Изобретение относится к швейной отрасли легкой промышленности, а именно к изготовлению специальной водонепроницаемой одежды: костюмов для рыбаков, нефтяников, работающих в обводненных шахтах, мойщиков больших емкостей, рабочих автомоек и т.д., а также изделий специального назначения: палаток, чехлов из материалов с полимерными покрытиями.
Известен способ получения водонепроницаемых швов, согласно которому на ниточную строчку непрерывно подается раствор герметизирующего состава параллельно с образованием ниточной строчки [1]. Способ применим только в изделиях из текстильных материалов с водоотталкивающей отделкой, обладающих воздухопроницаемостью. Недостатком этого способа является отсутствие герметизации воздушных зазоров между слоями материалов в шве, что ограничивает применение этого способа при изготовлении изделий из материалов с полимерными покрытиями.
Известен способ получения водонепроницаемых ниточных соединений [2], при котором между полотнами из материала с водоотталкивающей пропиткой вставляется лента из того же материала. Края полотен и ленты выравниваются и прошиваются. Затем в полость внутри ленты и в стыки между лентой и полотном подается клейкая масса. После этого область шва подвергается горячему прессованию с двух сторон двумя пуансонами. Затем полотна раскладываются относительно шва в плоскость. После этого третий пуансон прессует выступающую над полотном ленту. Под действием давления и температуры клейкая масса затвердевает, обеспечивая прочный водонепроницаемый шов.
Недостатками способа являются высокая трудоемкость, необходимость температурного воздействия на область шва для обеспечения его герметичности, материалоемкость, жесткость швов, сложность технического исполнения.
За прототип взят способ образования водонепроницаемых ниточных соединений, основанный на соединении деталей изделия ниточным швом, наклеивании на соединяемые материалы герметизирующей ленты [3]. Перед подачей герметизирующей ленты в зону соединения наносят раствор (клей) на ее поверхность со стороны контакта с материалом и осуществляют термосклеивание герметизирующей ленты с областью шва при нагреве. При этом наклеивание герметизирующей ленты осуществляют одновременно с образованием ниточного соединения.
Недостатками этого способа является необходимость использования вспомогательных клеевых веществ, кроме герметизирующей ленты, специального оборудования для перевода ленты в термопластичное состояние и устройства для нанесения клея. Швы, образованные по этому способу, обладают высокой жесткостью, а расположение герметизирующей ленты на поверхности шва приводит к потере водозащитных свойств швов при механическом или химическом повреждении ленты или при ее отслаивании от основного материала.
Техническим результатом разработанного способа является уменьшение жесткости шва при одновременном увеличении его прочности, повышение устойчивости герметизированного шва к многоцикловым деформациям после осуществления комбинированной поверхностно-внутришовной герметизации.
Указанный технический результат достигается тем, что в способе образования водонепроницаемых ниточных соединений, заключающемся в подаче в зону соединения слоев материала герметизирующей клеевой пленки, их стачивании, согласно изобретению в качестве герметизирующего материала используют двухстороннюю самоклеящуюся водостойкую пленку на основе акрилатных латексов толщиной 0,2-0,3 мм, при этом ее располагают между соединяемыми слоями материала и подают в процессе образования ниточного шва, давление в зоне контакта составляет 07-0,8 кгс/см2, а для повышения герметичности швов на поверхность ниточной строчки в процессе шитья наносят водную дисперсию акриловых сополимеров.
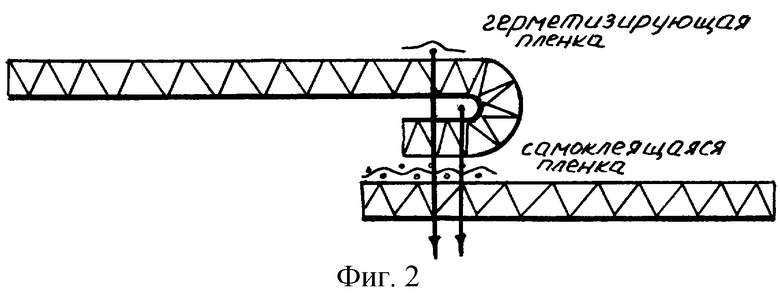
На фиг.1 представлена схема накладного герметизированного шва, на фиг.2 представлена схема настрочного герметизированного шва.
