Изобретение относится к конструкции и изготовлению обвитых струн для музыкальных инструментов смычковых, щипковых и клавишных.
Известна обвитая струна, керн которой перед навивкой обмотки предварительно закручивается вокруг продольной оси в направлении последующей навивки обмотки (описание изобретения к патенту Российской Федерации RU 2070340, МКИ 6 G 10 C 3/08, G 10 D 3/10).
1. Недостатком известной струны является то, что данная конструкция не позволяет создать равномерный или изменяемый по определенному закону по всей длине струны предварительный момент закручивания, что не позволяет достичь положительного эффекта - ликвидации зазора между керном и внутренней поверхностью обмотки по всей длине струны.
В теории расчета напряжений, возникающих в теле стержня, подвергнутому кручению, речь идет о линейной зависимости между моментом кручения и углом закручивания. Эта линейность позволяет утверждать, что напряжения кручения по всей длине стержня одинаковы. Линейность допустима, если речь идет о малых углах поворота. Если угол поворота больше допустимого, зависимость между моментом кручения и углом поворота теряет линейный характер. Это приводит к тому, что напряжения (касательные), которые возникают в поперечных сечениях стержня, не являются одинаковыми по величине.
Поэтому, даже если рассматривать керн струны как стержень, предварительное закручивание на "два и более оборотов" (см. описание изобретения к патенту Российской Федерации RU 2070340, МКИ 6 G 10 C 3/08, G 10 D 3/10) приводит к нелинейности между моментом закручивания и углом поворота. Таким образом, возникают разные по величине касательные напряжения в поперечных сечениях вдоль оси керна.
Известно, что керн струны, как правило, - тело вращения, длина которого в тысячи раз больше диаметра. Большая осевая протяженность керна приводит к тому, что его нельзя рассматривать как балку или стержень, у которых длина - несколько десятков диаметров. Для струны также свойственна нелинейность между крутящим моментом и углом поворота.
Расчет допустимого угла поворота.
Принимаем, что линейность между крутящим моментом и углом поворота будет в пределах упругости.
Тогда максимально допустимые касательные напряжения будут:
(стр. 248 "Прочность, устойчивость, колебания", справочник, т.1, /под ред. И.А. Биргера и Я.Г. Пановко),
где wt - момент сопротивления сечения кручению.
Принимаем
τmax = 0,6•σP
(стр. 160 Цукович Г.М. "Сопротивление материалов", 1970).
Известно, что допустимый угол закручивания равен:
(стр. 158 Цукович Г.М. "Сопротивление материалов"),
где Jт - геометрическая жесткость при кручении;
l - длина струны;
G - модуль упругости второго рода.
Принимаем для круглого сечения:
(стр. 261 "Прочность, устойчивость, колебания", справочник, т. 1, / под ред. И.А. Биргера и Я.Г. Пановко).
Для стали:
σP = 200 H/мм2, G = 8,0•104 Н/мм2.
Подставляя в формулу (1), получим
Тогда для струны ⊘ 0,4 мм и l = 850 мм (табл. 7 на стр. 80 в книге Л.Л. Бандас, И. А. Кузнецов "Производство и ремонт щипковых музыкальных инструментов", М., 1983) получим: ϕ ≈ 6,4 рад ≈ 365o.
Таким образом, только при угле ϕ до одного оборота возможно сохранение линейной зависимости между моментом кручения и углом поворота. Угол закручивания выше 360o может привести не только к нелинейности, но и к необратимым пластическим деформациям керна.
Конец расчета.
В силу разных касательных напряжений по длине моменты раскручивания керна будут различными вдоль его оси. Известно, что струна эксплуатируется по своей длине различно. Может оказаться, что на участках интенсивной эксплуатации струны весьма малые первоначальные касательные напряжения. Это недопустимо, так как будет появляться зазор между навивкой и керном и струна придет в негодность.
Недостатком способа изготовления струны по описанию изобретения к патенту Российской Федерации 2070340 является то, что невозможно обеспечить одинаковые или изменяющиеся по определенному закону предварительные углы закручивания керна благодаря "двум или более оборотам".
