Изобретение относится к способу изготовления бумаги, имеющей трехмерный рисунок чередующихся выпуклых и углубленных участков, который нанесен на бумагу посредством импульсной сушки, при которой влажное бумажное полотно пропускают через зону контакта при прессовании, где находится вращающийся валик, который нагрет и снабжен рисунком чередующихся выпуклых и углубленных участков, предназначенных для впрессовывания в бумажную ленту на опоре.
Влажные бумажные полотна обычно сушат на одном или нескольких нагретых валиках. Способом, который широко применяют для тонкой (папиросной) бумаги, является так называемая американская сушка. При американской сушке влажное бумажное полотно прижимают к нагреваемому паром американскому сушильному барабану, который может иметь очень большой диаметр. Дополнительное тепло для сушки подводят путем продувки нагретого воздуха. Если изготавливаемая бумага является мягкой бумагой, бумажное полотно обычно крепируют на американском сушильном барабане. Сушке на американском сушильном барабане предшествуют вакуумное обезвоживание и отжим влаги, при котором из бумажного полотна механически отжимают воду.
Другим способом сушки является так называемая сквозная сушка воздухом (ССВ). При этом способе бумагу сушат посредством горячего воздуха, который продувают через влажную бумажную ленту, зачастую без предшествующего отжима влаги. Бумажное полотно, которое подают в устройство для сквозной сушки воздухом, затем подвергают лишь вакуумному обезвоживанию, имеет содержание сухих волокон примерно 25-30% и высушивается в устройстве для сквозной сушки воздухом до содержания сухих волокон примерно 65-90%. Бумажное полотно переносят на специальную сушащую ткань и пропускают через так называемый барабан для сквозной сушки воздухом (ССВ-барабан), имеющий открытую конструкцию. Во время прохождения бумажного полотна через ССВ-барабан горячий воздух пропускают через бумагу. Бумага, изготовленная таким образом, в основном мягкая бумага, становится очень мягкой и пухлой. Однако такой способ является очень энергоемким, т.к. всю воду, которую удаляют, приходится испарять. В связи с ССВ снабженная рисунком структура сушащей ткани переносится на влажное бумажное полотно. Эта структура по существу поддерживается во влажном состоянии бумаги, поскольку она была внесена во влажное бумажное полотно. Описание способа ССВ можно найти, например, в US-A-3301746.
Импульсная сушка бумажного полотна описана, например, в SE-B-423118 и, если говорить коротко, предусматривает пропускание влажной бумаги через зону контакта при прессовании между прессующим валиком и нагретым валиком, который нагрет до такой высокой температуры, что происходит быстрое и интенсивное парообразование на поверхности раздела между влажной бумагой и нагретым валиком. Нагрев валика осуществляют, например, с помощью газовых горелок или других нагревательных устройств, например посредством электромагнитной индукции. Ввиду того, что теплопередача в бумагу происходит, главным образом, в зоне контакта при прессовании, достигается исключительно высокая скорость теплопередачи. Во время импульсной сушки происходит не испарение всей воды, подлежащей удалению из бумажной ленты, а вынос воды из пор между волокнами в бумажной ленте паром на его пути через бумажную ленту. За счет этого эффективность сушки становится очень высокой.
В ЕР-А-0490655 предложено изготовление бумажного полотна, в частности мягкой бумаги, при котором бумаге одновременно с импульсной сушкой придают тисненую поверхность. Это тиснение проводят путем впрессовывания рисунка в бумагу с одной или обеих сторон на жесткой опоре. Это обеспечивает сжатие бумаги, и за счет этого повышенную плотность на некоторых участках точно напротив оттисков и пониженную плотность на промежуточных участках.
