Изобретение относится к способам определения величины термического расширения удаляемых моделей в литье по выплавляемым моделям и может быть использовано в машиностроительной отрасли народного хозяйства.
Наиболее близким по технической сути и достигаемому результату является способ определения термического расширения выплавляемых моделей, осуществляемый посредством водяного дилатометра [Формообразование в точном литье /Лакеев А.С. - Киев: Наук. думка, 1986, с. 213].
Известный способ заключается в следующем. Испытуемый образец помещают в колбу с дистиллированной водой, снабженную резиновой пробкой, в которую вставлена мерная кварцевая трубка, не достающая до дна колбы. В колбе под крышкой на мерной трубке располагается испытуемый образец модели. Колбу устанавливают в термостат с термометром и осуществляют плавный нагрев колбы с испытуемым образцом. В процессе плавного нагрева дистиллированной воды и испытуемого образца происходит расширение последнего, в результате чего из колбы вытесняется вода, изменение объема которой замеряется кварцевой мерной трубкой, и по вытесненному объему воды в мерной кварцевой трубке при соответствующей температуре определяется величина термического расширения удаляемой модели до ее полного расплавления. Истинное термическое расширение модели определяется с учетом термического расширения воды в колбе, что определяется тарированием установки.
Однако рассматриваемый способ-прототип для определения величины термического расширения удаляемых моделей содержит ряд недостатков.
Основным недостатком способа-прототипа является его ограниченный диапазон использования. Способ-прототип предназначен для определения термического расширения только плотных (литых) удаляемых моделей. Определение термического расширения широко распространенных в промышленности прессованных пористых моделей [Литье по выплавляемым моделям /В.Ф. Гаранин, В.Н. Иванов, С.А. Казеннов и др. /Под общ. ред. В.А.Озерова. 4-е изд., перераб. и доп. - М.: Машиностроение, 1994, с. 159] и особенно их истинного воздействия на оболочковую форму при осуществлении данной операции посредством применения способа-прототипа невозможно.
Эти и другие недостатки устраняются предлагаемым техническим решением.
Сущность изобретения заключается в том, что предлагается испытуемую модель 1 (фиг.1), снабженную переходным патрубком 2, покрывать несколькими слоями огнеупорной керамики 3 и располагать в термостате 4, заполненном теплоносителем, с термометром 5. Модель соединять в нижней части трубкой 6, погруженной в воде, с водонепроницаемой пробкой 7 с кварцевой мерной трубкой (со шкалой) 8, которая закрывает колбу 9 с дистиллированной водой, расположенной в термостате 4.
Признаки, характеризующие изобретение.
Ограничительные: величину термического расширения определяют посредством измерения мерной кварцевой трубкой объема вытесненной из емкости дистиллированной воды при плавном нагреве удаляемой модели.
Отличительные: испытуемая удаляемая модель предварительно покрывается огнеупорной керамикой, снабжена переходным патрубком, располагается в термостате и соединена в нижней части трубкой с колбой, наполненной дистиллированной водой.
Причинно-следственная связь между существующими признаками и достигаемым техническим решением осуществляется возможностью проникновения заблокированного в модели при ее изготовлении газа и расплава модельной массы через многослойное огнеупорное покрытие (оболочковую форму) в термостат, что позволяет определить истинную величину термического расширения пористой или плотной модели, а также их воздействия на оболочковую форму.
Реализация заявляемого технического решения осуществляется следующим образом.
На образец удаляемой модели 1 (фиг.1), снабженный патрубком 2, наносят многослойную оболочковую форму из огнеупорной керамики 3, последняя отверждается. Полученный образец в нижней части соединяется трубкой 6 с водонепроницаемой пробкой 7, снабженной кварцевой трубкой со шкалой 8, герметично закрывающей колбу с дистиллированной водой 9. Собранная установка располагается в термостате 4 с термометром 5, который заполнен теплоносителем. Необходимо отметить, что трубка 6, соединяющая образец и колбу 9, полностью заполнена дистиллированной водой, а мерная трубка 8 - до необходимого уровня.
Изменение температуры рабочей жидкости в термостате 4, определяемое термометром 5, приводит к изменению объема образца 1, находящегося в керамической оболочке 3, который определяется по мерной трубке 8. При расплавлении модели 1 высвободившийся газ и частично модельная масса проникают через пористую керамическую оболочку 3. Расширившаяся при нагревании образца 1 модельная масса поступает по трубке 6 в емкость 9 и вытесненная из емкости 9 дистиллированная вода изменяет свой уровень в мерной трубке 8. По изменению уровня воды в мерной трубке 8 определяется величина термического расширения удаляемой модели.
