Изобретение относится к области самолетостроения, а именно к способам монтажа трубопроводного оборудования, и может быть использовано для герметизации шаровых частей труб противообледенительной системы самолета при замене прогоревших эластичных уплотнительных колец.
Известен способ замены эластичных уплотнительных колец в шаровых соединения частей трубопровода противообледенительной системы самолета, состоявший в том, что сначала определяют дефектное прогоревшее уплотнительное кольцо, выполненное из эластичного материала по нормам допуска, например по величине визуально допустимого люфта или измерении допустимого зазора и т.д. , затем разделяют стык в шаровом соединении трубопровода и удаляют уплотнительное кольцо (любым из известных способов) из кольцевой канавки шара, который имеет внутреннюю полость для прохода воздуха в трубопровод (см. Руководство по капитальному ремонту самолета ТУ-154 М, раздел 030.20.02, с. 3/4, рис.1, 1992 г.).
При превышении величины люфта или других нарушениях предельного допуска данное соединение полностью бракуется или подлежит ремонту, например, путем обжатия сферического соединения на токарном станке.
Однако известный способ имеет целый ряд существенных недостатков.
Отсутствие нового уплотнительного кольца взамен прогоревшего не обеспечивает герметичность соединения по причине чего:
- имеет место утечка горячего воздуха и воздействие его на каркас и обшивку конструкции планера самолета, что сокращает срок службы летательного аппарата;
- уменьшается или вообще отсутствует подвижность шара в трубе из-за его пригорания к трубе во время эксплуатации;
- обжатие трубы на токарном станке требует вычленения, снятия и установки на станок дефектного участка трубопровода с конструкции крыла самолета, а это приводит к снижению несущей способности конструкции трубы вследствие ее неоднократного пластического деформирования в процессе эксплуатации самолета при проведении ремонтных работ.
Следует отметить, что вырезание дефектного участка трубы довольно сложный в технологическом отношении процесс, т.к. противообледенительная система смонтирована внутри носка крыла, в зоне малой строительной высоты его и проходит в труднодоступных местах крыла, что влечет за собой вырезание значительной части обшивки крыла. При этом возрастает трудоемкость проведения данных работ с применением сварочных работ в труднодоступных местах конструкции самолета (в передней кромке крыла или воздухозаборника двигателя). Однако надо учесть, что данные трубы имеют высокую прочность, работают в среде высоких температур и имеют предельно тонкие стенки, сварка которых производится на специальном оборудовании и в специальной среде, а это влечет за собой полный демонтаж стыковочного узла с места установки его на самолете, что также создает дополнительные трудности при проведении ремонтных работ.
Все вышеперечисленное увеличивает время простоя самолета в ремонте и стоимость самих ремонтных работ.
Задачей настоявшего изобретения является снижение трудозатрат, упрощение замены уплотнительных герметизирующих колец в шаровых соединениях трубопровода противообледенительной системы самолета и сокращение времени простоя самолета и стоимости ремонтных работ.
Решение технической задачи обеспечивается тем, что замену эластичных уплотнительных колец в шаровых соединениях трубопровода противообледенительной системы самолета производят в следующем порядке.
После определения дефектного соединения трубу разъединяют в сферическом шарнире и удаляют (любым известным способом) прогоревшее или забракованное по другим показателям уплотнительное кольцо через разъем в сферической части трубы из кольцевой канавки полого внутри шара, затем шар поворачивают внутри сферического соединения до выхода в его разъемную часть кольцевой канавки, после чего на поверхности шара от кольцевой канавки до края его усеченной части вырезают U-образную канавку, в которую потом укладывают новое эластичное уплотнительное кольцо, при этом кольцо укладывается с поворотом и заходом в кольцевую канавку шара в ее доступной зоне, а затем шар с уложенной частью кольца поворачивают, сначала убирая внутрь сферы участок с U-образной канавкой, а потом продолжают прокручивать шар внутри сферы и укладывают в кольцевую канавку уплотнительное кольцо до выхода из сферы U-образной канавки с уложенным в ней уплотнительным кольцом, затем вынимают из U-образнай канавки часть кольца и полностью укладывают его в кольцевую канавку шара.
Реализация данного способа может быть осуществлена на шаровых соединениях трубопроводов противообледенительной системы самолета.
На фиг. 1 изображен участок трубы с шаровым соединением без уплотнительного кольца (вид сбоку).
