Изобретение относится к способу изготовления опоры, снабженной экранирующей оболочкой против негативного воздействия излучения, включающему стадии размещения подложки из пластмассы с металлизированной поверхностью в пресс-форме для литья под давлением, и выполнения формования литьем под давлением пластмассы для образования опоры.
Такой способ известен из Описания научного исследования (Research Disclosure) 27302, январь 1987. В нем описана технология, согласно которой пластмассовую пленку или пластмассовую пластину, совместимую с материалом литья, из которого формуют опору, покрывают металлом и придают ей электропроводность с одной стороны или с обеих сторон с помощью нескольких способов, уже известных в этой области. Покрытую металлом пленку затем формируют в заготовку и помещают в пресс-форму или подвергают деформации в самой пресс-форме. Затем пресс-форму закрывают и в нее впрыскивают расплавленный полимер для образования опоры. В соответствии с этой публикацией, металлизированное покрытие пластмассовой подложки в основном состоит из меди вследствие ее хорошей удельной проводимости, на которую нанесен тонкий слой покрытия из никеля. Если требуется, может быть нанесен адгезивный слой для краски.
Такая экранирующая оболочка используется либо для защиты электронных устройств против внешнего негативного воздействия излучения, или для защиты окружающей среды от излучения, создаваемого самим электронным устройством, в котором используется опора, обеспеченная экранирующей оболочкой.
Электронными устройствами, которые могут быть чувствительными к негативному воздействию излучения, как, например, электромагнитного излучения, являются устройства регулирования, управления или переключения, а также устройства связи и обработки данных. Примеры таких устройств включают микропроцессоры данных, компьютеры, интегральные схемы, миниатюрные переключатели мгновенного действия, мобильные телефоны, передающее и принимающее оборудование, оборудование систем поискового вызова, телевидение и т.д.
Такая защита электронных устройств также называется экранированием. Требования экранирования, которым должны отвечать упомянутые выше устройства, становятся все более строгими и все чаще выходят на международный уровень.
Подходящие экранирующие материалы в основном состоят из материалов, обладающих хорошей электропроводимостью и/или магнитной проницаемостью и поэтому часто являются металлами. Примерами такого экранирования являются металлические оболочки или пластмассовые оболочки, снабженные тонким металлическим слоем. Помимо упомянутых выше технологий экранирования, такой металлический слой также может быть нанесен, например, в виде металлической краски, металлический слой может наноситься как покрытие химическим путем методом химического восстановления или электроосвещением, металлический слой может быть образован осаждением из паровой (газовой) фазы или напылением и т. д. Многие из этих технологий, однако, сложны и, следовательно, дорогостоящи. Обычно сложная конструкция корпуса, подлежащего экранированию, также создает трудности для обеспечения такого корпуса эффективной защитой.
Одной из технологий, которая может выполняться сравнительно просто и недорого, является так называемое "формование фольги в пресс-форме", как изложено в упомянутой выше статье из Описания научного исследования. Она заключается в том, что либо металлизированная фольга подвергается деформации в пресс-форме, например, глубокой вытяжкой, или металлизированная фольга, деформируемая заранее, помещается в пресс-форму, куда затем впрыскивается расплавленный полимер для покрытия фольги. Экранирующие материалы, упомянутые в указанной статье, то есть медь и никель имеют тот недостаток, однако, что они плохо подходят для такой технологии из-за их низкого удлинения. Глубокая вытяжка прежде всего включает образование углов, при этом материал подвергается изгибному напряжению, после чего материал подвергается дальнейшему растяжению. Если материала недостаточно, образуются трещины, которые отрицательно влияют на эффективность экранирования.
Подобная технология была описана в патентной заявке Японии JP-A-61 205110. В этой технологии используется электропроводный лист из ультрапластичного сплава, имеющего от 45 до 40 вес.% Pb и от 65 до 60 вес.% Sn, который снабжается с двух сторон слоем термопластичного синтетического полимера. Лист из Pb/Sn раскатывается до толщины, составляющей 50-100 мкм. Каждый из слоев полимера имеет толщину от 0,3 до 0,6 мм. Собранный лист, полученный таким образом, с минимальной толщиной 650 мкм, помещается в пресс-форму и заранее деформируется, после чего изделие подвергается литью под давлением.
