Изобретение относится к производству средств взрывания и изделий специального назначения - детонирующих, огнепроводных, пиротехнических шнуров и т.п.
Огнепроводный шнур предназначен для безопасной передачи форса пламени на расстояние в течение строго определенного времени и для воспламенения инициирующего ВВ в капсюлях-детонаторах, зарядов из дымного пороха и специальных изделий, применяемых на земной поверхности и в подземных выработках. Основными требованиями, предъявляемыми к огнепроводным шнурам, являются полнота (безотказность) сгорания и постоянство скорости горения, что в значительной степени определяется технологическим процессом и способом изготовления.
Огнепроводные шнуры подразделяются на:
пластикатные (ОШП);
двойные асфальтированные (ОШДА);
асфальтированные (ОША).
Огнепроводные шнуры, как и другие средства взрывания (детонирующие и пиротехнические шнуры, капсюли-детонаторы и т. д.), широко используются во взрывном деле и достаточно изучены.
Конструкция огнепроводного шнура представлена в книге Светлова Б.Я., Яременко Н.Е. Теория и свойства промышленных взрывчатых веществ. - М.: Недра, 1973, с. 200, рис. 86. Шнур состоит из пороховой сердцевины, внутренней и внешней оплеток.
Известны огнепроводные шнуры по патентам RU 2065847 от 5.06.92, RU 2170222 от 24.02.2000.
Известен способ изготовления детонирующего шнура по патенту RU 2151758 от 03.09.1998, сущность которого заключается в изготовлении шнура непосредственно на месте ведения взрывных работ. Способ состоит в том, что шнур изготавливают на месте ведения взрывных работ, при этом отрезают влагоизолирующую временно стойкую к компонентам ВВ и самому ВВ оболочку требуемой длины, подсоединяют один из ее концов к сливному штуцеру сосуда с готовым ВВ жидкого агрегатного состояния и самотеком или принудительно заполняют сердцевину оболочки, выдавливая оттуда воздух, при этом после появления жидкости на свободном конце оболочки его герметизируют и дозаполняют, после чего отсоединяют другой конец оболочки от штуцера сосуда и герметизируют отсоединенный конец.
Недостатками данного способа изготовления шнура являются:
1. В качестве влагоизолирующей оболочки (внешней оплетки) используется материал временно стойкий к компонентам ВВ сердцевины, что исключает длительное его хранение и снижает безопасность применения.
2. Транспортировка к месту ведения взрывных работ необходимого технологического оборудования экономически нецелесообразна и снижает культуру производства средств взрывания.
3. Совмещение производства средств взрывания с взрывными работами снижает безопасность ведения всех видов работ.
Известен способ изготовления детонирующего шнура по патенту RU 2064474 от 25.02.1992. По данному способу производят формирование сердцевины шнура заданной конфигурации из взрывчатого материала. После чего наносят на сердцевину защитную оболочку из взаимно переплетенных гибких элементов при нагревании поверхности сердцевины до температуры размягчения на глубину до 0,5 диаметра гибкого элемента.
Недостатками данного способа изготовления шнуровых изделий являются:
1. Необходимые параметры обогрева сердцевины шнура (температура и глубина нагрева) достигаются экспериментальным подбором мощности нагревателя, что приводит к излишним потерям материалов при пусконаладочных работах.
2. Внедрение гибкого элемента в материал сердцевины шнура на глубину до 0,5d (где d - диаметр гибкого элемента) не обеспечивает постоянство поверхности горения в продольном направлении, что, в свою очередь, может привести к пульсации давления внутри оболочки по мере выгорания сердцевины.
3. Наличие внедренного материала сердцевины между витками гибкого элемента на глубину до 0,5 его диаметра может привести к прогару оболочки.
4. Отсутствует контроль сплошности материала сердцевины, что при определенных условиях может привести к отказам (затуханию), в частности, в огнепроводных шнурах.
Наиболее близким по технической сущности является изобретение "Огнепроводный шнур с малой энергией, а также способ и устройство для его изготовления", по патенту Германии DE 2803402, С 06 С 5/00, от 26.01.78, включающее формирование сердцевины определенной конфигурации и нанесение на нее защитной оболочки, принятое авторами за прототип.
Сердцевина огнепроводного шнура по прототипу содержит ≥55 мас.% кристаллического бризантного взрывчатого вещества (ВВ) в смеси со связующим, а защитная оболочка имеет по меньшей мере один слой синтетического материала, который обладает текучестью при температуре, не превышающей более чем на 75oС температуры плавления бризантного ВВ.