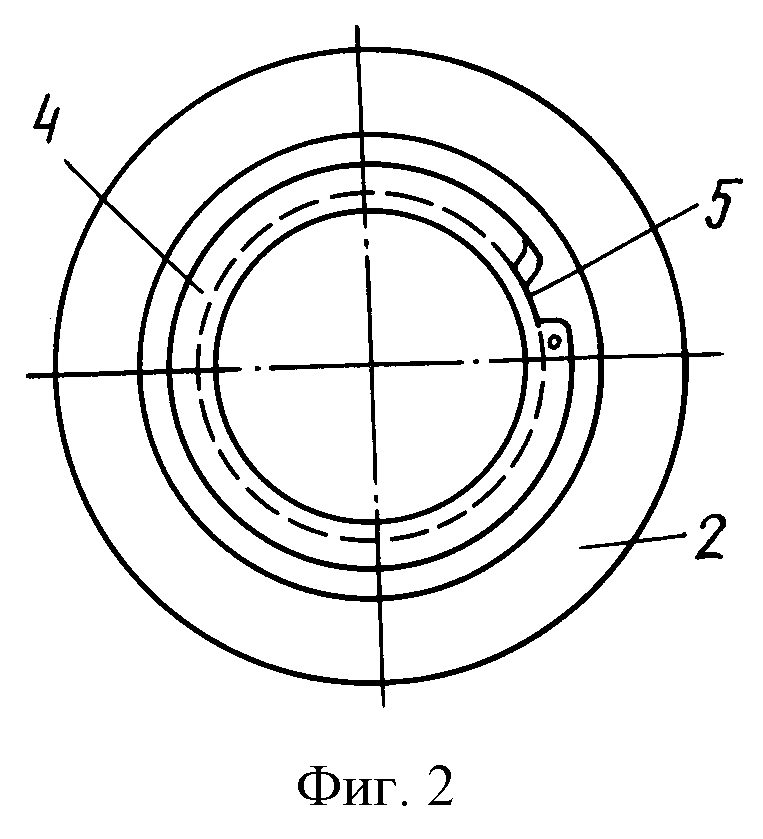
На фиг.2 - то же, вид спереди на усеченную часть сферы.
На фиг. 3 - то же, вид сбоку на шаровое соединение с частично уложенным уплотнительным кольцом в U-образную канавку и доступную часть кольцевой канавки.
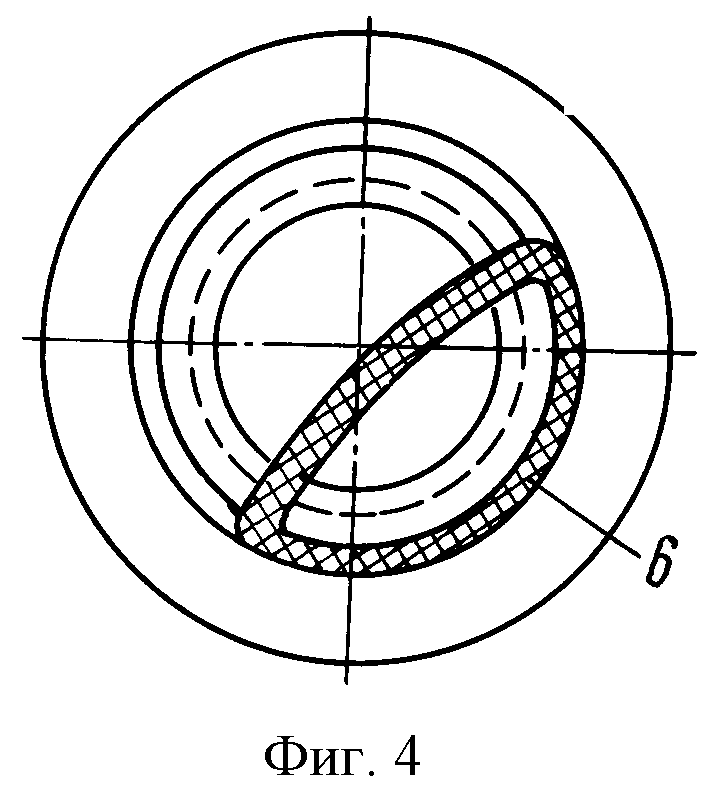
На фиг. 4 - то же, вид спереди на частично уложенное в канавки уплотнительное кольцо перед поворотом шара и заводом U-образной части внутрь сферы.