Недостатком этой известной экранирующей оболочки, содержащей структуру сандвича листа из Pb/Sn, заключенного между листами полимера, является его относительно большая толщина. Максимально допустимая толщина опоры+экранирующей оболочки составляет приблизительно 1 мм для множества случаев применения, то есть при общей толщине экранирующей оболочки, составляющей 650 мкм, едва ли остается место для материала опоры, как, например, корпуса, что приводит к неблагоприятному результату для конечного продукта. Кроме того, литье под давлением опоры на такую толстую экранирующую оболочку технически гораздо труднее, чем на более тонкую оболочку. Другими недостатками этой известной экранирующей оболочки является то, что Pb оказывает неблагоприятное воздействие на окружающую среду, структура сандвича с большим трудом поддается повторной обработке и она имеет относительно большой вес. Еще одним существенным недостатком всех структур сандвича является то, что трудно изготовлять полностью закрытую систему опоры корпуса и крышки (сравните с клеткой Фарадея) из-за чрезвычайно небольших поверхностей электропроводных металлических листов корпуса и крышки соответственно, которые должны быть в контакте друг с другом для достижения хорошего экранирующего действия.
Поэтому существует потребность в экранирующем материале, подходящем для изготовления опоры, снабженной экранирующей оболочкой против негативного воздействия излучения.
Целью настоящего изобретения является создание способа изготовления опоры, снабженной такой экранирующей оболочкой, при этом используемая подложка из пластмассы с металлизированной поверхностью легко деформируется без ухудшения экранирующих свойств, а также создание экранирующего материала, имеющего такие желаемые свойства, в частности, для использования в таком способе.
Согласно настоящему изобретению эта цель достигается способом упомянутого выше типа, использующим подложку из пластмассы с металлизированной поверхностью, материал которой содержит олово.
Олово является мягким материалом и обладает высоким удлинением. При повышенных температурах, при которых обычно применяется способ, олово, кроме того, легко поддается пластической деформации, так что опасность возникновения трещин снижается еще больше. Таким образом получается опора, снабженная прекрасной экранирующей оболочкой против негативного воздействия радиации.
Когда олово употребляется в качестве экранирующего материала, такого как в изобретении, может использоваться относительно тонкая подложка из пластмассы с металлизированной поверхностью, которая будет показана ниже. Это означает, что опора, т.е. корпус или ему подобное, может иметь большую толщину, чем в японской заявке JP-A-61 205110, что в целом позволяет создать технологически простой способ.
Предпочтительные способы описаны в зависимых пунктах формулы изобретения.
Является целесообразным, если подложка из пластмассы с металлизированной поверхностью содержит промежуточный слой меди, который расположен между слоем олова и подложкой из пластмассы. Медь, которая сама по себе обладает небольшим удлинением, может наноситься на слой пластмассы очень тонким слоем, например, напылением и другими обычными технологиями. Затем может наноситься слой олова нужной толщины путем электроосаждения. Промежуточный слой меди имеет отличное сцепление с подложкой из пластмассы и, кроме того, имеет более высокую удельную проводимость, чем олово, что способствует экранирующему действию. Дополнительным преимуществом этого состава слоя является то, что медь, которая является лучшим проводником, но быстрее поддается коррозии, защищена слоем олова.
Применение способа согласно изобретению включает сшивание (связывание) пластмассы подложки из пластмассы с металлизированной поверхностью с материалом изготовляемой опоры. Предпочтительно, пластмасса выбирается из группы, состоящей из поликарбоната (ПК), акрилонитрилбутадиенстирола (АБС) и их смесей. Пластмасса также может целесообразно содержать наполнитель для улучшения свойств пластмассы или для снижения ее веса.
Если необходимо, слой олова подложки из пластмассы с металлизированной поверхностью может быть дополнительно защищен от коррозии слоем коррозионно-стойкого металла, нанесенного поверх этого слоя. Подходящий металл для коррозионно-стойкого слоя содержит никель, хотя также могут использоваться и другие коррозионно-стойкие металлы.
