Изобретение относится к области порошковой металлургии, в частности к способам получения твердосплавного режущего инструмента с градиентом свойств поверхностных слоев.
Наиболее близким аналогом к заявляемому объекту является способ получения твердосплавного инструмента (Верещака А.С. и др. Режущие инструменты с износостойкими покрытиями. - М.: Машиностроение, 1986. - с.24-25), включающий нанесение на основу (ВК6, Т5К10, ТТ10К8Б) слоя (TiN, ZrN, (Ti-Cr)N) металла методом ионной бомбардировки.
Недостатком решения является относительно низкая работоспособность инструмента в тяжелых условиях резания (переменная глубина, подача и скорость резания). Так, например, при профильной обточке бандажей колес железнодорожных вагонов (глубина резания в процессе обработки колеса за один проход колеблется от 3 до 10 мм, наличие ползунов, наваров и выщерблин вынуждает изменять подачу от 2 до 0,8 мм/об, скорость резания - от 60 до 20 м/мин) изготовленный по этому способу инструмент, обладая по сути удовлетворительной износостойкостью, не обеспечивает работоспособности из-за низкой трещиностойкости поверхностных слоев и низкой прочности, что приводит к выкрашиванию режущего лезвия или поломке пластины при обработке первых же 2-3 колес.
Техническим результатом заявляемого способа является повышение эксплуатационных свойств инструмента для тяжелых условий резания, а именно повышение работоспособности и трещиностойкости (без снижения износостойкости).
Технический результат достигается обеспечением градиента свойств в поверхностных слоях инструмента, в частности изменение модуля упругости и микротвердости в поверхностных слоях твердосплавного изделия (с нанесением износостойкого слоя или без такового) обеспечивает рост трещиностойкости и прочности поверхностных слоев. Это в сочетании с высокой износостойкостью и термостойкостью изделия, обеспечивает существенный рост (в 2 и более раза) работоспособности инструмента (под нею понимается количество колес, обработанных инструментом до разрушения или утраты точности обработки).
Технический результат по обеспечению требуемого градиента свойств поверхностных слоев инструмента обеспечивается образованием карбидов титана (и других дисперсных фаз) в сплавах группы ВК при окончательном спекании. Для этого на предварительно спеченную основу наносят слой титана, который в качестве легирующего элемента основы при окончательном спекании образует карбиды титана с различной стехиометрией на глубинах поверхностных слоев. Для обеспечения функции легирования слой титана наносят толщиной 1,5 ÷ 3,0 мкм. Для образования дисперсных фаз (TiWC, TiCo, WCo различной стехиометрии) перед нанесением слоя титана необходимо обеспечить возможность его проникновения на определенные глубины поверхностных слоев предварительно спеченной основы и иметь в основе определенную связанность кобальта, вольфрама, углерода. Наилучшим образом это удовлетворяется при температуре спекания 1100 ÷ 1250oС, причем меньшей температуре предварительного спекания соответствует большая толщина наносимого затем слоя титана. Нанесение слоя титана возможно любым методом (т. к. пористость изделия и связанность кобальта, вольфрама, углерода обеспечены при предварительном спекании), но технологически удобнее (за счет ионной очистки и активации поверхности изделия) это осуществлять методом конденсации с ионной бомбардировкой (КИБ).
Обоснование способа. Для тяжелых условий резания (в том числе для токарной обработки бывших в эксплуатации колес железнодорожных вагонов) металлорежущий инструмент должен обладать рядом свойств: прочностью, твердостью, износостойкостью и т.д. Одновременно это обеспечить не удается. Принят компромиссный путь: основной материал инструмента обладает прочностью, его поверхностные слои - износостойкостью, микротвердостью, причем это изменяется по глубине поверхностного слоя, т.е. имеет место градиент свойств поверхностных слоев. В частности, для "усиления" градиента на такое изделие может быть нанесено дополнительное износостойкое покрытие.
Градиент свойств поверхностного слоя обеспечивается возможностью протекания тех или иных реакций во время окончательного спекания. Избирательность (какой из возможных реакций протекать в данный момент времени при данной температуре) и превалирование реакций зависит от количества внесенного (легирующего) металла (Me) и связанности компонент сплава группы ВК. Степень связанности компонент определяется температурой предварительного спекания. Чем она ниже, тем на большую глубину происходит легирование (т.е. более толстый поверхностный слой с градиентом свойств), тем меньше Me останется на поверхности ("улетучивание", проникновение в глубь, удаление при заточке). Чтобы компенсировать уменьшение Me на поверхности, необходимо иметь его избыток, т. е. при меньшей температуре предварительного спекания необходим более толстый слой Me.