Задача настоящего изобретения заключается в том, чтобы разработать способ изготовления бумаги, подвергаемой импульсной сушке и имеющей трехмерный рисунок, например мягкой бумаги, предназначенной для использования в качестве туалетной бумаги, кухонных рулонов, бумажных носовых платков, столовых салфеток и т.п., при котором бумага имеет высокую пухлость, высокую упругость и высокую мягкость. При импульсной сушке влажное бумажное полотно пропускают через зону контакта при прессовании, в которой находится вращающийся валик, который нагрет и снабжен рисунком чередующихся выпуклых и углубленных участков, предназначенным для впрессовывания в бумагу на опоре. Новый признак, соответствующий изобретению, заключается в том, что опора имеет нежесткую поверхность, так что бумажному полотну придают трехмерную структуру, имеющую общую толщину, которая больше, чем толщина непрессованной бумаги. За счет этого увеличиваются пухлость и мягкость бумаги, а также ее упругость.
На протяжении зоны контакта при прессовании бумажное полотно обычно опирается на сжимаемый прессованный войлок, образующий нежесткую опору. Согласно одному конкретному варианту осуществления настоящего изобретения прессованный войлок прижимают к упругой нежесткой поверхности в зоне контакта при прессовании.
Ниже приведено более подробное описание изобретения со ссылками на некоторые конкретные варианты его осуществления, показанные на прилагаемых чертежах.
Фиг. 1 изображает схематический вид сбоку устройства для импульсной сушки, соответствующего одному конкретному варианту осуществления изобретения.
Фиг.2 - зону контакта при прессовании в увеличенном масштабе.
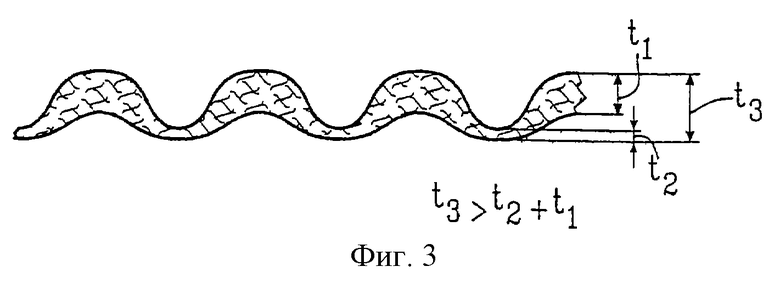
Фиг.3 - схематическое поперечное сечение бумаги согласно изобретению.
Фиг.4 - схематическое поперечное сечение несжатой бумаги.
Фиг. 5 - схематическое поперечное сечение бумаги, сжатой в зоне контакта при прессовании, в которой нагретый валик был гладким.
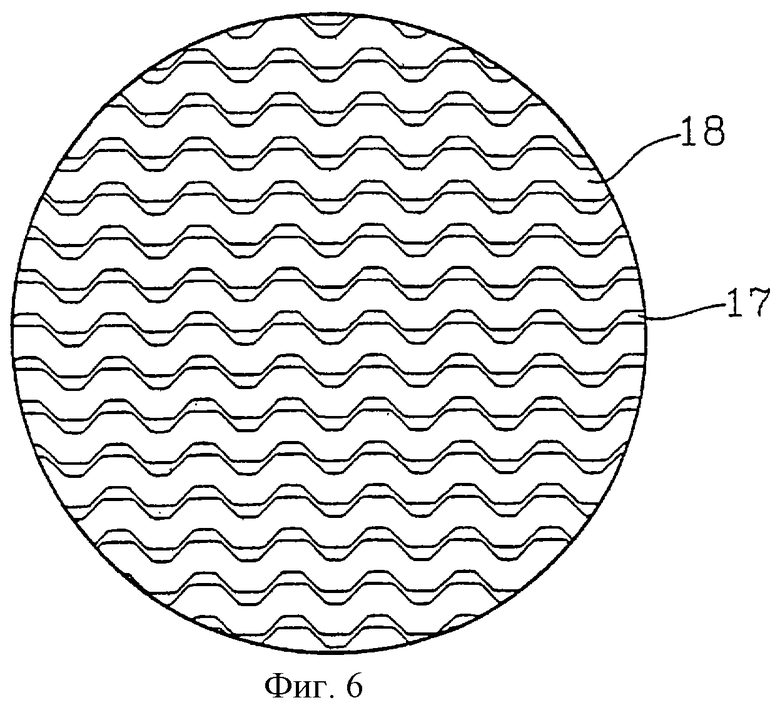
Фиг.6 - рисунок тиснения.
