Изобретение относится к электронной технике и может быть использовано в производстве газоразрядных индикаторных панелей (ГИП).
Известен способ изготовления блока арматуры газоразрядного индикатора (ГРИ), заключающийся в формировании на диэлектрической пластине системы электродов, на которые наносят диэлектрическое покрытие с последующим формированием на нем черной контрастной матрицы, в отверстия которой наносят люминофор [патент Японии 48-19100, кл. 99 G 120, 1973 г.].
Недостатками данного способа являются очень высокие требования по совмещению элементов конструкции ГРИ, высокая трудоемкость изготовления блока.
Известен способ изготовления блока арматуры газоразрядного индикатора, в котором на диэлектрическую пластину первоначально наносят методом трафаретной печати электроды, затем многослойное диэлектрическое покрытие и на электроды (аноды) люминофорное покрытие [патент США 4023876, кл. 316-9, 1977 г.].
К недостаткам указанного способа следует отнести многослойность покрытий, обуславливающую высокую трудоемкость и техническую сложность изготовления.
Наиболее близким к предлагаемому способу является способ изготовления блока арматуры ГИП, включающий формирование на диэлектрической пластине первых проводников, разделительных диэлектрических элементов методом трафаретной печати и люминофорных элементов [заявка Франции 2211744, кл. H 01 J 17/49, 1985 г. - прототип].
Недостатком данного способа является то, что при изготовлении блока ГИП с проволочными проводниками, последние в зоне разделительной диэлектрической матрицы при изготовлении ее методом трафаретной печати не полностью покрываются диэлектрической пастой, образуя "паразитные" щели между ячейками. В результате в процессе работы ГИП наблюдается подсветка включенными ячейками соседних с ними не включенных ячеек, что приводит к искажению информации.
Задачей данного изобретения является создание способа изготовления блока арматуры ГИП, обеспечивающего качественное соединение проволочных проводников с диэлектрической матрицей при изготовлении ее методом трафаретной печати.
Указанный технический эффект при осуществлении изобретения достигается тем, что способ изготовления блока арматуры ГИП заключается в последовательном формировании на диэлектрической пластине разделительных диэлектрических элементов, образующих первую матрицу, и люминофорных элементов, формировании на первой матрице разделительных диэлектрических элементов, образующих вторую матрицу с пазами, в которые наматывают первые проводники, и последовательном формировании на второй матрице разделительных диэлектрических элементов, образующих третью матрицу и четвертую матрицу с пазами, в которые наматывают вторые проводники, ортогональные первым проводникам.
При реализации данного способа изготовления при формировании третьей диэлектрической матрицы диэлектрическая паста за счет капиллярных сил обеспечивает "обволакивание" проводников диэлектрической пастой. В результате этого исключаются "паразитные" щели вдоль проволочных электродов, чем устраняется подсветка включенными ячейками соседних с ними не включенных, расположенных вдоль проволочных проводников.
Кроме этого, при формировании третьего слоя при наличии проволочных проводников в пазах второго слоя матрицы обеспечивается малый разброс толщины нанесенного диэлектрического слоя, чем обеспечивается стабилизация межэлектродного расстояния, а следовательно, и уменьшение разброса яркости свечения ячеек ГИП.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна".
Для проверки соответствия заявленного изобретения требованию изобретательского уровня был проведен дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, так как не выявлены технические решения, в которых высокое качество соединения проводников и диэлектрической матрицы достигалось бы за счет формирования диэлектрической матрицы с пазами, в которые наматывались бы проволочные проводники с их запечаткой слоем следующей диэлектрической матрицы.
Таким образом, заявленное изобретение соответствует требованию "изобретательский уровень".
Предлагаемое изобретение поясняется чертежом.
На чертеже представлены основные этапы процесса изготовления блока арматуры ГИП.
Способ изготовления блока арматуры ГИП заключается в следующем.
