Настоящее техническое решение относится к способу лазерной наплавки материалов и устройству, его реализующему и может быть использовано при лазерной порошковой наплавке, в том числе и при аддитивном изготовлении изделий из порошковых материалов.
Известен способ лазерной наплавки, в котором происходит послойное наращивание материала на поверхности подложки за счет нанесения слоя порошка потоком транспортного газа и последующим его проплавлением лазерным лучом [1]. Несомненным достоинством этой технологии является меньшая, чем у метода селективного лазерного плавления, критичность к размерам и свойствам порошка и большая производительность. Из недостатков лазерной порошковой наплавки следует отметить значительное проплавление лазерным лучом материала подложки и наносимого порошка. В результате происходит изменение механических свойств, как подложки, так и наплавляемого материала [2]. От этих недостатков свободна известная технология холодного газодинамического напыления [3], в которой сцепление частиц порошка с поверхностью подложки происходит за счет выделения кинетической энергии частицы, ускоренной до сверхзвуковых скоростей в момент ее удара о подложку. При ударе происходит локальный разогрев частицы, приводящий к ее пластической деформации, но не изменяющий физико-химических свойств материала на макроуровне [4]. Технология холодного газодинамического напыления хорошо работает только с пластичными и сравнительно легкоплавкими материалами, тогда как на практике часто возникают задачи нанесения тугоплавких и твердых порошков (вольфрам и его соединения) [5]. В таких случаях металлургический контакт между покрытием и подложкой становится слабым, что может привести к их расслоению. Частично эта проблема решается путем подогрева транспортного газа до температуры 900оС, однако, это может вызвать плавление самого сверхзвукового сопла и нагрев больших объемов газа не выгоден с экономической точки зрения [6].
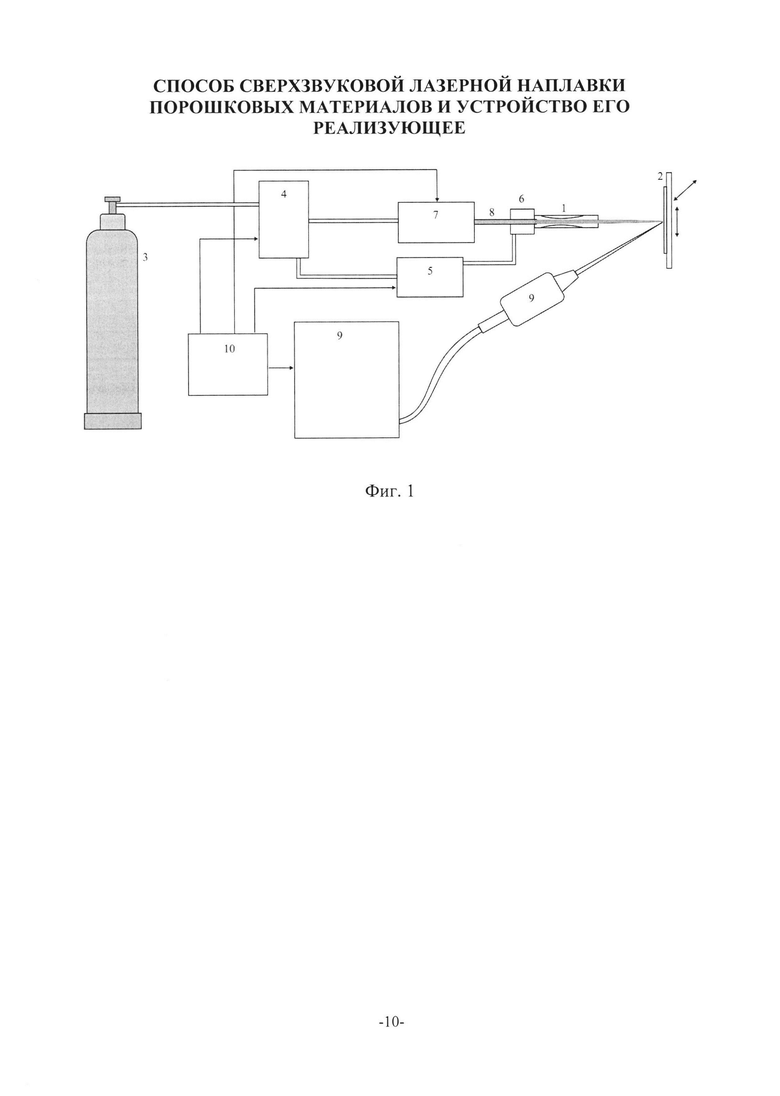
