Изобретение относится к технологии нанесения покрытий из порошковых материалов методом напыления и может быть использовано для получения покрытий из металлов, их механических смесей и диэлектриков, придающих различные функциональные свойства обрабатываемым поверхностям.
Известен способ нанесения покрытий из порошковых материалов, заключающийся в том, что создают поток газа-носителя, вводят в него порошковый материал, смешивают его с потоком газа носителя, ускоряют образованный газопорошковый поток в сопле и направляют на изделие [1].
Способ реализуется устройством, содержащим источник сжатого воздуха, соединенный с порошковым дозатором-питателем, снабженным бункером для порошка и средством для его дозирования, и смесительную камеру, вход которой соединен с дозатором-питателем, а выход связан с группой ускоряющих сопел через распределительный коллектор.
Недостатком данного способа является то, что он обеспечивает формирование покрытий порошковых материалов малой толщины, в силу того, что газопорошковый поток, направляемый на изделие, имеет температуру, близкую температуре окружающей среды. При этом эффективность использования способа ограничивается только группой термопластичных полимеров, которые наносят на изделие в холодном состоянии. Для лучшей адгезии порошковых материалов с поверхностью требуется нагрев изделия до температуры плавления наносимого материала. Это существенно усложняет реализацию процесса и ограничивает область его использования.
Кроме того, использование в устройстве распределительного коллектора неизбежно вызывает неравномерность распределения газопорошковой смеси между соплами. При этом перераспределение основного потока газа-носителя между соплами существенно снижает энергию потока в каждом сопле, что сопряжено с уменьшением расхода переносимой им газопорошковой смеси, и соответственно снижает производительность процесса.
Наиболее близким техническим решением является способ нанесения покрытий порошковых материалов, заключающийся в том, что создают поток газа-носителя, подогревают его, вводят в него порошковый материал, выбранный из группы металлов, их механических смесей или диэлектриков, имеющий размер частиц 1-50 мкм в количестве, обеспечивающем плотность массового расхода от 0,05-17 г/с. см, смешивают его с потоком газа носителя, ускоряют образованный газопорошковый поток в сопле, формируют сверхзвуковой поток заданного профиля и направляют на изделие. При этом формирование сверхзвукового потока заданного профиля осуществляют путем расширения газа по линейному закону [2].
Известно устройство для осуществления данного способа, содержащее источник сжатого воздуха, соединенный газопроводом с узлом подогрева, смесительную камеру, соединенную с порошковым дозатором-питателем, снабженным бункером для порошка и средством для его дозирования, вход смесительной камеры соединен с промежуточным соплом, а выход с ускоряющим соплом.
Недостатком данного способа является то, что его эффективное использование оправдано только для частиц малого размера, в частности 1-50 мкм. При этом мелкие частицы порошкового материала в активной газовой среде быстро окисляются, а при повышении температуры газового потока образованные покрытия имеют высокопористую, неоднородную, теплонапряженную структуру.
Кроме того, формирование заданного профиля газопорошкового потока за счет расширения газа по линейному закону целесообразно только для частиц малого размера, так как с увеличением размера частиц порошкового материала резко возрастает рассогласование профилей параметров газового потока и порошкового материала и формирование заданного профиля газопорошкового потока становится неэффективным. Вместе с тем формирование профиля газопорошкового потока по линейному закону требует значительной длины ускоряющего сопла, в пределах которого осуществляется разгон частиц газопорошковой смеси до их пороговых значений, при которых происходит процесс осаждения и закрепления частиц на изделии. Увеличение размеров ускоряющего сопла ведет к увеличению габаритов устройства в целом, что ограничивает область его применения, например, в случае нанесения покрытий на внутренние поверхности изделий.
Таким образом, известное техническое решение имеет следующие недостатки: малый диапазон размеров напыляемых частиц приводит к образованию высокопористой, неоднородной, теплонапряженной структуры, что снижает качество наносимого покрытия; большие габариты устройства, что снижает область его использования.