Как изложено в упомянутой выше статье из Описания Научного Исследования, нанесение подложки из пластмассы с металлизированной поверхностью может содержать стадию трехкоординатной деформации.
Благодаря хорошим характеристикам удлинения олова, подложка из пластмассы с металлизированной поверхностью может легко деформироваться в трех координатах без образования трещин. Предпочтительный пример реализации заключается в глубокой вытяжке пленки из пластмассы с металлизированной поверхностью для введения последней в пресс-форму для литья под давлением. Эта стадия также целесообразно выполняется при повышенной температуре, например около 100oС. При этой температуре олово обладает определенной степенью пластической деформации, что способствует операции деформации.
В особо предпочтительном примере реализации способа согласно изобретению из плоской подложки из пластмассы с металлизированной поверхностью изготавливаются несколько сформированных в заготовку экранирующих оболочек, которые затем отделяются одна от другой. Такая сформированная в заготовку экранирующая заготовка помещается в пресс-форму для литья под давлением, после чего на пластмассу оболочки под давлением отливается материал опоры, целесообразно, металлическая сторона плоской подложки из пластмассы с металлизированной поверхностью размещается на формирующей заготовку матрице для того, чтобы заранее деформировать подложку, при этом матрица снабжена выступами и/или выемками в соответствии с необходимой заготовкой экранирующей оболочки. В случае если подложка из поликарбоната имеет слой Sn, предпочтительно нагревать матрицу до температуры в пределах от 140 до 170oС, в то время как пластмассовую заднюю сторону подложки нагревают до температуры в пределах от 200 до 230oС, предпочтительно с помощью инфракрасного излучения.
При таких обстоятельствах подложка из пластмассы может подвергаться глубокой вытяжке с помощью вакуумного засасывания до необходимой сформированной заготовки экранирующей оболочки. Оболочки вырезаются и затем помещаются в пресс-форму для осуществления литья под давлением опоры.
Известные экранирующие системы часто содержат (коробообразный) контейнер, в котором устанавливается подлежащее экранированию устройство, и крышку (главным образом соединенную с контейнером средствами защелкивания), в которых металлические экранирующие оболочки отдельных частей находятся в электрическом контакте друг с другом посредством электропроводного кольца из силикона. Необходимость электрического контакта между отдельными частями описана, например, в WO 95/34423. Такое кольцо или прокладка является дорогостоящей и изготовление ее занимает много времени из-за сложности этого процесса.
В особом примере реализации опоры, особенно коробообразной опоре, изготовляемой согласно изобретению, подложку из пластмассы с поверхностью, металлизированной Sn, такой как фольга из поликарбоната, имеющая слой олова, заставляют растягиваться за пределы периферийных кромок опоры, получаемой литьем под давлением, после чего вытянутые части экранирующей оболочки скручиваются или складываются. Таким образом эти скрученные или сложенные части обеспечивают большую поверхность контакта для другой дополнительной части, которая устанавливается сверху, как, например, крышка, которая также может снабжаться экранирующей оболочкой согласно изобретению. Однако следует понимать, что такая конструкция опоры, состоящей из частей, соединяемых одна с другой, также может использоваться с другими экранирующими материалами, а не только Sn.
Также подходят другие способы литья, например "термоформование". Толщина слоя олова предпочтительно составляет 1-20 мкм, предпочтительно 3-5 мкм. Толщина слоя пластмассы подложки из пластмассы с металлизированной поверхностью целесообразно составляет от 10 до 250 мкм, предпочтительно около 75 мкм. Толщина промежуточного слоя меди, если он есть, предпочтительно составляет 0,025-1 мкм, предпочтительно около 0,050 мкм. Опорой предпочтительно является пластмассовый корпус, обычно использующийся в мобильных телефонах, телевизорах, компьютерном оборудовании и других устройствах, упомянутых выше. Целесообразно, способ согласно изобретению включает корпус, накладываемой на слой пластмассы подложки из пластмассы с металлизированной поверхностью, так что экранирующий материал находится внутри корпуса.