Для повышения герметичности швов некоторых конструкций или при настрачивании отделочных строчек на ниточную строчку в процессе шитья наносится герметизирующий состав на основе водной дисперсии акриловых сополимеров. В результате происходит полное заполнение отверстий от проколов материала иглой и гидрофобизация швейной нити, причем внешний вид швов не ухудшается, так как образуемая на поверхности ниточной строчки пленка прозрачна и бесцветна, как и внутришовный герметизирующий материал, подаваемый в виде самоклеящейся двусторонней пленки между соединяемыми слоями.
Пример практического осуществления способа.
Для осуществления способа использовали швейную машину 862 класса ПЗПМ, оснащенную приспособлением для подачи герметизирующей пленки, содержащим катушку и направитель. Герметизирующая пленка нанесена на антиадгезионную подложку, которая удаляется с конца пленки перед началом шитья после подачи ее в зону соединения через приспособление. При этом герметизирующая пленка устанавливается между соединяемыми слоями материала под иглу. При стачивании герметизирующая пленка подается синхронно со скоростью шитья. Антиадгезионное покрытие удаляется с герметизирующей пленки по необходимости в процессе шитья. Образуемое герметизирующее клеевое соединение фиксируется давлением, создаваемым прижимной лапкой швейной машины, и установленным с лапкой на одном стержне верхним прикатывающим роликом, а нижний прикатывающий ролик расположен в прорези игольной пластины. Если ниточная строчка располагается с лицевой стороны изделия, то для повышения герметичности шва возможно нанесение раствора герметика в виде водной дисперсии акриловых сополимеров на поверхность ниточной строчки из емкости с краном для регулирования количества герметика через гибкую трубку с наконечником из пористого материала. Емкость с герметиком установлена на корпусе швейной машины, а трубка для подачи герметизирующей композиции на линию строчки расположена непосредственно за прикатывающим верхним роликом.
Пример 1.
Накладной герметизированный шов (настрачивание функциональных или отделочных элементов в изделиях) образовывался из материала винилискожа-Т сигнальная термостойкая (ТУ 8713-010-00302480-96) на машине 862 класса ПЗПМ с установленной частотой в 10 мм строчки - 2,5, скоростью соединения 3 м/мин с применением швейных ниток 44ЛХ-1, игл 110. Герметизация шва осуществлялась герметизирующей самоклеящейся латексной пленкой толщиной 0,20 мм и шириной 10 мм параллельно с выполнением ниточного соединения посредством устройства для герметизации, установленного на швейной машине. На ниточную строчку в процессе ее образования наносится герметизирующий состав на основе акрилатного латекса в количестве 0,6 грамма на один метр строчки в виде полосы шириной 3 мм. Склеивание герметизирующей пленки с основным материалом производили в момент подачи пленки между соединяемыми слоями основного материала при давлении прижимной лапки роликов в зоне контакта 0,7 Н/см2, то есть при усилии прижима верхнего прикатывающего ролика и прижимной лапки 20,5 H, скорости соединения 3 м/мин. За критерии оценки приняты водоупорность шва до и после циклических воздействий, прочность при расслаивании герметизирующей пленки от основного материала, Н/см, жесткость герметизированных швов, Н.
Пример 2.
Настрочной герметизированный шов (соединение деталей и узлов изделий) образовывался из материала винилискожа-Т сигнальная термостойкая (ТУ 8713-010-00302480-96) на машине 862 класса ПЗПМ с установленной частотой в 10 мм строчки - 3, скоростью соединения 3 м/мин с применением швейных ниток 44ЛХ-1, игл 110. Герметизация шва осуществлялась герметизирующей самоклеящейся пленкой на основе акрилатного латекса толщиной 0,3 мм и шириной 10 мм параллельно с выполнением ниточного соединения посредством устройства для герметизации, установленного на швейной машине. На ниточную строчку в процессе ее образования наносится герметизирующий состав на основе латекса в количестве 0,6 грамма на один метр строчки в виде полосы шириной 3 мм. Склеивание герметизирующей пленки с основным материалом производили в момент подачи пленки между соединяемыми слоями основного материала при давлении прижимной лапки и роликов в зоне контакта 0,8 Н/см2, то есть при усилии прижима верхнего прикатывающего ролика и прижимной лапки 23,5 Н, скорости соединения 3 м/мин. За критерии оценки приняты водоупорность шва до и после циклических воздействий, прочность при расслаивании герметизирующей пленки от основного материала, Н/см, жесткость герметизированных швов, Н.