Исследование термодинамического потенциала реакций показывает следующий приоритет реакций (частично возможно одновременное протекание нескольких реакций):
для металлов IV группы по системе Д.И. Менделеева
6WC+3Со+4Ме=3W2C+3МеС+Со3Ме
Со3С+3Ме=3МеС+Со
2Ме+С+Со=МеС+СоМе
2WC+2Ме=2МеС0,5+W2C
6WC+Со+6Ме=Co7W6+6МеС
Со+Me=CoMe
3Со+Me=Со3Ме
2WC+Me=МеС+W2C
WC+Me=MeWC
Подобные реакции возможны также с металлами V и VI групп, но судя по свободной энергии образования соединений в ходе реакций предпочтительны металлы IV группы. Из них предпочтительнее титан, т.к. возможность образования карбида титана (TiC, TiC0,5 и т.д.) в поверхностных слоях заманчива, т.к. позволяет снабдить сплав группы ВК частично свойствами группы ТК (т.е. хорошая возможность обеспечить требуемый компромисс свойств поверхностного слоя и основного материала инструмента).
Примеры реализации способа.
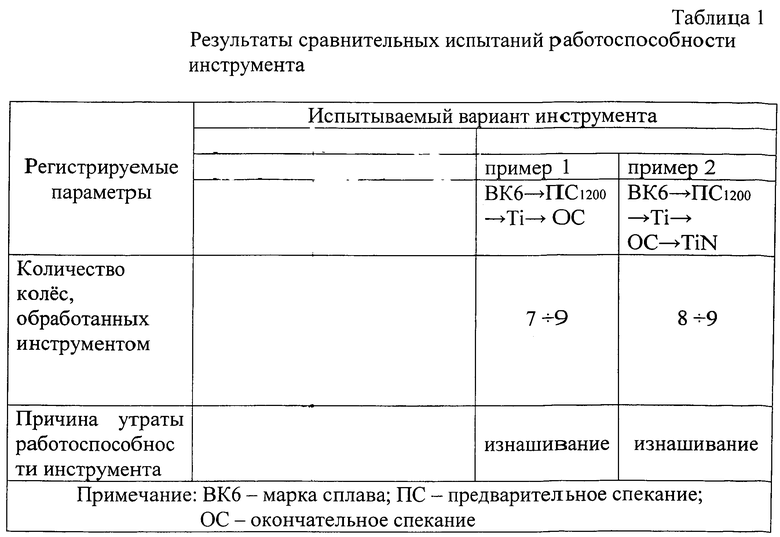
Пример 1. Брали смесь порошков для сплава ВК6, формовали заготовку, предварительно спекали при 1200oС, наносили методом КИБ слой титана толщиной 2,0 мкм, подвергали окончательному спеканию. Полученные изделия подвергали испытаниям, табл. 1.
Пример 2. Все выполняли так же, но после окончательного спекания наносили слой износостойкого (как в прототипе) покрытия TiN толщиной 4 мкм. Изделия подвергали испытаниям, табл. 1.
Из данных таблицы 1 следует, что заявляемый способ повышает работоспособность инструмента за счет изменения механизма разрушения инструментального материала. Смена механизма разрушения связана с изменением температуры предварительного спекания и материалом слоя, наносимого перед окончательным спеканием. Этот вывод подтверждается хоть при нанесении износостойкого покрытия после окончательного спекания, хоть без такового.
Таким образом, данные таблицы 1 подтверждают достижение технического результата заявляемого изобретения.
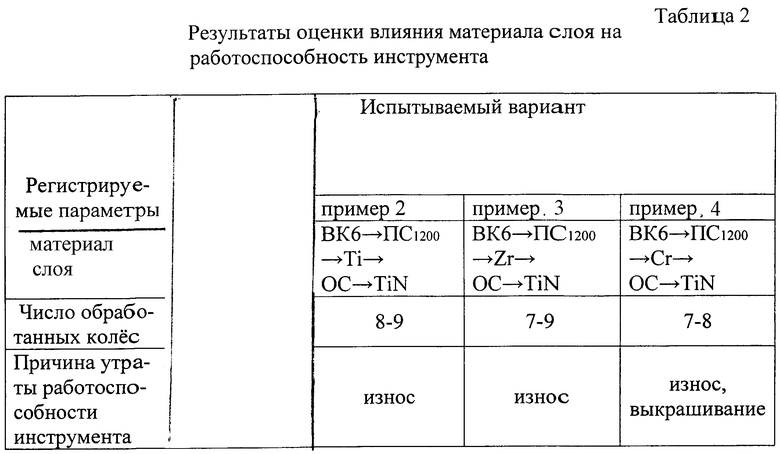
Пример 3. Все выполняли так же, но вместо слоя молибдена наносили слой циркония, табл. 2.