Эту проблему решает комбинированная технология лазерной сверхзвуковой наплавки, объединяющая преимущества лазерной и холодной газодинамической наплавки. Подогревая лазерным лучом поверхность подложки до необходимой температуры в месте удара частиц, можно оптимизировать процесс нанесения покрытия для частиц порошка различной степени пластичности, сохраняя заданный баланс между качеством металлургического контакта и величиной зоны термического влияния [7]. Схематично устройство для сверхзвуковой лазерной наплавки представлено на Фиг. 1. и состоит из сверхзвукового сопла 1 с профилем де Лаваля, закрепленного неподвижно, и системы перемещения в пространстве державки образца 2. Транспортный газ под высоким давлением до 30 атм, например, азот поступает от источника 3. Пройдя через газораспределительное устройство 4 и подогреватель 5, где он нагревается до температуры 900°С, поток азота поступает в смесительную камеру 6. Часть газа из газораспределительного устройства 4 направляется в порошковый питатель 7 и затем, вместе с порошком, подается в трубку инжектора 8 в смесительной камере 6. Расширяясь из смесительной камеры 6 в сопло 1, газопорошковый поток ускоряется до сверхзвуковых скоростей и направляется к обрабатываемой поверхности, которая предварительно нагревается лазерным лучом от источника 9. Контроль работы всех систем осуществляется блоком управления 10.
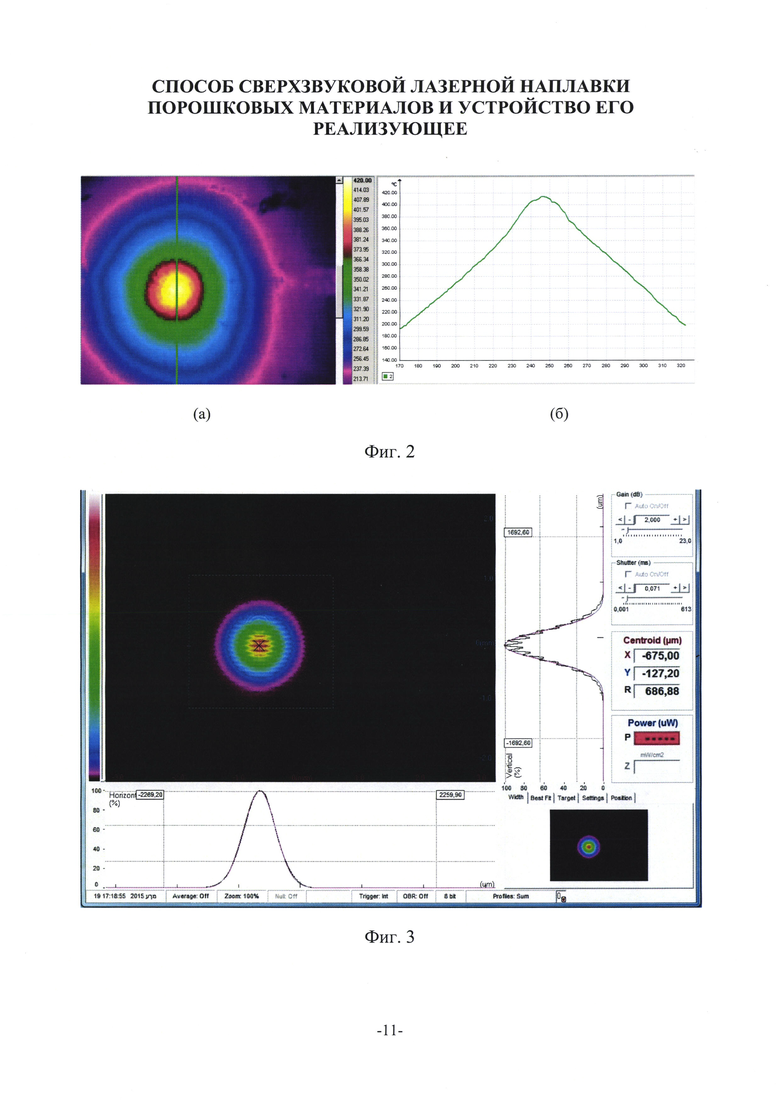
Вышеописанная метод лазерной наплавки имеет несколько недостатков. Как показали проведенные авторами заявки исследования, при взаимодействии сверхзвукового потока нагретого газа с обрабатываемой поверхностью 2, она нагревается неоднородно с максимумом температуры на оси потока и минимумом на его периферии. На Фиг. 2 представлено зарегистрированное при помощи тепловизионной камеры пространственное распределение температуры обрабатываемой поверхности в месте ее контакта со сверхзвуковым потоком нагретого газа. Видно, что перепад температуры от оси пучка к его периферии составляет более половины от максимального значения температуры. Это приводит к неоднородности температурного режима наплавки, при которой на оси пучка возникает перегрев порошка и обрабатываемой поверхности, приводящий к переплаву присадочного материала и подложки, и, напротив, на периферии пучка, наблюдается недостаточный нагрев порошка, приводящий к ухудшению качества металлургического контакта в периферийной зоне.