Изобретение направлено на создание способа нанесения покрытий порошковых материалов и устройства для его осуществления, которые позволили бы снизить уровень воздействия активной газовой среды на частицы наносимого материала и обеспечить получение однородной высококачественной структуры напыляемого покрытия, свойства которого максимально приближены к свойствам материала напыляемого порошка; при этом обеспечить минимальные габариты устройства при его высокой производительности, что существенно расширит область его использования.
Поставленная задача решается способом нанесения покрытий порошковых материалов, заключающимся в том, что создают поток газа-носителя, вводят в него порошковый материал, смешивают его с потоком газа-носителя, ускоряют образованный газопорошковый поток в сопле, формируют его заданный профиль, при этом дополнительно создают второй поток газа-носителя, подогревают, формируют его заданный профиль, а затем ускоряют в сопле, после чего накладывают ускоренный газопорошковый поток заданного профиля на поток газа-носителя заданного профиля, а суммарный поток направляют на изделие.
Независимое формирование и ускорение потока газопорошкового материала и потока газа-носителя позволяет упростить задачу формирования профилей как газового, так и газопорошкового потоков, за счет их однородности, а их последующее наложение друг на друга обеспечивает возможность ускорения суммарного газопорошкового потока, направляемого на изделие, в широком диапазоне скоростей.
Формирование заданных профилей газопорошкового потока и потока газа-носителя осуществляют путем перераспределения их кинетической энергии в каждом из потоков, для чего потоки подают в докритическую зону каждого из сопел под углом к их продольной оси и формируют отраженное течение. Такое решение позволяет создать условия, при которых плотность кинетической энергии движущегося как газового, так и газопорошкового потоков быстро возрастает в сравнительно небольшом объеме и обеспечивает перераспределение энергии в плоскости, что в дальнейшем существенно упрощает процесс наложения этих потоков и позволяет сократить размеры ускоряющих сопел.
Поставленная задача реализуется устройством, содержащим источник сжатого воздуха, соединенный газопроводом с узлом подогрева, смесительную камеру, соединенную с порошковым дозатором-питателем, снабженным бункером для порошка и средством для его дозирования, вход смесительной камеры соединен с промежуточным соплом, эжекторную насадку и сопловой блок, в котором расположены два ускоряющих сопла, соединенных между собой так, что выходные сечения сопел расположены в одной плоскости, а эжекторная насадка установлена на выходе соплового блока, каждое ускоряющее сопло снабжено форсункой, размещенной с возможностью кругового вращения в докритической части корпуса сопла, при этом форсунка первого ускоряющего сопла соединена газопроводом с выходом смесительной камеры, а форсунка второго ускоряющего сопла соединена через узел подогрева с источником сжатого воздуха.
В эжекторной насадке осуществляется наложение газового и газопорошковых потоков друг на друга и разгон частиц суммарного газопорошкового потока до их пороговых значений, при которых происходит процесс осаждения и закрепления частиц на изделии.
При этом сопло для разгона потока газа-носителя может быть выполнено как дозвуковым, так и сверхзвуковым. Вариант выполнения зависит от конкретных условий эксплуатации. Применение свехзвукового сопла позволяет значительно увеличить скорость газового потока при заданном запасе энергии.
Целесообразно каждое ускоряющее сопло снабдить профилирующей накладкой, которую закрепляют на внутренней поверхности сопла. Это обеспечивает формирование заданного профиля как газопорошкового потока, так и потока газоносителя на малом расстоянии, а следовательно, позволяет значительно сократить длину каждого из ускоряющих сопел.
Прямоугольное выходное сечение эжекторной насадки обеспечивает равномерное распределение профиля суммарного газопорошкового потока, направляемого на изделие, что позволяет наносить покрытия высокой равномерности в сечении, большей площади при высокой производительности.
