Изобретение относится к способам изготовления выплавляемых моделей в литье и может быть использовано в машиностроительной отрасли народного хозяйства.
Известен способ изготовления пористых выплавляемых моделей из пастообразного модельного материала [1]. Пастообразные модельные материалы приготавливают охлаждением расплава при одновременном непрерывном перемешивании его до пастообразного состояния. Во время перемешивания модельного материала происходит замешивание воздуха, содержание которого регламентируется 20%. Для изготовления моделей используется пастообразный модельный материал строго регламентированной температуры, который под давлением подается в полость пресс-формы.
Охлажденная в пресс-форме модель используется для изготовления оболочковых форм.
Рассмотренный метод обладает рядом недостатков. При изготовлении моделей наблюдается неконтролируемое распределение воздуха по ее объему, что приводит к образованию поверхностных дефектов и недоливам. Концентрация воздуха особенно в тонких частях модели приводит к ее разрушению при извлечении из пресс-формы. Изменение температурных условий хранения выплавляемых моделей приводит к искажению их геометрической формы, например, к вздутию или образованию утяжин. Искажение геометрической формы моделей наблюдается и при их затвердевании в пресс-форме, что требует четкого соблюдения технологических параметров таких, как температура процесса и давление формирования модели.
Модели, изготовленные рассматриваемым способом, оказывают влияние на возникновение брака оболочковых форм.
Выплавление модели из оболочковой формы сопровождается температурным расширением модельного материала и воздуха, блокированного в структуре модели, т. к. процесс прогрева оболочки происходит неравномерно, то в зонах, наиболее удаленных от литниковой воронки, развиваются давления от температурного расширения, превышающие допустимые значения, что приводит к образованию трещин в структуре оболочки и, в некоторых случаях, к их разрушению. В данном случае сконцентрированный в одном месте воздух не может компенсировать температурные деформации модели.
Под действием давления расплав модельного материала проникает в структуру оболочковой формы, оказывает расклинивающее действие при термообработке оболочки, значительно понижая ее прочность.
Наиболее близким по технической сути и достигаемому результату является способ изготовления выплавляемых моделей с использованием порошка модельного материала [2] . Сущность способа заключается в том, что в расплав модельной композиции при 60-65oС вводят порошок той же композиции с температурой ±10oС фракции 0,1-1 мм. Это позволяет интенсифицировать процесс охлаждения расплава композиции, обеспечить более равномерное распределение пористости по объему изготавливаемой модели и увеличить производительность изготовления моделей с мелкодисперсной структурой. Реализация изобретения позволяет снизить брак моделей по утяжинам и вздутиям.
Однако рассматриваемый способ-прототип изготовления выплавляемых моделей содержит ряд недостатков, препятствующих получению требуемого технического результата.
При реализации способа-прототипа необходим строгий контроль за соблюдением температурного режима изготовления и хранения выплавляемых моделей. Изготовление моделей сопровождается появлением брака по недоливам, образующегося в результате противодавления воздуха в полости пресс-формы; утяжинам и короблению, являющихся следствием усадочных процессов при затвердевании и охлаждении многокомпонентного модельного материала, имеющего широкий интервал кристаллизации. Существует вероятность нарушения размерной и геометрической точности моделей от вздутия или утягивания при несоблюдении условий их хранения. Изготовление моделей сопровождается образованием неконтролируемой закрытой пористости, которая не компенсирует температурное расширение модели до ее расплавления при удалении из оболочковой формы.
Эти и другие недостатки устраняются предлагаемым техническим решением.
Сущность изобретения заключается в том, что предлагается изготавливать выплавляемые модели в вакууме -95 кПа холодным прессованием порошкообразных компонентов модельного материала фракции 0,1-1,6 мм в количестве, регламентируемом техническими условиями, при его дозировании непосредственно в пресс-форму, обеспечивающем изготовление моделей с 1,5-3% открытой пористостью, посредством совмещения поверхностей разъемов (смыкания) пресс-формы.
Реализация предлагаемого технического решения осуществляется следующим образом.
Компоненты модельного материала, например ПЦБ 62-25-13 [1], a именно: парафин, церезин и буроугольный воск измельчаются до фракций 0,1-1,6 мм; перемешиваются в количестве, регламентированном техническими условиями, а именно: парафин 62%; церезин 25% и буроугольный воск 13%. Подготовленная смесь модельного материала дозируется в пресс-форму в количестве, обеспечивающем получение пористости моделей 1,5-3%. Пресс-форма герметизируется, после чего создается разряжение -95 кПа. Под действием вакуума осуществляется прессование модели посредством совмещения (смыкания) элементов пресс-формы. После прессования разряжение снимается, пресс-форма раскрывается, модель удаляется при помощи толкателей пресс-формы.