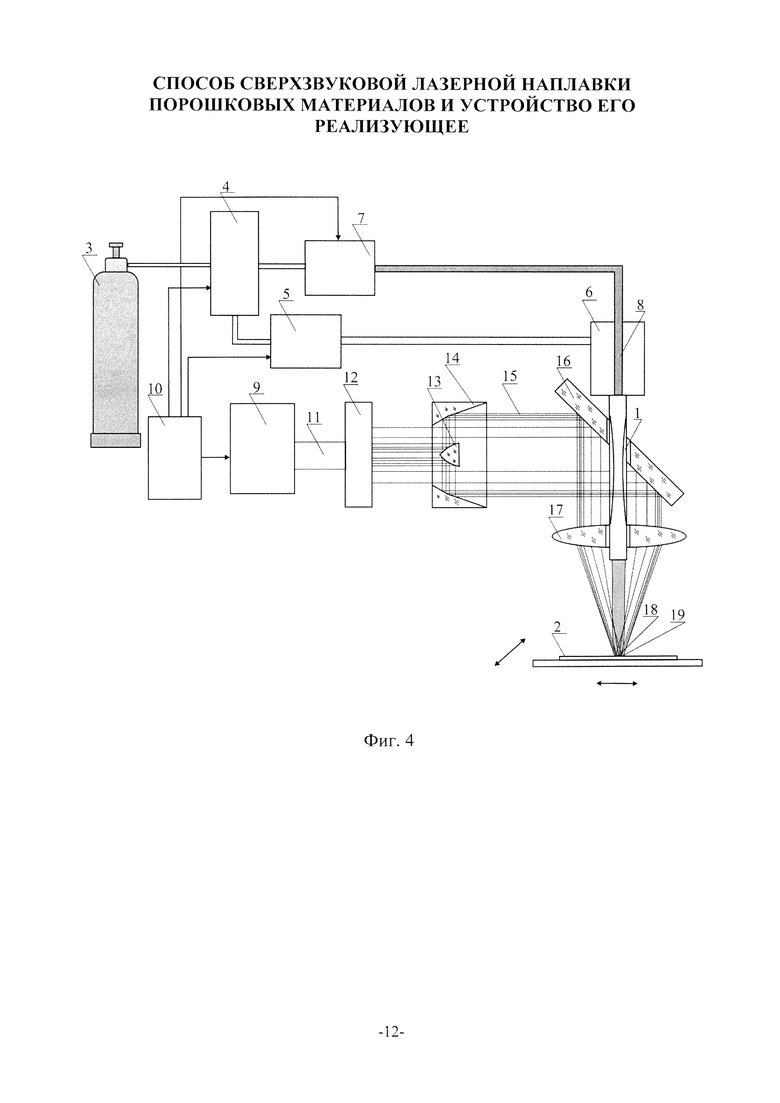
Этот эффект еще более усугубляется неоднородным распределением энергии в пучке лазерного излучения на выходе оптической головки для лазерной наплавки - с максимумом на оси пучка и минимумом на его периферии [8]. На Фиг. 3. представлено зарегистрированное с использованием измерителя мощности с пространственным разрешением пространственное распределение мощности одномодового лазерного излучения в фокальной точке головки для лазерной наплавки. Наблюдается сильно неоднородное распределение мощности, которое еще более усиливает температурные градиенты, вызванные потоком нагретого газа. В результате для обеспечения требуемого качества наплавки необходимо существенно сужать рабочую область газопорошкового потока вблизи его оси, в пределах которой распределение температуры на обрабатываемой поверхности можно принять условно однородным. Это приводит к снижению производительности и экономичности процесса сверхзвуковой лазерной наплавки и может вызвать образование дефектов - неконтролируемый переплав порошка и основы и отслоение наплавленного слоя из-за недостаточного прогрева основы лазерным лучом на его периферии.