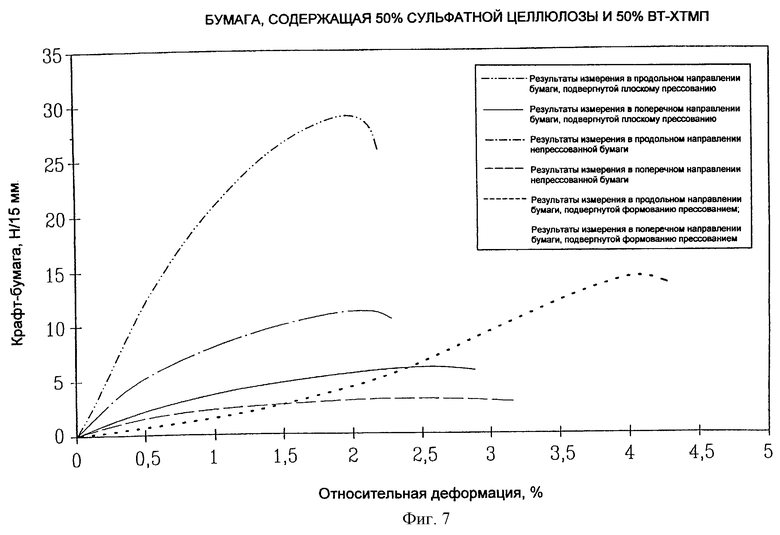
Фиг. 7 - сравнение между диаграммой "деформация-механическое напряжение" для несжатой (непрессованной), сжатой (подвергнутой плоскому прессованию) и формованной прессованием бумаги с рисунком, соответствующим фиг.6.
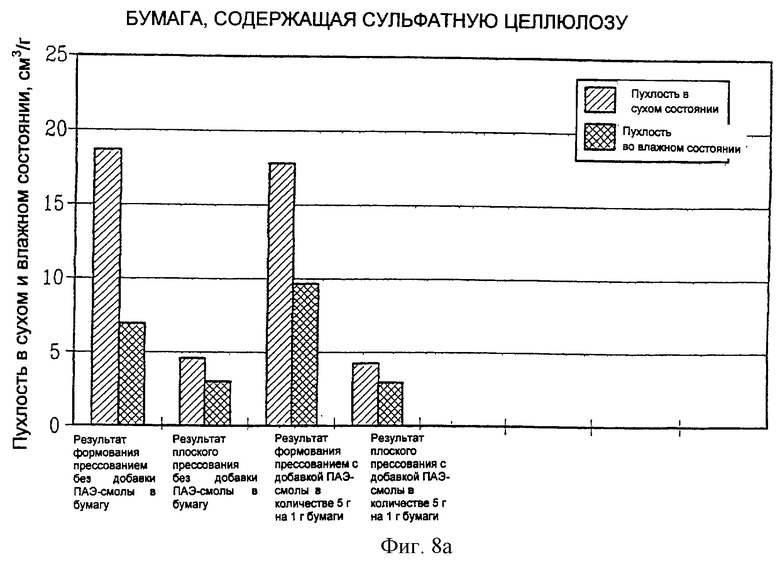
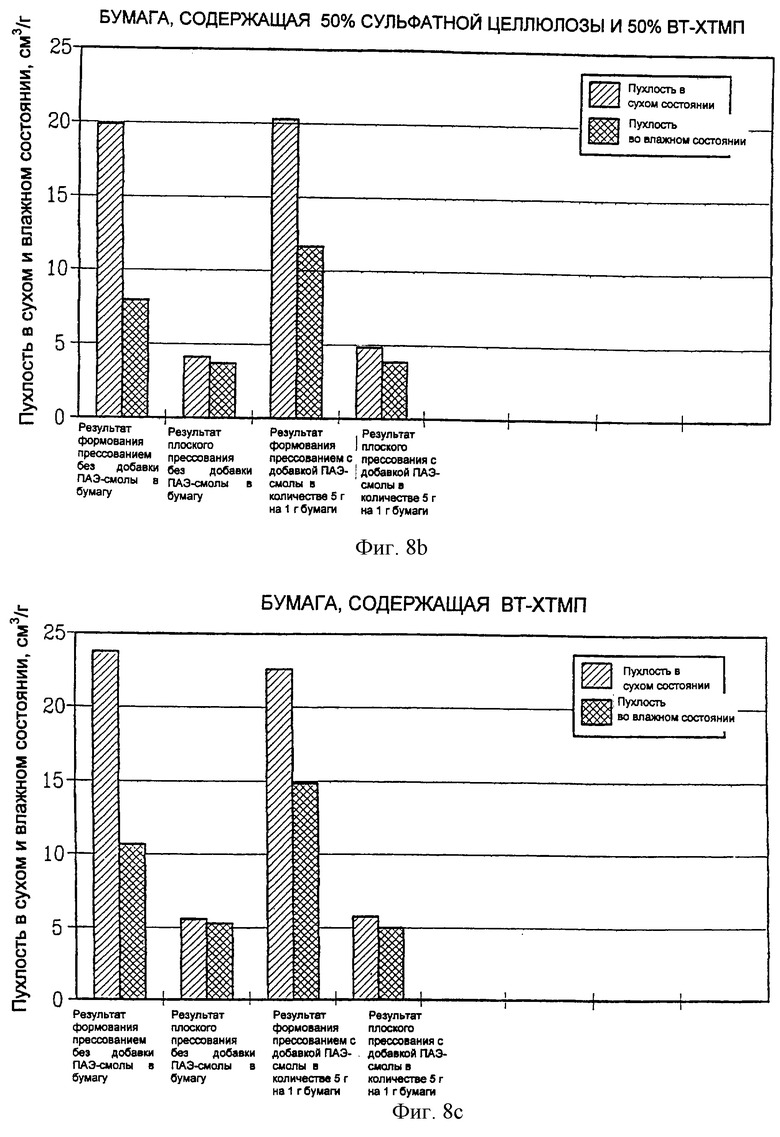
Фиг. 8а-с - в виде гистограмм пухлость и впитывание бумаги, подвергнутой импульсной сушке и изготовленной из пульпы различных типов.
Фиг. 1 схематически изображает устройство для осуществления импульсной сушки бумажного полотна. Влажное бумажное полотно 10, которое обезвожено путем пропускания над вакуумными рамами (не показаны), опирается на сжимаемый прессованный войлок 11 и подается в зону 12 контакта при прессовании между двумя вращающимися валиками 13 и 14, при этом валик 13, находящийся в контакте с бумажным полотном, нагрет до температуры, которая достаточно высока для обеспечения сушки бумажного полотна. Температуру поверхности нагретого ролика можно изменять в зависимости от таких факторов, как влагосодержание бумажного полотна, толщина бумажного полотна, время контакта между бумажным полотном и валиком, а также требуемое влагосодержание готового бумажного полотна. Конечно температура поверхности не должна быть настолько высокой, чтобы вызывать повреждение бумажной ленты. Подходящая температура должна находиться в интервале 100-140oС, предпочтительно составлять 150-350oС, а наиболее предпочтительно составлять 200-350oС.
Бумажное полотно прижимают к нагретому ролику 13 посредством войлока 11 и валика 14, который снабжен податливым нежестким поверхностным слоем, например, из резины или другого упругого материала.
На поверхности раздела между нагретым валиком 13 и влажной бумажной лентой имеет место очень быстрое, резкое и почти взрывное парообразование, при котором образовавшийся пар на своем пути сквозь бумагу выносит воду. Более подробное описание способа импульсной сушки можно найти в вышеупомянутом документе SE-B-423118, рассматривая его в совокупности, например, с ЕР-А-0337973 и с US-A-5556511.
