Изобретение относится к швейной отрасли легкой промышленности и может быть использовано при изготовлении защитной одежды, а именно средств индивидуальной защиты органов дыхания и средств индивидуальной защиты кожи, для герметичного соединения разнородных по свойствам материалов, например воздухонепроницаемой термостойкой пленки и эластичного пленочного или текстильного материала.
Известен герметичный шов для соединения эластичных водонепроницаемых материалов, в котором слои материалов, поданные через направители, соединены ниточной строчкой. Между слоями материалов расположены герметизирующая лента и/или клей. Стачанные срезы подвергают последующему нагреву и/или сжатию с целью заполнения пустот внутри полости шва и частично отверстий от прокола иглы лентой и/или клеем /пат. 0327291, Европейское патентное ведомство, МПК 41 D 27/24, В29С 65/50. Водонепроницаемый шов./ Evans W.E., Schofield M.J., Barton P. (Великобритания); патентный поверенный Lain S.J. (Великобритания). - №89300890.4; заявл. 30.01.88; опубл. 09.08.89, Бюл. №89/32. - 4 с.: ил./.
Недостатками шва являются использование ниточной строчки, что приводит к необратимому нарушению целостности пакета материалов в месте прокола иглой и, как следствие, к снижению эксплуатационных свойств, значительному снижению прочности шва; необходимость использования дополнительных вспомогательных веществ, кроме герметизирующей ленты. Кроме того, ниточная строчка затрудняет процесс стежкообразования подобных материалов.
Наиболее близким аналогом заявленного изобретения является безниточный клеевым способом сформированный шов по патенту США № 7005021, МПК A41D 27/24, B29C 65/00. Method of forming and adhesively bonded seam./ Kramer Paul Frederick (Berkeley, US). - US 20040851409; заявл. 2004.05.21; опубл. 2005.10.20 (описание и реферат), предназначенный для обработки предметов одежды, соединяющий края двух полотен ткани, имеющих различные лицевую и изнаночную поверхности, за счет расположения двух полос клеевой ленты, также имеющей различающиеся лицевую и изнаночные стороны. Первая полоса ленты располагается между лицевыми сторонами полотен ткани вровень с их наложенными друг на друга краями. Вторая полоса ленты располагается с изнаночной стороны второго из полотен. Один край второй полосы ленты также располагается вдоль наложенных друг на друга краев полотен, один из которых перегнут по шву, а второй край полосы ленты располагается внутри сгиба этого полотна. Формирование клеевого соединения осуществляется за счет применения ультрафиолетовой сварки.
Недостатком указанного безниточного шва является возможность получения его только при дополнительном активировании клеевой ленты посредством прессования в процессе воздействия ультразвуковой сварки. А значит, оно образуется только при использовании специального дорогостоящего оборудования. Для достижения требуемой прочности клеевого соединения должны быть выполнены предварительная наладка оборудования и выбраны рациональные режимы сваривания с учетом химической природы соединяемых полотен материала. Для отдельных материалов такое соединение при использовании сварки невозможно, например соединение каучуковой пленки с другими материалами.
Техническим результатом изобретения является возможность соединения разнородных по свойствам материалов, повышение прочности шва с одновременным приданием ему эластичности.
Указанный технический результат достигается тем, что в безниточном шве для герметичного соединения материалов, содержащем два слоя материала, соединенных герметичной лентой, согласно изобретению он включает дополнительный слой герметичной ленты, расположенной вразворот с лицевой стороны вдоль поверхности шва, основной слой герметичной ленты расположен либо всгиб, либо вразворот снаружи или внутри соединяемых материалов в зависимости от конструкции шва, а в качестве соединительной ленты используют эластичный самоклеящийся материал на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты.