Известен способ лазерной наплавки и устройство для его осуществления [9], включающий подачу наплавляемого материала в фокальную область кругового лазерного пучка, размещенную на поверхности обрабатываемого изделия, отличающийся тем, что из исходного кругового лазерного пучка формируют серию параллельных кольцевых лазерных пучков с регулируемым распределением мощности излучения исходного кругового лазерного пучка по кольцевым пучкам, преобразуют упомянутые кольцевые пучки в серию конических пучков и раздельно фокусируют конические пучки с расположением фокусов пучков вдоль одной оптической оси, по которой подают наплавляемый материал. Способ и устройство, его реализующее [9] позволяет использовать энергию лазерного луча не только для управляемого нагрева обрабатываемой поверхности, но и для управляемого нагрева присадочного материала
Задачей заявляемого изобретения является увеличение производительности метода сверхзвуковой лазерной наплавки, повышение пространственной однородности физико-химических свойств наплавляемого слоя, увеличение коэффициента использования порошка, снижение энергозатрат на обработку единицы площади поверхности изделия.
Решение задачи в предлагаемом способе сверхзвуковой лазерной наплавки порошковых материалов изделия и устройстве, его реализующем достигается следующим образом. Предлагается способ сверхзвуковой лазерной наплавки порошковых материалов, в котором лазерную наплавку выполняют с использованием сверхзвукового потока нагретого инертного газа и порошкового присадочного материала, подаваемых через газопорошковое сопло с профилем Лаваля и одновременно поверхность обрабатываемого изделия подвергается нагреву лазерным пучком от оптической головки без плавления основы и порошкового материала, отличающийся тем, что оптическая система головки формирует уширенный до диаметра газопорошкового потока лазерный пучок и раздельно фокусирует центральную и периферийную области лазерного пучка таким образом, что наилучшая фокусировка лазерного излучения и максимальный нагрев поверхности обрабатываемого изделия лазерным пучком осуществляется в периферийной зоне газопорошкового потока, а в осевой зоне потока действует расфокусированный пучок лазерного излучения, обеспечивающий меньший нагрев обрабатываемой поверхности, что, совместно с действием нагретого сверхзвукового газопорошкового потока формирует пространственно однородный по температуре участок изделия, взаимодействующий с газопорошковым потоком.
Устройство, реализующее заявляемый способ сверхзвуковой лазерной наплавки порошковых материалов схематично представлено на Фиг. 4 и состоит из состоит из сверхзвукового сопла 1 с профилем де Лаваля, закрепленного неподвижно, и системы перемещения в пространстве державки образца 2. Транспортный газ под высоким давлением до 30 атм, например, азот поступает от источника 3. Пройдя через газораспределительное устройство 4 и подогреватель 5, где происходит его нагрев, поток азота поступает в смесительную камеру 6. Часть газа из газораспределительного устройства 4 направляется в порошковый питатель 7 и затем, вместе с порошком, подается в трубку инжектора 8 в смесительной камере 6. Расширяясь из смесительной камеры 6 в сопло 1, газопорошковый поток ускоряется до сверхзвуковых скоростей и направляется к обрабатываемой поверхности. Формирование лазерного пучка осуществляется в оптической головке, преобразующей лазерное излучение от источника 9. Контроль работы всех систем осуществляется блоком управления 10. Лазерный луч 11 от источника 9 проходит через регулируемый расширитель пучка 12, отражательный мультиаксикон 13 и мультифасеточное зеркало 14, после чего формируется серия концентрических лазерных пучков 15, количество которых не менее двух. Плоским поворотным зеркалом 16 эти пучки поворачиваются на 90° и фокусируются мультифокальной линзой 17 на обрабатываемой поверхности 2. В центре поворотного зеркала 16 и мультифокальной линзы 17 выполнено отверстие, через которое пропущено сверхзвуковое сопло 1 для подачи порошкового материала. Центральная часть мультифокальной линзы 17 в приосевой зоне 18 формирует расфокусированное пятно лазерного излучения на обрабатываемой поверхности 2, а периферийные участки мультифокальной линзы 17 в периферийной зоне 19 контакта газопорошкового потока и обрабатываемой поверхности 2 формирует сфокусированное кольцевое пятно лазерного излучения.
