Настоящее изобретение касается манипулирования лентами, например блистерными лентами, которые используются в машинах, производящих блистерные упаковки.
Более точно, настоящее изобретение касается устройства центрирования непрерывной ленты, из которой получают блистерную ленту.
Предлагавшиеся до сих пор машины для изготовления блистерных упаковок формовали "пузыри" в непрерывной ленте из термоформуемого материала, после чего полученные пузыри (блистеры) заполняли продуктами.
Заполненную продуктами блистерную ленту затем покрывали запечатывающей лентой, которую сваривали с ней и разрезали с получением отдельных блистерных упаковок.
Ленту термоформуемого материала разматывали с бобины и перемещали по горизонтальной плоскости в горизонтальном направлении через место нагревания, а затем через место формования, где подходящие средства выполняют в ней блистеры.
Необходимо поддерживать продольную ось ленты термоформуемого материала в центрированном положении относительно направления движения ленты, когда она находится в зоне места формования.
Боковое смещение ленты от направления движения вызовет неправильное расположение блистеров при их термоформовании, что приведет к проблемам при заполнении блистеров продуктами, поскольку средства заполнения обычно центрированы по продольной оси ленты.
Боковое смещение ленты может быть вызвано прикладываемым к ней тянущим усилием или даже небольшими дефектами ленты, например ее недостаточно постоянной толщиной или шириной.
Чтобы предотвратить смещение ленты, машины для производства блистерных упаковок снабжены подходящими направляющими средствами, в которые упирается лента и которые удерживают ее в центрированном положении как до, так и после формования блистеров (по ходу движения).
Расстояние между направляющими средствами регулируют вручную, когда в данной операции используется лента другого размера.
Таким образом, изменение размера ленты требует дорогостоящей ручной наладки и очень часто вызывает потребность в других регулировочных приспособлениях для компенсации производственного допуска ленты.
В патенте ГДР DD-A-47845 описано устройство центрирования непрерывной ленты, которое содержит пары чувствительных роликов, расположенных по обе стороны центрируемой ленты. Пары роликов установлены на Y-образной раме, шарнирно закрепленной в средней точке, на которую воздействуют пружины.
Рама также имеет опорный ролик, по которому проходит лента. Отклонение ленты от нормального пути вызывает колебание рамы, так что опорный ролик ориентируется таким образом, чтобы вернуть ленту на нормальный путь. К тому же пружины сжимаются и противодействуют таким образом, чтобы вернуть ленту в нормальное состояние.
Задачей настоящего изобретения является устранение упомянутых выше проблем путем обеспечения устройства, которое автоматически сохраняет постоянное центрирование непрерывной ленты относительно направления ее движения, в частности для машин, снабженных рабочими местами, через которые проходит блистерная лента, и особенно для машин, производящих блистерные упаковки.
Другой задачей изобретения является обеспечение универсального устройства, т.е. устройства, которое автоматически центрирует блистерную ленту вне зависимости от ее размера и типа машины, в которой используется это устройство.
Еще одной задачей изобретения является обеспечение центрирующего устройства, имеющего простую конструкцию, функционального и легко применимого в известных машинах для производства блистерных упаковок.
Решение упомянутых выше задач достигается согласно признакам формулы изобретения с помощью устройства для центрирования непрерывной ленты, причем лента подается, по меньшей мере, через одно рабочее место в направлении движения, при этом устройство включает:
по меньшей мере, одну пару роликов, установленных с возможностью вращения на вертикальных осях на концах рычагов, способных поворачиваться вокруг соответствующих вертикальных шарнирных осей и расположенных с обеих сторон указанной ленты симметрично от продольной средней оси;
средства взаимного зацепления указанных рычагов, причем указанные средства взаимного зацепления вызывают ограниченное симметричное угловое колебание указанных рычагов, при этом указанные средства взаимного зацепления указанных рычагов включают соответствующие плечи - первое и второе соответственно, выступающие от указанных рычагов и имеющие соответствующие свободные концы, причем указанные плечи расположены во взаимном зацеплении на указанных свободных концах;
упругие средства, воздействующие на указанные рычаги так, чтобы указанные ролики находились в контакте с противоположными сторонами указанной ленты для ее центрирования относительно указанного направления движения;
при этом указанное центрирующее устройство характеризуется тем, что указанные плечи зацепляют друг друга посредством штифта, вертикально продолжающегося от указанного первого плеча и взаимодействующего с соответствующей прорезью, выполненной в указанном втором плече.
