Группа изобретений относится к обработке металлов давлением, в частности к трубогибочному производству, и может быть использована для гибки труб многоколенной пространственной формы.
Известен станок для гибки труб, содержащий станину, установленный на ней гибочный механизм, элементы фиксации заготовки, дорн, соединенный с приводом его возвратно-поступательного перемещения, выполненным в виде гидроцилиндра со штоком, элементы фиксации заготовки оснащены губками, одна пара которых служит для зажима заготовки-трубы и жестко закреплена на станине, другая пара - для растяжения заготовки, гибочная оправка выполнена из связанных тросом шарообразных элементов с промежуточными втулками между ними, на переднем конце которой имеется упругий элемент, а противоположный конец оправки прикреплен к штоку гидроцилиндра, являющегося ее приводом, при этом станок оснащен механизмом поворота плоскости гиба, выполненным в виде червячной передачи с электроприводом, и механизмом линейного перемещения заготовки, выполненным в виде винтовой передачи, соединенной с механизмом поворота плоскости гиба (см. Свидетельство на полезную модель РФ №17459, кл. B21D 9/03, 2001 г.).
Недостатком конструкции данного станка и реализуемого им способа гибки является существенное утонение наружной стенки и овальность поперечного сечения трубы в месте гиба в результате наличия в процессе гибки, составляющей напряженно-деформированное состояния растяжения, что приводит к ограничению технологических возможностей применения данного способа и устройства его реализующего для производства широкой номенклатуры деталей, имеющих требования по утонению стенки трубы и овальности поперечного сечения.
Данный способ и станок применимы для гибки профильных труб больших радиусов и не применим для гибки труб на малый радиус.
Известен трубогибочный станок для гибки труб намоткой с осевым сжатием зоны изгиба трубы и реализующий его способ, заключающийся в создании разности скоростей подачи трубы и поворота гибочного суппорта, замедляющего скорость перемещения переднего торца трубы, относительно скорости перемещения заднего торца трубы. Данный способ и станок разработаны для горячей гибки труб на малый радиус (А.И. Гальперин «Машины и оборудование для гнутья труб», Москва: Машиностроение, стр. 135, рис. 76, схема станка для гнутья труб с подсадкой) - наиболее близкий аналог.
Недостатком данного решения является наличие овальности поперечного сечения изготовленной трубы, заметное смещение дуги изгиба трубы, когда угол изгиба превышает 45°, а недостатком устройства, реализующего данный способ, является дефект в виде потери устойчивости и, как следствие, образования гофров.
Приведенный анализ показал, что общим недостатком приведенных аналогов является получаемая в процессе гибки большая разнотолщинность стенки и овальность поперечного сечения изогнутого участка трубы вследствие разности поверхностных напряжений с наружной и внутренней поверхности трубы и кольцевых напряжений в поперечном сечении трубы.
Техническим результатом группы изобретений является повышение качества труб за счет уменьшения разнотолщинности их стенок и овальности поперечного сечения труб в процессе их гибки.
Указанный технический результат обеспечивается тем, что в способе гибки труб, включающем установку подлежащей гибке трубы в станок, фиксацию трубы по одному из ее концов и осуществление ее гибки гибочной головкой станка, новым является то, что в процессе гибки зону гибки трубы дополнительно подвергают скручиванию, которое осуществляют прикладыванием скручивающего момента к трубе, причем значение скручивающего момента составляет от 0,1 до 0,75 предельной деформации кручения для материала трубы.
В станке для гибки труб, содержащем станину, на которой установлены гибочная головка и каретка продольной подачи трубы, включающая цанговый патрон для зажима трубы, новым является то, что станок оснащен размещенным на каретке поводковым устройством, предназначенным для прикладывания к зоне гиба трубы скручивающего момента и выполненным в виде установленного на каретке продольной подачи корпуса, в котором размещена червячная передача, червячное колесо которой скреплено с цанговым патроном, а червяк кинематически связан с мотор-редуктором.
Улучшение качества структуры за счет развития осевой деформации, сопутствующей пластическому кручению трубной заготовки. Осевая деформация при пластическом скручивании перераспределяет кольцевые напряжения в трубе между зоной утонения и зоной утолщения, приводит к набору металла в зоне внешнего радиуса изгиба трубы перемещением металла заготовки от внутреннего радиуса изгиба трубы через боковые зоны трубы.
Подтверждением этого является эффект перераспределения остаточных кольцевых деформаций при изгибе тонкостенных труб в условиях, близких к чистому изгибу, при котором материал стенки трубы под действием напряжений свободно перемещается в кольцевом направлении: растянутые волокна укорачиваются, а сжатые удлиняются.