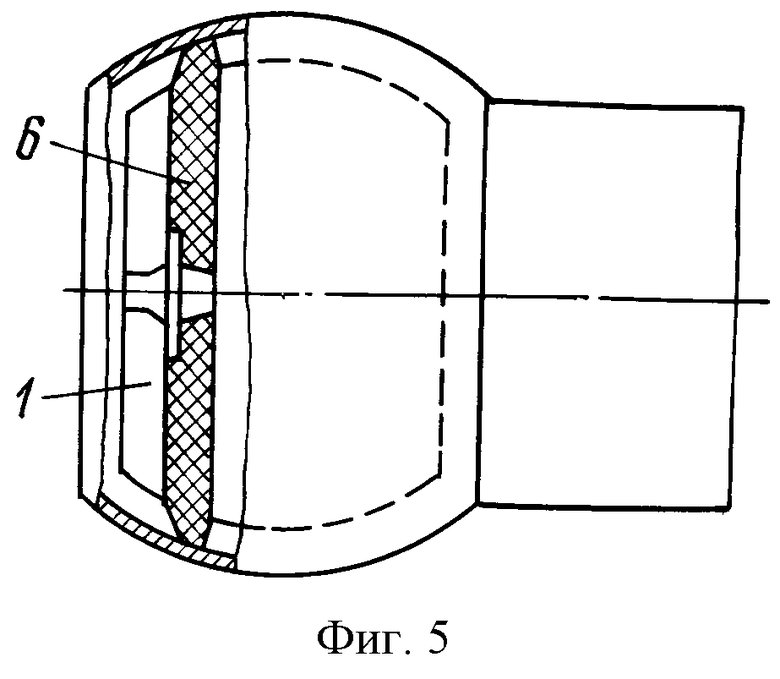
На фиг.5 - то же, новое уплотнительное кольцо уложено в кольцевую канавку шара и находится внутри сферы.
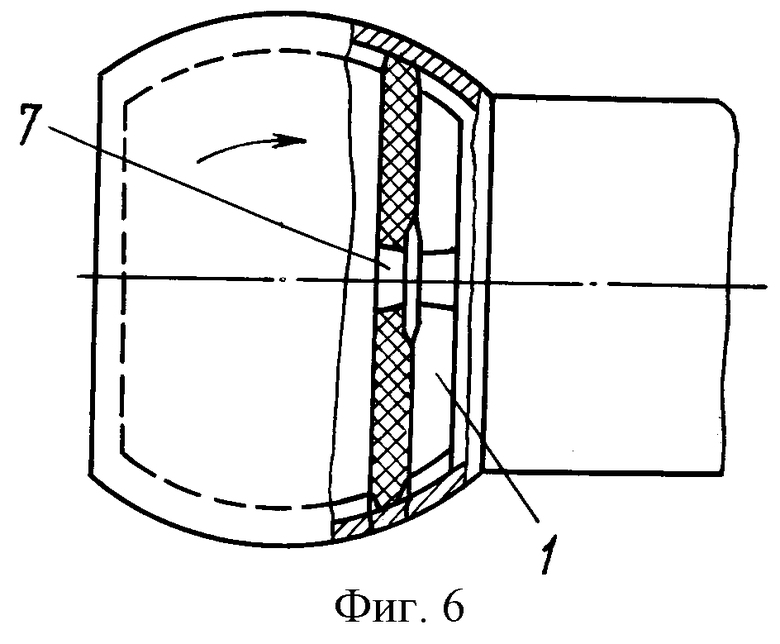
На фиг.6 - то же, вид сбоку, когда шар прокручен вместе с уплотнением в недоступную часть сферы.
На фиг.7 изображена U-образная канавка, выполненная на участке поверхности шара.
Реализация способа осуществляется следующим образом.
После проведения необходимых работ по определению дефектного соединения, разъединения его и удаления из кольцевой канавки шара отработавшего уплотнительного кольца (любым из известных способов), например вырезают уплотнение и очищают кольцевую канавку шара от остатков уплотнительного кольца (не показано), шар 1, расположенный внутри сферы 2 трубы 3, поворачивают (см. фиг. 1) до выхода кольцевой канавки 4 в разъемную усеченную часть сферы 2. Затем на наружной поверхности шара 1 от его кольцевой канавки 4 до края его усеченной части вырезают U-образную канавку 5. Шар 1 имеет внутри полость для прохода горячего воздуха по трубам противообледенительной системы самолета. В U-образную канавку 5 шара 1 укладывают новое эластичное уплотнительное кольцо 6 с поворотом его и укладкой в кольцевую канавку 4 (см. фиг. 3, 4) на доступной части шара 1 в усеченной части сферы 2. Заправив таким образом часть эластичного уплотнительного кольца 6, шар 1 поворачивают и заводят внутрь сферы 2 упомянутое кольцо, уложенное на участке в U-образной канавке, а потом продолжают прокручивать его внутри сферы 2 до выхода U-образной канавки 5 с кольцом 6 из сферы 2. Вынимают из U-бразной канавки 5 часть кольца 6 и укладывают его окончательно в кольцевую канавку шара 1.