Кроме того, каждый из рычагов установлен на соответствующем шпинделе, а указанные упругие средства включают, каждое, соответствующую торсионную пружину, прикрепленную одним концом к верхней части указанного шпинделя, при этом другой конец указанных эластичных средств прикреплен к соответствующей опорной муфте, через которую аксиально проходит указанный шпиндель.
Муфты могут поворачиваться относительно соответствующих шпинделей на заданный угол, чтобы отрегулировать упругое усилие указанных торсионных пружин.
Устройство также содержит подпружиненные шарики, установленные в кольце, соосном каждой из указанных муфт, для упругого зацепления с несколькими выемками, выполненными в уплощении указанной муфты, причем указанное уплощение поддерживается в упоре с указанными кольцом, так что угловое положение указанных муфт является фиксированным.
Кроме того, каждый из указанных роликов включает пару роликов, которые вращаются на соответствующих парах соосных осей, так чтобы взаимодействовать с соответствующими частями указанной ленты термоформуемого материала, разматываемого с бобины в указанном направлении движения.
Ролики имеют также желоб, в котором направляется указанная лента, при этом указанный желоб расположен на горизонтальной плоскости, в которой указанная лента движется в направлении (D).
Изобретение приводится в последующем описании со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 - схематический вид сбоку машины для производства блистерных упаковок, снабженной предлагаемым устройством для центрирования блистерной ленты;