Недостатками огнепроводного шнура и способа его изготовления по прототипу являются:
1. Наличие в сердцевине шнура ≥55 мас.% кристаллического бризантного взрывчатого вещества делает его высокочувствительным к механическим воздействиям, что, в свою очередь, повышает опасность его изготовления и применения.
2. Наличие защитной оболочки в один слой синтетического материала снижает надежность самого шнура в части повреждения его сердцевины в процессе применения.
3. Устройство для изготовления шнура предусматривает подачу взрывчатого вещества для формирования сердцевины поршневым прессом, что обеспечивает дискретную подачу ВВ и снижает надежность шнура в части сплошности его сердцевины.
4. В способе изготовления шнура отсутствует контроль сплошности сердцевины, что не гарантирует высокое качество его изготовления.
5. Защитная оболочка из синтетического материала не обеспечивает достаточного сцепления с материалом сердцевины, что существенно снижает качество огнепроводного шнура.
Задачей предлагаемого изобретения является создание способа производства шнуровых изделий, в частности огнепроводного шнура, повышенного качества и высокой надежности.
Задача решается за счет того, что в способе изготовления огнепроводного шнура, включающем операцию формирования сердцевины заданной конфигурации из взрывчатого материала и создание на ней защитной оболочки, в качестве взрывчатого материала сердцевины используют предварительно просеянный дымный шнуровой порох, скорость горения которого в защитной оболочке (9,3 ± 0,7) мм/с, защитную оболочку создают путем нанесения первичной оплетки из пряжи с последующим контролем сплошности сердцевины шнура, обжатия валками с усилием 2,4-4,7 Н•м, покрытия смолопековой смесью при температуре 100-150oС с последующим покрытием асфальтовой мастикой при температуре 90-155oС, нанесения вторичной оплетки из пряжи, покрытия вторым слоем смолопековой смеси при температуре 100-160oС и нанесения парафинопетролатумной смеси при температуре 60-80oС.
Основными требованиями, предъявляемыми к огнепроводным шнурам по ГОСТ 3470-70, являются время горения отрезка шнура и разброс времени горения, что, в свою очередь, определяется постоянством скорости горения материала сердцевины шнура и в значительной степени зависит от гранулометрической плотности и однородности материала сердцевины шнура. Ведение операций просейки и обработки основы шнура валками позволяет обеспечить скорость горения дымного шнурового пороха в защитной оболочке в требуемом интервале Ur = (9,3 ± 0,7) мм/с, а контроль сплошности сердцевины (основы) шнура позволяет гарантировать ее однородность по всей длине.
На фиг.1 представлена принципиальная технологическая схема изготовления огнепроводного шнура ОША.
Процесс изготовления шнура ОША заключается в следующем: на операции подготовки исходных материалов производится уваривание битумной мастики в котле 1 при температуре 175-200oС, приготовление смолопековой мастики в ванне 2 при температуре 150-170oС, приготовление асфальтовой мастики в ванне 3 при температуре 175-200oС, приготовление парафинопетролатумной смеси в ванне парафинирования 13 в соотношении 70/30 при температуре 60-80oС. Подготовка пряжи для центральной нити и оплетки изолирующей оболочки заключается в удалении фабричных узлов и утолщений путем пропускания ее через узлоуловитель на станке перемотки пряжи 19. Подготовка шнурового пороха заключается в удалении посторонних механических примесей и крупных фракций пороха путем просейки его в грохоте 4.
После подготовки исходных материалов производится изготовление и контроль диаметра сердцевины (основы) на станке первой оплетки 5. Сердцевину шнура изготавливают путем протягивания центральной направляющей нити через загрузочную воронку со шнуровым порохом, далее порох с центральной нитью обматывается в противоположных направлениях первой и второй оплетками из пряжи на станке первой оплетки. После станка 5 изготовленная сердцевина (основа) поступает на операцию контроля основы на контрольном станке 6 с целью выявления участков основы без пороха и без нитей первой оплетки.
С целью обеспечения равномерного горения и придания сердцевине шнура скорости горения в заданных пределах (9,3 ± 0,7) мм/с, сердцевина (основа) пропускается через обжимные валки 7 с усилием поджатия 2,4-4,7 Н•м. Откалиброванная и обжатая сердцевина далее поступает в ванну 8 первой осмолки основы, где производится предварительное покрытие основы смолопековой смесью при температуре 100-150oС, после чего наносится основной изоляционный слой в ванне асфальтирования 9 при температуре 90-155oС, и опудривание тальком на станке 10.