Задача, решаемая заявленным способом изготовления выплавляемых моделей, заключается в повышении размерной и геометрической точности получаемых моделей и отливок; физико-механических свойств оболочковых форм.
Изготовление выплавляемых моделей предлагаемым методом имеет ряд преимуществ перед существующими способами: полностью устраняется брак моделей при их изготовлении; засыпаемый в определенном количестве (для обеспечения 1,5-3% пористости моделей) в пресс-форму модельный порошкообразный материал равномерно распределяется по ее объему. При осуществлении прессования (смыкания пресс-формы) материал заполняет все поднутрения и полости пресс-формы, предупреждая недоливы, т.к. воздух удаляется из пресс-формы. Качество поверхности получаемых данным способом моделей соответствует качеству поверхности пресс-форм и обладает характерным зеркальным блеском.
Вышеизложенное справедливо для порошков модельного материала фракции 0,1-1,6 мм. При использовании модельных материалов более крупной фракции наблюдается разрушение гранул на поверхности моделей с образованием поверхностных дефектов в виде выщербин, менее крупной - сопровождается комкованием, что затрудняет введение материала в пресс-форму.
При реализации предлагаемого метода отпадает необходимость образования пастообразной композиции с определенными интервалами затвердевания.
Дозирование порошкообразного модельного материала в пресс-форму в меньших количествах, обеспечивающих получение моделей с пористостью более 3%, приводит к снижению физико-механических свойств моделей, в больших (с образованием пористости менее 1,5%) - способствует возникновению силового воздействия модели при выплавлении на оболочковую форму, т.е. температурное расширение модельной массы не компенсируется меньшей пористостью [1].
Степень разряжения -95 кПа, создаваемая при изготовлении моделей, является оптимальной, т. к. ее увеличение представляется технологически нецелесообразным, а уменьшение - препятствует получению моделей заданной пористости и способствует сохранению воздуха в структуре модели, что может неблагоприятно отразиться на оболочковую форму при выплавлении последних.
Процесс удаления моделей, полученных заявляемым способом, из оболочковых форм в горячей воде сопровождается их объемным сокращением при расплавлении. Образующаяся жидкая фаза модельного материала впитывается в модель под действием капиллярных сил и рязряжения в структуре модели, температурные расширения модели полностью компенсируются 1,5-3% пористостью [1].
На основании вышеизложенного выплавляемая модель не оказывает силового воздействия на оболочковую форму и не пропитывает ее, что позволяет повысить на 20-40% прочность оболочек, сократить их потери при прокаливании, повысить качество отливок по чистоте поверхности и точности.
Признаки, характеризующие изобретение
Ограничительные: способ изготовления выплавляемых моделей включает использование модельного материала в виде порошка.
Отличительные: в качестве модельного материала используется смесь порошков его компонентов в количестве, регламентированном техническими условиями фракции 0,1-1,6 мм, дозируется в количестве, обеспечивающем получение 1,5-3% пористости выплавляемых моделей вакуумированием до -95 кПа с последующим прессованием без предварительного нагрева, посредством совмещения поверхностей разъемов пресс-формы.
Причинно-следственная связь между существенными признаками и достигаемым техническим решением осуществляется посредством способности порошкообразных компонентов модельного материала спекаться при прессовании практически без образования жидкой фазы и, как следствие, без фазовых деформационных процессов с образованием открытой капиллярной пористости, что позволяет сократить брак при изготовлении моделей, повысить их размерную и геометрическую точность, повысить прочность оболочковых форм и снизить их потери при выплавлении моделей и прокаливании, повысить качество поверхности отливок и их точность.
Промышленная применимость разработанного способа изготовления выплавляемых моделей обуславливается: простотой осуществления технологической операции изготовления моделей; значительным снижением, а в некоторых случаях, полным упразднением брака при изготовлении моделей; полным упразднением брака оболочковых форм при выплавлении моделей, а также на стадии их формирования; повышением их размерной и геометрической точности, прочностных свойств после прокаливания; повышением размерной и геометрической точности отливок, их качества поверхности, что приводит к значительному сокращению затрат на механическую обработку.
Реализация заявляемого технического решения осуществляется следующим образом.
Предварительно подготовленный порошок модельной композиции фракции 0,8 мм дозируется в пресс-форму в объеме ~ 25 объемов изготавливаемой выплавляемой модели, что обеспечивает ее изготовление с 3%-ной пористостью. Пресс-форма герметизируется, после чего в ней создается разряжение -95 кПа. Под действием вакуума производится прессование модели посредством совмещения (смыкания) элементов пресс-формы. После прессования разряжение снижается, пресс-форма раскрывается, модель удаляется при помощи толкателей пресс-формы.