Сущность заявленной группы изобретений поясняется графическими материалами, на которых:
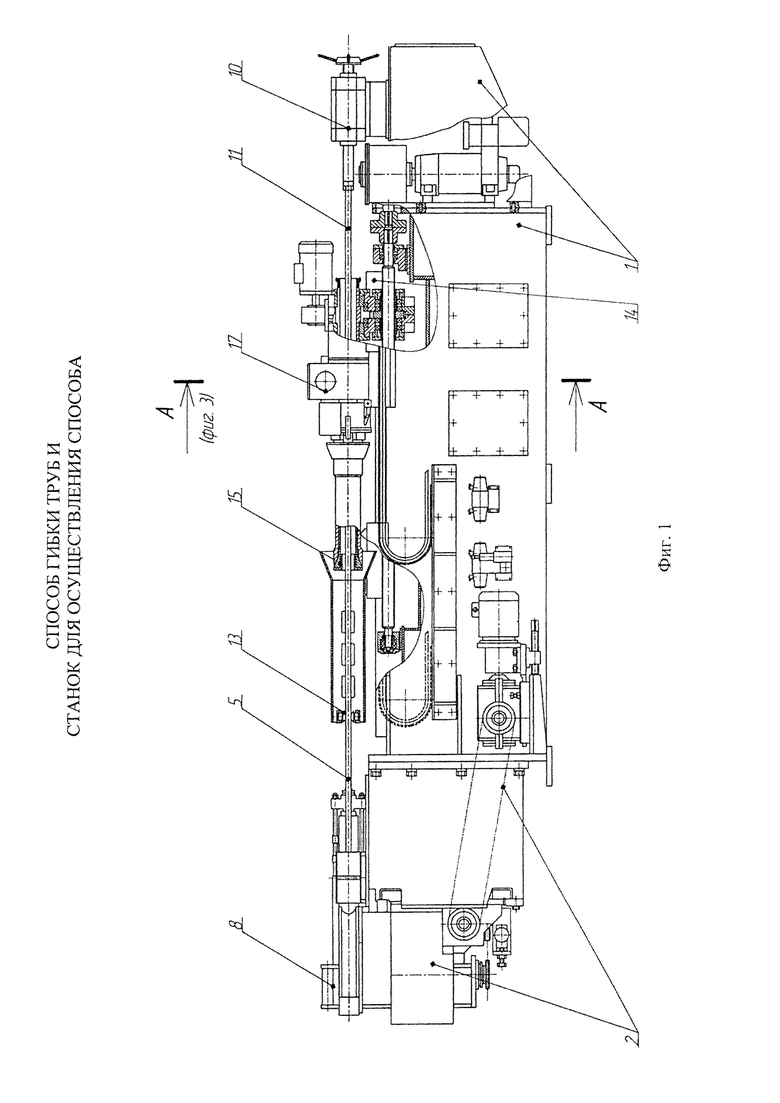
- на фиг. 1 - станок для гибки труб, вид спереди;
- на фиг. 2 - станок для гибки труб, вид сверху;