Недостатком способа изготовления струны подобным образом является то, что керн выполняют закрученным одновременно по всей его длине.
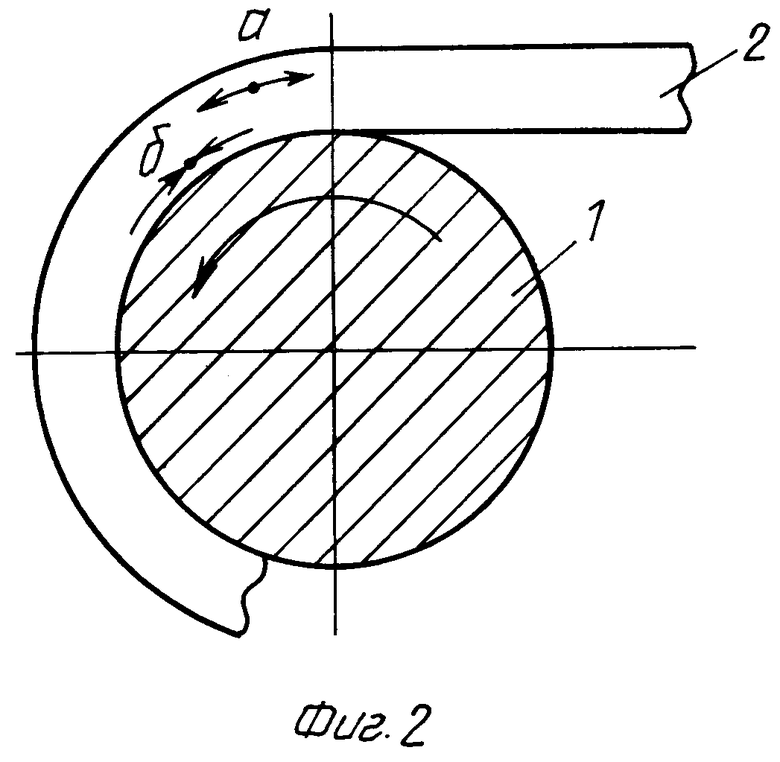
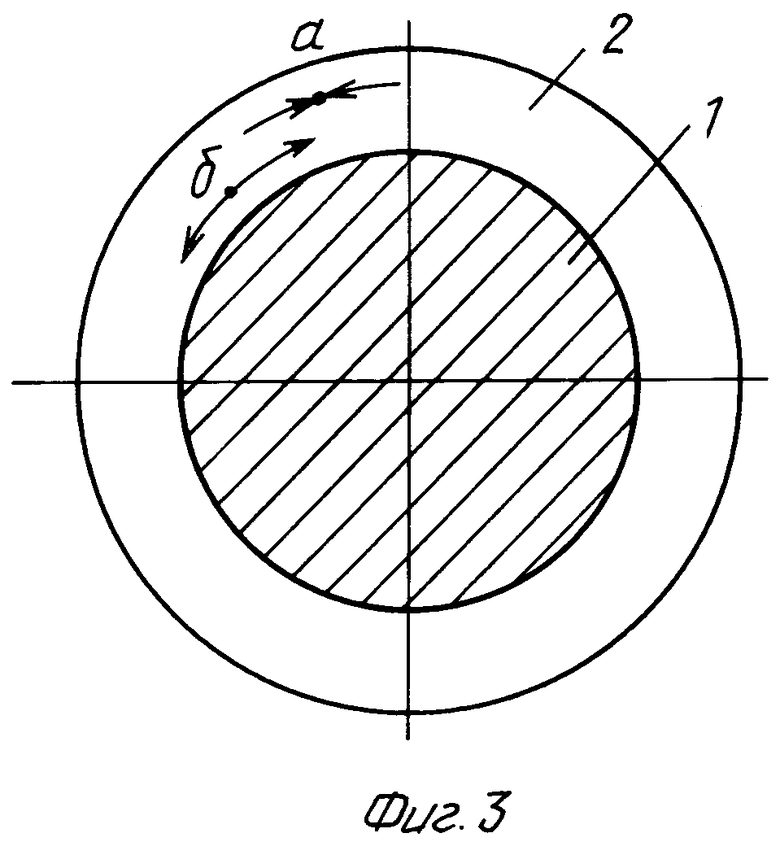
2. Недостатком известной струны является то, что после окончания навивки обмотки и прикрепления конца обмотки к керну, обмотка стремится повернуться относительно керна в сторону, противоположную вращению керна. Это вращение приводит к тому, что несколько увеличивается внутренний диаметр обмотки. Увеличение внутреннего диаметра обмотки происходит за счет того, что при навивке обмотки происходит пластическая деформация внутренних и внешних слоев обмотки по диаметру. Во внешних слоях обмотки возникают растягивающие напряжения (фиг.2, зона а), а во внутренних слоях сжимающие напряжения (фиг. 2, зона б). После окончания навивки обмотки в ее внешних слоях появляются остаточные сжимающие напряжения (фиг.3, зона а), а во внутренних слоях остаточные растягивающие напряжения (фиг.3, зона б). Эти остаточные напряжения и приводят к тому, что витки обмотки постоянно стремятся к "развертыванию". Такое "развертывание" витков обмотки приводит к появлению зазора между оплеткой и керном не в результате эксплуатации струны, а в результате несовершенной конструкции, вызванной недостатками технологии. Таким образом, данная конструкция не устраняет возможности появления зазора между керном и обмоткой.