Бумагу после сушки наматывают в наматываемый рулон 16. При необходимости бумагу можно крепировать перед намоткой. Однако отмечено, что необходимость крепирования бумаги для придания ей мягкости и пухлости, что является целью в случае мягкой бумаги, уменьшается, когда используют способ импульсной сушки согласно изобретению, поскольку за счет интенсивного расширения пара бумага приобретает пухлость и мягкость, а кроме того, трехмерную структуру.
В соответствии с обычным процессом перед подачей в устройство для импульсной сушки бумагу можно обезвоживать посредством вакуумных рам, а кроме того, слегка отжимать.
Одновременно с импульсной сушкой бумаге придают трехмерную структуру. Это можно осуществить так, как показано на фиг.1 и 2, благодаря тому, что нагретый валик 13 снабжен рисунком тиснения, состоящим из чередующихся выпуклых и углубленных зон. На фиг.6 изображен пример такого рисунка тиснения, в котором выпуклые участки 17 состоят из выступающего рельефа, а углубленные участки - из выфрезерованных канавок. Структура после этого по существу поддерживается также в увлажненном состоянии бумаги, поскольку была внесена во влажное бумажное полотно в связи с его сушкой.
Поскольку обычно для определения формообразования, осуществляемого на высушенной бумаге, обычно употребляют термин "тиснение", то в нижеследующем тексте для определения трехмерного формообразования бумаги, которое происходит одновременно с импульсной сушкой, употребляется термин "формование прессованием". За счет этого формования прессованием увеличивается пухлость и впитывающая способность бумаги, в то же время это влияет на такие важные свойства мягкой бумаги, как меньшая жесткость при растяжении и большее относительное удлинение.
Ввиду того, что формование бумажного полотна прессованием имеет место на нежесткой поверхности, т.е. на сжимаемом прессованном войлоке 11 и покрытой резиной огибающей поверхности валика 14, то имеет место формообразование бумаги, которое приводит к появлению трехмерной структуры, общая толщина которой больше, чем толщина непрессованной бумаги. Это видно из фиг.2. За счет этого бумаге придается высокая пухлость, а значит и высокая впитывающая способность и высокая мягкость, которые являются важными свойствами для мягкой бумаги. В то же время в бумаге получается локально изменяющаяся плотность, причем участки бумаги, которые сжаты выпуклыми участками 17 валика 13, имеют более высокую плотность. Трехмерная структура также вносит вклад во влияние на бумажную ленту применительно к таким важным свойствам мягкой бумаги, как меньшая жесткость при растяжении и большее относительное удлинение.
На фиг. 3 показано схематическое поперечное сечение бумажного полотна, которое подвергнуто формованию прессованием согласно изобретению, причем t1 обозначает толщину непрессованной бумажного полотна, t2 обозначает толщину уплотненных участков бумажного полотна, a t3 обозначает общую толщину бумажного полотна. На фиг. 3 показано, что t3>t1+t2, но согласно изобретению достаточно соблюсти неравенство t3>t1, при этом в некоторых случаях t3≤t1+t2.
На фиг. 4 показано схематическое поперечное сечение несжатого бумажного полотна, в котором оно имеет толщину t1, перед зоной контакта при прессовании. На фиг.5 показано схематическое поперечное сечение бумажного полотна, которое с помощью гладкого нагретого валика сжато в зоне контакта при прессовании, в которой бумажное полотно сжато до толщины t2. Конечно можно спроектировать устройство прессования многими другими способами. Например, опора может состоять из прессующего башмака в упругой крышке. Также можно расположить два устройства прессования друг за другом.