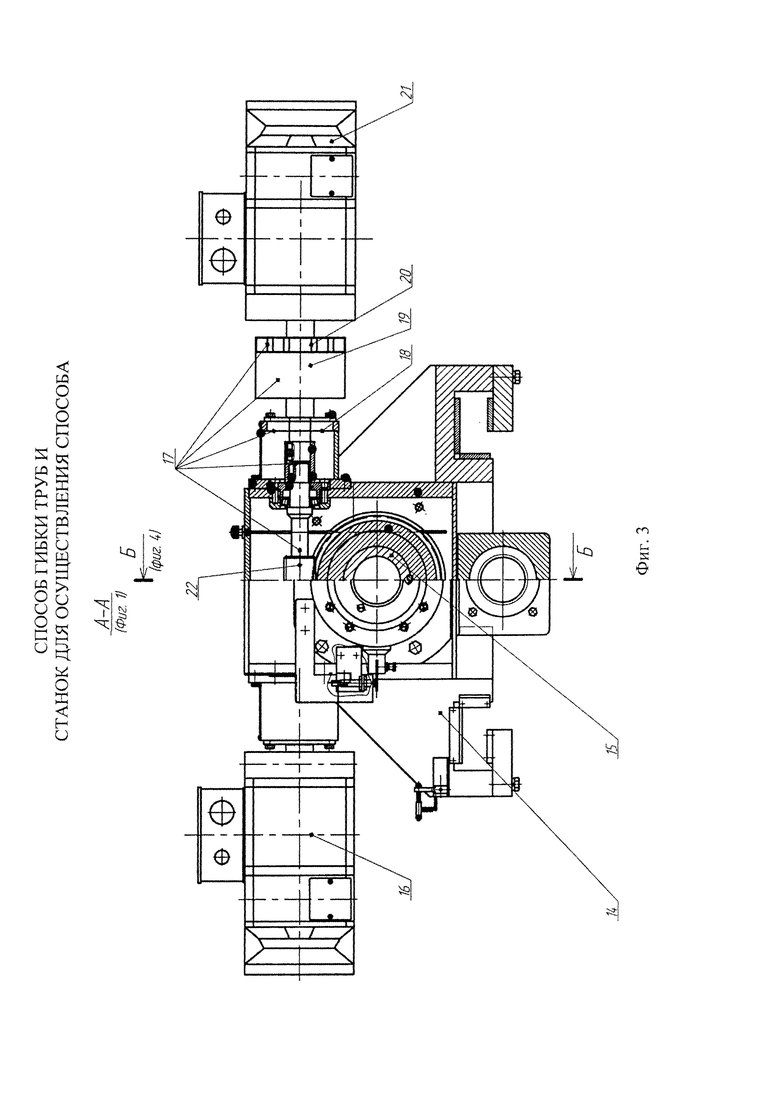
- на фиг. 3 - разрез A-A по фиг. 1 (поперечный разрез поводкового устройства);
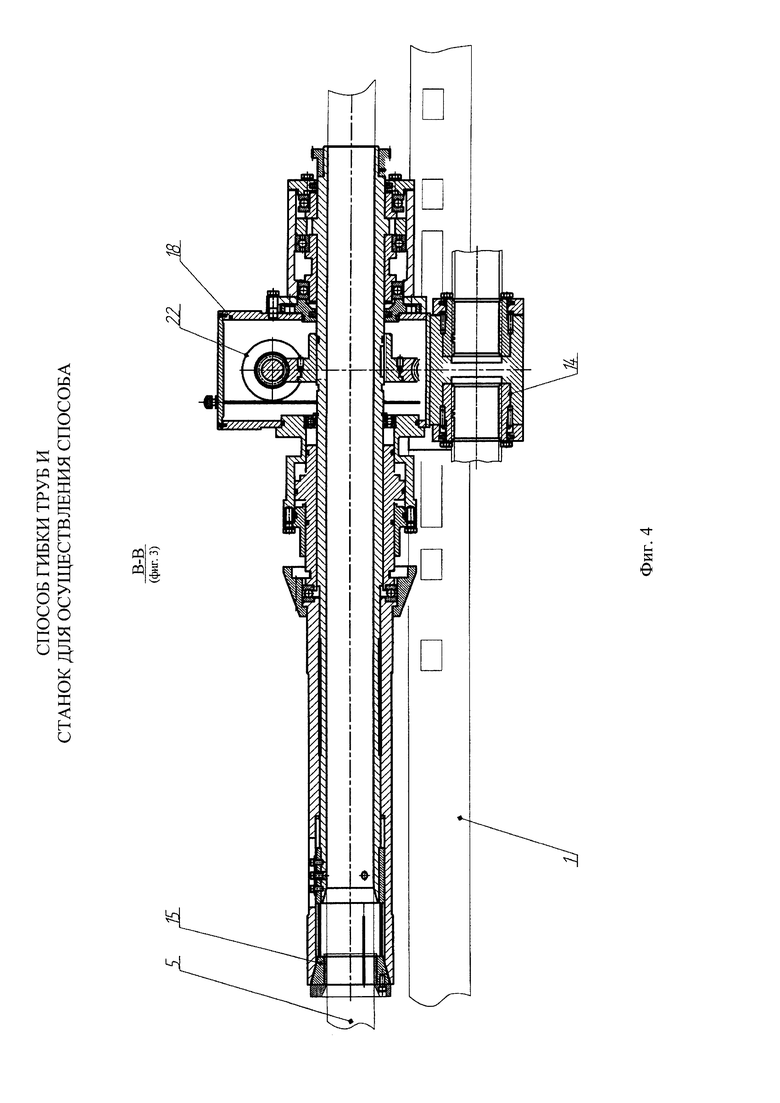
- на фиг. 4 - разрез Б-Б по фиг. 3 (продольный разрез поводкового устройства).