Недостатком способа изготовления струны по описанию изобретения к патенту Российской Федерации 2070340 является то, что в обмотке остаются восстанавливающие остаточные напряжения во внутренних и внешних слоях обмотки, ведущие к увеличению внутреннего диаметра, что приводит к появлению дополнительного зазора между керном и обмоткой и снижению качества струны.
Изобретение направлено на создание струны:
- керн которой подвергнут в процессе навивки обмотки предварительному равномерному или осуществляемому по определенному закону закручиванию по участкам вдоль оси керна;
- обмотка которой в меньшей степени способна к раскручиванию и образованию зазора между обмоткой и керном.
Это достигается за счет того, что:
- в процессе навивки обмотки между цанговым устройством, сообщающим момент кручения керну, и подвижным люнетом, создающим момент сопротивления кручению, на участке керна длиной от одного диаметра нити обмотки и выше создается в процессе навивки обмотки постоянный или изменяемый по определенному закону момент закручивания;
- в процессе навивки обмотки благодаря радиальному давлению подшипников качения люнета на внешний диаметр обмотки происходит перераспределение остаточных восстанавливающих напряжений. Их величина снижается, а направленность изменяется.
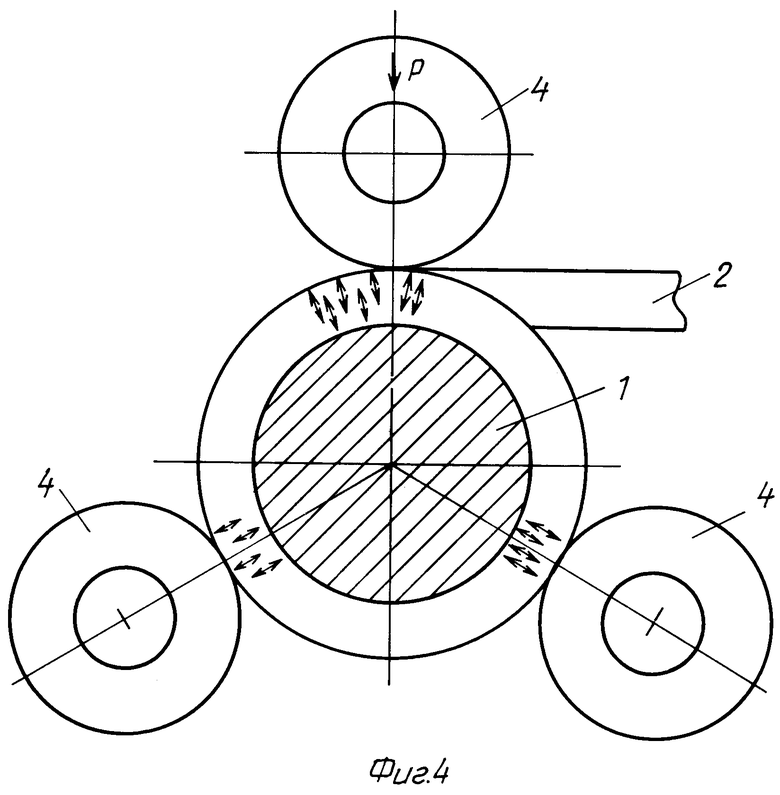
На фиг.1 изображена рабочая зона струнонавивального станка; на фиг.2, 3 и 4 - схема напряжений в витках обмотки.
