Изобретение относится к устройству установки компонентов, в частности, но не исключительно, к устройству для размещения микросхем на печатных платах.
Известное из уровня техники устройство для размещения компонентов, таких как микросхемы, например, на печатной плате, содержит головку захвата и установки, которая перемещается для взятия компонента со средства транспортировки компонентов и затем перемещается из этого положения в положение над печатной платой таким образом, чтобы головка захвата и установки могла затем установить компонент на печатную плату. Это требует значительной точности в позиционировании головки захвата и установки над средствами транспортировки компонентов и печатной платой. Кроме того, данный процесс является медленным.
Известное из уровня техники устройство имеет недостаток, заключающийся в неспособности такого устройства установки компонентов обеспечить требуемую высокую точность и высокую скорость действия для определенных целей.
Технической задачей настоящего изобретения явилось создание высокоточного и быстродействующего устройства установки компонентов, в частности при производстве печатных плат.
Данная техническая задача решается за счет того, что в устройстве установки компонентов, содержащем держатель головок, имеющий, по меньшей мере, одну головку захвата и установки, средство транспортировки компонентов и средство приема компонентов, причем, по меньшей мере, причем одна головка захвата и установки предназначена для взятия компонента со средства транспортировки компонентов и установки его на средство приема компонентов, согласно изобретению держатель головок выполнен подвижным для перемещения, по меньшей мере, одной головки захвата и установки в одной плоскости, средство транспортировки компонентов выполнено подвижным в плоскости, поперечной плоскости перемещения, по меньшей мере, одной головки захвата и установки, и при этом плоскость перемещения средства транспортировки компонентов пересекает плоскость перемещения головки захвата и установки в положении захвата, и средство приема компонентов выполнено подвижным в плоскости, поперечной плоскости перемещения, по меньшей мере, одной головки захвата и установки, при этом плоскость перемещения средства приема компонентов пересекает плоскость перемещения головки захвата и установки в положении установки и является параллельной плоскости перемещения средства транспортировки компонентов, причем одна из плоскости перемещения средства транспортировки компонентов или плоскости перемещения средства приема компонентов находится между плоскостью перемещения другого из средства транспортировки компонентов или средства приема компонентов и держателем головок в положении захвата.
Предпочтительно держатель головок выполнен подвижным для осуществления возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем вторая плоскость находится ближе к держателю головок, чем первая плоскость, и средство приема компонентов имеет отверстия для прохождения головки захвата и установки через отверстие для взятия компонента со средства транспортировки компонентов, подъема компонента через отверстие и установки его на средство приема компонентов.
Также предпочтительно средство приема компонентов содержит одну или более печатных плат, имеющих отверстия для прохождения головки захвата и установки через отверстие для взятия компонента со средства транспортировки компонентов, подъема компонента через отверстие и установки его непосредственно на печатную плату.
Предпочтительно держатель головок выполнен подвижным для осуществления возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем первая плоскость находится ближе к держателю головок, чем вторая плоскость, и средство транспортировки компонентов имеет отверстия для взятия головкой захвата и установки компонента со средства транспортировки компонентов и прохождения через отверстие для установки компонента на средство приема компонентов.
Предпочтительно держатель головок выполнен подвижным для возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем первая плоскость находится ближе к держателю головок, чем вторая плоскость, и средство транспортировки компонентов перемещается между первым положением, в котором компоненты находятся на одной линии с головками захвата и установки, и вторым положением, в котором компоненты не находятся на одной линии с головками захвата и установки, для взятия головкой захвата и установки компонента со средства транспортировки компонентов в первом положении, перемещения средства транспортировки компонентов во второе положение и установки головкой захвата и установки компонента на средство приема компонентов.
Устройство установки компонентов по любому из пунктов 1-5, отличающееся тем, что держатель головок выполнен подвижным для осуществления возвратно-поступательного движения в вертикальной плоскости.
При этом средство транспортировки компонентов и средство приема компонентов могут быть подвижными в направлении, перпендикулярном положению, по меньшей мере, одной головки захвата и установки в положениях захвата и установки.