Пример 4. Все выполняли так же, но наносили слой хрома, табл. 2.
Из данных таблицы 2 следует:
1. Материал наносимого слоя оказывает существенное влияние на работоспособность инструмента.
2. Поднятие температуры (с 1000 до 1200oС) предварительного спекания при одном материале слоя изменяет работоспособность инструмента, но механизм разрушения инструмента существенно не изменяется.
3. Примеры 3 и 4 подтверждают достижение технического результата.
Пример 5. Проведен для проверки влияния метода нанесения слоя металла после предварительного спекания.
Все делали так же, как в примере 4, но слой хрома наносили методом диффузионного термического осаждения (порошковая засыпка хромом). Такой инструмент позволял обработать 6÷7 колес. Это тоже подтверждает технический результат, т. е. метод нанесения слоя не принципиален, но метод КИБ технологичен и позволяет получить более высокий технический результат.
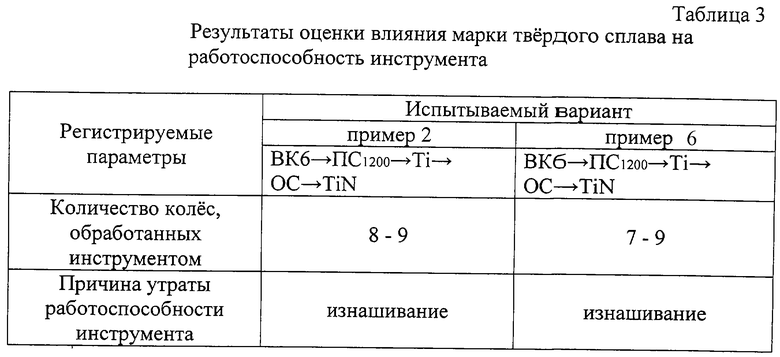
Пример 6. Проведен для проверки пригодности способа на других марках твердого сплава.
Все делали так же, как в примере 2, но использовали порошки сплава ВК8. Результаты даны в таблице 3.
Сравнение результатов таблицы 3 показывает, что технический результат достигается и при изготовлении изделий из других твердосплавных материалов.
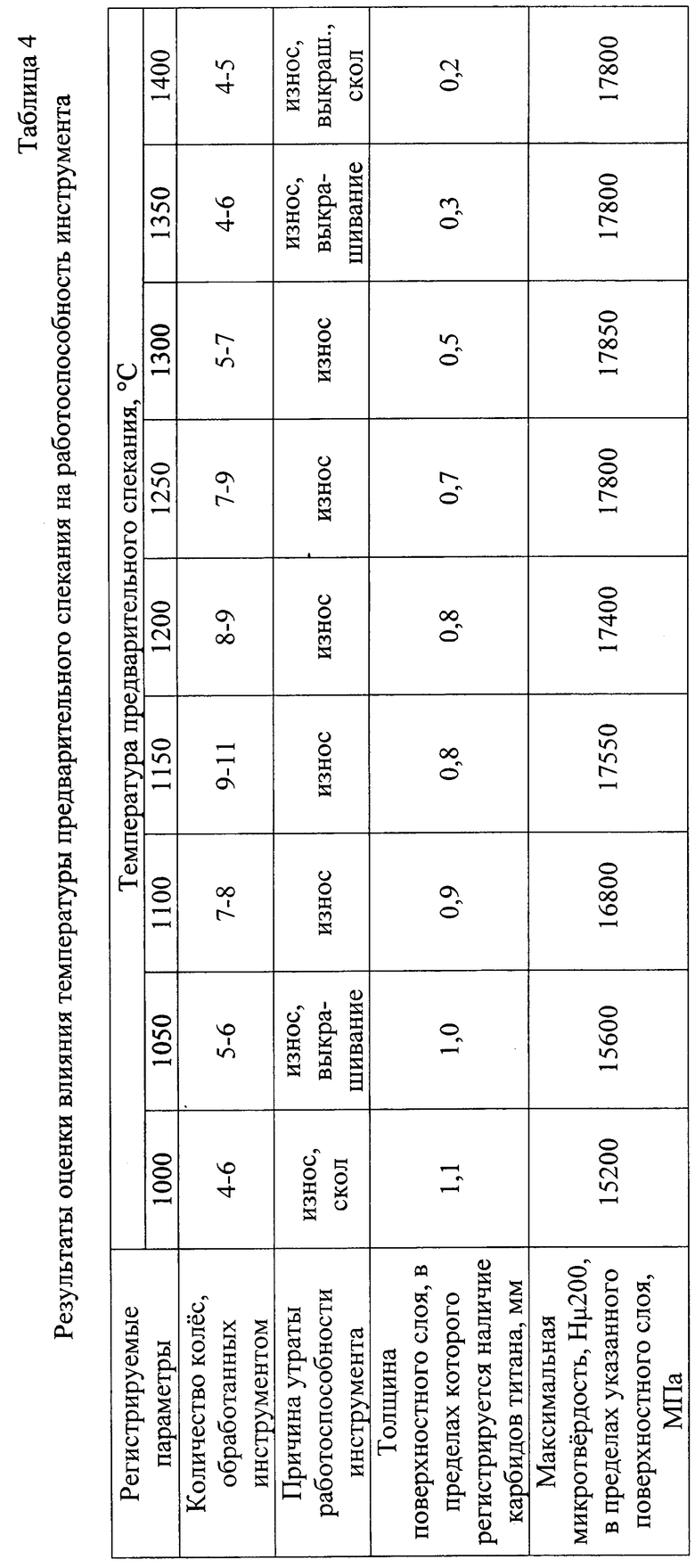
Пример 7. Проведен для выявления рациональной области температур предварительного спекания.