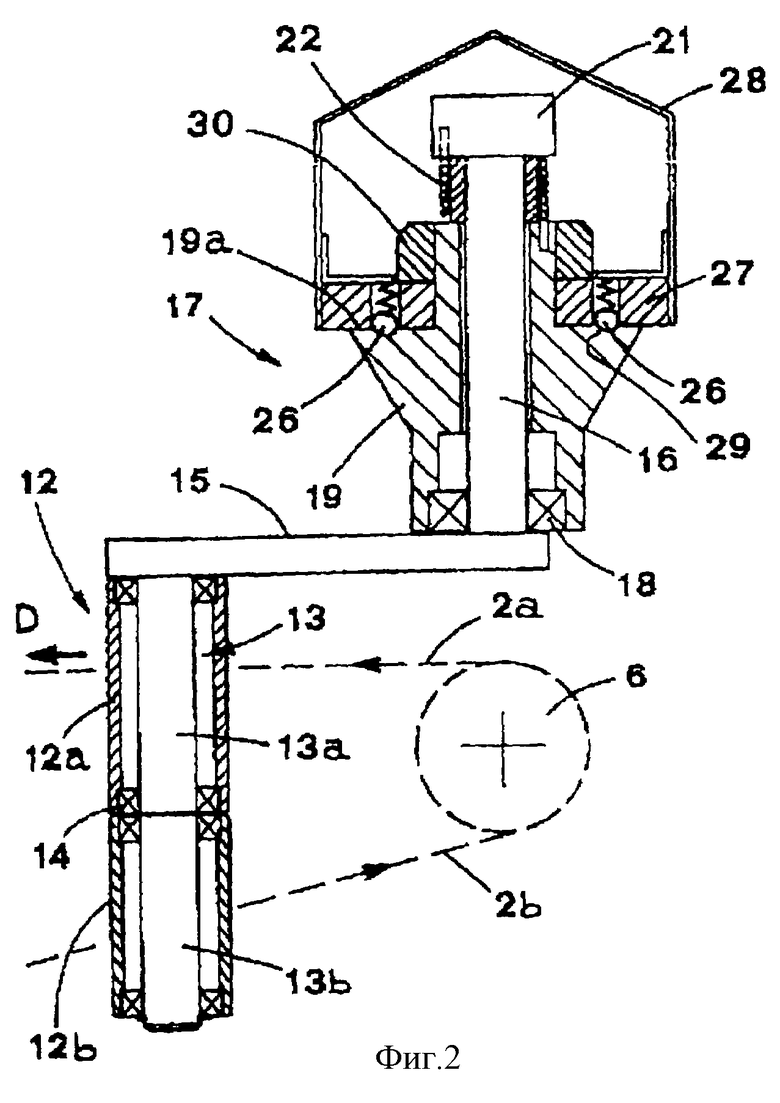
фиг.2 - вид сбоку в сечении предлагаемого центрирующего устройства;
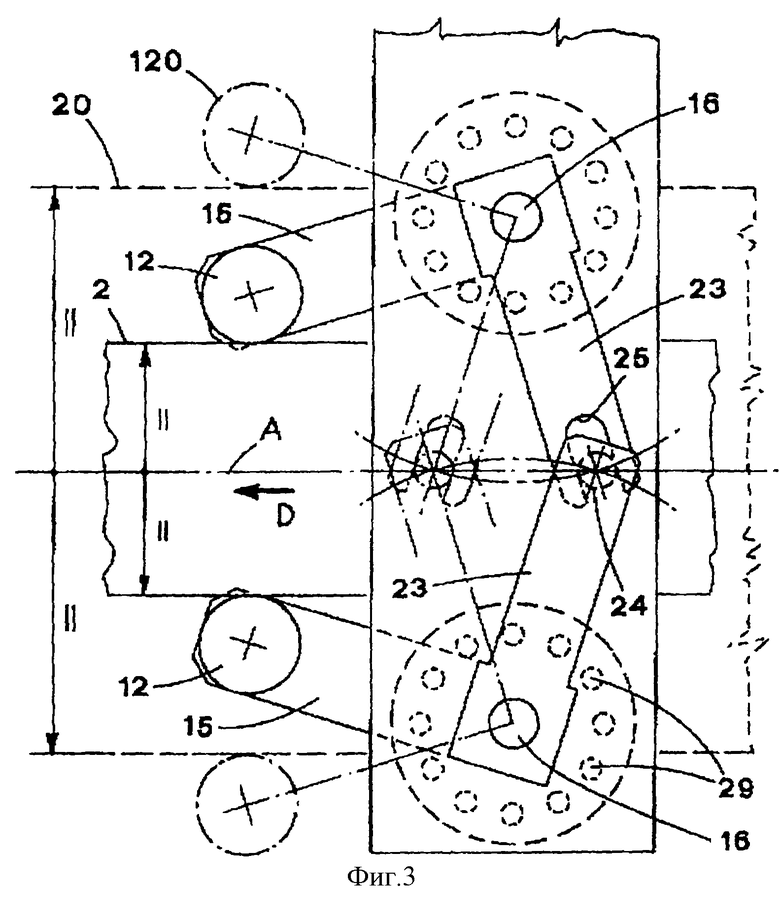
фиг.3 - его соответствующий вид сверху.
Предпочтительный вариант выполнения
Со ссылкой на упомянутые выше чертежи позицией 1 обозначена машина для производства блистерных упаковок, которая выполняет пузыри (блистеры) в непрерывной ленте 2 термоформуемого материала и затем заполняет полученные блистеры соответствующими продуктами.
Лента 2 термоформуемого материала разматывается с бобины 3, вращающейся вокруг горизонтальной оси 4, и перемещается в горизонтальной плоскости передающими роликами 5, 6.
Во время своего движения в горизонтальной плоскости в горизонтальном направлении D лента 2 проходит через место 7 нагревания и затем через место 8 формования блистеров.
На выходе из места 8 формования блистеров лента 2 взаимодействует с направляющей 9, которая содействует переворачиванию ленты так, чтобы открытые блистеры были обращены вверх в последующем месте заполнения (не показано).
Устройства 10, 11 для центрирования ленты 2, и в частности ее средней продольной оси А относительно направления D движения ленты, расположены перед местом 7 нагревания и за местом 8 формования блистеров соответственно по ходу движения.
Центрирующее устройство 10, расположенное перед местом 7 нагревания, включает пару роликов 12 (фиг.2), которые установлены на концах рычагов 15 на соответствующих вертикальных осях 13.