На чертежах показан заявляемый безниточный шов (поперечный разрез):
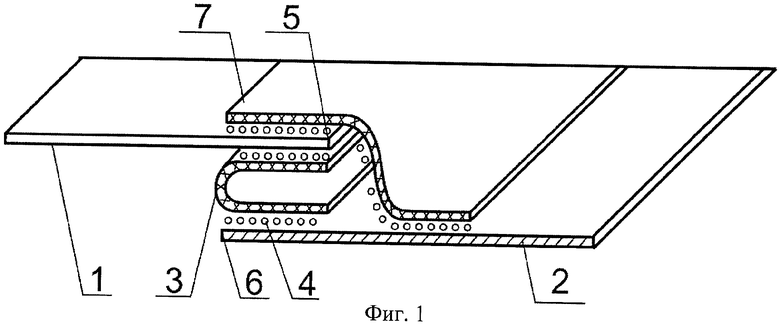
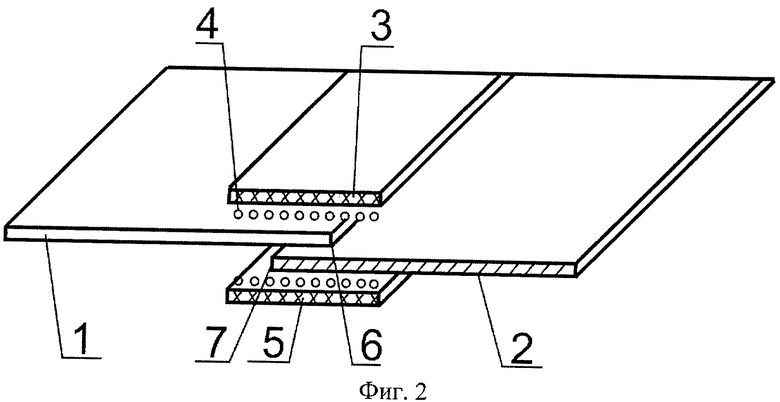
фиг.1, фиг.2 - накладные внахлест с открытыми срезами;
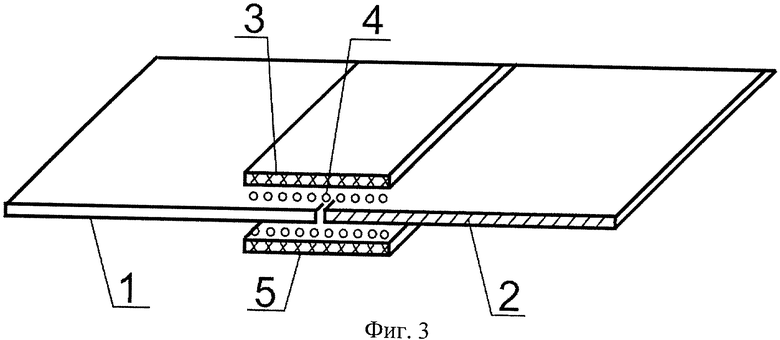
фиг.3 - накладной встык с открытыми срезами;
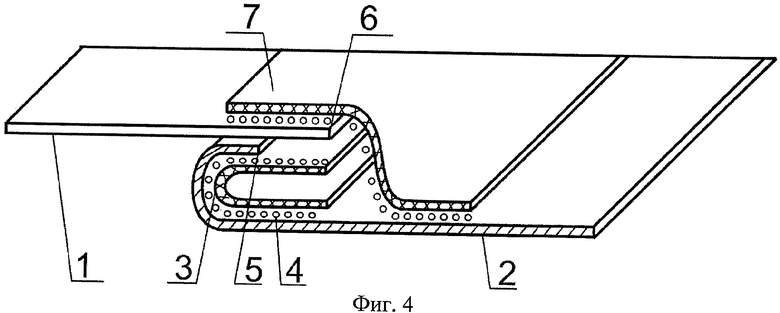
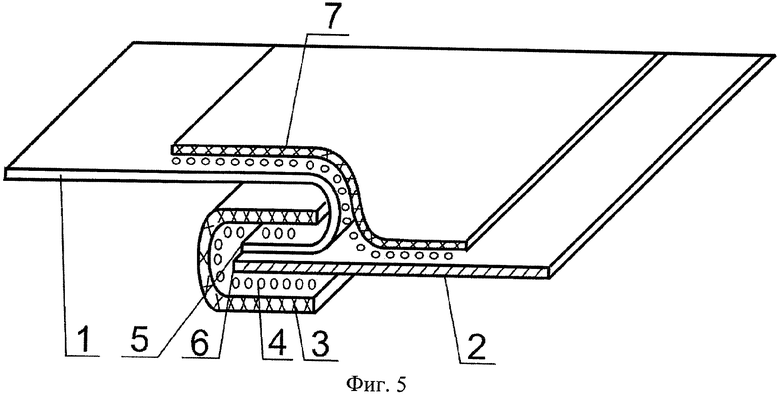
фиг.4, фиг.5 - накладные с одним закрытым срезом.