Бумагу можно изготавливать, используя множество различных типов пульпы (целлюлозы). Если не принимать во внимание регенерированную пульпу, которую в настоящее время широко применяют, главным образом, для туалетной бумаги и кухонных рулонов, то наиболее широко применяемым типом пульпы для мягкой бумаги является техническая (химическая) целлюлоза. Ее получают путем пропитывания древесной щепы химическими веществами и последующего кипячения до перехода лигнина и гемицеллюлозы в жидкое состояние. По окончании кипячения целлюлозу подвергают просеиванию и промывке перед отбеливанием. Содержание лигнина в такой пульпе практически равно нулю, а волокна, который состоят в основном из чистой целлюлозы, являются относительно тонкими и гибкими. Техническая пульпа может быть целлюлозой как длинноволокнистого, так и коротковолокнистого типа, в зависимости от древесного сырья, и может быть целлюлозой сульфатного или сульфитного типа, в зависимости от состава кипятимой жидкости. Длинноволокнистая техническая целлюлоза (из древесины хвойных пород), особенно сульфатного типа, оказывает благоприятное влияние на прочностные свойства мягкой бумаги, причем на прочность как в сухом, так и во влажном состоянии.
Техническая пульпа является целлюлозой с низким выходом (низким содержанием альфа-целлюлозы), поскольку она дает выход лишь примерно 50% в пересчете на используемое древесное сырье. Следовательно, это очень дорогая пульпа. Поэтому в мягкой бумаге, а также в других типах бумаги, например в газетной бумаге, картоне и т.д., обычно применяют более дешевые разновидности так называемой пульпы с высоким выходом (высоким содержанием альфа-целлюлозы), например механическую или термомеханическую пульпу. Механическую пульпу (древесную массу) получают путем размалывания или рафинирования, и принцип получения механической пульпы заключается в механическом измельчении древесины. Используют весь древесный материал, поэтому лигнин остается в волокнах, которые являются относительно короткими и жесткими. Получение термомеханической пульпы (ТМП) осуществляют путем рафинирования в дисковом рафинере при повышенном давлении пара. В этом случае лигнин тоже остается в волокнах.
Химомеханическая пульпа (ХП) (химико-механическая целлюлозная масса) или химотермомеханическая пульпа (ХТМП) (химико-термомеханическая целлюлозная масса) - это термины для термомеханической пульпы, которая модифицирована путем добавки небольших количеств химических веществ, обычно сульфита, который добавляют перед рафинированием. Один эффект химической обработки заключается в том, что волокна легче освобождаются. Химомеханическая пульпа или химотермомеханическая пульпа содержат больше цельных волокон и меньше пучков волокон (агрегатов волокон и фрагментов волокон), чем механическая или термомеханическая пульпа. Свойства ХП или ХТМП приближаются к свойствам разновидностей химической пульпы, но есть существенные различия, зависящие помимо других факторов от того, что в ХП и ХТМП волокна крупнее и могут содержать большое количество лигнина, смол и гемицеллюлозы. Лигнин и смолы придают волокнам более гидрофобные свойства и пониженную способность к образованию водородных связей. Добавление некоторого количества химотермомеханической целлюлозы в мягкую бумагу оказывает положительное влияние благодаря ослабленной межволоконной связи на такие свойства, как пухлость и впитывающая способность.
Специальной разновидностью химотермомеханической пульпы (ХТМП) является так называемая высокотемпературная химотермомеханическая пульпа (ВТ-ХТМП), получение которой отличается от получения ХТМП обычного типа, главным образом, за счет использования более высокой температуры для пропитки, предварительного нагрева и рафинирования, предпочтительно не ниже 140oС. Более подробное описание способа получения ВТ-ХТМП можно найти в WO 95/34711. Для ВТ-ХТМП характерно, что она является длинноволокнистой, легко обезвоживаемой и пухлой пульпой с высоким выходом, низким содержанием пучков волокон и низким содержанием мелочи.