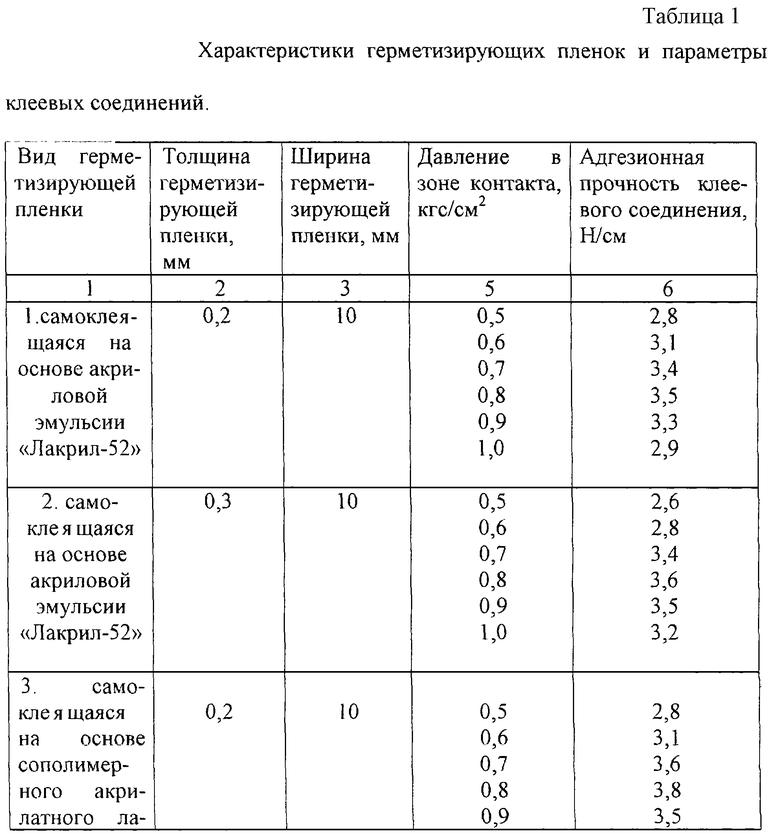
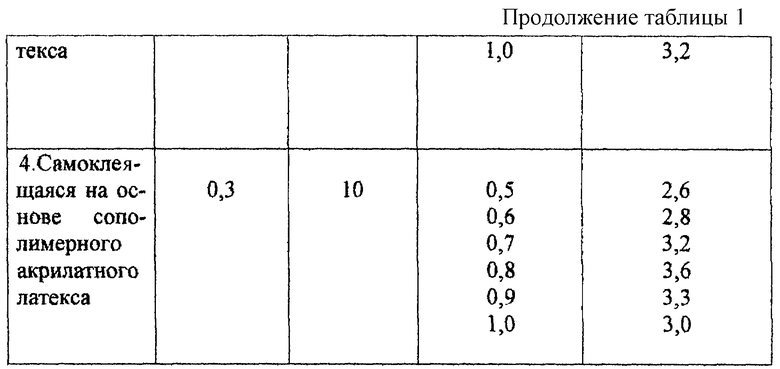
В таблице 1 представлены характеристики герметизирующих пленок и параметры клеевых соединений, полученных на материалах с ПВХ покрытиями.
Наибольшая адгезионная прочность клеевого герметичного соединения, равная 3,6-3,8 Н/см, достигается при удельном давлении в зоне контакта прижимных роликов с соединяемыми материалами 0,7-0,8 кгс/см2, то есть при усилии прижима роликов и лапки площадью 3 см2, равном 20,5-23,5 Н.
При давлении в зоне контакта менее 0,7 кгс/см2 не образуется прочного клеевого соединения, а при давлении в зоне контакта более 0,8 кгс/см2 происходит снижение толщины герметизирующей пленки, что приводит к снижению прочности при расслаивании клеевого соединения. Пленка толщиной менее 0,2 мм растягивается при удалении с антиадгезионного покрытия и может оборваться, а толщина герметизирующей пленки более 0,3 мм приводит к нежелательному увеличению жесткости швов.