Рассмотрим осуществление способа сверхзвуковой лазерной наплавки порошковых материалов и работу устройства для его осуществления.
Перед началом осуществления предлагаемого способа сверхзвуковой лазерной наплавки порошковых материалов в державку устанавливают обрабатываемое изделие 2, включают подачу рабочего газа из источника 3, включают проточный нагреватель газа 5, дожидаются установления заданных температуры и давления газа в смесительной камере 6, включают лазерный источник 9, устанавливают требуемую мощность и регулировкой расширителя лазерного пучка 12, изменяющего перераспределение мощности лазерного излучения между осевыми и периферийными пучками лазерного излучения добиваются однородного температурного поля в зоне контакта сверхзвуковой струи, истекающей из сопла 1 и обрабатываемой поверхности 2. Включают подачу порошкового материала питателем 7 в смесительную камеру 6 через трубку инжектора 8 и совершают процесс сверхзвуковой лазерной наплавки при неподвижном пятне лазерного излучения и перемещающемся изделии.
Технический результат в предлагаемом способе сверхзвуковой лазерной наплавки порошковых материалов и устройстве, его реализующем достигается за счет расширения зоны однородного нагрева лазерным излучением обрабатываемой поверхности, что улучшает качество металлургического контакта наплавляемого слоя и основы, увеличивает производительность системы за счет увеличения одновременно обрабатываемой площади изделия и увеличения коэффициента использования порошкового материала за счет возрастания площади нагретой лазерным излучением подложки до температуры, при которой происходит эффективное сцепление порошкового материала и подложки.
Представленное техническое решение было разработано и изготовлено в рамках исполнения Государственного контракта №14.Z.50.31.0023 от 04.03.2014.
1. Одинцов Н.Н. Способ лазерной наплавки и устройство для его осуществления. Авторское свидетельство на изобретение № SU 1347295 A1 Приоритет 10.11.1985. Опубликован 27.06.1995
2. R. Vilar, J. Laser Appl. 11 (2) (1999) 64–79.
3. Papyrin, V. Kosarev, S. Klinkov, A. Alkhimov, V. Fomin, Cold spray technology, Elsevier Science, Amsterdam (2007)
4. H. Assadi, et al., Acta Mater. 51 (15) (2003) 4379–4394.
5. V. Champagne, in: V.K. Champagne (Ed.), Woodhead Publishing (2007).
6. T. Stoltenhoff, In ITSC, ASM International (2001).
7. M. Bray, S. Celotto, W. O'Neill, Proceedings of the International Congress on Applications of Laser and Electro-Optics (ICALEO 06), Laser Institute of America, Arizona, USA (2006) 103–109.
8. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов/ Под ред. А.Г. Григорьянца. - 2-е изд., - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.
9. Чивель Ю.А. Способ лазерной наплавки и устройство для его осуществления. Патент на изобретение № Ru 2580180 Приоритет 06.03.2014. Опубликован 10.04.2016 Бюл. № 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной наплавки покрытий на образец и устройство для его осуществления | 2017 |
|
RU2656906C1 |
| СПОСОБ СВЕРХЗВУКОВОЙ ГАЗОПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНЫХ ПОКРЫТИЙ | 2007 |
|
RU2346077C2 |
| Устройство для лазерной порошковой наплавки | 2019 |
|
RU2767104C1 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОБРАЗЕЦ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2645631C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ЕГО РЕАЛИЗУЮЩЕЕ | 2018 |
|
RU2697124C2 |
| Способ получения полых покрытий при газопорошковой лазерной наплавке со сканированием излучения | 2017 |
|
RU2688969C2 |
| Способ лазерной газопорошковой наплавки защитных покрытий | 2020 |
|
RU2759102C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