В соответствии с изобретением обнаружено, что пульпа с высоким выходом особенно пригодна для импульсной сушки, поскольку она нечувствительна к давлению, легко обезвоживается и имеет открытую структуру, которая способствует прохождению через нее образовавшегося пара. Это минимизирует риск перегрева и уничтожения бумаги вовремя импульсной сушки, которую проводят при значительно более высоких температурах, чем при других способах сушки. Нечувствительность к давлению и открытая структура зависят от того, что волокна в пульпе с высоким выходом относительно крупные и жесткие по сравнению с волокнами в химической пульпе.
Количество пульпы с высоким выходом должно составлять по меньшей мере 10 маc. % в пересчете на массу сухих волокон, предпочтительно 30 маc.%, а наиболее предпочтительно 50 маc.%. Примешивание некоторого количества другой пульпы с хорошими прочностными свойствами, например химической пульпы, предпочтительно длинноволокнистой сульфатной пульпы или регенерированной пульпы, является преимуществом, если целью является высокая прочность готовой бумаги.
Конечно в бумаге можно использовать распространенные добавки, например смачивающие упрочнители, размягчители, наполнители и т.д.
На экспериментальном оборудовании провели опыты, во время которых бумажное полотно, имеющее содержание сухих волокон примерно 35 маc.%, без предварительного прессования подвергали импульсной сушке при температурах, изменяющихся в диапазоне примерно 200-300oС, и давлении примерно 4 МПа. Время импульсной сушки составляло от 3 до 20 мс. Испытываемыми типами пульпы были 100%-ная неразмолотая химическая сульфатная целлюлоза, 100%-ная ВТ-ХТМП и смесь 50/50 неразмолотой химической сульфатной целлюлозы и ВТ-ХТМП. Импульсную сушку проводили как с осуществлением тиснения (формования прессованием) бумажного полотна, так и без него.
На фиг.7 изображено сравнение между диаграммами "напряжение-деформация" для несжатой (непрессованной) бумаги, сжатой (подвергнутой плоскому прессованию) бумаги и бумаги, которая была подвергнута формованию прессованием, с рисунком, который показан на фиг.6. Можно заметить очень хорошие деформационные свойства бумаги, которая была подвергнута формованию прессованием в соответствии с изобретением.
На фиг.8а-с изображены результаты измерений, проведенных применительно к пухлости в сухом и влажном состоянии бумаги, подвергнутой импульсной сушке и содержащей вышеупомянутые разновидности целлюлозы (пульпы). Измерения проведены на нетисненой (подвергнутой плоскому прессованию), а также тисненой (подвергнутой формованию прессованием) бумаге. Кроме того, измерения проведены на бумаге с добавкой и без добавки КИМЕНЕ (KYMENE®), полиамидоаминоэпихлоргидриновой смолы (ПАЭ-смолы). В бумажную массу или в бумажное полотно перед прессованием нужно добавлять смачивающий упрочнитель, поскольку доказано, что смачивающий упрочнитель вносит вклад в сохранение трехмерной структуры, которая была придана бумаге в связи с проведением формования прессованием. Добавляемое количество должно составлять по меньшей мере 0,05 маc.% в пересчете на массу сухих волокон.
Из результатов видно, что подвергнутая импульсной сушке бумага, которая подвергалась формованию прессованию в соответствии с изобретением, имеет высокую пухлость в сухом и влажном состоянии. Особенно хорошие результаты были получены для тех разновидностей бумаги, которые содержали целлюлозу с высоким выходом в виде ВТ-ХТМП. Очевидное увеличение пухлости во влажном состоянии было достигнуто, когда бумага содержала смачивающий упрочнитель.