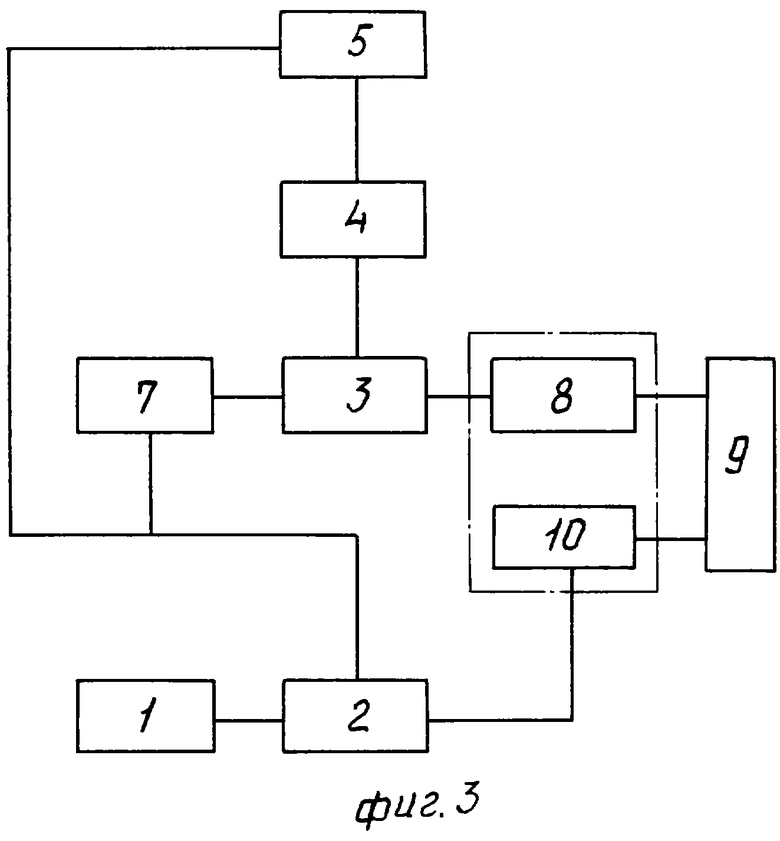
Вариант выполнения устройства, при котором источник сжатого воздуха соединен с входом промежуточного сопла и с бункером для порошка, позволяет дополнительно увеличить скорость газопорошкового потока и расход порошкового материала, что в итоге приведет к увеличению скорости суммарного газопорошкового потока на выходе из устройства и позволит увеличить толщину наносимого покрытия (фиг.2).
Соединение источника сжатого воздуха через узел подогрева со входом промежуточного сопла и с бункером для порошка целесообразно применять, например, при использовании тугоплавких металлов. При этом обеспечивается предварительный подогрев как порошкового материала, так и газа носителя, подаваемого в смесительную камеру (фиг.3).