Предпочтительно устройство имеет средства для перемещения средства транспортировки компонентов в направлении, поперечном направлению перемещения, по меньшей мере, одной головки захвата и установки.
Средство для перемещения средств транспортировки компонентов может содержать ролики.
Предпочтительно средство для перемещения средства транспортировки компонентов содержит приспособления со спиральными роликами для перемещения средства транспортировки компонентов вперед и вбок по зигзагообразной или синусоидальной траектории.
Средство транспортировки компонентов может содержать вращающийся барабан.
Предпочтительно средство приема компонентов содержит несущую плиту, и дополнительно имеются средства для переноса компонентов с несущей плиты на одну или более печатных плат.
Кроме того, предпочтительно несущая плита содержит множество углублений на одной своей поверхности для установки в них компонентов, причем углубления могут иметь наклонные стенки для обеспечения небольших смещений.
Предпочтительно средство для переноса компонентов с несущей плиты на одну или более печатных плат содержит средства для переворачивания несущей плиты над печатными платами.
Несущая плита может содержать средство для фиксации компонентов на несущей плите, при этом средство для фиксации компонентов на несущей плите может содержать множество отверстий в несущей плите, над которыми устанавливаются компоненты, и средство вакуумирования для создания вакуума в отверстиях и удержания компонентов на месте.
Предпочтительно средство вакуумирования содержит плиту вакуумного грузозахватного приспособления, прикрепленную к основанию несущей плиты.
Предпочтительно несущая плита содержит две плиты, верхнюю плиту и плиту основания, причем верхняя плита может содержать алюминиевую плиту, содержащую множество круглых отверстий и имеющую верхний слой из тонкой плиты нержавеющей стали с вытравленными отверстиями, соответствующими положениям круглых отверстий, а плита основания может содержать плиту с каналами, соединяющими отверстия в верхней плите с вакуумным насосом.
Предпочтительно держатель головок служит опорой для множества головок захвата и установки.
Предпочтительно средство транспортировки компонентов содержит ленты-носители для размещения компонентов, причем ленты-носители могут быть выполнены с возможностью перемещения параллельно в плоскости, горизонтальной по отношению к держателю головок.
Предпочтительно средство транспортировки компонентов содержит лист для размещения компонентов.
Предпочтительно средство приема компонентов выполнено с возможностью перемещения в том же направлении, что и средство транспортировки компонентов, но с меньшей скоростью.
Предпочтительно средство приема компонентов выполнено с возможностью перемещения в противоположном направлении относительно средства транспортировки компонентов.
Предпочтительно перемещения средства приема компонентов и средства транспортировки компонентов являются шаговыми.
Предпочтительно перемещение средства приема компонентов и средства транспортировки компонентов управляются шаговыми двигателями или подходящим аналогичным устройством.
Техническая задача также решается за счет того, что в устройстве трафаретной печати и установки компонентов, содержащем одну или более секций трафаретной печати и секцию установки компонентов, содержащую устройство установки компонентов, содержащем держатель головок, имеющий множество головок захвата и установки, средство транспортировки компонентов, и средство приема компонентов, причем головки захвата и установки предназначены для взятия компонента со средства транспортировки компонентов и установки его на средство приема компонентов, согласно изобретению держатель головок выполнен подвижным для перемещения головок захвата и установки в одной плоскости, средство транспортировки выполнено подвижным в плоскости, поперечной плоскости перемещения головок захвата и установки, и плоскость перемещения средства транспортировки компонентов пересекает плоскость перемещения головок захвата и установки в положении захвата, и средство приема компонентов выполнено подвижным в плоскости, поперечной плоскости перемещения головок захвата и установки, при этом плоскость перемещения средства приема компонентов пересекает плоскость перемещения головок захвата и установки в положении установки и является параллельной плоскости перемещения средства транспортировки компонентов, причем одна из плоскости перемещения средства транспортировки компонентов или плоскости перемещения средства приема компонентов расположена между плоскостью перемещения другого средства транспортировки компонентов или средства приема компонентов и держателем головок в положении захвата.
При этом предпочтительно держатель головок выполнен подвижным для возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем вторая плоскость находится ближе к держателю головок, чем первая плоскость, и средство приема компонентов имеет отверстия для прохождения головки захвата и установки через отверстие для взятия компонента со средства транспортировки компонентов, подъема компонента через отверстие и установки его на средство приема компонентов.