Станок для гибки труб содержит станину 1, на боковом торце которой установлены гибочная головка 2, бустер 3 и выглаживатель 4. Гибочная головка 2 смонтирована на станине 1 с возможностью рабочих перемещений для осуществления гибки трубы 5 и включает узел поворота, на оси которого расположен гибочный шаблон 6, зажимная матрица 7, поворотный кронштейн 8. Бустер 3 имеет возможность перемещения как вдоль, так и перпендикулярно относительно зажимной матрицы и включает направляющую матрицу 9 в виде роликов или фильеры. Выглаживатель 4 расположен со стороны гибочной головки 2.
На другом боковом торце станины 1 расположен механизм 10 возвратно-поступательного перемещения штанги 11, удерживающей дорн 12 в зоне перехода от прямолинейного участка трубной заготовки 5 к криволинейному. Вдоль станины расположены люнеты 13, предназначенные для бокового поддержания трубной заготовки 5 от потери ее продольной устойчивости.
Между гибочной головкой 2 и механизмом 10 перемещения дорна 12 на станине расположена каретка 14 продольной подачи трубной заготовки 5, оснащенная приводом осевого возвратно-поступательного перемещения и включающая цанговый патрон 15 с механизмом его зажима-разжима для зажима трубы 5, а также мотор-редуктором 16, предназначенным для поворота цангового патрона при смене плоскости гиба трубы.
На каретке 14 продольной подачи размещено поводковое устройство 17, предназначенное для прикладывания усилия скручивания к зоне гиба трубы в процессе ее гибки. Данное устройство включает корпус 18, муфту сцепления 19, храповой механизм 20, мотор-редуктор 21, червячную передачу 22, размещенную в корпусе 18. Червяное колесо данной передачи скреплено (например, посредством шпонки) с цанговым патроном 15, а червяк через муфту 19 и механизм 20 связан с мотор-редуктором 21.
Согласованные перемещения исполнительных органов станка при проведении гибки трубы обеспечиваются системой ЧПУ модели NCT 104/FS (не показана).
Заявленный способ посредством приведенного выше станка осуществляют следующим образом.
Трубную заготовку 5 насаживают на дорн 12 и проталкивают между направляющими элементами люнетов 13 и пропускают через цанговый патрон 15. Зажимают заготовку цанговым патроном 15, а передний ее конец прижимают матрицей 7 к гибочному шаблону 6.
Далее осуществляют операцию гибки трубы, для чего одновременно включают продольную подачу каретки 14 с зажатой в ней трубной заготовкой, вращение гибочного шаблона 6 и движение поворота кронштейна 8, в результате чего осуществляется процесс гибки трубы.
Параллельно с гибкой трубы прикладывают к зоне ее гиба усилие скручивания, значение усилия задается системой управления на мотор-редуктор, который через механизм 20 и муфту 19 приводит во вращение червяк червячной передачи 22. Червяк задает движение поворота червячному колесу, а следовательно, и скрепленному с ним цанговому патрону 15, который также совершает движение поворота и скручивает трубную заготовку 5 вокруг ее продольной оси, передавая усилие скручивания на зону гиба.
По окончании процесса гибки снимают нагрузку с мотор-редуктора 21, отводят матрицу 7 и перемещают заготовку кареткой продольной подачи на следующую позицию для ее гибки.
Повышение качества гиба трубы зависит от наличия в зоне гиба элементов сдвиговой деформации, связанных с величиной эффекта осевой деформации Δεl, возникающей при кручении трубной заготовки, и чем тоньше толщина стенки трубы, тем эффект от осевой деформации выше.
Деформация кручения является частным случаем деформации сдвига. Сдвигом называют такой вид деформации, когда в поперечных сечениях возникают только перерезывающие силы. Наиболее полно деформацию сдвига характеризует угол γi, на который изменяются прямые углы элемента, - относительный сдвиг. В пределах упругих деформаций величина касательных напряжений пропорциональна относительному сдвигу (закон Гука при сдвиге).
Относительный угол скручивания в границах упругих деформаций под действием момента Мкр определяется отношением угла закручивания ϕ к длине l и может быть выражен уравнением:
где J0 - геометрический полярный момент инерции, l - длина скручиваемого участка трубы, G - модуль сдвига.
Величина эффекта осевой деформации Δεl регулируется величиной деформации скручивания γi и, в свою очередь, существенно влияет на величину сдвиговой деформации в зоне гиба трубы.
Величина - угловая деформация закрутки зоны гиба трубной заготовки находится в диапазоне предельной деформации  :
:
 .
.
Предельная деформация при кручении трубной заготовки определяется с помощью стандартных испытаний на кручение.
