Изобретение относится к швейной промышленности, в частности к изготовлению одежды с объемным несвязным утеплителем.
Известен способ образования водонепроницаемого ниточного соединения (Пат. РФ 2396382, МПК D05B 1/26. Способ образования водонепроницаемого ниточного соединения. /Белова И.Ю., Метелева О.В., Кирова И.А., Сивина В.А.; заявитель и патентообладатель Ивановская гос. текст. академия. - 2009113375/12; заявл. 09.04.2009; опубл. 10.08.2010, бюл. 29), заключающийся в нанесении герметизирующего состава на нитку, стачивании деталей швейных изделий строчкой челночного стежка и термофиксации.
Недостатками данного способа являются: введение дополнительных операций по нанесению герметизирующего состава на нитку и термофиксации полученных ниточных соединений, что приводит к повышению трудоемкости выполнения шва, снижению производительности труда, увеличению длительности цикла изготовления изделия; необходимости применения специального оборудования для термофиксации; появлению опасной нагрузки на окружающую среду и работающего; появлению свойства непроницаемости ниточного соединения только после воздействия воды, а значит, недостатки шва сохраняются, не препятствуя миграции пухо-перовой смеси.
Известен безниточный шов для герметичного соединения разнородных по свойствам материалов, например воздухонепроницаемой термостойкой пленки и эластичного пленочного материала (Пат. 2379394, РФ, МПК D05B 35/00. Безниточный шов для герметичного соединения материалов. /Метелева О.В., Сурикова М.В., Бондаренко Л.И., Коваленко Е.И.; заявитель и патентообладатель Ивановская гос. текст. академия. - 2008128888/12; заявл. 14.07.2008; опубл. 20.01.2010, бюл. №29), заключающийся в том, что шов содержит дополнительный слой герметичной ленты, расположенной вразворот с лицевой стороны вдоль поверхности шва, основной слой герметичной ленты расположен либо всгиб, либо вразворот снаружи или внутри соединяемых материалов в зависимости от конструкции шва, а в качестве соединительной ленты используют эластичный самоклеящийся материал на основе водной дисперсии сополимера бутилакрилата, акрилонитрила и метакриловой кислоты.
Шов не может быть использован для соединения изделий на перо-пуховом утеплителе, так как он позволяет соединять только срезы деталей, и, следовательно, с его помощью невозможно выполнение стегальных соединений внутри деталей, при его применении происходит изменение внешнего вида из-за расположения герметичной ленты на лицевой поверхности изделия.
Известен способ образования водонепроницаемых ниточных соединений (Пат. РФ 2211264, МПК D05B 1/26. Способ образования водонепроницаемых ниточных соединений. /Покровская Е.П., Метелева О.В., Веселов В.В., Бондаренко Л.И.; заявитель и патентообладатель Ивановская гос. текст. академия. - 2002120676/12; заявл. 29.07.2002; опубл. 27.08.2003, бюл. 29), заключающийся в подаче в зону соединения слоев материала герметизирующей клеевой пленки, их стачивании, при этом в качестве герметизирующего материала используют двухстороннюю самоклеящуюся пленку на основе акрилатных латексов толщиной 0,2-0,3 мм, располагаемую между соединяемыми слоями, а ниточно-клеевой шов образуется при давлении в зоне контакта - 0,7-0,8 кгс/см2.
Однако использование двухсторонней самоклеящейся пленки приводит к осложнению процесса стачивания из-за увеличения толщины соединяемого пакета и налипания клея на швейную нить и иглу и, как следствие, к снижению производительности труда, увеличению длительности цикла изготовления изделия, повышению трудоемкости за счет выполнения дополнительной операции нанесения герметика в виде водной дисперсии акриловых сополимеров на лицевую поверхность ниточной строчки.