Также предпочтительно держатель головок выполнен подвижным для возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем первая плоскость находится ближе к держателю головок, чем вторая плоскость, и средство транспортировки компонентов имеет отверстия для взятия головкой захвата и установки компонента со средства транспортировки компонентов и прохождения через отверстие для установки компонента на средство приема компонентов.
Предпочтительно держатель головок выполнен подвижным для возвратно-поступательного движения в одной плоскости, средство транспортировки компонентов выполнено с возможностью перемещения в первой плоскости относительно держателя головок, а средство приема компонентов выполнено с возможностью перемещения во второй плоскости относительно держателя головок, причем первая плоскость находится ближе к держателю головок, чем вторая плоскость, и средство транспортировки компонентов перемещается между первым положением, в котором компоненты находятся на одной линии с головками захвата и установки, и вторым положением, в котором компоненты не находятся на одной линии с головками захвата и установки, для взятия головкой захвата и установки компонента со средства транспортировки компонентов в первом положении, перемещения средства транспортировки компонентов во второе положение и установки головкой захвата и установки компонента на средство размещения компонентов.
Предпочтительно держатель головок выполнен подвижным для осуществления возвратно-поступательного движения в вертикальной плоскости.
Предпочтительно средство приема компонентов содержит три несущих плиты.
Далее изобретение будет описано более подробно на примере со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 - схематический общий вид устройства установки компонентов согласно одному варианту реализации изобретения;
