(54) КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ
МОДЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1995 |
|
RU2088371C1 |
| Композиция для изготовления выплавляемых литейных моделей | 1980 |
|
SU944737A1 |
| Композиция для изготовления моделей,используемых при вакуумной формовке | 1986 |
|
SU1342582A1 |
| Композиция для изготовления выплавляемых моделей | 1980 |
|
SU882694A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1993 |
|
RU2080204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1995 |
|
RU2088370C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Выплавляемая модель | 1982 |
|
SU1068210A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
1
Изобретение относится к литейному производству, в частности к точному литью, получаемому в керамических формах по вьтпавпяемым моделям.
Для изготовления выплавляемых мода™ лей в литейном производстве известны различные модельные композиции, состоящие из даух и более расплавляемых в горячей воде или горячем воздухе ингредиентов. Наиболее распространены модельные массы на основе парафина и стеарина, например масса марки ПС (5О вес. % парафина и 5Овес,%стеарина), маркиПСК(65-66 вес.% парафина, 32 - 33 вес. % стеарина и 1-3 вес.% касторового масла), марки БПС (30 вес. % буроугольного воска, 50 вес.% Е афина и 20 вес. % стеарина) l .
Недостатком парафино-стеариновых модельных композиций является значительная объемная и линейная усвдки, высокий коэффициент объемного расширения при нагревании, низкая прочность и твердость, значительное содержание дорогого и дефицитного стеарина. Из-за пониженной теплопроводности модельных композиций возникают
трещины в форме5 так как тепловое расширение модельной композиции опережает ее расплавление, В связи с этим используется формовка керамических форм в жидкий наполнитель или же требуется нанесение излишнего количества слоев огнеупорного покрытия.
Наиболее близкой к изобретению по техническому существу и достигаемому результату является модельная композиция, которая содержит легкоплавкую органическую составляющую и твердый мелкодисперсный наполнитель 2.
Однако и эта модельная композиция не решает вопроса снижения усадки изготовляемых из нее моделей и повышения их прочности, так как в качестве твердого наполнителя в композиции содержится углеродсодержащий материал, полностью выгорающий при прокалке керамических форм.
Цель изобретения - снижение усадки и повышение прочности моделей, а также сокращение времени их выплавления.
Для этого предлагаемая композиция в качестве твердого наполнителя содержит высокотешюпроводный металл, а именно алюминий в порошкообразном виде, при следующем соотношении ингредиентов, вес. %: Легкоплавкая органическая составляющая25,0-60,0
Высокотеплопроводный металл в порошкообразном виде40,0-75,0
Композицию готовят следующим образом Сначала расплавляют любой из применяемых в ней модельных материалов, например, парафин, стеарин, буроугольный или торфяной воск, либо их сочетание в соотношениях, практически используемых для приготовления известных модельных компози- ций. Затем в расплавленную массу при перемешивании вводят порошок высокотеплопроводного металла, а именно порошок алюминия, и перемешивают 2О-25 мин.
Примером приготовления модельной композиции по изобретению может являться композиция, в которой в качестве легкоплавкой органической составляющей используется парафин (50 вес.%) и стеарин (5О вес.% и в качестве твердого наполнителя
алюминиевый порошок.
Парафин должен соответствовать требованиям ГОСТа 784-53, стеарин - ГОСТа 6484-53, алюминиевый порошок (марок ПАК - 3 или ПАК - 4) - ГОСТа 5494-50.
Алюминиевый порошок характеризуй гея очень высокой степенью дисперсности; уделная поверхность -6ООО-70ООсм см, при этом седиментация его в расплаве модельной композиции отсутствует.