Изобретение также касается экранирующего материала, в частности, используемого в способе согласно изобретению, содержащего подложку из пластмассы со слоем олова. Прежде всего, экранирующий материал согласно изобретению подходит для способов, в которых экранирующий материал сначала деформируется, после чего опора накладывается на деформированный экранирующий материал, как в описанных выше способах согласно изобретению, в частности, в случае, когда опоры имеют сложную конструкцию. Экранирующий материал, однако, также хорошо подходит для нанесения на предварительно изготовленные опоры, например, когда опоры имеют простую конфигурацию. Как уже объяснялось выше, пленка может быть выполнена из меди между пленкой пластмассы и слоем олова. Если необходимо, может применяться слой коррозионно-стойкого металла, например слой никеля поверх слоя олова. Выбор материала и толщины слоя, предпочтительно, идентичны упомянутым выше материалам и величинам.
Изобретение поясняется ниже более подробно со ссылкой на несколько примеров выполнения.
Пример 1
Этот пример описывает изготовление подложки из пластмассы с металлизированной поверхностью, которое включает нанесение различных металлов на пластмассовую пленку.
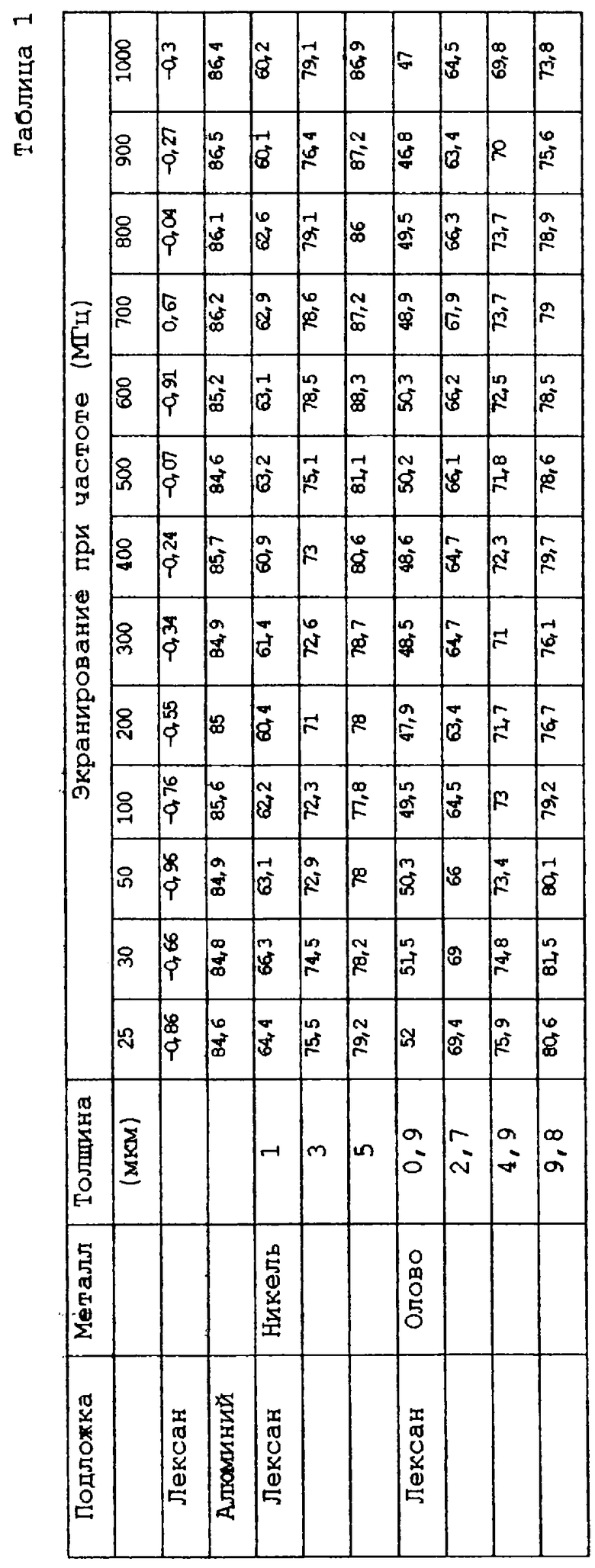
На пленку из пластмассы, которая была приготовлена из лексана (ПК), имеющую толщину 75 мкм, осаждали различные металлы с помощью электролиза, толщиной, определяемой в Таблице 1. На пленку из пластмассы для образования проводящего слоя был нанесен промежуточный слой меди, имеющий толщину 50 нм. Этот проводящий слой необходим для осаждения металла из электролитической ванны.