Все делали так же, как в примере 2, но температуру предварительного спекания варьировали через 50oС. Результаты приведены в таблице 4.
Анализ данных таблицы 4 показывает, что наиболее рациональной областью температур предварительного спекания является 1100÷1250oС. При значениях температур за пределами данной области работоспособность инструмента изменяется.
За пределами этой области также изменяется вид разрушения инструмента. Увеличение температуры ведет к уменьшению толщины поверхностного слоя с градиентом свойств (при снижении темпа прироста микротвердости уменьшение температуры ведет к росту толщины слоя, но снижается микротвердость).
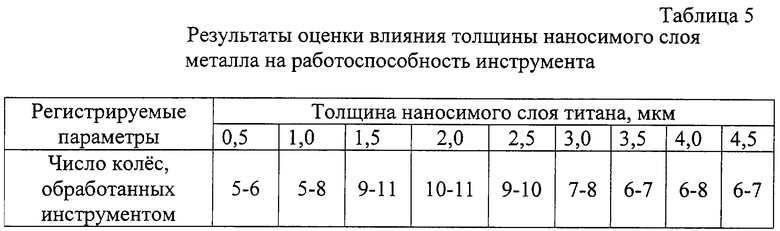
Пример 8. Проведен для выявления рациональной толщины слоя металла (на примере титана), наносимого перед окончательным спеканием.
Все детали так же, как в примере 2, но при температуре предварительного спекания 1175oC (как среднее значение определенного выше интервала). Варьировали толщиной (через 0,5 мкм) наносимого слоя титана. Результаты приведены в таблице 5.
Из данных таблицы следует, что рациональная область толщин находится в пределах 1,5 ÷ 3,0 мкм. Увеличение толщины прироста работоспособности не дает (лишь повышает трудоемкость изготовления инструмента). Уменьшением толщины снижает работоспособность.
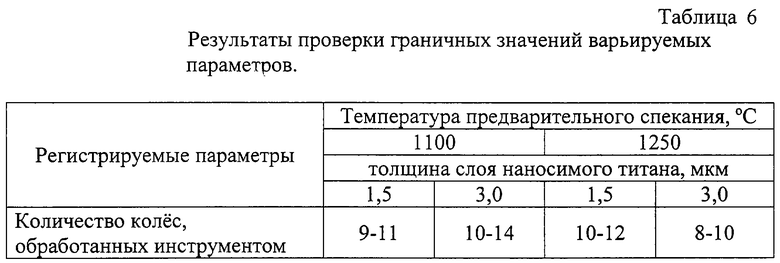
Пример 9. Выполнен для проверки границ изменяемых параметров (температура и толщина слоя).