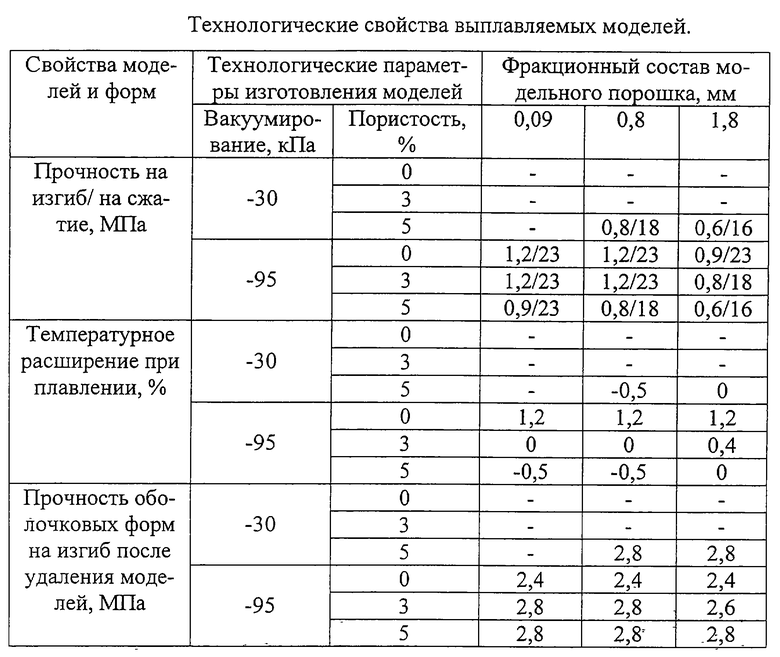
Технологические свойства выплавляемых моделей, изготавливаемых заявляемым способом, представлены в таблице.
На основании анализа результатов технологических свойств удаляемых моделей представленных в таблице, заявляемые диапазоны изготовления моделей представляются предпочтительными.
ЛИТЕРАТУРА
1. Литье по выплавляемым моделям / В.Н. Иванов, С.А. Кузеннов, Б.С. Курчман и др.; под общ. ред. Я.И. Шкленника, В.А. Озерова. - 3-е изд., перераб. и доп. - М.: Машиностроение, 1984, с. 133-136.
2. А.с. 1687358 СССР, МКИ5 В 22 С 7/02. Способ изготовления выплавляемых моделей / П.Ф. Степченко, Г.И. Наумов, В.С. Маколкин, У.Е. Широбонова. - Заявл. 03.01.89. Опубл. 30.10.91. Бюл. 40.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193468C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2188736C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2188735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2188734C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2203763C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2185919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2189885C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2188737C2 |
Изобретение может быть использовано в машиностроении при литье по выплавляемым моделям. Модель изготавливают из модельного материала в виде смеси порошков его компонентов фракции 0,1-1,6 мм. Модельный материал дозируют в пресс-форму в количестве, обеспечивающем получение моделей с пористостью 1,5-3%. Без предварительного нагрева прессуют модельный материал в вакууме -95 кПа посредством совмещения поверхностей разъемов пресс-формы. При прессовании порошковый модельный материал спекается практически без фазовых деформационных процессов с образованием открытой капиллярной пористости, которая компенсирует расширение модели в процессе ее нагрева при выплавке из керамической оболочки. Обеспечивается повышение размерной и геометрической точности моделей и отливок. 1 табл.
Способ изготовления выплавляемых моделей, включающий прессование модельного материала в пресс-форме в вакууме, отличающийся тем, что модельный материал используют в виде смеси порошков его компонентов фракции 0,1-1,6 мм, которую дозируют в пресс-форму в количестве, обеспечивающем получение моделей с пористостью 1,5-3%, при этом прессование модельной композиции осуществляют в вакууме -95 кПа без предварительного нагрева посредством совмещения поверхностей разъемов пресс-формы.
| ИВАНОВ В.Н | |||
| и др | |||
| Литье по выплавляемым моделям | |||
| - М.: | |||
| Машиностроение, 1984, с.160 | |||
| Способ изготовления выплавляемых моделей | 1989 |
|
SU1687358A1 |
| Смесь для изготовления водорастворимых стержней | 1978 |
|
SU768528A1 |
| Композиция для изготовления выплавляемых моделей | 1968 |
|
SU554930A1 |