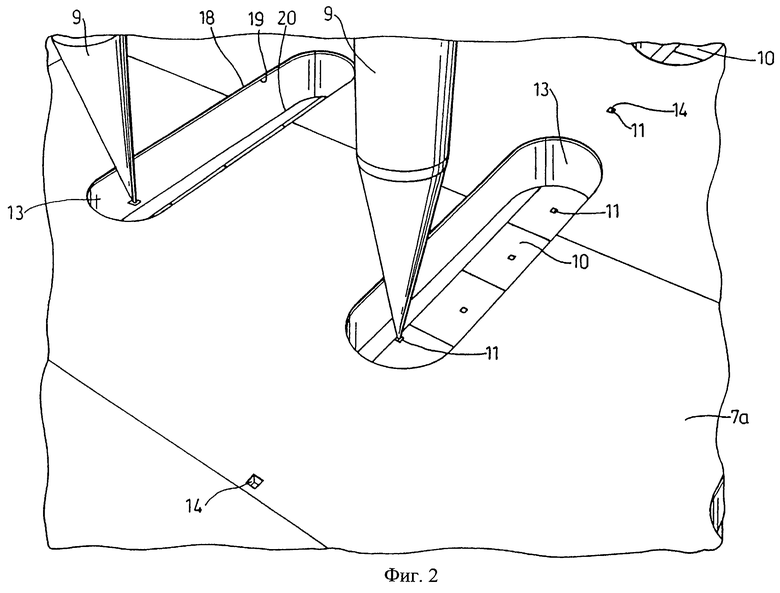
Фиг. 2 - схематический общий вид части устройства установки компонентов на Фиг.1;
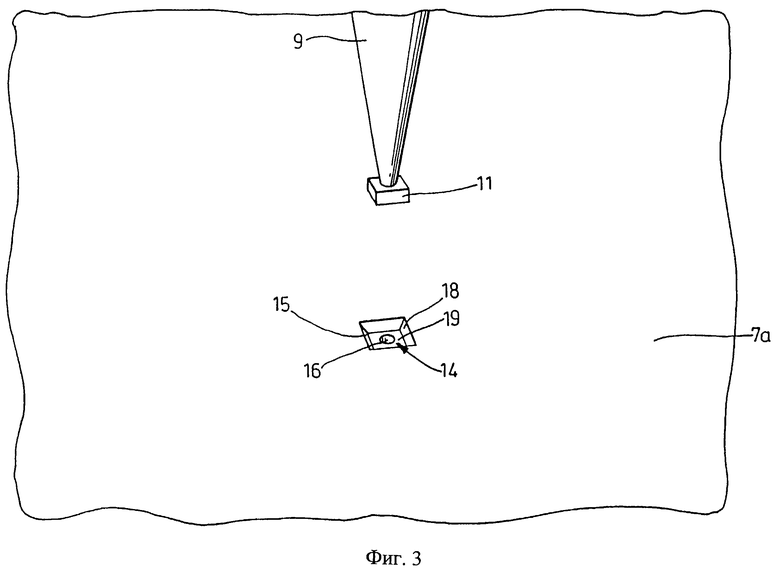
Фиг. 3 - схематический общий вид участка показанной на Фиг.2 части устройства установки компонентов; и
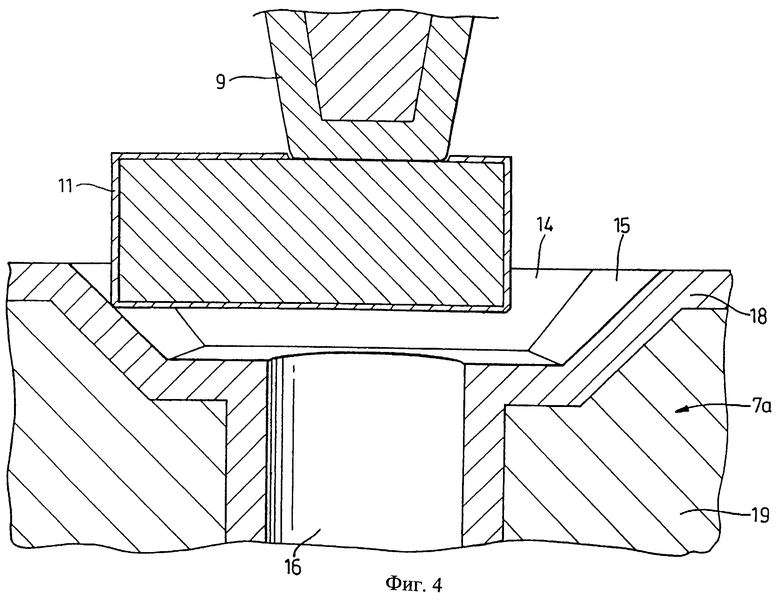
Фиг. 4 - схематический вид сбоку показанного на Фиг.3 участка части устройства установки компонентов.
Как показано на Фиг. 1-4, устройство установки компонентов 1 содержит секцию установки компонентов 2, имеющую опорный стол 3 для позиционирования листа печатных плат 4, которые в обычном случае изготовлены в процессе трафаретной печати в секциях трафаретной печати (не показаны) и перемещены на опорный стол 3 средством подачи 5. В одной из секций трафаретной печати в процессе подготовки размещения микросхем или других компонентов, которые будут установлены на печатные платы 4 устройством установки компонентов 1, на печатные платы 4 наносится токопроводящий клей. Оптическая система позиционирования 6, такая как описана в ЕР-А-0574459, проверяет положение печатных плат 4 на опорном столе 3.
Три несущих плиты 7 а, b, с перемещаются в цикле по устройству установки компонентов 1. Плита 7а перемещается мимо держателя головок 8, на котором размещены головки захвата и установки 9. Держатель головок 8 перемещается вверх и вниз в вертикальной плоскости, а плита 7а перемещается под головками захвата и установки 9 в горизонтальной плоскости. Ленты-носители 10, транспортирующие микросхемы или другие компоненты 11, перемещаются по роликам 12 в горизонтальной плоскости в том же направлении, что и плита 7а, но на большей скорости. Плиты 7 а, b, с и ленты-носители 10 подходящим образом перемещаются в шаговом режиме.
