Изобретение может найти применение при строительстве тепловых агрегатов в черной и цветной металлургии, нефтехимической и нефтеперерабатывающих отраслях промышленности.
Изобретение относится к конструкциям футеровок сводов и стен тепловых агрегатов, имеющих оболочку в виде металлического кожуха.
Известен свод, включающий лист кожуха, к которому приварены анкеры и на которых нанизана тепловая изоляция, прижимаемая к кожуху при помощи шайб (См. М. Н. Ижорин, огнеупорные футеровочные работы, Москва: Высшая школа, 1990 г., стр.218, рис.154а).
Недостатком указанной изоляции является ее недостаточная жаростойкость (так как огнеупорность теплоизоляционного материала и жаростойкость крепящего ее металлического анкера, как правило, не превышает 1100oС).
По этой причине известную изоляцию невозможно использовать, например, для крышек сталеразливочных ковшей, в которых жаростойкость обращенного в пространство ковша огнеупора должна быть не менее 1500oС.
Наиболее близким по своей технической сущности решением к заявляемой футеровке является футеровка теплового агрегата, см. Патент SU 1626067, F 27 D 1/00, 1/08. Согласно указанному патенту футеровка агрегата имеет два слоя.
Первый слой, повышенной огнеупорности, выполнен из огнеупорных плит, расположенных параллельно кожуху с зазором.
Другой слой выполнен из огнеупорной ваты, забитой в зазор между кожухом и огнеупорными плитами.
Огнеупорные плиты в указанной конструкции футеровки соединены с кожухом агрегата с помощью анкеров, закрепленных в кронштейнах, причем анкеры размещены в пазах плит, а кронштейны пронизывают слой огнеупорной ваты на величину зазора между кожухом и плитами.
Недостатком указанной конструкции футеровки агрегата является невозможность использования ее для перемещающихся в пространстве частей агрегата, например крышек (так как огнеупорные плиты будут соскальзывать по пазам с анкеров).
Кроме того, при высокой температуре в рабочем пространстве агрегата, например, равной 1500oС, слой огнеупорной плиты, отделенный от кожуха слоем теплоизоляции из огнеупорной ваты, также прогревается до достаточно высокой температуры (1200-1300oС), из-за чего механическая прочность плит оказывается недостаточной, особенно при перемещении элементов агрегата.
Металлические кронштейны также разогреваются в указанной известной конструкции до температуры 1200-1300oС (на стыке теплоизоляционного и огнеупорного слоев), из-за чего кронштейны теряют прочность и разрываются (то есть указанная конструкция теряет свою работоспособность при температуре в рабочем пространстве 1400-1500oС).
Технической задачей изобретения является повышение стойкости футеровки, в том числе при высокой температуре в рабочем пространстве на уровне 1500oС при перемещении кожуха с прикрепленной к нему футеровкой в пространстве.
Указанная техническая задача достигается тем, что в известной конструкции футеровки, содержащей металлический кожух с кронштейнами и огнеупорные плиты, соединенные с кожухом с помощью анкеров, закрепленных в кронштейнах, с прокладкой огнеупорной ваты между плитами и кожухом, огнеупорные плиты со стороны кожуха снабжены ребрами, при этом в ребрах выполнены анкерные гнезда, а кронштейны выполнены с проушинами, причем ребра огнеупорных плит расположены между проушинами. Анкер в заявляемой конструкции футеровки имеет диаметр D, а проушина имеет толщину (0,5÷1)D, и теплоизолирована от поверхности огнеупорных плит.
Согласно изобретению проушины, на которых закреплена футеровка, располагаются в слое огнеупорной ваты (то-есть проушины теплоизолированы от поверхности нагретых до высокой температуры огнеупорных плит теплоизоляцией из огнеупорной ваты). Толщина проушины кронштейна при этом берется равной (0,5÷1)D диаметра анкера, то-есть пои достаточно рядовых значениях диаметра анкера от 20 до 50 мм, необходимых для восприятия механической нагрузки, получается достаточно массивная (от 10 до 50 мм) толщина листа проушины.
Указанное позволяет иметь температуру проушин не выше 500-600oС, при температуре рабочего пространства зафутерованного агрегата на уровне 1500oС, что объясняется следующим:
- от проушин, прикрепленных к кожуху, осуществляется интенсивный теплоотвод (так как кожух охлаждается окружающей средой);
- поступление тепла к проушинам из рабочего пространства затруднено, так как проушины отделены от рабочего пространства не только сравнительно теплопроводным материалом огнеупорных плит, но и высокоэффективной теплоизоляцией в виде подслоя огнеупорной ваты.
Поступление же тепла из анкера зависит от его диаметра.
При увеличении диаметра анкера, однако, растет и отвод тепла, так как толщина проушины также увеличивается.
При значении толщины проушины менее 0,5 диаметра анкера отвод тепла от проушины не достаточен, место опоры анкера разогревается до температуры выше 600oС, из-за чего проушины быстро выходят из строя.