Обвитая струна состоит из керна 1 и закрепленной на нем обмотки 2.
Закрученный вокруг своей оси по участкам в процессе навивки обмотки керн создает раскручивающие, одинаковые по всей длине или изменяющиеся по определенному закону усилия, обеспечивающие прилегание витков обмотки к керну по участкам. Обмотка струны не создает дополнительные раскручивающие усилия, что дополнительно гарантирует прилегание витков обмотки к керну.
Способ изготовления струны заключается в следующем. Керн 1 струны пропускается через цанговое устройство 3 и закрепляется концами в шпинделях струнонавивального станка. При неподвижных и сдвинутых, например, к левому шпинделю люнету и цанговому устройству закрепляют начальный конец обмотки 2 на керне. Затем дают пантовому устройству 3 возможность повернуть керн на несколько оборотов, чтобы на левом конце керна образовался участок с навитой обмоткой длиной, достаточной для включения в работу подвижного люнета 4, подшипники которого должны контактировать с внешним диаметром обмотки.
Момент кручения на керн передается цанговым устройством, которое синхронно с люнетом и кареткой с навиваемой обмоткой перемещается слева направо вдоль оси керна. Каретка с навиваемой обмоткой (на фиг.1 не показана) находятся между люнетом и цанговым устройством. Так как в пространстве между люнетом и цанговым устройством находится только навиваемая нить обмотки, то теоретически минимальное расстояние между торцами люнета и цангового устройства может быть равно диаметру нити обмотки. Реально, исходя из удобств наблюдения за зоной навивки, возможности синхронизации движения люнета, навиваемой обмотки и цангового устройства, а также целесообразной длины участка керна, подвергаемой предварительному закручиванию - это расстояние равно 20. ..30 мм.
Подвижный подшипник люнета благодаря радиальной силе Р осуществляет одновременно и момент сопротивления кручению и за счет давления на обмотку перераспределяет остаточные восстанавливающие напряжения в слоях обмотки (фиг. 4). Изменяя момент сопротивления радиальной силой Р, приложенной к подшипнику люнета, регулируем величину предварительного момента закручивания участка керна, находящегося между цанговым устройством и люнетом.
При осуществлении навивки обмотки по всей длине закрепляют на керне второй конец обмотки.
Раскручивающее усилие керна передается равномерно или в соответствии с некоторым выбранным законом на витки обмотки, смещая их вокруг своей оси в сторону, противоположную направлению предварительного закручивания керна. Это приводит к постоянному уменьшению внутреннего диаметра обмотки и исключает появление зазора между керном и обмоткой.
Уменьшение и переориентация остаточных восстанавливающих напряжений в обмотке керна за счет давления подшипников люнета приводит к тому, что снижается самораскручивание обмотки и таким образом предварительно закрученный по участкам керн "работает" только на ликвидацию эксплуатационного зазора.
Конструкция струны и способ ее изготовления обеспечивают стабильное звучание струны и гарантируют длительный срок эксплуатации.