За прототип принят способ снижения миграции составляющих объемного несвязанного утеплителя через швы (Пат. РФ 2177237, МПК A41D 31/02, A47G 9/02. Способ снижения миграции составляющих объемного несвязанного утеплителя через швы. Бекмурзаев Л.А., Куликов Ф.А., Романова Е.В., Паченцева С.Г., Шалак Н.М.; заявитель и патентообладатель Южно-Российский гос. ун-т экон. и сервиса. - 2000116852/12; заявл. 26.06.2000; опубл. 22.12.2001, бюл. 29), заключающийся в том, что по намеченной линии шва прокладывают термопластичную пленку или наносят термопластичный клей, которые после прокладывания строчки доводят нагреванием до вязкотекучего состояния и заполняют отверстия от проколов иглы.
Недостатками способа являются сложность стежкообразования из-за наличия препятствия в виде клея; отсутствие фиксирующего действия для удержания пленки в намеченном месте; необходимость введения дополнительной операции в виде нагревания и дополнительного оборудования, что, в свою очередь, приводит к снижению производительности труда, увеличению длительности цикла изготовления изделия, повышению трудоемкости; появлению тепло- и химических выделений при введении операции нагревания.
Техническим результатом изобретения является повышение непроницаемости ниточных соединений одежды для пухо-перовой смеси, в том числе и в процессе ее эксплуатации, с одновременным снижением трудоемкости операций по предотвращению миграции пухо-перовой смеси.
Указанный технический результат достигается тем, что в способе образования непроницаемого соединения изделий на пухо-перовом утеплителе, заключающемся в прокладывании по намеченной линии шва самоклеящейся пленки с последующим стачиванием, согласно изобретению перед стачиванием между основной деталью и чехлом пухо-перового утеплителя на лицевую сторону чехла укладывают самоклеящуюся пленку предварительно либо охлажденную, либо смоченную со стороны клеевого слоя водой при помощи, например, увлажненной губки, расположенной перед игловодителем, прижимают самоклеящуюся пленку, одновременно стачивая, при этом охлаждение самоклеящейся пленки осуществляют до температуры 5-10°С, минимальное давление прижима самоклеящейся пленки к утеплителю составляет 20-30 кПа.
Повышение непроницаемости ниточных соединений одежды для пухо-перовой смеси, в том числе и в процессе ее эксплуатации, достигается тем, что самоклеящаяся пленка в своей структуре имеет самоклеящийся слой, клеевые свойства которого максимально проявляются после образования ниточно-клеевого соединения путем релаксации отверстия прокола в самоклеящейся пленке и, как следствие, «залечивание» этого отверстия. Это происходит за счет того, что при нормальной температуре t=20-25°С клеевой слой находится в вязкотекучем состоянии, он способен «залечивать» отверстия, таким образом обеспечивая непроницаемость (блокирование) ниточных соединений для пухо-перовой смеси, испытывающих деформационные нагрузки в носке и при уходе за изделием. Одновременно со снижением миграции пухо-перового утеплителя происходит сокращение трудоемкости операций. Это достигается за счет того, что использование предварительного до стачивания охлаждения рулона самоклеящейся пленки приводит к повышению вязкости клеевого слоя самоклеящейся пленки, уменьшению его липкости, а использование альтернативного смачивания самоклеящейся пленки приводит соответственно к экранированию клеевого слоя и также временному предотвращению появления клеевым слоем свойства липкости. Получаемый эффект от применения временного охлаждения или смачивания способствует улучшению процесса стежкообразования, поскольку тонкий клеевой слой временно частично теряет свою активность, а остаточная липкость достаточна для фиксирования самоклеящейся пленки на любой тканевой поверхности. Предварительное охлаждение или смачивание водой самоклеящейся пленки не приводит к снижению эффективности процесса получения стойкого к миграции пухо-перовой смеси образуемого ниточно-клеевого шва, так как охлаждение и смачивание осуществляются параллельно с применением самоклеящейся пленки, независимо или автономно от него.
На фиг. 1 представлена схема расположения элементов структуры пакета материала по заявляемому способу.
На фиг. 2 представлены микрофотографии отверстия прокола в материале чехла с наложенной самоклеящейся пленкой, прижатой при стачивании по заявляемому способу: а) после стачивания; б) через 48 часов после стачивания.