Повышение прочности и эластичности шва обеспечивается за счет дифференцированного выбора размещения соединяемых относительно друг друга слоев материалов и фиксации их в заданном положении с помощью клеевого материала. Расположение срезов соединяемых слоев материалов со смещением на заданную величину (фиг.1, фиг.2) обеспечивает более надежное их положение и способствует повышению прочности шва.
Соединение разнородных материалов, одного слоя неэластичного, а другого эластичного или одного слоя малоэластичного, а другого с более высокой эластичностью, с помощью эластичного самоклеящего материала на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты обеспечивает способность шва не разрушаться при действии поперечных деформаций растяжения и продольных растягивающих нагрузок независимо от исходной эластичности слоев.
При увеличении количества слоев в шве (фиг.4, фиг.5) повышается толщина пакета и, соответственно, прочность. При этом благодаря использованию в шве вышеописанного эластичного самоклеящего материала эластичность сохраняется.
Шов (фиг.1) содержит два слоя материала: термостойкий гибкий материал 1 (полиимидная пленка), эластичный пленочный материал 2 (ТУ 38105735-85, марки Б-201 или 51-1565) или эластичный текстильный материал, соединенных герметичной лентой 3 на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты, при этом в ленте содержание водной дисперсии сополимера бутилакрилата составляет более 60%. Основной слой герметичной ленты 3 расположен всгиб, сложен вдвое внутри соединяемых материалов, клеевой стороной 4 обращен к соединяемым материалам 1, 2. Края герметичной ленты 3 и края 6 и 7 соединяемых слоев материалов 1 и 2 соответственно расположены по одной прямой. Дополнительный слой 7 герметичной ленты расположен вразворот с лицевой стороны вдоль поверхности шва, заходя, по меньшей мере, на 3 мм за край 5 детали 1.
Шов (фиг.2) содержит два слоя материала: термостойкий гибкий материал 1 (полиимидная пленка), эластичный пленочный материал 2 (ТУ 38105735-85, марки Б-201 или 51-1565) или эластичный текстильный материал, соединенных герметичной лентой 3 на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты, при этом в ленте содержание водной дисперсии сополимера бутилакрилата составляет более 60%. Основной слой герметичной ленты 3 расположен вразворот снаружи соединяемых материалов, клеевой стороной 4 обращен к соединяемым материалам 1, 2. Края 6 и 7 слоев 1 и 2 соответственно заходят один за другой, по меньшей мере, на 3…5 мм, что позволяет получить более прочное, надежное соединение для пленок средней толщины, не снижая его эластичности по ширине соединения. Дополнительный слой 7 герметичной ленты расположен вразворот с лицевой стороны вдоль поверхности шва параллельно основному слою 3.
Шов (фиг.3) содержит два слоя материала: термостойкий гибкий материал 1 (полиимидная пленка), эластичный пленочный материал 2 (ТУ 38105735-85, марки Б-201 или 51-1565) или эластичный текстильный материал, соединенных герметичной лентой 3 на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты, при этом в ленте содержание водной дисперсии сополимера бутилакрилата составляет более 60%. Основной слой герметичной ленты 3 расположен вразворот снаружи соединяемых материалов, клеевой стороной 4 обращен к соединяемым материалам 1, 2. Место соединения материалов 1 и 2 проходит посередине герметичной ленты 3. Дополнительный слой 5 герметичной ленты расположен вразворот с лицевой стороны вдоль поверхности шва параллельно основному слою 3.
Расположение всех составляющих шва в плоскости позволяет надежно соединять толстые пленки, получая при этом эластичные соединения.
Шов (фиг.4) содержит два слоя материала: термостойкий гибкий материал 1 (полиимидная пленка), эластичный пленочный материал 2 (ТУ 38105735-85, марки Б-201 или 51-1565) или эластичный текстильный материал, соединенных герметичной лентой 3 на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты, при этом в ленте содержание водной дисперсии сополимера бутилакрилата составляет более 60%. Основной слой герметичной ленты 3 расположен всгиб, сложен вдвое внутри соединяемых материалов, клеевой стороной 4 обращен к соединяемым материалам 1, 2. Край 5 эластичного пленочного материала 2 заходит за сгиб ленты 3 на 2…3 мм. Края герметичной ленты 3 и край 7 пленочного материала 1 расположены по одной прямой. Дополнительный слой 5 герметичной ленты расположен вразворот с лицевой стороны вдоль поверхности шва, заходя, по меньшей мере, на 3 мм за край 6 слоя 1.