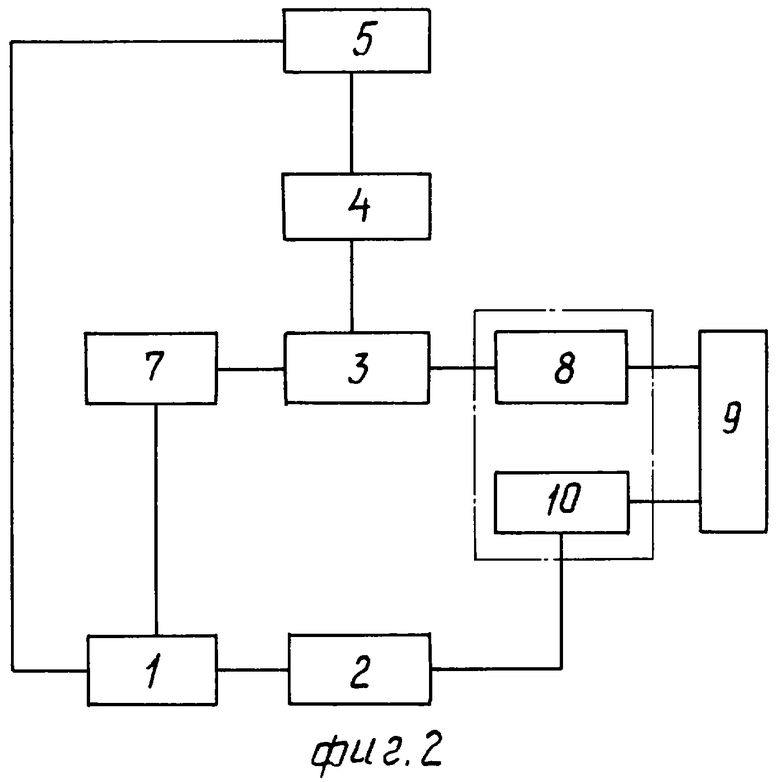
Использование в конструкции нагревательного элемента, установленного на газопроводе, который соединяет выход смесительной камеры с форсункой первого сопла, позволяет обеспечить дополнительный подогрев газопорошкового потока, непосредственно перед подачей его в ускоряющее сопло, что эффективно при использовании порошковых материалов с повышенной способностью к окислению (фиг.1).
Сущность изобретения поясняется чертежами, где
- на фиг.1 изображен общий вид устройства для нанесения покрытий порошковых материалов;
- на фиг.2 - функциональная схема варианта выполнения устройства по п.7, в которой источник сжатого воздуха соединен с промежуточным соплом и с бункером для порошка;
- на фиг.3 - функциональная схема варианта выполнения устройства по п.8, в которой источник сжатого воздуха соединен через узел подогрева со входом промежуточного сопла и с бункером для порошка.
Предлагаемый способ позволяет наносить покрытия на металлы и их сплавы, керамику или стекло. Способ заключается в том, что создают поток газа-носителя, движущийся под действием атмосферного давления. В этот поток вводят порошковый материал, состоящий из металлов, их смесей или диэлектриков. При этом размер частиц может составлять от 1-100 мкм. Порошковый материал смешивают с потоком газа-носителя, а затем направляют под углом к продольной оси первого ускоряющего сопла, в его докритическую зону, благодаря чему осуществляется ускорение и перераспределение кинетической энергии в газопорошковом потоке, при этом формируется отраженное течение с заданным профилем газопорошкового потока.
Одновременно создают второй поток газа-носителя от источника сжатого воздуха. Этот поток подогревают и аналогично первому потоку направляют под углом к продольной оси второго ускоряющего сопла, в его докритическую зону, благодаря чему осуществляется ускорение и перераспределение кинетической энергии в потоке газа-носителя, формируется его отраженное течение с заданным профилем.
Затем сформированный газопорошковый поток заданного профиля накладывают на сформированный поток газа-носителя заданного профиля, а суммарный поток направляют на изделие.
Независимое формирование газопорошкового потока и потока газа-носителя позволяет снизить уровень воздействия активной газовой среды на частицы наносимого материала и обеспечить получение однородной высококачественной структуры напыляемого покрытия, свойства которого максимально приближены к свойствам материала напыляемого порошка.
Предлагаемое устройство для нанесения покрытий порошковых материалов содержит источник сжатого воздуха 1, соединенный с ним газопроводом узел подогрева 2, смесительную камеру 3, порошковый дозатор-питатель 4, снабженный бункером для порошка 5 и средством для его дозирования 6, промежуточное сопло 7, два ускоряющих сопла 8 и 10, объединенных в сопловой блок 11, в котором выходные сечения сопел расположены в одной плоскости, и эжекторную насадку 9, установленную на выходе соплового блока 11. Форсунки 12 и 13 установлены с возможностью кругового вращения в докритической части сопла 8 и 10 соответственно. Размещение каждой форсунки в сопле с возможностью кругового вращения позволяет легко выставлять угол, под которым поток подается в каждое из сопел. На внутренней поверхности каждого из ускоряющих сопел 8 и 10 закреплены профилирующие накладки 15 и 16 соответственно. На газопроводе 14, соединяющем выход смесительной камеры 3 с форсункой 12 ускоряющего сопла 8, установлен нагревательный элемент 17, что позволяет осуществлять подогрев газопорошковой смеси перед ее подачей в ускоряющее сопло 8.