Конечно изобретение не сводится к конкретным вариантам его осуществления, описанным выше и изображенным на чертежах, а может изменяться в рамках объема притязаний формулы изобретения. Как упоминалось выше, лигнинсодержащая пульпа с высоким выходом может относиться ко многим разновидностям, например, таким как механическая пульпа (целлюлоза), термомеханическая пульпа, химомеханическая пульпа, химотермомеханическая пульпа, и содержать натуральные волокна, а также регенерированные волокна. Примешивание некоторого количества другой пульпы с хорошими прочностными свойствами, например химической пульпы, предпочтительно длинноволокнистой сульфатной пульпы, имеет преимущество, если целью является высокая прочность готовой бумаги. В бумаге также могут содержаться другие разновидности пульпы, включая регенерированную пульпу. Бумажное полотно после импульсной сушки можно подвергать известной обработке разных типов, например, добавке разных химических веществ, дополнительному тиснению, наслаиванию, и т.д. Такая обработка может заключаться в том, что бумажное полотно после придания ему трехмерного рисунка сжимают в последующем вращающемся зажиме, имеющем температуру, которая ниже, чем температура нагретого валика, посредством которого бумаге придан трехмерный рисунок. Вероятно можно впрессовывать дополнительный рисунок в бумажное полотно во время этого сжатия. Сжатие обуславливает уменьшенную пухлость бумаги, что экономит место во время транспортировки и хранения. Деформация бумажного полотна, которая имеет место во время этого сжатия, поддерживается посредством межволоконных связей, которые не постоянны во влажном состоянии. В контакте с водой или водными жидкостями бумага будет восстанавливать свою трехмерную структуру, которая ей была придана при импульсной сушке, во время которой за счет расширения бумаги получена повышенная водовпитывающая способность.



Изобретение предназначено для использования в целлюлозно-бумажной промышленности при изготовлении бумаги, имеющей трехмерный рисунок, например мягкой бумаги, предназначенной для использования в качестве туалетной бумаги, кухонных рулонов, бумажных носовых платков, столовых салфеток и т.п. Рисунок придают бумаге при импульсной сушке. Влажное бумажное полотно пропускают через зону контакта при прессовании, в которой находится вращающийся валик, который нагрет и снабжен рисунком чередующихся выпуклых и углубленных участков, предназначенным для впрессовывания в бумажное полотно на опоре, которая имеет нежесткую упругую поверхность, так что бумажному полотну придают трехмерную структуру, имеющую общую толщину, которая больше, чем толщина непрессованного бумажного полотна. Обеспечивается получение бумаги с трехмерной структурой, имеющей повышенную водовпитывающую способность. 7 з. п. ф-лы, 8 ил.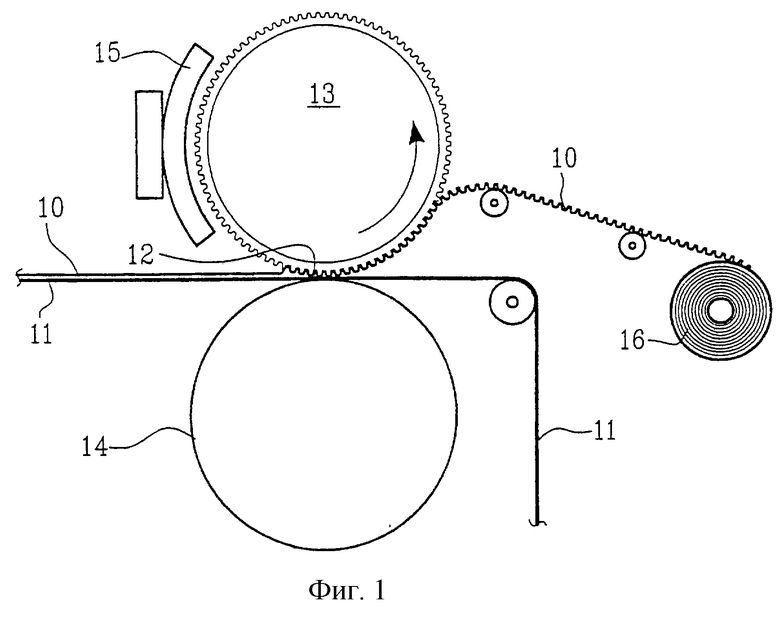
| US 5609725 А, 11.03.1997 | |||
| US 5556509 А, 17.09.1996 | |||
| Устройство для безопилочного резания древесины | 1974 |
|
SU490655A1 |
| RU 2055964 C1, 10.03.1996. | |||