Для обеспечения большей прочности шнура огнепроводного проасфальтированную основу шнура покрывают вторично пряжей на обмоточном станке 11, смолопековой смолой в ванне 12 при температуре 100-160oС и парафинопетролатумной смесью в ванне парафинирования 13 при температуре 60-80oС.
После второй осмолки и парафинирования шнур ОША поступает на станок 14 для покрытия его тальком и далее на автоматическую поточную линию 15 для резки на куски длиной 10 м, сматывания в бухты, обвязки бухты и отбраковки дефектных бухт на контрольном приборе. Годные бухты шнура ОША поступают на упаковку 18. При поступлении огнепроводного шнура ОША на мерильный барабан 16 шнур наматывается отдельными отрезками длиной 10 м.
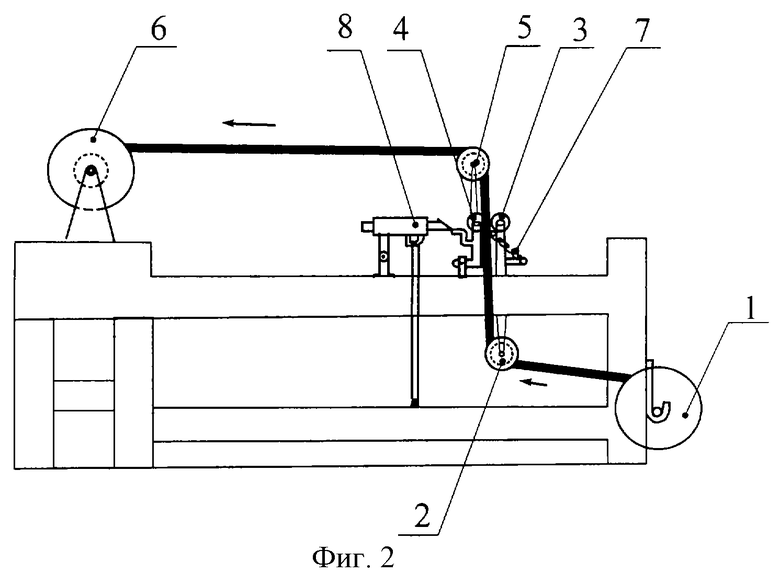
На фиг.2 показана схема контрольного прибора замера сплошности сердцевины (основы) шнура.
Контроль сплошности сердцевины огнепроводного шнура осуществляется следующим образом.
Сердцевина шнура с катушки 1 по направляющему ролику 2 поступает в зону контроля между неподвижным калиброванным валком 3 и подвижным 4 и, пройдя через направляющий ролик 5, наматывается на приемную катушку 6. При попадании дефектного участка сердцевины с нарушенной сплошностью или отсутствием одной и более нитей в первичной оплетке в зону контроля происходит перемещение подвижного калиброванного валка 4 под действием пружины 7, при этом происходит срабатывание чувствительного механизма 8, от которого передается сигнал на остановку привода приемной катушки 6. Дефектный участок в зависимости от его размера (длины) либо вырезается, либо помечается определенным способом для его фиксации на последующих операциях.