Вращение пары роликов обеспечивается посредством расположенных между ними и осью роликовых подшипников 14.
Фактически ролики 12 центрирующего устройства 10, показанные на фиг.2, включают, каждый, пару роликов 12а, 12b, которые вращаются на соответствующих парах соосных осей 13а, 13b, чтобы взаимодействовать, как будет объяснено позже, с соответствующими частями 2а, 2b ленты термоформуемого материала, разматывающегося с бобины 3 (см. фиг.2).
Часть 2а ленты проходит в горизонтальной плоскости через рабочие места 7 и 8 в направлении D.
Рычаги 15 роликов 12 поворотно установлены на опорных средствах 17 с помощью шпинделей 16, имеющих вертикальные оси.
Опорные средства 17 закреплены на неподвижной раме машины с противоположных сторон симметрично средней продольной оси А.
Более точно, каждый шпиндель 16 установлен с возможностью вращения внутри муфты 19 на роликовых подшипниках 18.
В средней части муфта 19 образует кольцеобразное уплощение 19а, более широкая часть которого обращена вверх.
Спираль торсионной пружины 22 прикреплена одним концом к муфте 19, а другим концом - к верхней части шпинделей 16, выступающей из муфт 19, на кольце 21.
Рычаги 15 снабжены отходящими под прямым углом плечами 23, которые зацеплены друг с другом своими свободными концами (фиг.3) с помощью штифта 24, продолжающегося вертикально от первого плеча 23 и взаимодействующего с соответствующей прорезью 25, выполненной во втором плече 23.
Однако эти два плеча могут зацепляться и другими способами, например зубчатыми участками или т.п.
Взаимодействующие плечи 23 предназначены для привода рычагов 15 под действием упругого усилия пружины 22 для совершения ими ограниченного симметричного углового поворота, чтобы поддерживать контакт роликов 12 с противоположными сторонами ленты 2 для центрирования последней относительно направления ее движения D.
Упругое усилие торсионной пружины 22 может регулироваться надлежащим образом изменением углового положения муфты 19 относительно шпинделя 16 путем поворота муфты 19 на заданный угол.
Достигнутое положение сохраняется с помощью подпружиненных шариков 26, установленных в диаметрально противоположных местах в соответствующих гнездах, выполненных в кольце 27, прикрепленном к крышке 28 опоры 17.
Подпружиненные шарики 26 входят в упругое зацепление с рядами углублений 29, выполненных в уплощении 19а муфты 19 и расположенных по окружности.
Муфта 19 аксиально удерживается кольцевой гайкой 30, которая взаимодействует с верхней поверхностью кольца 27.
Поэтому эти ролики 12, которые действуют на противоположных сторонах ленты 2 и опираются на колеблющиеся рычаги 15, благодаря упругому усилию пружин 22 автоматически поддерживают среднюю ось А ленты 2 в центрированном положении относительно направления движения D, как ясно видно на фиг.3.
Если размер термоформуемой ленты изменится, устройство автоматически отрегулирует центровку, не требуя ручной наладки.
Фактически рычаги 15 могут совершать колебания (качаться) на ограниченные углы вокруг осей соответствующих шпинделей 16 так, чтобы удерживать ролики 12 в контакте с боковыми сторонами ленты, как видно на фиг.3, где пунктирная линия 20 обозначает более широкую ленту, а пунктирная линия 120 обозначает соответствующее положение, занимаемое роликами вследствие колебания рычагов 15.
Следует заметить, что автоматическая центровка ленты гарантируется тем, что рычаги 15, несущие ролики 12, совершают колебания симметрично на одинаковые углы вследствие их взаимного соединения, обеспечиваемого плечами 23.
Второе центрирующее устройство 11, по своим функциям аналогичное только что описанному устройству 10, находится за местом 8 формования блистеров по ходу движения в направлении D.
Каждый ролик 12 второго центрирующего устройства 11 имеет желоб 31, в котором направляется лента 2 (фиг.1).
Желоб 31, расположенный по существу в горизонтальной плоскости, в которой перемещается лента 2, предотвращает подъем ленты 2 во время ее движения в направлении D.