На фиг. 3 показано влияние толщины пленки и режимов образования на адгезионную прочность клеевого соединения при: а) разной величине давления прижима, б) времени воздействия.
Пример 1.
Изготавливали образцы пакетов, моделирующих участки стегальных полочек и спинок следующим образом: намечали на основной детали из материала верха с пленочным покрытием арт. Jordan (поверхностная плотность ρ=90 г/м2, состав polyethylene terephthalate) линии выстегивания, брали пухо-перовой утеплитель (готовый пуховой пакет с набивкой 85% пуха и 15% пера), накладывали на него основную деталь из материала верха, перемещали сформированный пакет на швейную машину фирмы Maxdo GC 0538 (Китай), доставали охлажденную до температуры t=5°С самоклеящуюся пленку из холодильника, заправляли самоклеящуюся пленку в устройство для ее подачи из рулона, отделяли конец самоклеящейся пленки, отгибали основную деталь в месте намеченной линии выстегивания, на чехол (под основную деталь), ориентируясь на место намелки, укладывали конец охлажденной самоклеящейся пленки клеевым слоем вниз, возвращали основную деталь верха в прежнее положение и подкладывали сформированный таким образом пакет под лапку швейной машины, по намеченной линии прокладывали машинную стегальную однолинейную строчку (фиг. 1) с параметрами:
- число стежков в 1 см строчки: n=3,3;
- № иглы - №70 с заточкой SPI;
- нитки - игольная 70 ЛЛ, челночная - текстурированная 100% ПЭ SABA100;
- закрепление шва - отсутствует;
- давление лапки Р=20÷30 кПа;
- самоклеящаяся пленка на основе водных дисперсий акриловых сополимеров бутилакрилонитрильных латексов (1 слой - армирующий толщиной σ=50÷70 мкм, 2 слой - клеевой толщиной σ=150÷180 мкм).
Пример 2.
Изготавливали образцы пакетов, моделирующих участки стегальных полочек и спинок следующим образом: намечали на основной детали из материала верха с пленочным покрытием арт. Jordan (поверхностная плотность ρ=90 г/м2, состав polyethylene terephthalate) линии выстегивания, брали пухо-перовой утеплитель (готовый пуховой пакет с набивкой 85% пуха и 15% пера), накладывали на него основную деталь из материала верха, перемещали сформированный пакет на швейную машину фирмы Maxdo GC 0538 (Китай), доставали охлажденную до температуры t=10°С самоклеящуюся пленку из холодильника, заправляли самоклеящуюся пленку в устройство для ее подачи из рулона, отделяли конец самоклеящейся пленки, отгибали основную деталь в месте намеченной линии выстегивания, на чехол (под основную деталь), ориентируясь на место намелки, укладывали конец охлажденной самоклеящейся пленки клеевым слоем вниз, возвращали основную деталь верха в прежнее положение и подкладывали сформированный таким образом пакет под лапку швейной машины, по намеченной линии прокладывали машинную стегальную однолинейную строчку (фиг. 1) с параметрами:
- число стежков в 1 см строчки: n=3,3;
- № иглы - №70 с заточкой SPI;
- нитки - игольная 70 ЛЛ, челночная - текстурированная 100% ПЭ SABA100;
- закрепление шва - отсутствует;
- давление лапки Р=20÷30 кПа;
- самоклеящаяся пленка на основе водных дисперсий акриловых сополимеров бутилакрилонитрильных латексов (1 слой - армирующий толщиной σ=50÷70 мкм, 2 слой - клеевой толщиной σ=150÷180 мкм).
В процессе стачивания установлено, что t=5÷10°С является оптимальной для процесса стачивания и для сохранения минимальных липких свойств клеевого слоя. Если t≤5°С, то требовалось время для восстановления минимальной липкости, а если t≥10°С, то происходило повышение липких свойств клеевого слоя самоклеящейся пленки и налипание клея на швейную иглу и нитки, что осложняло процесс стежкообразования.
Пример 3.