Работает устройство следующим образом. При включении источника сжатого воздуха 1 создается поток газа-носителя, который образует зону пониженного давления в ускоряющем сопле 8. Под действием атмосферного давления воздух через промежуточное сопло 7 поступает на вход смесительной камеры 3. Одновременно в смесительную камеру 3 начинает поступать порошковый материал из дозатора-питателя 4, соединенного с бункером для порошка 5, который в свою очередь соединен с атмосферой. Расход порошкового материала может регулироваться с помощью средства дозирования 6. В смесительной камере 3 образуется газопорошковая смесь, которая по газопроводу 14 через форсунку 12 поступает в ускоряющее сопла 8. Форсунка 12, установленная в корпусе сопла 8 с возможностью кругового вращения, позволяет выбрать угол, под которым газопорошковый поток подается к оси ускоряющего сопла 8. При соударении газопорошкового потока с профилирующей накладкой 15, закрепленной на внутренней поверхности сопла 8, происходит формирование отраженного течения газопорошкового потока заданного профиля, которое ускоряется по мере его движения к выходу сопла 8.
С помощью форсунки 13, установленной с возможностью кругового вращения в корпусе ускоряющего сопла 10, выставляется угол, под которым подогретый поток газа-носителя подается к оси ускоряющего сопла 10. При соударении потока газа-носителя с профилирующей накладкой 16, закрепленной на внутренней поверхности сопла 10, происходит формирование заданного профиля отраженного течения потока газа-носителя. Поток ускоряется по мере его движения к выходу сопла 10. Формирование заданного профиля путем перераспределения его кинетический энергии позволяет резко сократить длину сопла за счет одновременного и параллельного формирования отраженных течений газового и порошкового потоков.
На выходе соплового блока 11 размещена эжекторная насадка 9, в полости которой осуществляется наложение ускоренного газопорошкового потока заданного профиля на поток газа-носителя также заданного профиля. Такое наложение потоков позволяет эффективно переносить частицы размером до 100 мкм, а также в широких пределах регулировать скорость суммарного газопорошкового потока, направляемого на изделие.
Выходное сечение эфекторной насадки 9 может быть выполнено прямоугольным, это позволяет обеспечивать равномерное распределение суммарного газопорошкового потока на выходе устройства при высокой производительности процесса.
Таким образом, заявляемое техническое решение обеспечивает одинаково эффективное и технологичное использование как мелкодисперсных, так и крупнодисперсных частиц порошка размером до 100 мкм и позволяет получать при этом однородные покрытия из различных типов материалов, свойства которых максимально приближены к свойствам наносимого материала.
Формирование профилей путем перераспределения их кинетический энергии позволяет резко сократить длину сопла за счет одновременного и параллельного формирования отраженных течений газового и порошкового потоков, а следовательно, уменьшить габариты и расширить эксплуатационные возможности устройства.
Источники информации
1. Патент США 4815414, В 05 В 7/14 (НКИ 118-308), опуб.1989.
2. Патент WO, 91/19016, С 23 С 4/00, 1991.