Таблица 1 внизу также показывает результаты измерений так называемой "эффективности экранирования", которая измерялась в соответствии со стандартом ASTM D4935-89, где экранирующий материал, подлежащий испытанию, располагали между передающим устройством и приемным устройством и при разных частотах измеряли эффективность экранирования. Для сравнения также даются данные самой пленки из пластмассы и данные алюминиевого диска. Известно, что последний оказывает очень высокое экранирующее действие.
Результаты, показанные в этой таблице, доказывают, что экранирующее действие олова при измеряемых частотах можно сравнить с экранирующим действием никеля, хотя как оказывается, требуется немного большая толщина слоя. Данные величины, однако, не являются абсолютными величинами, но только обозначают экранирующее действие различных используемых экранирующих материалов.
Пример 2
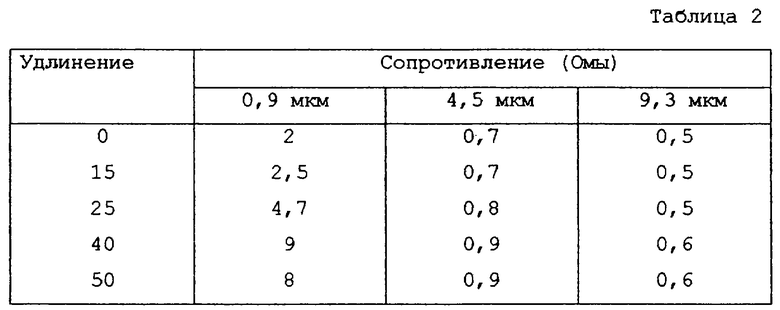
В Таблице 2 внизу приведены результаты измерения сопротивления лексана с покрытием олова и меди, имеющего толщину 75 мкм. Эти измерения сопротивления выполнялись на слое олова, имеющем три различные толщины, а именно 0,9, 4,5 и 9,3 мкм соответственно. Используемые для растяжения полосы имели длину 16 см и ширину 2 см. Испытания проводились при комнатной температуре.
Из таблицы видно, что при толщине слоя олова, равной 4,5 и 9,3 мкм сопротивление при увеличивающемся удлинении остается, преимущественно, постоянным, что означает, что слой олова остается непрерывным и фактически не образуется никаких мелких трещин.
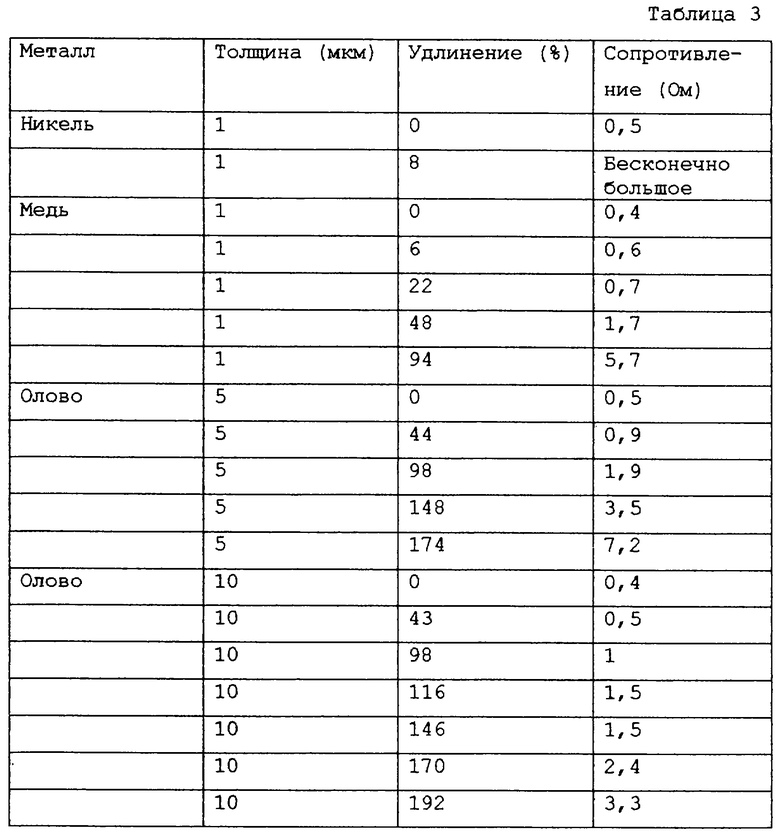
Были также проведены испытания с пленками из пластмассы, на которые осаждались соответственно никель, медь и олово с толщиной, показанной в Таблице 3. Эти материалы подвергали испытаниям на растяжение при температуре 150oС, при которой измерялось сопротивление. Из таблицы следует, что никель, полученный электролитическим формованием, имеет низкое удлинение при разрыве, а именно около 8%. Медь имеет большее удлинение, но сопротивление увеличивается с увеличением удлинения, что предполагает образование трещин в слое меди. Олово, наоборот, имеет гораздо лучшие характеристики удлинения, так что сопротивление остается низким даже при очень больших удлинениях. Это означает прекрасную способность к формованию.