Изготавливали образцы пакетов, моделирующих участки стегальных полочек и спинок следующим образом: намечали на основной детали из материала верха с пленочным покрытием арт. Jordan (поверхностная плотность ρ=90 г/м2, состав polyethylene terephthalate) линии выстегивания, брали пухо-перовой утеплитель (готовый пуховой пакет с набивкой 85% пуха и 15% пера), накладывали на него основную деталь из материала верха, перемещали сформированный пакет на швейную машину фирмы Maxdo GC 0538 (Китай), заправляли самоклеящуюся пленку в устройство для ее подачи из рулона, отделяли конец самоклеящейся пленки, отгибали основную деталь в месте намеченной линии выстегивания, увлажняли клеевой слой самоклеящейся пленки губкой, посредством установленной на рукав швейной машины перед игловодителем емкости с водой (температура помещения примерно t=20÷25°С) объемом около 50 мл (губка выступала из емкости для контакта с подаваемой из рулона самоклеящейся пленкой), на чехол (под основную деталь), ориентируясь на место намелки, укладывали конец увлажненной самоклеящейся пленки клеевым слоем вниз, возвращали основную деталь верха в прежнее положение и подкладывали сформированный таким образом пакет под лапку швейной машины, по намеченной линии прокладывали машинную стегальную однолинейную строчку с параметрами:
- число стежков в 1 см строчки - n=3,3;
- № иглы - №70 с заточкой SPI;
- нитки - игольная 70 ЛЛ, челночная - текстурированная 100% ПЭ SABA 100;
- закрепление шва - отсутствует;
- давление лапки - Р=20÷30 кПа;
- самоклеящаяся пленка на основе водных дисперсий акриловых сополимеров бутилакрилонитрильных латексов (1 слой - армирующий толщиной σ=50÷70 мкм, 2 слой - клеевой толщиной σ=150÷180 мкм).
Охлаждение обеспечивается помещением на короткое время или хранением самоклеящейся пленки в бытовом холодильнике. Смачивание клеевого слоя самоклеящейся пленки обеспечивается установкой на рукав швейной машины перед игловодителем емкости с водой объемом около 50 мл с размещенной в ней губкой, выступающей из емкости для контакта с подаваемой из рулона самоклеящейся пленкой.
Стачанные пакеты испытывали путем воздействия аквастирки в условиях предприятий бытового обслуживания и оценивали их внешний вид с помощью цифрового USB-микроскопа АМ2011-Dino-Lite Basic с увеличением в 200 раз и рассчитывали коэффициент сквозной миграции Ксм по формуле (1):

где КСМ - коэффициент сквозной миграции по длине мигрировавших волокон утеплителя, отн. ед.;


LO - общая длина ниточного соединения, мм.
Результаты оценки КСМ при изготовлении стеганых пакетов утепленной одежды на пухо-перовом утеплителе различными способами (по используемой в производстве технологии, по способу-прототипу, по заявляемому изобретению) представлены в таблице 1.
Параллельно с оценкой миграции пухо-перовой смеси получены фотографии отверстий прокола материала чехла пакета с помощью цифрового USB-микроскопа АМ2011-Dino-Lite Basic с наложенной самоклеящейся пленкой с последующим прижатием при стачивании в соответствии с заявляемым способом сразу после стачивания (фиг.2,а) и через 48 часов (фиг.2,б).