На диэлектрической пластине 1 формируют первую диэлектрическую матрицу 2 (чертеж, а). Затем последовательно формируют люминофорные элементы 3 на диэлектрической пластине 1 в отверстиях первой диэлектрической матрицы 2 и вторую диэлектрическую матрицу 4 с пазами 5 на первой диэлектрической матрице (чертеж). Наилучшие результаты достигаются при глубине пазов в диэлектрической матрице, составляющей 0,25-0,9 от диаметра проволоки проводников. После этого в пазы 5 второй диэлектрической матрицы 4 наматывают первые проволочные проводники 6 (чертеж, в) и формируют на второй диэлектрической матрице 4 третью диэлектрическую матрицу 7 (чертеж, г) и четвертую диэлектрическую матрицу 8 с пазами 9 (чертеж, д), соответствующих расположению вторых роволочных проводников. После этого в пазы 9 наматывают вторые проволочные проводники 10 (чертеж, е).
Пример конкретного выполнения.
На стеклопластине размером 200•200•3 мм через сетчатый трафарет формируют первую диэлектрическую матрицу толщиной 0,06 мм с отверстиями размером 2,5•2,5 мм, шагом 3 мм в количестве 64•64 элемента. Диэлектрические матрицы выполняют из пасты, включающей порошки легкоплавкого стекла С82-3 и алунда, взятых в соотношении 60:40, и органическое связующее на основе этилцеллюлозы в количестве 20%. После сушки первой диэлектрической матрицы в ее отверстиях на стеклопластине формируют люминофорные элементы толщиной 0,07 мм. После чего на первой диэлектрической матрице формируют вторую диэлектрическую матрицу толщиной 0,08 мм с пазами глубиной 0,08 мм и длиной 1,7 мм с шагом 3 мм в направлении первых проводников. Проводят сушку и наматывают первые проводники из проволоки 47 НХР диаметром 0,12 мм таким образом, чтобы в каждом пазе было равномерно расположено по 3 витка проволоки. Затем формируют третью матрицу толщиной 0,25 мм и на нее наносят четвертую матрицу толщиной 0,07 мм с пазами глубиной 0,07 мм и длиной 0,5 мм с шагом 3 мм в направлении, перпендикулярном первым проводникам. Проводят термообработку при температуре 500oС и наматывают вторые проводники из проволоки 47 НХР диаметром 0,12 мм по одному витку проволоки в каждый паз.
В ГИП, включающей блок арматуры, изготовленный согласно указанному способу, отсутствуют "паразитные" щели между ячейками и, таким образом, не наблюдается подсветка в ячейках, соседних с работающими ячейками. Неравномерность яркости свечения ячеек в такой ГИП составляет ±7%.