Новое уплотнительное кольцо 6 уложено в кольцевую канавку 4 шара 1 трубопровода. При желании в кольцевую канавку 4 под новое уплотнительное кольцо 6 в зоне U-образной канавки 5 можно подложить L-образный экран 7 для перекрытия канавки 5 и предохранения части уплотнительного кольца 6 в этой зоне от воздействия горячего воздуха, проходящего в трубопроводе противообледенительной системы самолета. Затем можно повернуть шар 1 в положение, как изображено на фиг.6.
Использование изобретения позволит упростить технологический процесс замены герметизирующих кольцевых уплотнений, выполненных из эластичного материала, установленных в шаровых соединениях, а в частности в шаровых соединениях трубопроводов противообледенительной системы самолета, что значительно сокращает простой самолета в ремонте и снижает стоимость ремонтных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРНИРНОЕ СОЕДИНЕНИЕ ТРУБ | 2014 |
|
RU2560235C1 |
| Телескопический воздуховод противообледенительной системы предкрылков | 2020 |
|
RU2783818C2 |
| ШАРОВОЕ СОЕДИНЕНИЕ | 1996 |
|
RU2119113C1 |
| Кран шаровой высокого давления | 1989 |
|
SU1809897A3 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РАЗЪЕМНОГО КЕССОНА ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ НА ПОДВОДНОМ ТРУБОПРОВОДЕ (ВАРИАНТЫ) И УЗЕЛ ГЕРМЕТИЗАЦИИ СТЕНОК КЕССОНА И ТРУБОПРОВОДА (ВАРИАНТЫ) | 2004 |
|
RU2282773C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МЕТАЛЛИЧЕСКОГО ПЛАСТЫРЯ В НАКЛОННО-НАПРАВЛЕННЫХ И ГОРИЗОНТАЛЬНЫХ УЧАСТКАХ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2017 |
|
RU2669412C1 |
| ПОДВИЖНОЕ СОЕДИНЕНИЕ ТРУБ | 2002 |
|
RU2234023C1 |
| ПНЕВМАТИЧЕСКОЕ ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВРЕМЕННОГО ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ | 2002 |
|
RU2232339C2 |
| ШАРОВОЙ КРАН | 1997 |
|
RU2135870C1 |
| ТРУБОПРОВОДНАЯ МУФТА | 2005 |
|
RU2289058C1 |

Использование: в самолетостроении. Шар поворачивают внутри сферического соединения его в разъемную, усеченную часть кольцевой канавки. На поверхности шара от кольцевой канавки до края его усеченной части вырезают U-образную канавку. Новое уплотнительное кольцо укладывают в U-образную канавку. Шар поворачивают и заводят внутрь сферы часть уплотнительного кольца. Уплотнительное кольцо окончательно укладывается в кольцевой канавке шара. Обеспечивается упрощение замены уплотнительных герметизирующих колец и сокращение времени простоя самолета во время ремонта. 7 ил.
Способ замены эластичных уплотнительных колец в шаровых соединениях трубопровода противообледенительной системы самолета, заключающийся в том, что определяют дефектное соединение и в разъемном дефектном соединении удаляют уплотнительное кольцо, размещенное в кольцевой канавке усеченного с двух противоположных сторон и полого внутри шара, смонтированного внутри сферического соединения трубы части трубопровода, отличающийся тем, что шар поворачивают внутри сферического соединения до выхода в его разъемную усеченную часть кольцевой канавки, затем на поверхности шара от кольцевой канавки до края его усеченной части вырезают U-образную канавку, после чего в U-образную канавку, с поворотом в кольцевую часть канавки шара, укладывают новое уплотнительное кольцо, затем шар поворачивают и заводят внутрь сферы часть уплотнительного кольца, уложенного в U-образной и упомянутой части кольцевой канавки, а потом продолжают прокручивать шар внутри сферы и укладывают уплотнительное кольцо в его кольцевую канавку до выхода из сферы части шара с U-образной канавкой, затем вынимают уплотнительное кольцо из этой канавки и укладывают его окончательно в кольцевую канавку шара.
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| СИСТЕМА ЭЛЕКТРОПИТАНИЯ ПРОТИВООБЛЕДЕНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ВИНТА САМОЛЕТА | 1996 |
|
RU2098323C1 |
| МОБИЛЬНАЯ УСТАНОВКА ДЛЯ ПРОТИВООБЛЕДЕНИТЕЛЬНОЙ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ САМОЛЕТА | 1999 |
|
RU2159198C1 |
| Устройство для устранения обледенения и засорения кристаллами льда или снега топливных фильтров низкого давления ТРД и ТЭД | 1957 |
|
SU109850A1 |
| SU 1297718 A3, 15.03.1987 | |||
| US 4421330 А, 20.12.1983. | |||