Выводы:
Сравнительный анализ результатов блокирования ниточных соединений к проникновению пухо-перовой смеси показал, что:
- миграция пухо-перовой смеси через ниточные соединения при использовании заявляемого способа (выстегивания на швейной машине однолинейной строчкой с укладыванием охлажденной до t=5÷10°С самоклеящейся пленки с прижимом в процессе выстегивания - вариант 1 или выстегивания на швейной машине однолинейной строчкой с укладыванием смоченной со стороны клеевого слоя водой при комнатной температуре самоклеящейся пленки с прижимом в процессе выстегивания - вариант 2) значительно снижается по сравнению с используемой в производстве технологией - в 3-10 раз и с выстегиванием на швейной машине однолинейной строчкой с прокладыванием в области строчки термопластичной пленки и с последующим нагреванием (прототип) - 2-8 раз;
- воздействие первой-второй (см. табл. 1) аквастирок на образцы выстеганных пакетов приводит при применении технологии по прототипу и используемой в производстве технологии к увеличению коэффициента сквозной миграции (Ксм) и, значит, к снижению непроницаемости ниточных соединений одежды для пухо-перовой смеси, а в случае применения заявляемого способа (вариант 1 и вариант 2) увеличения коэффициента сквозной миграции (Ксм) не происходит и, значит, качество ниточных соединений одежды сохраняется на исходном уровне - на уровне коэффициента сквозной миграции (Ксм) до первой-второй аквастики, и они остаются непроницаемыми;
- динамика изменения коэффициента сквозной миграции (Ксм) после воздействия аквастирки происходит в сторону его увеличения, но с меньшей интенсивностью при использовании заявляемого способа (вариант 1 и вариант 2) и с большей интенсивностью для используемой в производстве технологии и технологии по прототипу, что свидетельствует о более качественном предотвращении миграции пухо-перовой смеси через ниточные соединения при применении заявляемого способа;
- при применении заявляемого способа (вариант 1 и вариант 2) значение коэффициента сквозной миграции (Ксм) после интенсивного воздействия аквастирки (после 10 циклов) меньше в 1,5 раза коэффициента сквозной миграции (Ксм) после первой аквастирки при применении технологии по прототипу и в 2 раза после первой аквастирки - чем для используемой в производстве технологии.
Кроме того, отсутствие вредной нагрузки на окружающую среду и работающего достигается тем, что приклеивание самоклеящейся пленки осуществляется за счет ее липкости и не требует кроме наличия минимального давления, создаваемого при прижиме стачиваемого пакета лапкой швейной машины порядка 20-30 кПа, никакого другого воздействия, и отсутствие необходимости применения других физических или химических агентов. Адгезионная прочность ниточно-клеевого соединения является основным свойством, от которого зависят долговечность и надежность соединения. Условия транспортирования материалов при выполнении швов влияют на плотность контакта самоклеящейся пленки с поверхностью материала и качество образуемого ниточно-клеевого соединения. Механическое нормальное давление в зоне контакта самоклеящейся пленки и основного материала или усилие сжатия соединяемых материалов, продолжительность воздействия давления тесно связаны с режимами стачивания, поскольку процесс образования стежков и приклеивание самоклеящейся пленки осуществляются в одной концентрированной операции. При увеличении давления и времени не происходит значительного роста сопротивлению расслаивания, поэтому оптимальным и достаточным для склеивания является давление прижима лапки швейной машины порядка 20-30 кПа, дальнейшее увеличение давления выше чем 30 кПа нецелесообразно (фиг. 3,а и 3,б).