Плиты 7а, b, с имеют отверстия 13, проходящие через плиты, и углубления 14 для размещения компонентов 11. Как показано более подробно на Фиг.2, головки захвата и установки 9 держателем головок 8 перемещаются вверх и вниз таким образом, что они проходят вниз через отверстия 13, когда плита 7а проходит держатель головок 8. Головки захвата и установки 9 берут компонент 11 с ленты-носителя 10 и поднимают его выше плиты 7а. В то время как плита 7а продолжает перемещаться, головки захвата и установки 9 опускаются снова и кладут компоненты в углубления 14. Головки захвата и установки 9 могут перемещаться вверх и вниз на разные уровни по высоте, в зависимости от того, будут ли они проходить через отверстия 13 или устанавливать компоненты 11 в углубления. Для гарантирования того, что головки 9 и компоненты 11 не подвергаются потенциально наносящим вред воздействиям, в держателе головок 8 для головок захвата и установки 9 может быть использовано подпружинивание или другие средства упругого монтажа.
Головки захвата и установки 9 удерживают компоненты 11 при помощи воздействия вакуума. Вакуумное грузозахватное устройство (не показано) известного в данной области техники типа прикрепляется к держателю головок 8, и средства вакуумирования задействуются, чтобы вызвать захват компонентов 11 головками 9, и отключаются, чтобы вызвать освобождение компонентов 11 головками 9.
Как показано более подробно на Фиг.3 и 4, углубления 14 имеют наклонные боковые стороны 15 и отверстие 16 в своем основании. Отверстие 16 связано со средством вакуумирования (не показано) для удержания компонента 11 в углублении 14, когда плита 7а перемещается. Плита 7а имеет верхнюю плиту 17, содержащую слой 18 нержавеющей стали с вытравленными в нем углублениями 14, прикрепленный к алюминиевому слою 19, имеющему образованные в нем круглые отверстия 16. Плита 7а также имеет нижний слой 20, включающий каналы (не показаны), связывающие отверстия 16 со средством вакуумирования (не показано).
Наклонные боковые стороны 15 углублений 14 гарантируют, что компонент 11 соскальзывает в правильное положение в углублении 14, как подробно показано на Фиг.4.
Если вернуться обратно к Фиг.1, когда требуемое количество компонентов 11 позиционировано в углублениях 14, средства вакуумирования задействуются через основание 20 плиты 7а для удержания компонентов на месте. Плита 7а завершает свое движение мимо держателя головок 8 и переворачивается в положение, показанное плитой 7b, над печатными платами 4. Оптическая система выравнивания 6 корректирует позиционирование плиты 7b относительно печатных плат 4, и плита 7b опускается на печатные платы 4, вакуум отключается, и компоненты 11 устанавливаются на плиту 7b и удерживаются на месте токопроводящим клеем, имеющемся на платах 4.
Плита 7b, которая теперь пуста, перемещается в положение, показанное плитой 7с, откуда она переворачивается обратно в положение, из которого она может проходить снова под держатель головок 8, как показано плитой 7а. Печатные платы 4 выходят из секции установки компонентов 2 в направлении стрелки 21, и из секций трафаретной печати в соответствующее положение перемещается следующий лист печатных плат 4.
Цикл загрузки несущей плиты 7 путем размещения компонентов 11 с использованием головок захвата и установки 9, которые перемещаются только вверх и вниз, переворачивания плиты 7 на печатные платы 4 и возврата несущей плиты 7, готовой к повторной загрузке, делает возможной быструю и точную установку компонентов на печатные платы, что устраняет многочисленные недостатки устройств, соответствующих существующему уровню техники.