Изобретение может быть использовано при изготовлении струн для музыкальных инструментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБВИТАЯ СТРУНА ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2070340C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБВИТОЙ СТРУНЫ ФОРТЕПИАНО И СПОСОБ ИЗГОТОВЛЕНИЯ ОБВИТОЙ СТРУНЫ ФОРТЕПИАНО С ИСПОЛЬЗОВАНИЕМ АКУСТИЧЕСКОГО КОНТРОЛЯ ВЕЛИЧИНЫ НАТЯЖЕНИЯ КЕРНА ПЕРЕД ПРОИЗВОДСТВОМ НАВИВКИ | 2015 |
|
RU2623516C2 |
| ОБВИТАЯ СТРУНА ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2218610C2 |
| СТРУНА ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ | 2000 |
|
RU2173481C1 |
| Способ навивки пружин растяжения с межвитковым давлением | 1987 |
|
SU1646655A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ И УСТРОЙСТВО УТОНЧЕНИЯ ПРОВОЛОК С ПРИМЕНЕНИЕМ ПРИНЦИПА КАЧЕНИЯ | 2004 |
|
RU2294259C2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для натяжения струн музыкального инструмента и способ его сборки | 1984 |
|
SU1267473A1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
Обвитая струна для музыкальных инструментов и способ ее изготовления заключается в том, что для повышения качества звучания предварительное закручивание керна осуществляют по участкам в процессе навивки обмотки. 2 с. п.ф-лы, 4 ил.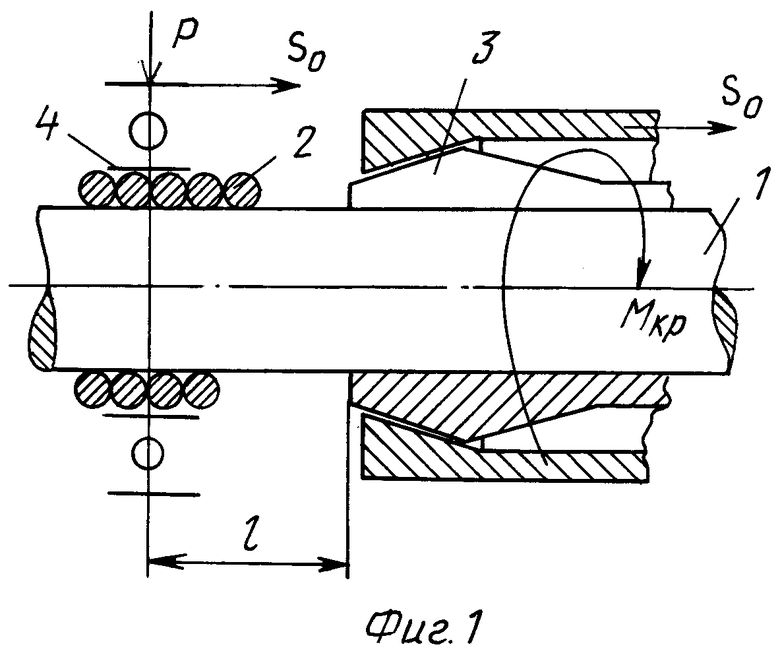
| ОБВИТАЯ СТРУНА ДЛЯ МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2070340C1 |
| РАЗБРЫЗГИВАТЕЛЬ | 1995 |
|
RU2141861C1 |
| US 4383465 A, 17.05.1983 | |||
| МЕХАНИЗМ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ УВЕЛИЧЕНИЯ УСТАЛОСТНОЙ ДОЛГОВЕЧНОСТИ КРУГЛЫХ СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКОЙ ЕМКОСТИ ПОД ДАВЛЕНИЕМ, КОТОРАЯ ВПОСЛЕДСТВИИ ЗАГИБАЕТСЯ | 2011 |
|
RU2547673C2 |
| ПРОТОЧНЫЙ ЭЛЕКТРОАКТИВАТОР ВОДЫ | 2008 |
|
RU2429202C2 |