Все выполняли аналогично, но при граничных значениях температуры предварительного спекания использовали граничные значения толщин слоя наносимого титана.
Результаты приведены в таблице 6.
Данные таблицы 6 показывают:
1. Граничные значения температуры предварительного спекания и толщины слоя наносимого титана обеспечивают получение технического результата.
2. Наилучшее достижение технического результата отмечается при следующей закономерности: меньшей температуре предварительного спекания соответствует большая толщина наносимого слоя и наоборот.
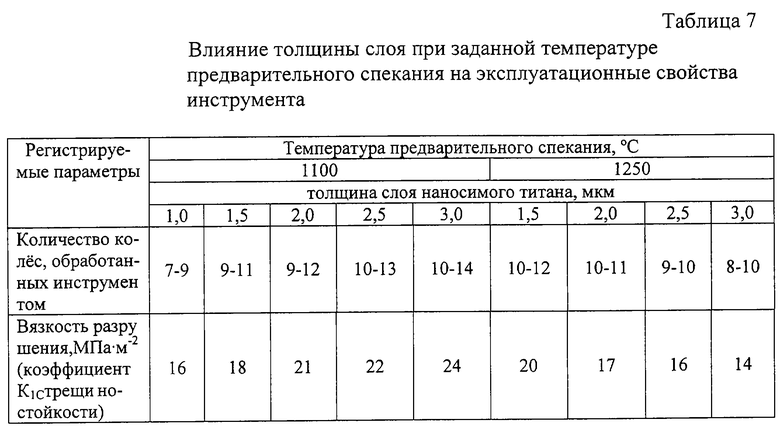
Пример 10. Выполнен для проверки справедливости последнего вывода. Все выполняли так же, но для большего интервала толщин наносимого слоя. Результаты приведены в таблице 7.
Анализ данных таблицы 7 по числу обработанных колес подтверждает вывод о том, что меньшей температуре предварительного спекания соответствует большая толщина наносимого слоя металла и наоборот.
Однако близость значений (по числу обработанных колес), полученных при разных толщинах слоя и отличие в условиях испытаний (обрабатываемые колеса отличаются, и это неизбежно, по состоянию обрабатываемой поверхности, а именно по наличию ползунов, наваров, наклепу, твердости и т.д.) побудило к дополнительному исследованию. Так была оценена способность инструментального материала сопротивляться образованию и росту трещин по коэффициенту К1C трещиностойкости, табл. 7. Эти результаты дополнительно подтвердили вывод о том, что технический результат (повышение работоспособности и трещиностойкости) наилучшим образом достигается, если меньшей температуре предварительного спекания соответствует большая толщина слоя наносимого металла и наоборот.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ МИКРОТВЕРДОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ | 2000 |
|
RU2218448C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2266976C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269602C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269604C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269605C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2278905C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2004 |
|
RU2270270C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА ИЛИ СИНТЕТИЧЕСКОГО АЛМАЗА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2529141C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2266975C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2269601C1 |
Изобретение относится к области порошковой металлургии, в частности к способам получения твердосплавного режущего инструмента с градиентом свойств поверхностных слоев. Предложен способ получения твердосплавного инструмента, включающий нанесение на основу слоя металла, причем слой наносят толщиной 1,5-3,0 мкм на основу, предварительно спеченную при температуре 1100-1250oС, а затем проводят окончательное спекание. Техническим результатом изобретения является повышение эксплуатационных свойств инструмента для тяжелых условий резания. 3 з.п.ф-лы, 7 табл.
| ВЕРЕЩАКА А.С | |||
| и др | |||
| Режущие инструменты с износостойкими покрытиями | |||
| - М.: Машиностроение, 1986, с.24 и 25 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО ТВЕРДОСПЛАВНОГО МАТЕРИАЛА | 1996 |
|
RU2110598C1 |
| SU 1774667 А1, 27.05.1999 | |||
| US 4047897, 13.09.1977 | |||
| GB 1037568, 27.07.1966 | |||
| Холодильник шахты для вертикального вытягивания стекла | 1983 |
|
SU1231017A2 |
| Способ получения силилметилтригалогенстаннанов | 1972 |
|
SU448720A1 |