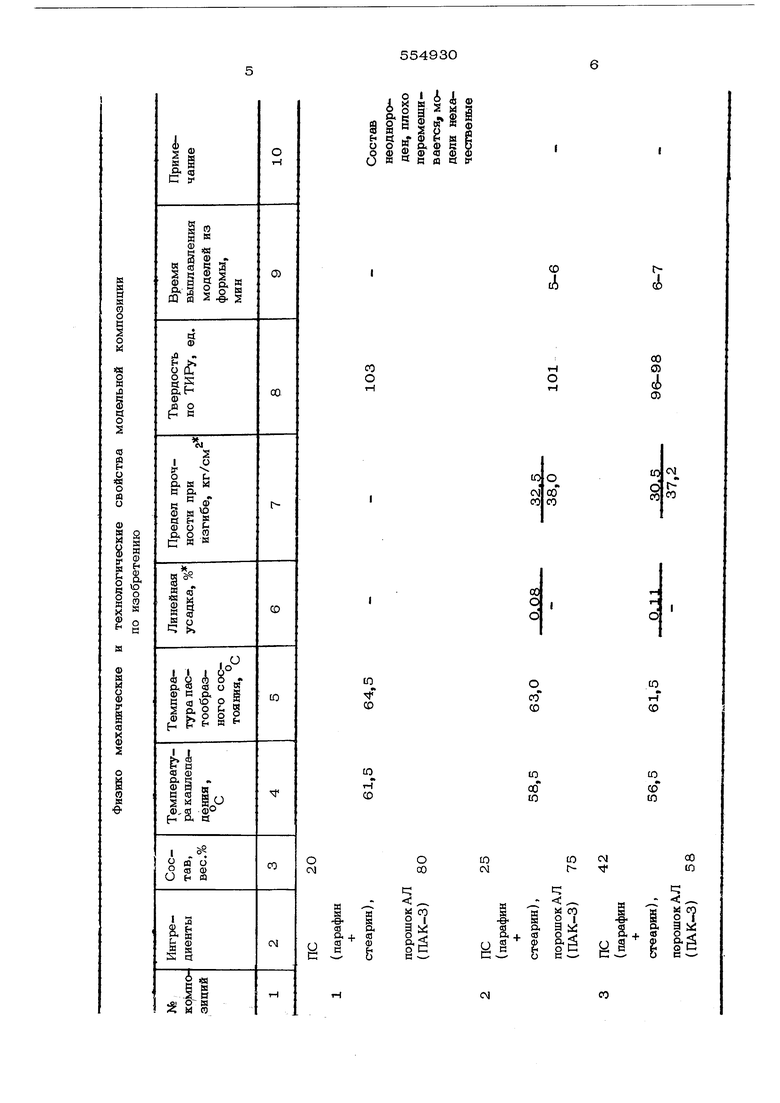
Для приготовления модельной композиции в предварительно расплавленную органическую составляющую постепенно добавляют алюминиевый порошок (ПАК-3), Сущность изобретения иллюстрируется составами модельной композиции, их физико-механическими и технологическими свойствами, которые приведены в таблице.