Заход среза нижней детали за сгиб самоклеящейся ленты позволяет получить более прочное, надежное соединение.
Шов (фиг.5) содержит два слоя материала: термостойкий гибкий материал 1 (полиимидная пленка), эластичный пленочный материал 2 (ТУ 38105735-85, марки Б-201 или 51-1565) или эластичный текстильный материал, соединенных герметичной лентой 3 на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты, при этом в ленте содержание водной дисперсии сополимера бутилакрилата составляет более 60%. Основной слой герметичной ленты 3 расположен всгиб снаружи соединяемых материалов, клеевой стороной 4 обращен к соединяемым материалам 1, 2. Края 5 и 6 соединяемых слоев материалов 1 и 2 соответственно расположены по одной прямой. Деталь 1 загнута по шву. Дополнительный слой 5 герметичной ленты расположен вразворот с лицевой стороны вдоль поверхности шва, заходя, по меньшей мере, на 3 мм за сгиб слоя 1.
Для получения шва на фиг.1 предварительно выкроенные слои материалов 1 и 2 укладывают друг на друга, причем край 6 слоя 2 смещен на половину ширины герметичной ленты 3 относительно края 5 слоя 1. Уложенные таким образом слои помещают под роликовую лапку безниточной машины для герметизации швов, например KS25 фирмы "Typical". Сверху приклеивают основной слой герметичной ленты 3, при этом края ленты 3 и слоя 1 уравнивают. Слой 2 отгибают в противоположную сторону, образуя сгиб на середине герметичной ленты 3. Полученный пакет материалов переворачивают на противоположную сторону, укладывают под роликовую лапку безниточной машины для герметизации швов и приклеивают дополнительный слой герметичной ленты 7, ориентируя середину герметичной ленты 7 на край 5 слоя 1.
Для получения шва на фиг.2 предварительно выкроенные слои материала 1 и 2 укладывают внахлест, величина захода краев 6 и 7 слоев 1 и 2 соответственно составляет 3…5 мм, помещают под роликовую лапку безниточной машины для герметизации швов, например KS25 фирмы "Typical". Сверху приклеивают основной слой герметичной ленты 3, располагая зону перекрытия краев слоев материала 1 и 2 посередине ленты 3. Полученный пакет материалов переворачивают на противоположную сторону, укладывают под роликовую лапку безниточной машины для герметизации швов и приклеивают дополнительный слой герметичной ленты 5, ориентируя середину герметичной ленты 5 на зону перекрытия краев слоев материалов 1 и 2.
Для получения шва на фиг.3 предварительно выкроенные слои материалов 1 и 2 укладывают встык и помещают под роликовую лапку безниточной машины для герметизации швов, например KS25 фирмы "Typical". Сверху приклеивают основной слой герметичной ленты 3, располагая место соединения слоев 1 и 2 посередине ленты 3. Полученный пакет материалов переворачивают на противоположную сторону, укладывают под роликовую лапку безниточной машины для герметизации швов и приклеивают дополнительный слой герметичной ленты 7, ориентируя середину герметичной ленты 7 на место соединения слоев 1 и 2.
Для получения шва на фиг.4 предварительно выкроенные слои материалов 1 и 2 укладывают друг на друга, причем край 5 слоя 2 смещен на величину, равную половине ширины герметичной ленты минус 2…3 мм, относительно края 6 слоя 1. Уложенные таким образом слои помещают под роликовую лапку безниточной машины для герметизации швов, например KS25 фирмы "Typical". Сверху приклеивают основной слой герметичной ленты 3, при этом края ленты 3 и слоя 1 уравнивают. Слой 2 отгибают в противоположную сторону, образуя сгиб на середине герметичной ленты 3, при этом край слоя 2 заходит за сгиб ленты на 2…3 мм. Полученный пакет материалов переворачивают на противоположную сторону, укладывают под роликовую лапку безниточной машины для герметизации швов и приклеивают дополнительный слой герметичной ленты 7, ориентируя середину герметичной ленты 7 на край 6 слоя 1.
Для получения шва на фиг.5 предварительно выкроенные слои материалов 1 и 2 укладывают встык и помещают под роликовую лапку безниточной машины для герметизации швов, например KS25 фирмы "Typical". Сверху приклеивают основной слой герметичной ленты 3, располагая место соединения слоев 1 и 2 посередине ленты 3. Полученный пакет материалов сгибают пополам посередине герметичной ленты 3, располагая ее снаружи соединяемых слоев. Отгибают слой 1 в противоположную сторону, огибая герметичную ленту 3. Сориентированные таким образом слои пакета укладывают под роликовую лапку безниточной машины для герметизации швов и приклеивают дополнительный слой герметичной ленты 7, ориентируя середину герметичной ленты 7 на сгиб слоя 1.