Испытания состояния деформации изгиба дают сравнительные результаты и отличия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕНТИЛЯЦИОННОЙ ПАНЕЛИ, ЭКРАНИРУЮЩЕЙ ЭЛЕКТРОМАГНИТНОЕ ИЗЛУЧЕНИЕ | 2017 |
|
RU2655118C1 |
| ОПТИЧЕСКАЯ ЗАПОМИНАЮЩАЯ СРЕДА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 1989 |
|
RU2024073C1 |
| Способ изготовления противоосколочного экранирующего полотна | 2020 |
|
RU2756749C2 |
| ЭКРАНИРУЮЩАЯ ЭЛЕКТРОМАГНИТНЫЕ ВОЛНЫ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА, ОБЛАДАЮЩАЯ ЭЛАСТИЧНОСТЬЮ И АДГЕЗИОННОЙ СПОСОБНОСТЬЮ | 2007 |
|
RU2381638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКРАНИРУЮЩЕГО КОРПУСА | 1998 |
|
RU2192717C2 |
| ОКОННЫЕ ПЛЕНКИ С НИЗКИМ КОЭФФИЦИЕНТОМ ИЗЛУЧЕНИЯ И ЭКРАНИРУЮЩИЕ ЭМП | 2011 |
|
RU2559444C2 |
| ЭКРАНИРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2142212C1 |
| УПЛОТНЕННЫЕ ПРОВОДЯЩИЕ МАТЕРИАЛЫ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2007 |
|
RU2467420C2 |
| Электромагнитный экран радиоэлектронного устройства и способ его формирования | 2024 |
|
RU2825024C1 |
| ЭЛЕКТРОПРОВОДЯЩИЙ СИНТЕТИЧЕСКИЙ МАТЕРИАЛ И ЭЛЕКТРОПРОВОДЯЩИЙ ЭКРАНИРУЮЩИЙ ПРОФИЛЬ | 1998 |
|
RU2207353C2 |
Способ изготовления опоры, снабженной экранирующей оболочкой против негативного воздействия излучения, например электромагнитного излучения, согласно изобретению включает размещение подложки из пластмассы с металлизированной поверхностью, содержащей олово, в пресс-форме для литья под давлением и впрыскивание пластмассы в пресс-форму под давлением для образования опоры. Подложка из пластмассы с покрытием из олова может очень легко деформироваться в трех координатах без ухудшения экранирующих свойств. 2 с. и 18 з.п. ф-лы, 3 табл.
| JP 61205110, 31.01.1987 | |||
| RU 2055450 С1, 27.02.1996 | |||
| Устройство для экранирования от электромагнитных полей | 1987 |
|
SU1473098A1 |
| Экранированный корпус | 1989 |
|
SU1667279A1 |
| Композиция для получения материала, поглощающего электромагнитное излучение в диапазоне частот 3 - 12 ГГц | 1990 |
|
SU1774532A1 |