Описанный способ изготовления огнепроводного шнура применим и для изготовления шнура пластикатного (ОШП), при этом вторичная оплетка изготавливается из пластикатного материала методом экструзии, что повышает водоустойчивость огнепроводного шнура и позволяет использовать его в обводненных средах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПЛОТНОСТИ СЕРДЦЕВИНЫ ШНУРОВЫХ ИЗДЕЛИЙ ПРИ ФОРМОВАНИИ | 2002 |
|
RU2210757C1 |
| ОГНЕПРОВОДНЫЙ ШНУР | 1992 |
|
RU2065847C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТОНИРУЮЩЕГО, ОГНЕПРОВОДНОГО ИЛИ ПИРОТЕХНИЧЕСКОГО ШНУРА | 2001 |
|
RU2198866C2 |
| ШНУР ДЛЯ ПЕРЕДАЧИ ИНИЦИИРУЮЩЕГО ИМПУЛЬСА И СОСТАВ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2190587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТОНИРУЮЩЕГО ШНУРА И СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВЧАТОГО ВЕЩЕСТВА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2604748C1 |
| ПИРОТЕХНИЧЕСКИЙ ШНУР И СОСТАВ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2026277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТОНИРУЮЩЕГО ШНУРА И СПОСОБ ПОЛУЧЕНИЯ ВОДОСОДЕРЖАЩЕЙ ПАСТЫ НА ОСНОВЕ ГЕКСОГЕНА ИЛИ ОКТОГЕНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2556651C1 |
| Способ изготовления детонирующего шнура | 2018 |
|
RU2697554C1 |
| СОСТАВ ДЛЯ ИЗОЛЯЦИОННОГО СЛОЯ ОГНЕПРОВОДНОГО ШНУРА | 2003 |
|
RU2238258C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТОНИРУЮЩЕГО ШНУРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599662C2 |
Изобретение относится к производству средств взрывания, а именно производству огнепроводных шнуров. Предложен способ изготовления огнепроводного шнура, включающий операцию формирования сердцевины заданной конфигурации из взрывчатого материала и создание на ней защитной оболочки, при этом в качестве взрывчатого материала сердцевины используют предварительно просеянный дымный шнуровой порох, защитную оболочку создают путем нанесения первичной оплетки из пряжи с последующим контролем сплошности сердцевины шнура, обжатия валками, покрытия смолопековой смесью с последующим покрытием асфальтовой мастикой, нанесения вторичной оплетки из пряжи, покрытия вторым слоем смолопековой смеси и нанесения парафинопетролатумной смеси. Изобретение направлено на создание способа изготовления огнепроводного шнура повышенного качества и высокой надежности. 2 ил.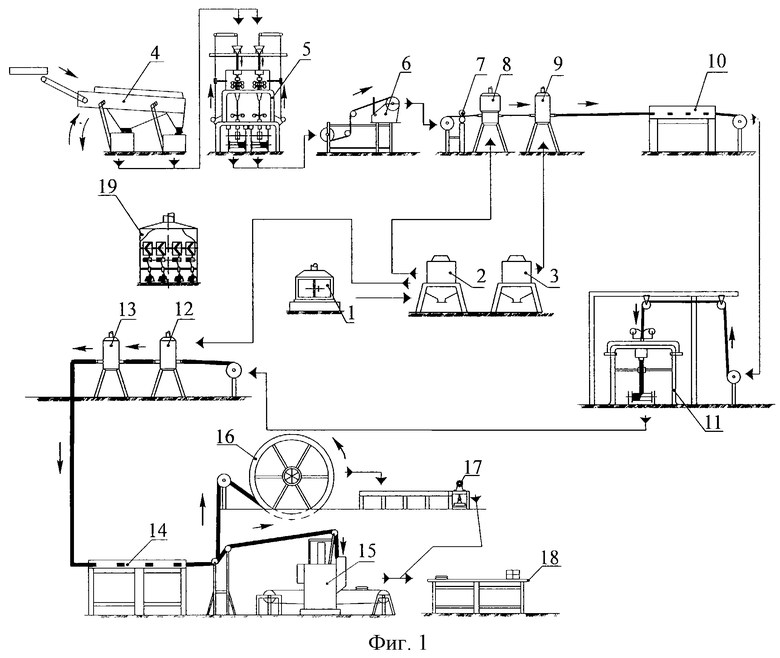
Способ изготовления огнепроводного шнура, включающий операцию формирования сердцевины заданной конфигурации из взрывчатого материала и создание на ней защитной оболочки, отличающийся тем, что в качестве взрывчатого материала сердцевины используют предварительно просеянный дымный шнуровой порох, скорость горения которого в защитной оболочке 9,3±0,7 мм/с, защитную оболочку создают путем нанесения первичной оплетки из пряжи с последующим контролем сплошности сердцевины шнура, обжатия валками с усилием 2,4-4,7 Нм, покрытия смолопековой смесью при 100-150oС с последующим покрытием асфальтовой мастикой при 90-155oС, нанесения вторичной оплетки из пряжи, покрытия вторым слоем смолопековой смеси при 100-160oС и нанесения парафинопетролатумной смеси при 60-80oС.
| Способ испытания обвязки и технологического оборудования газораспределительной станции | 2022 |
|
RU2803402C1 |
| ЩУКИН Ю.Г | |||
| и др | |||
| Средства инициирования промышленных взрывчатых веществ | |||
| - М.: Недра, 1996, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| РОТАЦИОННЫЙ ВСТРЯХИВАТЕЛЬ УСТРОЙСТВА ДЛЯ УБОРКИ ПЛОДОВ ЛЕСНЫХ КУЛЬТУР | 2007 |
|
RU2370016C2 |
| Машина для производства земляных работ | 1919 |
|
SU523A1 |