Выбор конструкции соединения безниточного клеевого шва определяется толщиной соединяемых материалов и требованиями к их эластичности и прочности.
Соединение деталей с самоклеящейся лентой выполнено за счет механического давления в месте соединения.
Заявляемый шов позволяет получить эластичное соединение деталей из разнородных по свойствам материалов, характеризующееся прочностью на разрыв в поперечном и продольном направлениях, герметичностью, что обеспечивает надежность швов в процессе эксплуатации.
Основной слой эластичной самоклеящейся ленты позволяет получить герметичное соединение без нарушения целостности соединяемых материалов, чего нельзя достичь при сварном и ниточном способах соединения, особенно для нетермопластичных пленочных материалов. Возможность ленты деформироваться одновременно с эластичным материалом без отслаивания от него повышает эксплуатационные свойства соединяемых материалов.
Фиксация припусков шва с помощью дополнительного слоя ленты к поверхности одной из деталей существенно повышает прочность шва, так как полученный шов работает одновременно на сдвиг и расслаивание, что не обеспечивается использованием сварного шва вследствие невозможности образования сварного соединения по поверхностям нетермопластичных материалов, например полиимидная пленка - эластичный материал.
Конструкции заявляемых швов позволяют выполнить соединение материалов с самоклеящейся лентой в плоскости в развернутом виде, что обеспечивает простоту, удобство и качество получаемых соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| МНОГОСЛОЙНЫЙ КЛЕЕВОЙ МАТЕРИАЛ | 2012 |
|
RU2506296C2 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| Способ герметичного соединения деталей из монокомпонентных материалов с поликомпонентным покрытием | 2022 |
|
RU2791020C1 |
| УПЛОТНЯЮЩАЯ ЛЕНТА ДЛЯ КЛЕЕВОГО СОЕДИНЕНИЯ ПАРОИЗОЛЯЦИОННЫХ ПЛЕНОК И ПАРОЗАДЕРЖИВАЮЩИХ ПЛЕНОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2377269C2 |
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| Изоляционный материал | 2019 |
|
RU2726080C2 |
| САМОКЛЕЯЩАЯСЯ НЕГОРЮЧАЯ КЛЕЕВАЯ ЛИПКАЯ БЕЗОСНОВНАЯ ЛЕНТА ДЛЯ ПЕРЕНОСНОГО ЛИПКОГО СЛОЯ | 2009 |
|
RU2466167C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ И САМОКЛЕЯЩИЙСЯ МАТЕРИАЛ, СОДЕРЖАЩИЙ ЕЕ | 2003 |
|
RU2266941C2 |
| САМОКЛЕЯЩИЕСЯ МАССЫ ДЛЯ ПРИКЛЕИВАНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАСТИН | 2017 |
|
RU2673053C2 |
Безниточный шов содержит два слоя материала, соединенных герметичной лентой, при этом дополнительный слой герметичной ленты, расположен вразворот с лицевой стороны вдоль поверхности шва, основной слой герметичной ленты расположен либо всгиб, либо вразворот снаружи или внутри соединяемых материалов в зависимости от конструкции шва, а в качестве соединительной ленты используют эластичный самоклеящийся материал на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты. Использование изобретения позволяет соединять разнородные по свойствам материалы, повысить прочность шва с одновременным приданием ему эластичности. 5 ил.
Безниточный шов для герметичного соединения разнородных материалов, содержащий два слоя материала, соединенных герметичной лентой, отличающийся тем, что шов содержит дополнительный слой герметичной ленты, расположенной вразворот с лицевой стороны вдоль поверхности шва, основной слой герметичной ленты расположен либо всгиб, либо вразворот снаружи или внутри соединяемых материалов в зависимости от конструкции шва, а в качестве соединительной ленты используют эластичный самоклеящийся материал на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты.
| US 7005021 В2, 28.02.2006 | |||
| DE 19520346 A1, 12.12.1996 | |||
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2238293C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 3318471 C1, 23.08.1984 | |||
| АНКЕРНАЯ КРЕПЬ | 1993 |
|
RU2071564C1 |