Таким образом, устройство по изобретению успешно решает задачу автоматического центрирования непрерывной ленты относительно направления ее движения, в частности, в машинах для производства блистерных упаковок.
Это позволяет изменять размер ленты без ручной регулировки, повышая производительность и снижая затраты на обслуживание.
Кроме того, следует заметить, что изменения ширины ленты автоматически регистрируются предлагаемым устройством, которое также эффективно противостоит силам, действующим на ленту и вызывающим ее смещение относительно направления D движения.
Другим преимуществом предлагаемого центрирующего устройства является его простая конструкция, функциональность и простая применимость в известных машинах для производства блистерных упаковок.
Хотя предлагаемое устройство было описано со ссылкой на машину, изготавливающую блистерные упаковки, с которой оно применяется, это устройство также может использоваться во всех случаях, в которых необходимо центрирование ленты, проходящей через несколько рабочих мест, относительно направления движения.
Понятно, что описанное выше приведено для примера, не ограничивающего изобретение, поэтому возможны конструктивные модификации, не выходящие из объема технического решения по изобретению, как описано выше и изложено в прилагаемой формуле изобретения.
Устройство для центрирования непрерывной ленты, перемещаемой через ряд рабочих мест, включает, по меньшей мере, одну пару роликов, установленных с возможностью вращения на вертикальных осях на концах рычагов. Рычаги поворачиваются вокруг соответствующих вертикальных осей с обеих сторон ленты симметрично от продольной средней оси. Рычаги снабжены плечами для привода рычагов в симметричное колебание на ограниченные углы. На рычаги действует усилие пружин, поддерживающих ролики в контакте с противоположными сторонами ленты для центрирования ленты относительно направления движения. Устройство обеспечивает надежное автоматическое центрирование движущейся ленты. 5 з.п. ф-лы, 3 ил.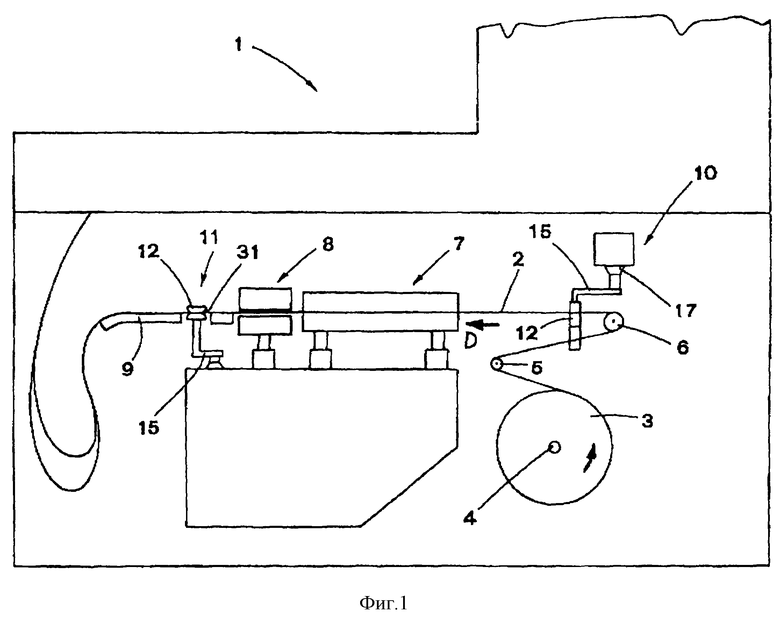
| НАГЛЯДНОЕ УЧЕБНОЕ ПОСОБИЕ ПО НАЧЕРТАТЕЛЬНОЙ ГЕОМЕТРИИ | 1935 |
|
SU47845A1 |
| US 3770178 А, 06.11.1973 | |||
| US 3927814 А, 23.12.1975 | |||
| US 5360152 А, 01.11.1994 | |||
| DE 3336726 А, 02.05.1985 | |||
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1992 |
|
RU2008245C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ДВИЖУЩЕГОСЯ ПОЛОСОВОГО МАТЕРИАЛА | 1992 |
|
RU2040454C1 |