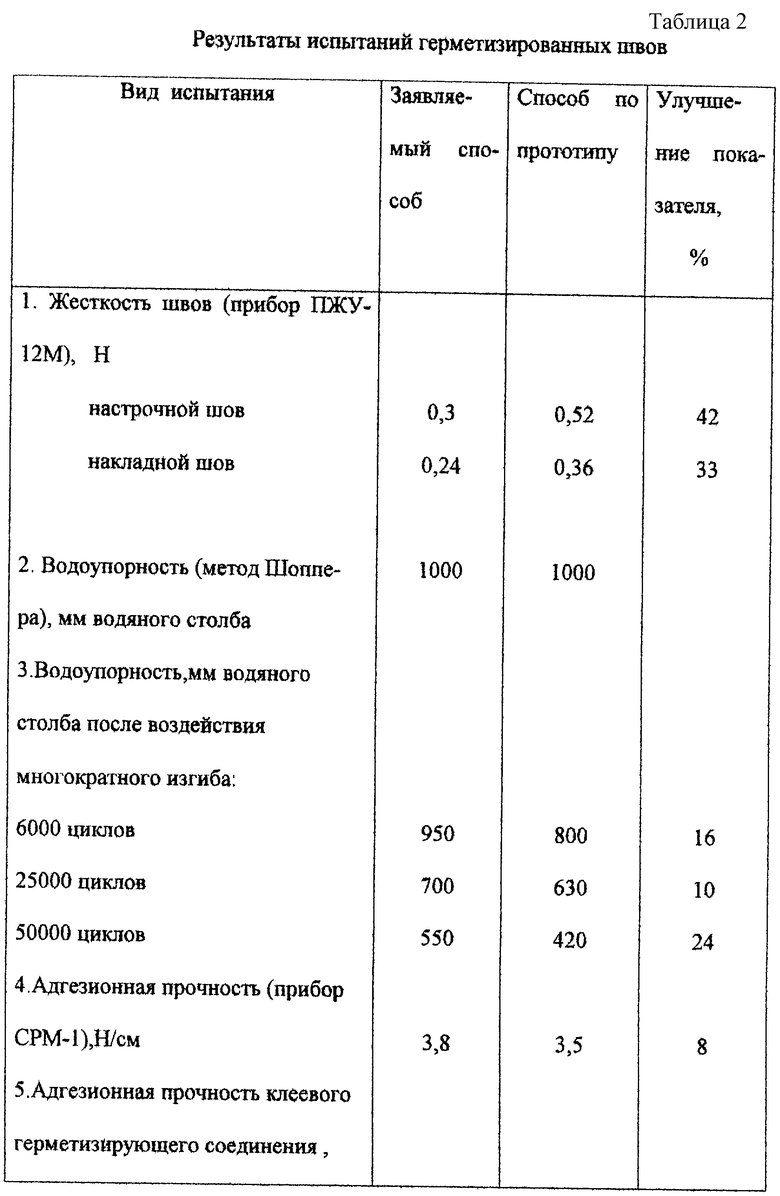
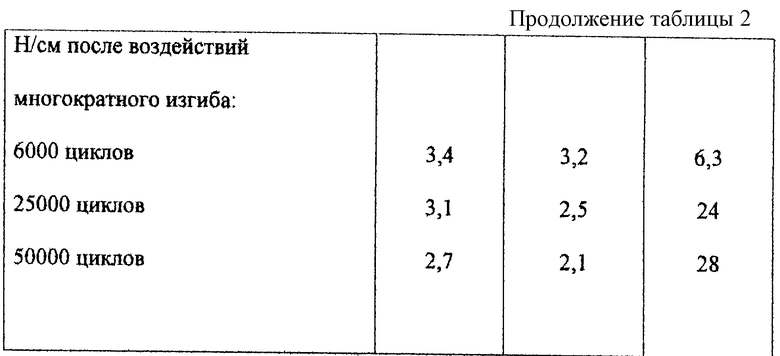
В таблице 2 представлены результаты испытаний герметизированных швов, выполненных по известной и разработанной технологиям.
Меньшая жесткость швов обусловлена использованием самоклеящейся герметизирующей пленки толщиной 0,25±0,05 мм, нанесенной на антиадгезионное покрытие, которое удаляется в процессе шитья. Герметизирующая пленка обладает малой жесткостью, которую невозможно оценить методом кольца (прибор ПЖУ-12М), и высокой эластичностью, что оказывает непосредственное влияние на физические характеристики водонепроницаемых швов.