Полное устройство трафаретной печати и установки компонентов, часть которого показана на Фиг. 1, содержащее одну или более секций трафаретной печати и секцию установки компонентов, делает возможным совмещение в одном устройстве трафаретной печати печатных плат с последующей быстрой и точной установкой компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ трафаретной печати и устройство для его осуществления | 1990 |
|
SU1798203A1 |
| УСТРОЙСТВО ОБРАБОТКИ ДОКУМЕНТОВ | 2007 |
|
RU2447007C2 |
| ОПОРНОЕ УСТРОЙСТВО ЦИЛИНДРИЧЕСКОГО ТЕЛА | 2006 |
|
RU2401203C2 |
| ПЕЧАТНАЯ ПЛАТА С ПЕРЕХОДНЫМ ОТВЕРСТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2780372C1 |
| ПЕЧАТНАЯ МАШИНА С ЛАЗЕРНЫМ ПЕРФОРИРОВАНИЕМ | 2005 |
|
RU2374079C2 |
| Машина для трафаретной печати на цилиндрических изделиях | 1989 |
|
SU1729797A1 |
| ПЕЧАТНАЯ СИСТЕМА ДЛЯ ПЕЧАТИ НА ОСНОВАНИЯХ, СПОСОБ ЭКСПЛУАТАЦИИ ПЕЧАТНОЙ СИСТЕМЫ | 2019 |
|
RU2781539C2 |
| Машина трафаретной печати | 1988 |
|
SU1630913A1 |
| Устройство для двусторонней сеточно- графической печати | 1978 |
|
SU750764A2 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТАНИЯ НА БУТЫЛКАХ И ПОДОБНЫХ ЕМКОСТЯХ | 2007 |
|
RU2429135C2 |
Изобретение относится к устройству установки компонентов, в частности микросхем на печатных платах. Технический результат - создание высокоточного и быстродействующего устройства установки компонентов, в частности при производстве печатных плат. Устройство установки компонентов (1) содержит секцию установки компонентов (2), имеющую опорный стол (3) для позиционирования листа печатных плат (4). Три несущих плиты (7а, b, с) перемещаются в цикле по устройству установки компонентов (1). Плита (7а) перемещается мимо держателя головок (8), на котором размещены головки захвата и установки (9). Держатель головок (8) перемещается вверх и вниз в вертикальной плоскости, а плита (7а) перемещается под головками захвата и установки (9) в горизонтальной плоскости. Ленты-носители (10), транспортирующие микросхемы или другие компоненты (11), перемещаются по роликам (12) в горизонтальной плоскости в том же направлении, что и плита (7а). Плиты (7а, b, с) имеют отверстия (13), проходящие через плиты, и углубления (14) для приема компонентов (11). Головки захвата и установки (9) перемещаются вверх и вниз через отверстия (13), когда плита (7а) проходит держатель головок (8), и головки (9) берут компонент (11) с ленты-носителя (10) и поднимают его выше плиты (7а). В то время как плита (7а) продолжает перемещаться, головки (9) опускаются снова и кладут компоненты (11) в углубления (14), где они удерживаются на месте при помощи воздействия вакуума через отверстия в плите (7а). Плита (7а) затем перемещается, чтобы дать возможность разместить компоненты (11) на листе печатных плат (4). 2 с. и 33 з.п.ф-лы, 4 ил.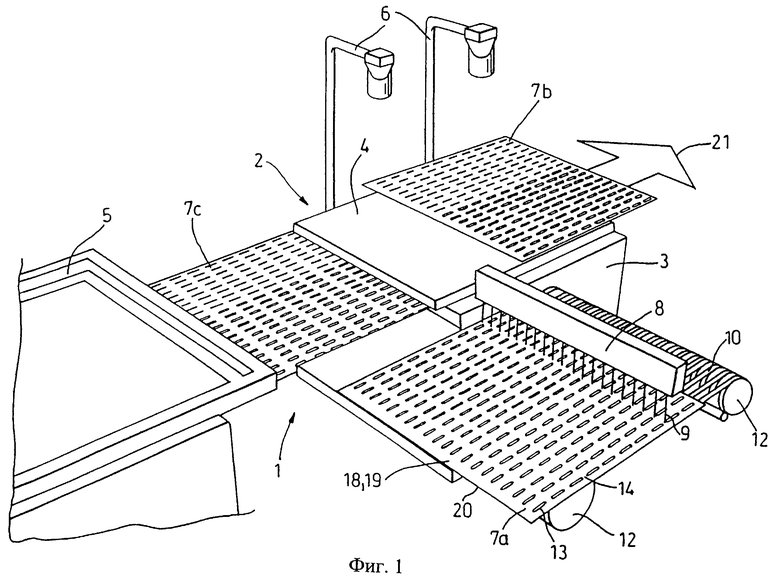
| УСТРОЙСТВО для очистки ГОРИЗОИТАЛЬНЫХ ОТСТОЙНИКОВ от ШЛАМА И ОКАЛИНЫ | 0 |
|
SU257358A1 |
| RU 208229101 C1, 20.06.1997 | |||
| МАССОВЫЙ РАСХОДОМЕР | 0 |
|
SU393588A1 |