Таким образом, предлагаемый способ позволяет определить истинные процессы, происходящие при удалении моделей из оболочковых форм, а также качество последних, определяемое наличием трещин или их остаточной прочностью.
Задача, решаемая заявленным техническим решением, заключается в возможности истинной оценки качества модельного состава, степени растрескивания оболочковой формы после удаления модели и, как следствие, снижении себестоимости литья.
Заявляемый способ определения величины термического расширения удаляемых моделей позволяет оценить качество модельного состава и его влияние на свойства оболочковой формы за счет возможности фильтрации газов и расплава модельной массы через оболочковую форму и достигать большей объективности информации о процессе удаления моделей, а также оценки величины термического расширения пористых удаляемых моделей в литье по выплавляемым моделям.
Применимость разработанного способа определения величины термического расширения удаляемых моделей обусловливается расширением диапазона и достоверностью исследований, возможностью качественной оценки модельного состава и определения свойств оболочковой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2190497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2190499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2190496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2190498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2203763C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2231411C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2233727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2002 |
|
RU2203764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2002 |
|
RU2203765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2226137C2 |
Изобретение может быть использовано в машиностроении при литье по выплавляемым моделям. На образец удаляемой модели наносят многослойную оболочковую форму из огнеупорной керамики. Образец помещают в термостат и соединяют посредством трубки с емкостью, размещенной в термостате. Трубка и емкость заполнены дистиллированной водой. Осуществляют нагрев образца до его расплавления. Расширившаяся модельная масса и высвободившийся из нее газ вытесняют воду из емкости, уровень которой измеряют мерной трубкой. По изменению уровня воды определяют величину термического расширения удаляемой модели. Обеспечивается достоверность оценки качества модели и свойств оболочковой формы. 1 ил.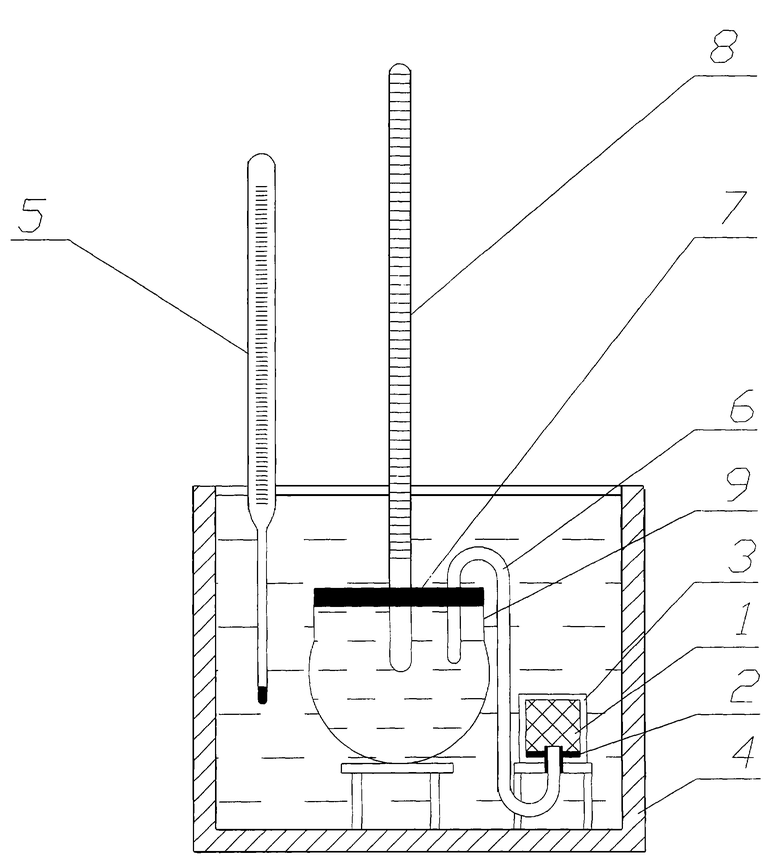
| ЛАКЕЕВ А.С | |||
| Формообразование в точном литье | |||
| - Киев: Наукова думка, 1986, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
| SU 1592091 A1, 15.09.1990 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ | 0 |
|
SU330365A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