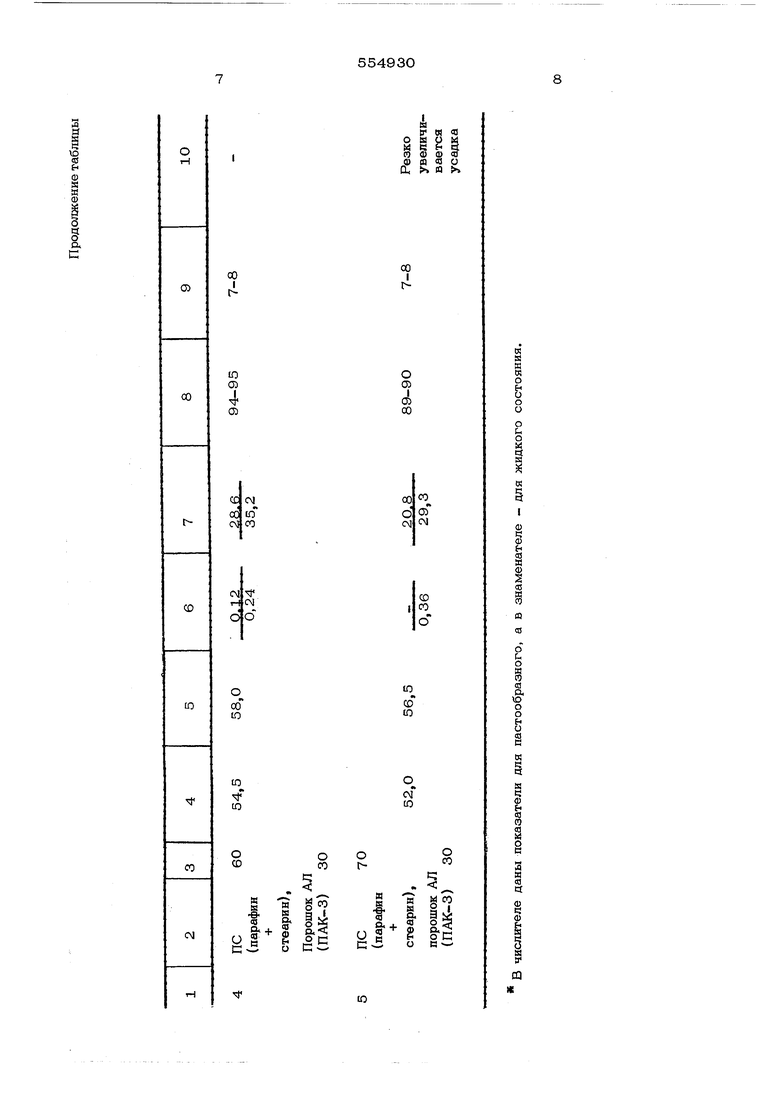
Как следует из таблицы, при содержании и модельной композиции алюминиевого порошка выше верхнего предела ( 75 вес. %) он плохо перемешивается, становится неоднородным и нетехнологичным в использовании. При его содержании 40 вес. % значительно возрастает линейная усадка и почти на 30 % уменьшается прочность.
Модели могут быть изготовлены либо свободной заливкой, либо прессованием.
При испытании моделей, изготовленных запрессовкой (давление 4,О - 5,5 атм) из композиций составов № 4,5 и 6, их поверхность была чистой, глянцевой, серебристой по цвету, без каких - либо поверхностных дефектов, с четкими отпечатками пресс-формы. Модели быстро выплавлялись из формы. Теплоустойчивость испытывалась при 30350С,при этом прогибе не наблюдалось.
Четырехкратное выплавление и исполвэзование модельных композиций с входящим в них алюминиевым порошком (например ПАКне приводило к ухудшению качества моделей.
Предел прочности на изгиб образцов составил 28-33 кг/см. Повышенная теплопроводность моделей способствует их быстрому выплавлении При выплавлении в горячей воде весь алюминиевый порошок без остатка относится из полости керамической формы вместе с расплавленной частью модельной композиции. После выплавки алюминиевый порошок с парафино-стеариновой частью модельной композиции плавает на воде.
s s a
о
M
л § §
:г
n о
0)
IS о в
И
я н
ё а
g XD
1| XI 1) г,
ф
9
(О
е
§ii
°
«И
8 I § § §
и а в и а
со
А
00
О)
ci
СХ)
см
ю
со
«
00
о о
I
г-Г
со
ю
со ю
со
см
7
8
Формуле изобретения
Композиция для изготовления выплавляемых моделей, содержащая легкоплавкую органическую составляюшзто и твердый наполнитель, отличающаяся тем, что, с целью снижения усадки и повышения прочности моделей, а также сокращеа 1ия времени выплавления последних, в качестве твердого наполнителя композиция содержит выссаштеплопроводный металл, а именно алюминий, в порошкообразном виде, при следующем соотношении ингредиентов, вес.%
Легкоплавкая органическая составляющая25,0-60,0
Высокотеплопроводный металл в порошкообразном виде40,0-75,0 Источники информации, принятые во внимание при экспертизе:
