 89 в показанном на фиг.6 варианте осуществления. Вывод 90 может включать в себя также пассивирование или антипросачиваемое покрытие для предотвращения прохождения припоя к контактному участку.
Хотя настоящее изобретение описано в связи с предпочтительными вариантами осуществления, представленными на различных фигурах, следует понимать, что можно использовать другие аналогичные варианты или модификации, и можно делать дополнения к описанному выше варианту осуществления для выполнения такой же функции настоящего изобретения, не отклоняясь от них. Далее, описанные устройства можно использовать для компонентов, отличных от соединителей, которые содержат корпуса, образованные из изоляционных материалов, содержащие элементы, подлежащие плавлению на ППМ или другой электрической подложке.
Следовательно, настоящее изобретение не должно ограничиваться каким-либо одним вариантом осуществления, а интерпретироваться в широких пределах и объеме, соответствующих изложению в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2208279C2 |
| МНОГОКОНТАКТНЫЙ ЭКРАНИРОВАННЫЙ СОЕДИНИТЕЛЬ С ОБЩИМ ЗАЗЕМЛЕНИЕМ | 1991 |
|
RU2089978C1 |
| УЗЕЛ ШТЕПСЕЛЬНЫХ АВТОМАТИЧЕСКИХ ПРЕРЫВАТЕЛЕЙ, СОДЕРЖАЩИХ ИЗОЛЯЦИОННЫЕ ДЕРЖАТЕЛИ | 2013 |
|
RU2630685C2 |
| Четырехполюсный выходной штепсельный узел | 2019 |
|
RU2797993C1 |
| УСТРОЙСТВО ЗАЩИТЫ ОТ ТЕПЛОВОЙ ПЕРЕГРУЗКИ | 2011 |
|
RU2537793C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШАРИКОВЫХ ВЫВОДОВ НА АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КОНТАКТНЫХ ПЛОЩАДОК КРИСТАЛЛА | 2017 |
|
RU2671383C1 |
| ШТЕПСЕЛЬНОЕ СОЕДИНЕНИЕ С ВИЛОЧНОЙ ЧАСТЬЮ, РОЗЕТОЧНОЙ ЧАСТЬЮ И АДАПТЕРАМИ ДЛЯ ИХ ВМЕЩЕНИЯ | 2009 |
|
RU2526853C2 |
| ОПТИМИЗИРОВАННЫЙ В ОТНОШЕНИИ МОНТАЖНОГО ПРОСТРАНСТВА РАЗМЫКАТЕЛЬ | 2017 |
|
RU2674472C2 |
| АДАПТЕР АНТЕННЫ | 1996 |
|
RU2178935C2 |
| ТЕСТИРОВАНИЕ JTAG ТРАКТОВ ПЕРЕДАЧИ ДИСКРЕТНЫХ ДАННЫХ ПРИ ИСПОЛЬЗОВАНИИ СМЕННЫХ ПЕЧАТНЫХ ПЛАТ С УСТАНОВЛЕННЫМИ НА НИХ ЛОГИЧЕСКИМИ СХЕМАМИ JTAG | 1996 |
|
RU2182711C2 |
Изобретение относится к электрическим соединителям для электронного оборудования. Электрический соединитель содержит корпус, выполненный из изоляционного материала и имеющий сопрягающуюся границу раздела для определения области принятия сопрягающегося соединителя, и монтажную поверхность. Проводящий вывод закреплен в проходе корпуса и имеет припойный лепесток и средство теплового прерывания в виде отверстия в участке основания для замедления жидкого потока припоя вдоль вывода. Технический результат - высокая плотность вводов-выводов и уменьшение высоты упаковывания в стопку. 5 с. и 8 з.п. ф-лы, 10 ил.
| US 5498167 А, 12.03.1996 | |||
| Электрический контакт | 1978 |
|
SU674131A1 |
| US 3865462 А, 11.02.1975 | |||
| US 4140361 А, 20.02.1979. | |||