Изобретение относится к технологии нанесения покрытий и могут быть использованы для получения покрытий из металлов, их механических смесей и диэлектриков, придающих различные функциональные свойства обрабатываемым поверхностям. Создают поток газа-носителя, вводят в него порошковый материал, смешивают его с потоком газа носителя, ускоряют образованный газопорошковый поток в сопле и формируют его заданный профиль. Одновременно создают второй поток газа-носителя, подогревают, формируют его заданный профиль, а затем ускоряют в сопле. После этого накладывают ускоренный газопорошковый поток заданного профиля на поток газа-носителя заданного профиля, а суммарный поток направляют на изделие. В устройстве источник сжатого воздуха соединения газопроводом с узлом подогрева. Смесительная камера соединена с порошковым дозатором-питателем. Вход смесительной камеры соединен с промежуточным соплом. Сопловой блок образован двумя ускоряющими соплами, выходные сечения которых расположены в одной плоскости. Эжекторная насадка установлена на выходе соплового блока. Форсунка каждого ускоряющего сопла размещена с возможностью кругового вращения в докритической части корпуса сопла. Форсунка первого ускоряющего сопла соединена газопроводом с выходом смесительной камеры, а форсунка второго ускоряющего сопла соединена через узел подогрева с источником сжатого воздуха. Изобретение позволяет использовать как мелкодисперсные, так и крупнодисперсные порошковые материалы и получать однородные покрытия со свойствами, приближенными к свойствам наносимого материала. 2 с. и 7 з.п. ф-лы, 3 ил.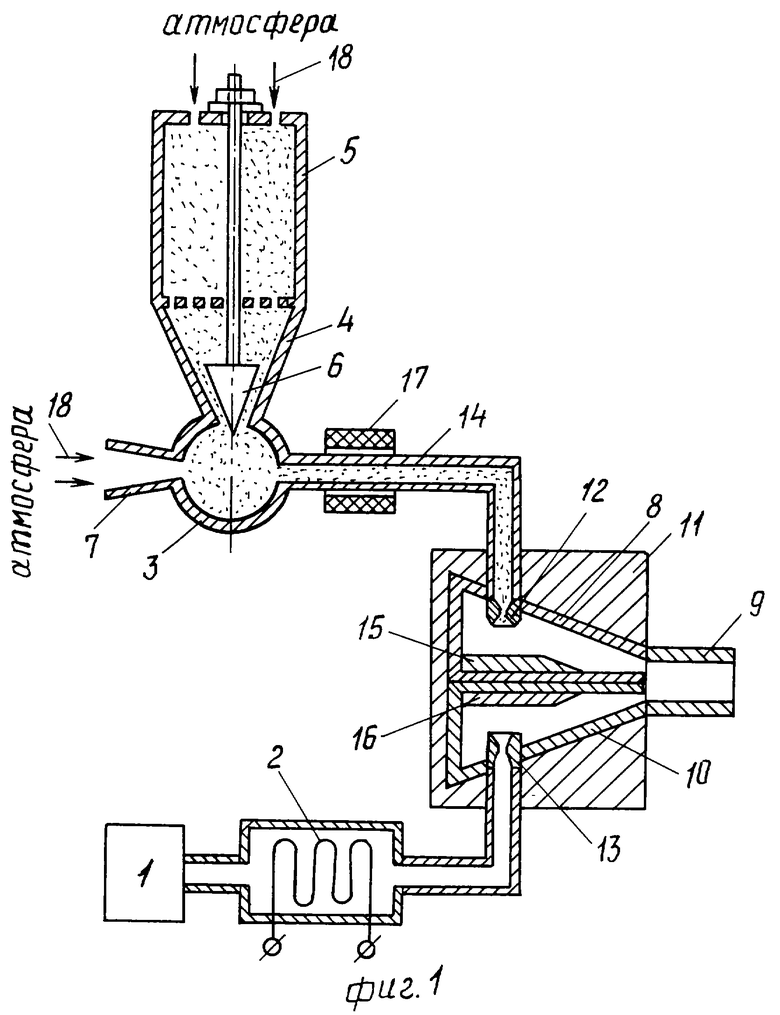
| Огнетушитель | 0 |
|
SU91A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1995 |
|
RU2081711C1 |
| RU 95108302 A, 27.05.1997 | |||
| US 4815414, 28.03.1989. | |||