Изобретение относится к способу сверхзвуковой лазерной наплавки порошковых материалов и устройству, его реализующему, и может быть использовано при лазерной порошковой наплавке. Способ включает лазерной наплавку с использованием сверхзвукового потока нагретого инертного газа и порошкового присадочного материала, подаваемых через сопло с профилем Лаваля, и одновременно нагрев поверхности обрабатываемого изделия лазерным пучком от оптической головки без плавления основы и порошкового материала, при этом оптическая система головки формирует уширенный до диаметра газопорошкового потока лазерный пучок и раздельно фокусирует центральную и периферийную области лазерного пучка таким образом, что наилучшая фокусировка лазерного излучения и максимальный нагрев поверхности обрабатываемого изделия лазерным пучком осуществляется в периферийной зоне газопорошкового потока, а в осевой зоне потока действует расфокусированный пучок лазерного излучения. Устройство содержит сверхзвуковое сопло с профилем Лаваля, закрепленное неподвижно, систему перемещения в пространстве державки образца, систему проточного нагрева транспортного газа, порошковый питатель, смесительную камеру, лазер, оптически связанный с фокусирующей системой, оптическую систему формирования серии кольцевых лазерных пучков с регулируемым распределением энергии между ними, поворотным зеркалом, в отверстие которого установлено сверхзвуковое сопло, и мультифокальную линзу. Изобретение обеспечивает повышение пространственной однородности физико-химических свойств наплавляемого слоя, увеличение коэффициента использования порошка, снижение энергозатрат на обработку единицы площади поверхности изделия и увеличение производительности способа наплавки. 2 н.п. ф-лы, 4 ил.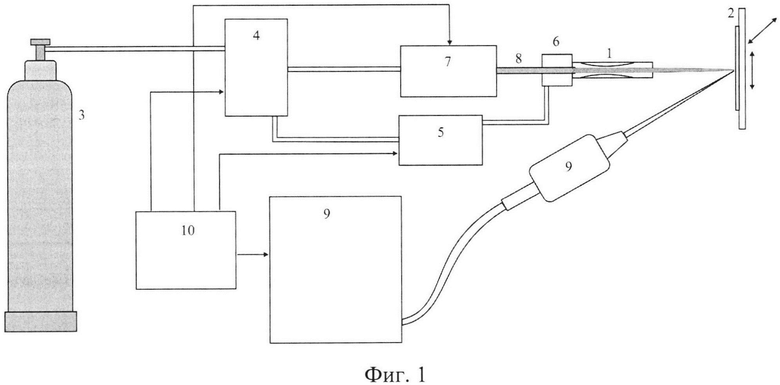
1. Способ сверхзвуковой лазерной наплавки порошковых материалов, в котором лазерную наплавку выполняют с использованием сверхзвукового потока нагретого инертного газа и порошкового присадочного материала, подаваемых через сопло с профилем Лаваля и одновременно поверхность обрабатываемого изделия подвергается нагреву лазерным пучком от оптической головки без плавления основы и порошкового материала, отличающийся тем, что оптическая система головки формирует уширенный до диаметра газопорошкового потока лазерный пучок и раздельно фокусирует центральную и периферийную области лазерного пучка таким образом, что наилучшая фокусировка лазерного излучения и максимальный нагрев поверхности обрабатываемого изделия лазерным пучком осуществляется в периферийной зоне газопорошкового потока, а в осевой зоне потока действует расфокусированный пучок лазерного излучения.
2. Устройство для сверхзвуковой лазерной наплавки порошковых материалов, содержащее сверхзвуковое сопло с профилем де Лаваля, закрепленное неподвижно, систему перемещения в пространстве державки образца, систему проточного нагрева транспортного газа, порошковый питатель, смесительную камеру, лазер, оптически связанный с фокусирующей системой, отличающееся тем, что оно снабжено оптической системой формирования серии кольцевых лазерных пучков с регулируемым распределением энергии между ними, поворотным зеркалом, в отверстие которого установлено сверхзвуковое сопло и мультифокальной линзой, фокусирующей лазерные пучки таким образом, что в осевой зоне контакта газопорошкового потока с изделием лазерный луч расфокусирован, а в периферийной зоне – сфокусирован.
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2580180C2 |
| УСТРОЙСТВО ЛАЗЕРНОЙ НАПЛАВКИ И ЛЕГИРОВАНИЯ | 2009 |
|
RU2447979C2 |
| ГРИГОРЬЯНЦ А.Г., ШИГАНОВ Н.И., МИРЮСОВ А.И., Технологические процессы лазерной обработки, М.: Издательство МГТУ им | |||
| Н.Э | |||
| Баумана, 2008 | |||
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1347295A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