Высокая водоупорность швов, герметизированных заявляемым способом, обусловлена высокой адгезией клеевой герметизирующей пленки к основному материалу и заполнением отверстий от проколов иглой изнутри швов герметизирующей пленкой под действием давления и герметизирующим составом с наружной поверхности шва. Благодаря тому, что герметизирующая пленка и образованные с ее использованием клеевые герметизирующие соединения устойчивы к многократным деформациям, герметизированные по заявляемой технологии швы обладают высоким уровнем водоупорности, сохраняющимся в течение длительного срока эксплуатации.
В результате применения заявляемого ниточно-клеевого способа образования герметичных швов прочность при расслаивании склеенных герметично слоев основного материала повышается на 8,5% у настрочного шва, на 22,5% у накладного шва по сравнению с прототипом. Жесткость снижается на 33% у накладного шва, на 42% у настрочного шва, водоупорность после многоцикловых деформаций (500000 циклов) снижается на 45% и остается выше на 23% по сравнению с прототипом.
Источники информации
1. Свидетельство РФ на полезную модель 9847, МПК D 05 В 1/26, 1999 г.
2. Патент ФРГ 3209054, МПК D 05 B 1/26, D 05 В 17/00, 1983.
3. Патент DE 3621743 A1, МПК D 05 B 1/26, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНЫХ ШВОВ ШВЕЙНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2560057C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ НИТОЧНОЙ СТРОЧКИ | 1995 |
|
RU2120509C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМОГО НИТОЧНОГО СОЕДИНЕНИЯ | 2009 |
|
RU2396382C1 |
| БЕЗНИТОЧНЫЙ ШОВ ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ МАТЕРИАЛОВ | 2008 |
|
RU2379394C1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕСТ НИТОЧНЫХ СОЕДИНЕНИЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2373309C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ИЗ ВОЙЛОКА | 2013 |
|
RU2546512C2 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2064546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ПРЕДМЕТА ОДЕЖДЫ | 1992 |
|
RU2067404C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВОДОУПОРНОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178888C1 |
Изобретение относится к швейной отрасли легкой промышленности, а именно к изготовлению специальной водонепроницаемой одежды: костюмов для рыбаков, нефтяников, работающих в обводненных шахтах, мойщиков больших емкостей, рабочих автомоек и т.д., а также изделий специального назначения: палаток, чехлов из материалов с полимерными покрытиями, и позволяет уменьшить жесткость шва при сохранении его прочности, повысить устойчивость герметизированного шва к многоцикловым деформациям после осуществления комбинированной поверхностно-внутришовной герметизации. Для этого в качестве герметизирующего материала используют двухстороннюю самоклеящуюся пленку на основе акрилатных латексов толщиной 0,2-0,3 мм, при этом ее располагают между соединяемыми слоями и подают в процессе образования ниточного шва, при этом давление в зоне контакта составляет 0,7-0,8 кгс/см2, а для повышения герметичности швов некоторых конструкций на поверхность ниточной строчки в процессе шитья дополнительно наносят водную дисперсию акриловых сополимеров. 1 з.п.ф-лы, 2 ил., 2 табл.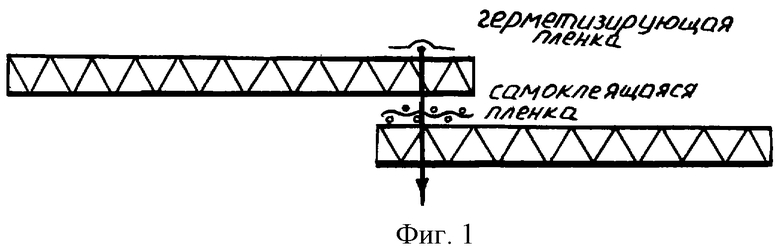
| DE 3621743 А1, 07.01.1988 | |||
| DE 3209054 А1, 29.09.1983 | |||
| DE 841392 А, 16.06.1952 | |||
| Аппарат для выпаривания | 1924 |
|
SU9847A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ НИТОЧНОЙ СТРОЧКИ | 1995 |
|
RU2120509C1 |