При значении толщины проушины выше 1D затраты на изготовление и монтаж указанных проушин становятся неоправданно высокими.
В диапазоне значений толщины проушин от 0,5 до 1 диаметра анкера получается наиболее оптимальный вариант (проушины не перегреваются, затраты на изготовление сравнительно умеренны).
Выполнение огнеупорных плит оребренными при отсутствии изоляции ребер со стороны кожуха позволяет иметь в материале ребер сравнительно умеренную температуру (не выше 600oС при температуре в рабочем пространстве зафутерованного агрегата до 1500oС).
Указанное объясняется достаточным теплосъемом от огнеупорной плиты к окружающей среде, за счет того что ребра плит размещены у охлаждаемого окружающей средой кожуха. Кроме того, тепловое сопротивление в районе ребер выше, чем в неоребренной части плит, за счет увеличения толщины слоя материала, отделяющего ребра от рабочего пространства.
Указанное понижение температуры материала огнеупорных плит в районе ребер благоприятно сказывается на их стойкости, так как прочность материала ребер при умеренной температуре на порядок выше, чем обращенной в рабочее пространство разогретой части огнеупорной футеровки.
В свою очередь, размещение стержней анкеров диаметром D в ребрах огнеупорных плит и их закрепление в проушинах толщиной (0,5÷1)D позволяет содержать всю систему закрепления плит к кожуху при сравнительно умеренной температуре, с исключением опасности разрыва анкерных стержней из-за потери прочности (несмотря на высокую температуру в рабочем пространстве на уровне 1500oС.)
Закрепление анкерных стержней в проушинах позволяет перемещать элементы футеровки в пространстве (например, крышки ковшей), так как каждая огнеупорная плита закреплена неподвижно в 4-х точках на металлическом кожухе.
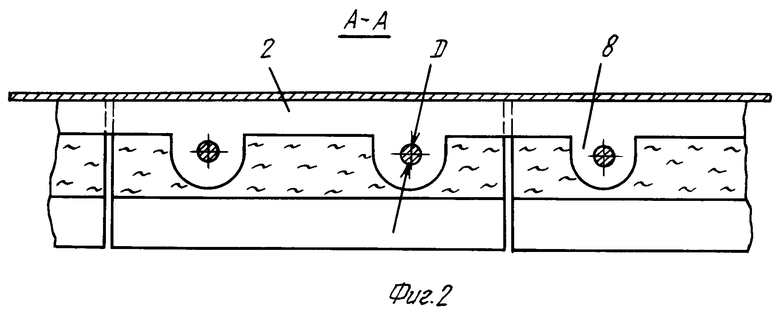
Устройство футеровки теплового агрегата поясняется фиг.1, фиг.2, где представлены разрезы одного из вариантов указанной футеровки (не исключаются другие варианты).
Футеровка теплового агрегата содержит металлический кожух 1 с кронштейнами 2 и соединенные с кожухом 1 с помощью анкеров 3 огнеупорные плиты. 4.
Огнеупорные плиты 4 имеют ребра 5, обращенные к кожуху 1, между плитами 4 и кожухом 1 уложена огнеупорная вата 6.
Ребра 5 огнеупорных плит 4 содержат анкерные гнезда 7, а кронштейны 2 выполнены с проушинами 8, при этом ребра 5 огнеупорных плит 4 расположены между проушинами 8.
Диаметр анкеров 3 обозначен индексом "D", толщина проушин 8 равна (0,5÷1)D.
Проушины 8 теплоизолированы от огнеупорных плит 4 огнеупорной ватой 6, а ребра 5 со стороны кожуха 1 изоляции не имеют.
Монтаж футеровки теплового агрегата осуществляют следующим образом.
Каждую из огнеупорных плит 4 заводят их ребрами 5 между проушинами 8, а затем в проушины 8 и гнезда 7 ребер 5 огнеупорных плит 4 вставляют анкеры 3.
Затем плотно забивают огнеупорную вату 6 между кожухом 1 агрегата и плитами 4, причем между кожухом 1 и ребрами 5 теплоизоляцию не укладывают.
Кронштейны 2 и проушины 8 при забивке ваты теплоограждают от воздействия высокой температуры.
Футеровка теплового агрегата работает следующим образом.
В тепловом агрегате поддерживают высокую температуру, в указанном примере она может достигать 1500oС. В этом случае рабочие поверхности огнеупорных плит 4 разогреваются также до температуры 1500oС. Кожух 1 охлаждается окружающей средой и его температура благодаря теплоизоляции из набивки огнеупорной ваты 6 не поднимается выше 300oС.
Соответственно, от ребер 5 огнеупорных плит 4 (не теплоизолированных от металлического кожуха 1) происходит отвод тепла, в результате чего температура анкеров в ребрах не поднимается выше 600oС (то есть уровень теплоотвода от анкеров 3 диаметром 20-50 мм, вставленных в ребра 5, не позволяет температуре подняться выше 600oС). Температура проушин 8 толщиной от 10-50 мм (за счет отвода тепла от них через кожух 1 теплоотводностью) не поднимается выше 400-500oС так же, как и вставленных в них анкеров 3.
Благодаря закреплению индивидуально каждой плиты 4 посредством анкеров 3 на металлических проушинах 8 указанная конструкция футеровки эксплуатируется при перемещении (например, крышек ковшей) без выхода футеровки из строя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ЭНЕРГООБОРУДОВАНИЯ | 1999 |
|
RU2157493C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2000 |
|
RU2176172C1 |
| ВОЗДУХОНАГРЕВАТЕЛЬ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2023014C1 |
| ЧУГУННАЯ ЛЕТКА ДОМЕННОЙ ПЕЧИ | 2008 |
|
RU2370545C1 |
| ПЛИТОВЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ И ОХЛАЖДАЮЩИЙ ЗМЕЕВИК ПЛИТОВОГО ХОЛОДИЛЬНИКА | 1999 |
|
RU2151195C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| АГРЕГАТ ДЛЯ ВЫПЛАВКИ МЕТАЛЛА | 1996 |
|
RU2101363C1 |
| ДОМЕННАЯ ПЕЧЬ | 1997 |
|
RU2140991C1 |
| ТЕПЛОВАЯ ИЗОЛЯЦИЯ ПОДОВЫХ ТРУБ | 2007 |
|
RU2345302C1 |
Изобретение может найти применение при строительстве тепловых агрегатов в черной и цветной металлургии, нефтехимической и нефтеперерабатывающих отраслях промышленности. Технический результат - повышение стойкости футеровки при температуре в рабочем пространстве до 1500oС. В конструкции футеровки, содержащей металлический кожух с кронштейнами, слой огнеупорной ваты и слой огнеупорных плит, закрепленных на кожухе посредством анкеров, соединенных с кронштейнами, огнеупорные плиты выполнены оребренными, примыкающими торцевой поверхностью ребер к металлическому кожуху. Анкерные гнезда размещены в ребрах огнеупорных плит, а кронштейны выполнены с проушинами. Ребра огнеупорных плит расположены между проушинами. Анкер имеет диаметр D, а проушина имеет толщину (0,5-1)D и теплоизолирована от поверхности огнеупорных плит. 2 ил.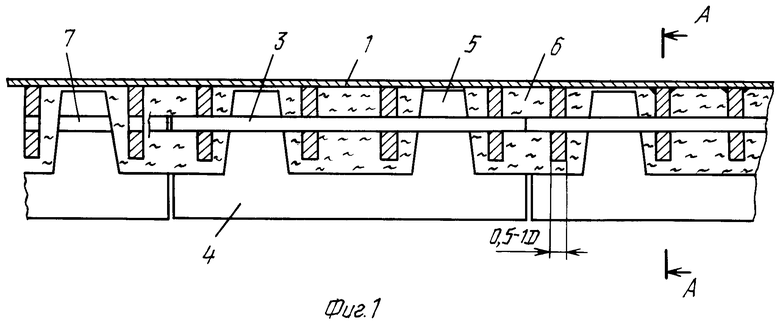
Футеровка теплового агрегата, содержащая металлический кожух с кронштейнами и огнеупорные плиты, соединенные с кожухом с помощью анкеров, закрепленных в кронштейнах, с прокладкой огнеупорной ваты между плитами и кожухом, отличающаяся тем, что плиты со стороны кожуха снабжены ребрами, при этом в ребрах выполнены анкерные гнезда, а кронштейны выполнены с проушинами, причем ребра огнеупорных плит расположены между проушинами, при этом анкер имеет диаметр D, а проушина имеет толщину (0,5-1)D и теплоизолирована от поверхности огнеупорных плит.
| Футеровка теплового агрегата | 1988 |
|
SU1626067A1 |
| ДРОБИЛКА ЗЕРНА | 1996 |
|
RU2116721C1 |
| Подвесной свод мартеновской печи | 1955 |
|
SU105354A2 |
| ГИБКИЕ ПУТИ ИНДИКАЦИИ КОНФИГУРАЦИЙ СУБФРЕЙМА НИСХОДЯЩИХ/ВОСХОДЯЩИХ ЛИНИЙ ТРАНСПОРТНОЙ СЕТИ В СИСТЕМАХ РЕТРАНСЛЯЦИИ | 2010 |
|
RU2508614C2 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Футеровка электропечи | 1988 |
|
SU1601486A1 |
| ОХЛАЖДАЕМЫЙ РАСПОРНО-ПОДВЕСНОЙ СВОД МАРТЕНОВСКОЙ ПЕЧИ | 1995 |
|
RU2118773C1 |