Как показали исследования, при значении угловой деформации γi<0,1 величина деформации скручивания недостаточна для возникновения эффекта осевой деформации Δεl, а при значении угловой деформации  величина осевой деформации увеличивает риск разрушения материала трубной заготовки при ее изгибе.
величина осевой деформации увеличивает риск разрушения материала трубной заготовки при ее изгибе.
Пример осуществления способа
Гибку трубы диаметром d=80 мм, толщиной стенки s=3,0 мм  , длиной L=1000 мм из высокопрочной стали 08Х18Н10Т (σB=510 МПа, σ0,2=216 МПа, δ5=35) осуществляли на трубогибочном станке в полуавтоматическом режиме (фиг. 1, 2). Гибку проводили при комнатной температуре. Радиус гибочного шаблона Rгш=240 мм.
, длиной L=1000 мм из высокопрочной стали 08Х18Н10Т (σB=510 МПа, σ0,2=216 МПа, δ5=35) осуществляли на трубогибочном станке в полуавтоматическом режиме (фиг. 1, 2). Гибку проводили при комнатной температуре. Радиус гибочного шаблона Rгш=240 мм.
Скорость продольной подачи трубы составляла  , линейная скорость
, линейная скорость  от вращения гибочного шаблона составляла 370 мм/мин. Выполнялись условия, при которых скорость перемещения каретки продольной подачи не превышала линейной скорости вращения гибочного шаблоны
от вращения гибочного шаблона составляла 370 мм/мин. Выполнялись условия, при которых скорость перемещения каретки продольной подачи не превышала линейной скорости вращения гибочного шаблоны  , величина угла поворота цангового патрона поводкового устройства варьировалась от 21 до 35°. Угловая скорость вращения цангового патрона скручивающего трубу составляла ωz=10 град/мин. Скорость сдвиговой деформации составляла 7⋅10-4 с-1. Угловая деформация закрутки γi составляла
, величина угла поворота цангового патрона поводкового устройства варьировалась от 21 до 35°. Угловая скорость вращения цангового патрона скручивающего трубу составляла ωz=10 град/мин. Скорость сдвиговой деформации составляла 7⋅10-4 с-1. Угловая деформация закрутки γi составляла  . Изгибающий момент для гибки трубы составил Мизг = 59531 Н⋅м. Усилие продольной подачи составило Pnp = 248047 H.
. Изгибающий момент для гибки трубы составил Мизг = 59531 Н⋅м. Усилие продольной подачи составило Pnp = 248047 H.
В полученном изделии гофров в зоне сжатия трубной заготовки складкообразования не было обнаружено, утолщение составляло не более 15÷20%, в зоне растяжения утонение носило допустимый характер и не превышало 9%, овальность в зоне изгиба трубы не превышала 10÷15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| СПОСОБ СКРУЧИВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2630152C1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |

Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству. Подлежащую гибке трубу фиксируют по одному из ее концов и осуществляют ее гибку с помощью гибочной головки станка. В процессе гибки зону гибки трубы дополнительно подвергают скручиванию путем приложения скручивающего момента, составляющего от 0,1 до 0,75 предельной деформации кручения для материала трубы. Для осуществления скручивания станок для гибки труб оснащен мотор-редуктором и размещенным на каретке поводковым устройством, выполненным в виде корпуса, в котором размещена червячная передача, червячное колесо которой скреплено с цанговым патроном, а червяк кинематически связан с упомянутым мотор-редуктором. 2 н.п. ф-лы, 4 ил.
1. Способ гибки труб, включающий установку трубы в станок, фиксацию одного из ее концов и гибку трубы с помощью гибочной головкий станка, отличающийся тем, что в процессе гибки зону гибки трубы дополнительно подвергают скручиванию путем приложения скручивающего момента к трубе, составляющего от 0,1 до 0,75 предельной деформации кручения для материала трубы.
2. Станок для гибки труб, содержащий станину, установленные на ней гибочную головку, каретку продольной подачи трубы и цанговый патрон для зажима трубы, отличающийся тем, что он снабжен мотор-редуктором и размещенным на каретке продольной подачи трубы поводковым устройством для прикладывания к трубе в зоне ее гиба скручивающего момента, выполненным в виде корпуса, размещенной в нем червячной передачей с червячным колесом, скрепленным с цанговым патроном, и червяком, кинематически связанным с указанным мотор-редуктором.
| Устройство для перемещения тележек | 1960 |
|
SU136752A1 |
| Способ гибки металлических труб | 1980 |
|
SU1175353A3 |
| Вытяжной аппарат для кольцевых прядильных машин | 1927 |
|
SU11974A1 |
| US 4195506 A, 01.04.1980. | |||