В серийно изготавливаемых ГИП подсветка наблюдается в 12-30% ячеек, а разброс яркости составляет ±9-12%.
Таким образом, предложенное изобретение позволяет создать блоки арматуры ГИП высокого качества, повышая тем самым качество ГИП, изготавливаемых на их основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА АРМАТУРЫ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2004 |
|
RU2263367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2003 |
|
RU2236058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2002 |
|
RU2209485C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 2000 |
|
RU2185664C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 2000 |
|
RU2188461C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2195736C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 2002 |
|
RU2221281C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 2000 |
|
RU2185665C1 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ | 2000 |
|
RU2207634C2 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2195042C1 |
Изобретение относится к электронной технике и может быть использовано в производстве газоразрядных индикаторных панелей (ГИП). Технический результат - обеспечение качественного соединения проволочных проводников с диэлектрической матрицей достигается за счет формирования в блоке методом трафаретной печати диэлектрической матрицы с пазами, в которые наматывают проволочные электроды, и последующей их запечаткой. 1 ил.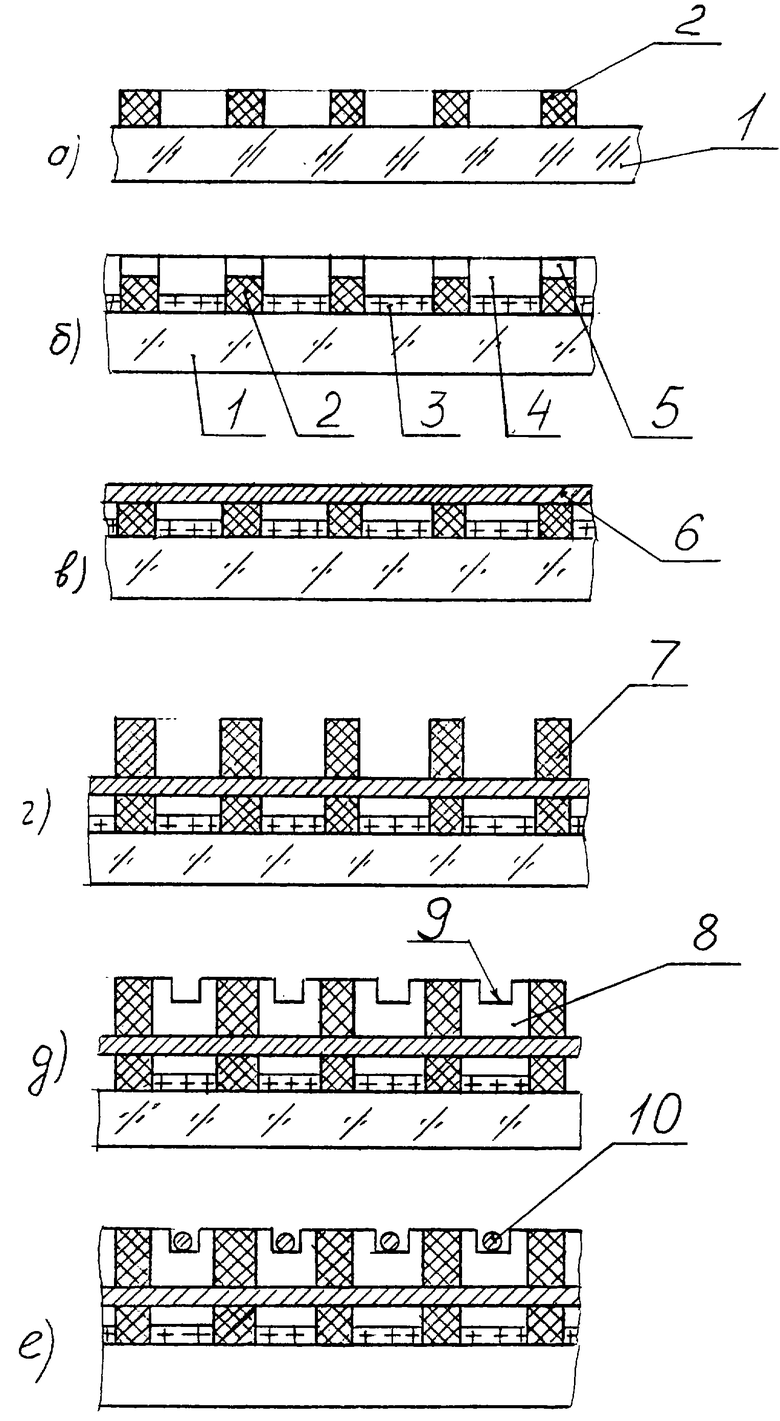
Способ изготовления блока арматуры газоразрядной индикаторной панели, заключающийся в последовательном формировании на диэлектрической пластине разделительных диэлектрических элементов, образующих первую матрицу, и люминофорных элементов, формировании на первой матрице разделительных диэлектрических элементов, образующих вторую матрицу с пазами, в которые наматывают первые проводники, и последовательном формировании на второй матрице разделительных диэлектрических элементов, образующих третью матрицу и четвертую матрицу с пазами, в которые наматывают вторые проводники, ортогональные первым проводникам.
| US 3885195 А, 20.05.1975 | |||
| RU 2055412 С1, 27.02.1996 | |||
| 1992 |
|
RU2004030C1 | |
| US 4023876 А, 17.05.1977. | |||