Универсальность применения в любом месте детали и изделия без изменения внешнего вида изделия достигается тем, что самоклеящаяся пленка располагается всегда при ее применении между слоями деталей верха и контактирующей с ней поверхностью чехла готового пухо-перового утеплителя как внутри площади детали в любом ее месте, так и по ее срезам, исключая при этом необходимость размещения самоклеящейся пленки на лицевой поверхности детали и изделия, что способствует полному сохранению неизменным внешнего вида изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| СПОСОБ ОЦЕНКИ МИГРАЦИИ ПУХО-ПЕРОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497113C1 |
| КОНСТРУКЦИЯ ПАКЕТА ШВЕЙНЫХ ИЗДЕЛИЙ ДЛЯ МЕХАНИЗИРОВАННОГО ЗАПОЛНЕНИЯ ПЕРОПУХОВЫМ УТЕПЛИТЕЛЕМ | 2010 |
|
RU2438537C1 |
| БЕЗНИТОЧНЫЙ ШОВ ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ МАТЕРИАЛОВ | 2008 |
|
RU2379394C1 |
| СПОСОБ СНИЖЕНИЯ МИГРАЦИИ СОСТАВЛЯЮЩИХ ОБЪЕМНОГО НЕСВЯЗАННОГО УТЕПЛИТЕЛЯ ЧЕРЕЗ ШВЫ | 2000 |
|
RU2177237C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМОГО НИТОЧНОГО СОЕДИНЕНИЯ | 2009 |
|
RU2396382C1 |
| КОНСТРУКЦИЯ ПАКЕТА СПЕЦИАЛЬНОЙ ОДЕЖДЫ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К АЭРОДИНАМИЧЕСКОЙ ДЕФОРМАЦИИ | 2013 |
|
RU2535275C2 |
| Способ герметичного соединения деталей из монокомпонентных материалов с поликомпонентным покрытием | 2022 |
|
RU2791020C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ИЗ ВОЙЛОКА | 2013 |
|
RU2546512C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНЫХ ШВОВ ШВЕЙНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2560057C2 |


Разработан и апробирован новый способ образования непроницаемого соединения изделий на пухо-перовом утеплителе, который заключается в прокладывании по намеченной линии шва самоклеящейся пленки с последующим стачиванием. Перед стачиванием между основной деталью и чехлом пухо-перового утеплителя на лицевую сторону чехла укладывают самоклеящуюся пленку предварительно либо охлажденную, либо смоченную со стороны клеевого слоя водой при помощи, например увлажненной губки, расположенной перед игловодителем. Самоклеящуюся пленку прижимают, одновременно стачивая, при этом охлаждение самоклеющейся пленки осуществляют до температуры 5-10°С. Минимальное давление прижима самоклеящейся пленки к утеплителю составляет 20-30 кПа. Изобретение позволяет повысить непроницаемость ниточных соединений одежды для пухо-перовой смеси, в том числе и в процессе ее эксплуатации, и одновременно снизить трудоемкость операций по предотвращению миграции пухо-перовой смеси. 1 з.п. ф-лы, 3 ил., 1 табл.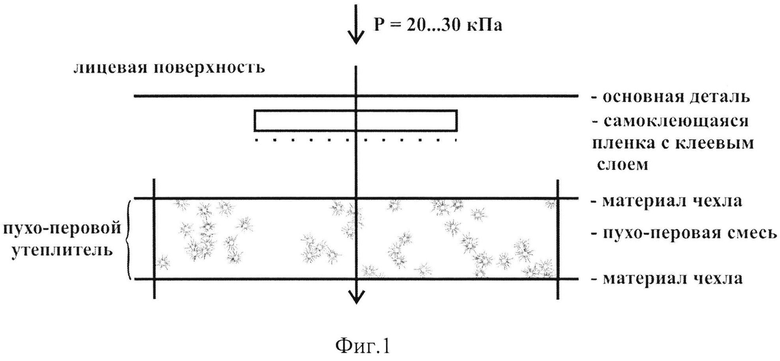
1. Способ образования непроницаемого соединения изделий на пухо-перовом утеплителе, заключающийся в прокладывании по намеченной линии шва самоклеящейся пленки с последующим стачиванием, отличающийся тем, что перед стачиванием между основной деталью и чехлом пухо-перового утеплителя на лицевую сторону чехла укладывают самоклеящуюся пленку предварительно либо охлажденную, либо смоченную со стороны клеевого слоя водой при помощи, например, увлажненной губки, расположенной перед игловодителем, прижимают самоклеящуюся пленку, одновременно стачивая, при этом охлаждение самоклеящейся пленки осуществляют до температуры 5-10°C.
2. Способ по п. 1, отличающийся тем, что минимальное давление прижима самоклеящейся пленки к утеплителю составляет 20-30 кПа.
| СПОСОБ СНИЖЕНИЯ МИГРАЦИИ СОСТАВЛЯЮЩИХ ОБЪЕМНОГО НЕСВЯЗАННОГО УТЕПЛИТЕЛЯ ЧЕРЕЗ ШВЫ | 2000 |
|
RU2177237C1 |
| US 4604152 A, 05.08.1986 | |||
| Электронная лампа | 1931 |
|
SU41958A1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |

