Изобретение относится к металлургии, а именно к конвертерам, электропечам и другим плавильным агрегатам с продувкой нейтральным газом снизу.
Наиболее близким по технической сущности к предлагаемому является конвертер для выплавки стали, включающий корпус конвертера, арматурный и рабочий слои огнеупорной футеровки, а также фурмы для донной продувки, установленные в днище конвертера. Фурма состоит из двух коаксиально расположенных металлических труб. В кольцевом зазоре между трубами расположены ребра, выполненные в виде многозаходных винтовых направляющих и образующие каналы для прохода инертного газа. Внутренняя труба заполнена огнеупорным материалом. Зазоры между ребрами и поверхностями труб отсутствуют [1]
Недостатком известного конвертера является низкая стойкость фурм для продувки металла инертным газом. Это объясняется проникновением жидкого металла или шлака в зазоры между трубами и происходит вследствие уменьшения скорости потока газа на границе с ребрами на его выходе из торца фурмы. В результате уменьшения скорости потока газа снижается его динамический напор по краям винтовых продольных каналов на выходе из фурмы. При затекании жидкого металла или шлака в зазоры между трубами фурма выходит из строя и донная продувка металла прекращается до замены фурмы. При этом не обеспечивается необходимая по технологии кратность регулирования расхода газа через фурму, достигающая значений лишь в пределах 5-7, что недостаточно для продувки металла в оптимальных пределах. Для устранения затекания металла и выхода из строя фурмы в известном конвертере требуется повышенный расход инертного газа.
Технический эффект при использовании изобретения заключается в повышении стойкости фурм для донной продувки металла в агрегате для его выплавки нейтральным газом и в сокращении расхода газа через фурму.
Указанный технический эффект достигается тем, что агрегат для выплавки металла включает корпус, арматурный и рабочий слои огнеупорной футеровки, а также фурмы для донной продувки, установленные в днище агрегата, состоящие из двух коаксиально расположенных труб, в кольцевом зазоре между которыми расположены ребра, выполненные в виде многозаходных винтовых направляющих, образующих каналы.
Между ребрами и внутренней поверхностью внешней трубы образована щель, равная 0,1-0,3 величины зазора между трубами, а длина винтовых направляющих по высоте фурмы составляет 0,4-0,7 толщины рабочего слоя футеровки днища агрегата. На поверхности ребер по их длине выполнены дискретные упоры, центрирующие внутреннюю трубу фурмы относительно внешней. Величина щели между ребрами и внутренней поверхностью внешней трубы выполнена переменной по длине фурмы и увеличивается к ее выходному торцу на 10-50 от начальной величины. Кроме того, щели образованы со стороны внешней и внутренней труб.
Повышение стойкости фурм для донной продувки металла в агрегате будет происходить вследствие перераспределения скоростей потоков нейтрального газа на выходе его из фурмы и увеличения скоростей газа на границах с ребрами и поверхностями труб. В этих условиях устраняется затекание жидкого металла в каналы фурм, происходит выравнивание скоростей потоков газа по периметру труб и в каждом канале. При этом газ проходит во всей внутренней поверхности внешней трубы. В этом случае сокращается расход газа через фурму при одновременном повышении кратности регулирования расхода газа через нее до 15.
Диапазон значений величины щели между ребрами и внутренней поверхностью внешней трубы в пределах 0,1-0,3 величины зазора между трубами объясняется газодинамическими закономерностями течения потоков газа в каналах фурмы. При меньших значениях не будут обеспечиваться необходимые величины и распределение скоростей потоков газа при его выходе из каналов фурмы. При больших значениях не будет обеспечиваться необходимая интенсивность завихрения потоков газа в каналах.
Указанный диапазон устанавливается в прямой зависимости от величины зазора между трубами.
Диапазон значений винтовых направляющих по высоте фурмы в пределах 0,4-0,7 толщины рабочего слоя футеровки днища агрегата объясняется теплотехническими закономерностями износа и сгорания футеровки днища агрегата. При меньших значениях будет происходить сгорание и разрушение винтовой части труб вместе с футеровкой рабочего слоя днища агрегата. При больших значениях длина винтового участка труб фурмы будет излишней.
Указанный диапазон устанавливается в прямой зависимости от толщины рабочего слоя футеровки днища агрегата или его емкости.
Диапазон значений увеличения величины щели по высоте фурмы в пределах 10-50 от начальной величины объясняется газодинамическими закономерностями течения потоков газа в каналах фурмы. При меньших значениях будет возрастать сопротивление движению потоков газа сверх допустимых значений. При больших значениях не будет обеспечиваться необходимая интенсивность завихрения потоков газа на выходе из торца фурмы.
Указанный диапазон устанавливается в обратной зависимости от величины зазора между трубами.
В общем случае изобретение применимо при выплавке металла в электропечах и в других плавильных агрегатах.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого агрегата с признаками известных технических решений. На основании этого делается вывод с соответствии предлагаемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
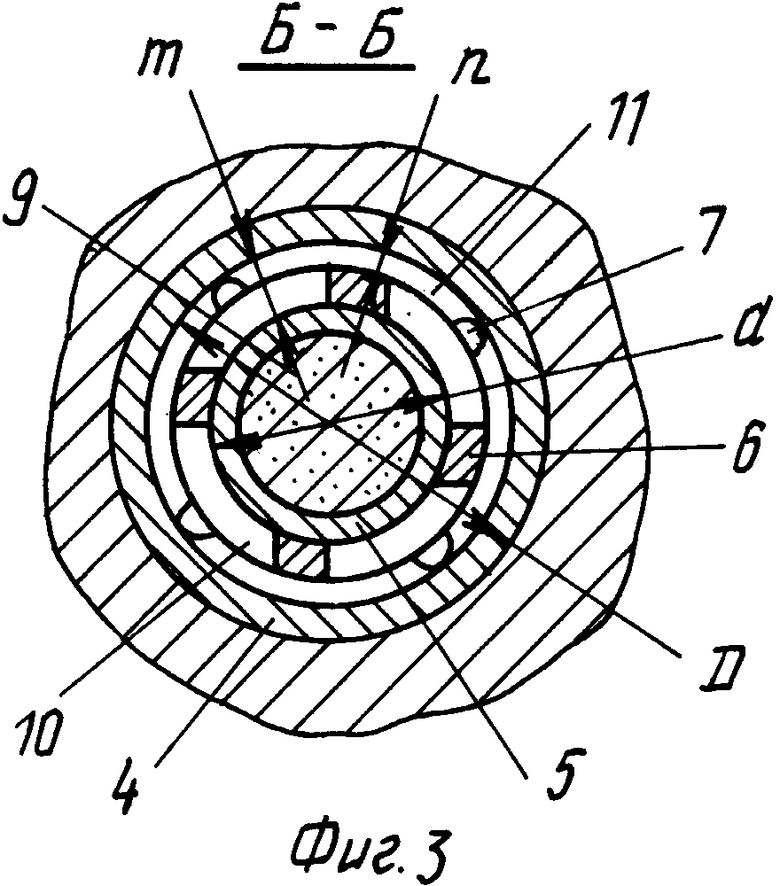
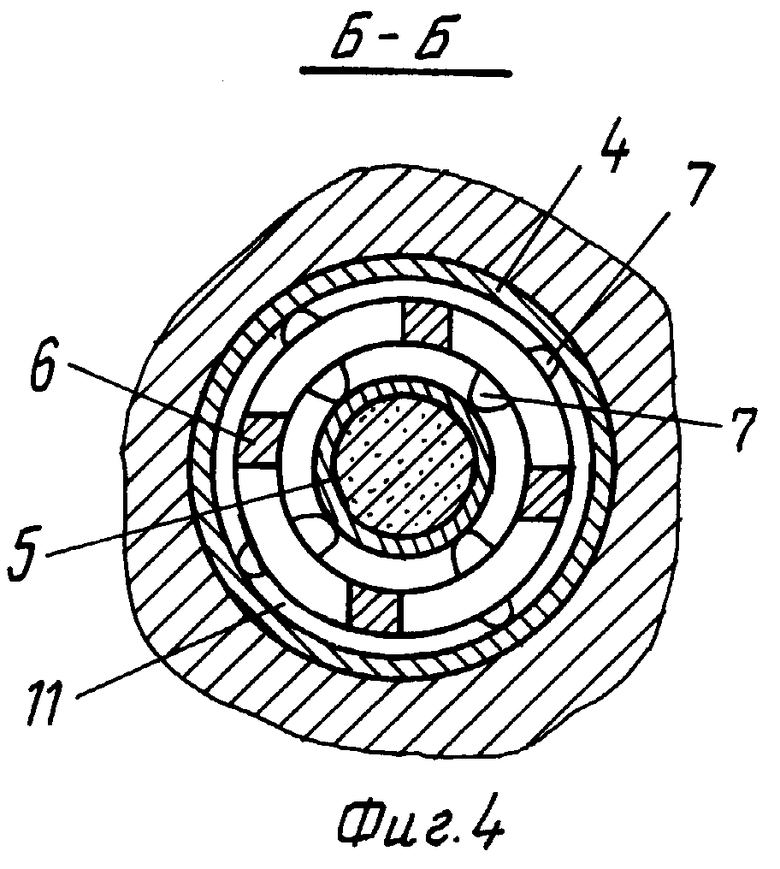
На фиг. 1 показана схема нижней части конвертера, продольный разрез; на фиг. 2 -то же, разрез А-А в увеличенном масштабе; на фиг. 3 то же, разрез Б-Б в увеличенном масштабе с одной щелью со стороны внешней трубы; на фиг. 4
то же, разрез Б-Б в увеличенном масштабе с двумя щелями со стороны внешней и внутренней труб.
Агрегат для выплавки металла в виде конвертера состоит из металлического корпуса 1, рабочего 2 и арматурного 3 слоев огнеупорной футеровки днища конвертера, коаксиально расположенных труб 4 и 5, ребер 6, упоров 7, отверстий 8, огнеупорной массы 9, зазора 10, щелей 11. Позицией 12 обозначен жидкий металл, L толщина рабочего слоя футеровки днища конвертера, l длина винтовых направляющих по высоте фурмы, n величина щели, D диаметр внутренней поверхности внешней трубы, d диаметр внешней поверхности внутренней трубы, m величина зазора.
Конвертер работает следующим образом.
Пример. В процессе выплавки стали 12 марки ст.3 в конвертер сверху через соответствующую фурму подается кислород с расходом 2,5-5,0 м3/т•мин, а через днище инертный газ аргон с расходом 1-10 м3/мин на каждую фурму при давлении 8-30 кг/см2 через соответствующие донные фурмы, установленные в днище конвертера. Конвертер состоит из стального корпуса 1, рабочего 2 и арматурного 3 слоев огнеупорной футеровки. Рабочий слой 2 толщиной L днища конвертера выложен из безобжиговых огнеупорных блоков. Арматурный слой 3 днища конвертера выложен из периклазовых кирпичей. В огнеупорной футеровке днища конвертера высверлены и образованы отверстия, в которые установлены донные фурмы для подачи в конвертер инертного газа. Число фурм составляет 3-15.
Донная фурма состоит из двух коаксиально расположенных труб 4 и 5, в кольцевом зазоре 10 между которыми расположены ребра 6, выполненные в виде многозаходных винтовых направляющих, образующих каналы. Внутренняя полость внутренней трубы 5 заполнена массой 9 на основе магнезитного порошка. В нижней части внутренней трубы 5 выполнены по ее периметру отверстия 8 для прохода инертного газа из внутренней полости трубы 5 в зазоры 10.
Между ребрами 6 и внутренней поверхностью внешней трубы 4 образована щель 11, равная n 0,1- 0,3 величины m зазора 10 между трубами 4 и 5 (фиг. 3). Длина l винтовых направляющих или ребер 6 по высоте фурмы составляет 0,4-0,7 толщины L рабочего слоя 2 футеровки днища конвертера. На поверхности ребер 6 выполнены дискретные упоры 7, центрирующие внутреннюю трубу 5 относительно внешней трубы 4. Величина n щели 11 выполнена переменной на длине l и увеличивается к выходному торцу фурмы на 10-50 от начальной величины. Кроме того, могут быть образованы две щели 11 со стороны внешней 4 и внутренней 5 труб толщиной n каждая. При этом дискретные упоры 7 выполнены с обеих сторон ребер 6 (фиг. 4).
Ребра 6 могут быть выполнены из ленты или проволоки соответствующей толщины или диаметра и приварены на локальных участках к поверхности трубы 5. В общем случае щели 11 могут быть образованы как со стороны трубы 4, так и со стороны трубы 5 той же ширины n. Упоры 7 могут быть выполнены методом наплавки на ребра 6 накладок соответствующей толщины или изгибом проволоки на отдельных участках по ее длине. Изменение ширины n щели 11 может быть осуществлено посредством соответствующего изменения толщины или диаметра ребер 6 на отдельных участках по длине труб 4 и 5. Число ребер 6 составляет 4-8, равномерно расположенных по периметру труб 4 и 5. Шаг винтовых ребер 6 по длине труб 4 и 5 составляет 100-600 мм. Значения D, d и m выбираются в прямой зависимости от расхода газа через фурму. В процессе выпуска стали из конвертера в трубу 5 подается сжатый воздух.
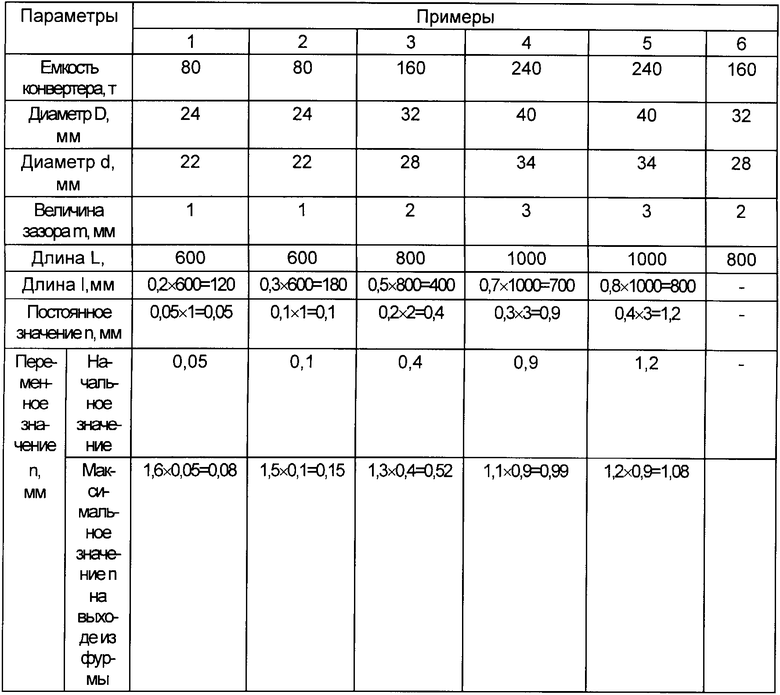
В таблице приведены примеры конструкции конвертера с различными параметрами.
В первом примере вследствие малых значений n не обеспечивается необходимое распределение скоростей потоков газа на выходе из фурмы. Кроме того, из-за малого значения длины l происходит преждевременное сгорание фурмы при выработке днища конвертера.
В пятом примере вследствие большого значения n не происходит завихрение потоков газа с необходимой интенсивностью.
В шестом примере (прототипе) вследствие отсутствия щелей 11 не обеспечивается необходимые распределение и величина скоростей потоков газа на выходе из каналов фурмы, что приводит к затеканию жидкого металла в каналы фурмы и выходу ее из строя. При этом происходит перерасход газа через фурму.
В оптимальных примерах 2-4 вследствие наличия щелей 11 необходимых размеров обеспечивается устранение попадания жидкого металла в каналы фурмы.
Применение изобретения позволяет повысить стойкость фурмы на 10-30 при снижении расхода газа на 20-40
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка днища конвертера с донными фурмами | 2018 |
|
RU2710826C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 1996 |
|
RU2113502C1 |
| УСТРОЙСТВО ДЛЯ ОТСЕЧКИ КОНВЕРТЕРНОГО ШЛАКА | 1992 |
|
RU2063445C1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2112048C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185446C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ФУТЕРОВКУ КОНВЕРТЕРА | 1995 |
|
RU2094474C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1995 |
|
RU2100447C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185445C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1993 |
|
RU2066689C1 |

Использование: в металлургии, конкретнее в конструкции конвертеров электропечей и других плавильных агрегатов с продувкой нейтральным газом снизу для повышения стойкости фурм для донной продувки металла в агрегате для его выплавки нейтральным газом и сокращения расхода газа через фурму. Сущность изобретения: агрегат для выплавки металла включает корпус, арматурный и рабочий слои огнеупорной футеровки, фурмы для донной продувки, установленные в днище агрегата и состоящие из двух коаксиально расположенных труб, в кольцевом зазоре между которыми расположены ребра, выполненные в виде многозаходных винтовых направляющих, образующих каналы. Между ребрами и внутренней поверхностью внешней трубы образована щель, равная 0,1-0,3 величины зазора между трубами. Длина винтовых направляющих по высоте фурмы составляет 0,4-0,7 толщины рабочего слоя футеровки днища агрегата. На поверхности ребер по их длине выполнены дискретные упоры, центрирующие внутреннюю трубу фурмы относительно внешней. Величина щели между ребрами и внутренней поверхностью внешней трубы выполнена переменной по длине фурмы и увеличивается к ее торцу на 10-50 % от начальной величины. Кроме того, щели образованы со стороны внешней и внутренней труб. 3 з.п. ф-лы, 4 ил., 1 табл.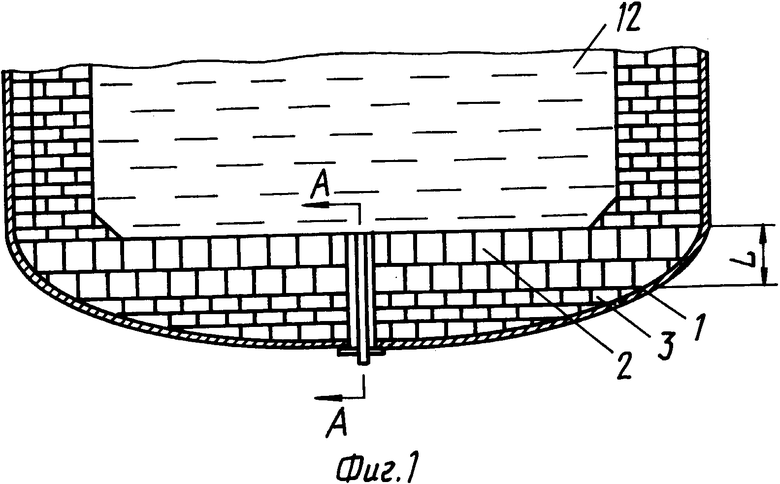
| SU, авторское свидетельство, 1036754, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

