Перекрестная ссылка к родственной заявке
[01] Настоящая заявка на патент испрашивает преимущество и приоритет относительно заявки на патент Китая № 202110062666.X, поданной 18.01.2021, описание которой полностью включено в данный документ посредством ссылки как часть настоящей заявки.
Область техники
[02] Настоящее изобретение относится к области печатных плат, и в частности, к печатной плате с переходным отверстием и способу ее изготовления.
Уровень техники
[03] С развитием электронной продукции появилась потребность в многофункциональности продуктов. Чтобы улучшить характеристики продукта, плотность сборки продукта и уменьшить вес и объем продукта, конструкция печатных плат также была изменена. В настоящее время, новым типом технологии изготовления является технология изготовления печатных плат с переходным отверстием. Главными особенностями технологии изготовления печатных плат с переходным отверстием являются увеличение площади теплоотдачи или повышение безопасности поверхностных компонентов.
[04] В настоящее время, основной способ обработки переходного отверстия заключается в заполнении переходного отверстия и ламинировании переходного отверстия после послойной укладки основания и адгезионного слоя, в которых находится переходное отверстие. После ламинирования путем прессования, в процессе обработки внешнего слоя, наполнитель удаляется, чтобы открыть дорожку переходного отверстия. В данном способе либо зазор со стенкой отверстия заполняется, например, тканью из политетрафторэтилена (ПТФЭ), отличающейся высокой термостойкостью, что ведет к риску, связанному с тем, что в переходное отверстие при этом будет проникать вещество в ходе обработки внешнего слоя, и что может привести к нежелательной коррозии дорожек в канале, либо заполнение перед ламинированием и удаление после ламинирования осуществляется с помощью сложных технологических средств, однако, они неэффективны, неудобны для заполнения и/или неудобны для удаления, характеризуются высокой стоимостью, не могут применяться в масштабном производстве.
Краткое описание
[05] С целью преодоления недостатков известного уровня техники, представлена печатная плата с переходным отверстием и способ ее изготовления, который позволяет эффективно решить проблему проникновения жидкого вещества в переходное отверстие при обработке внешнего слоя. Режим работы является более простым, повышается эффективность изготовления, и способ в большей степени подходит для промышленного производства партиями.
[06] Для достижения данной цели представлен способ изготовления печатной платы с переходным отверстием. Способ включает:
[07] подготовку первого слоя основания (1), в котором обработано первое переходное отверстие (10) и первое переходное отверстие (10) заполнено пастой (4);
[08] подготовку второго слоя основания (2);
[09] подготовку адгезионного слоя (3), обработку второго переходного отверстия (30) в адгезионном слое (3) и заполнение второго переходного отверстия (30) пастой (4);
[10] ламинирование первого слоя основания (1), адгезионного слоя (3) и второго слоя основания (2) по порядку;
[11] выполнение обработки сквозного отверстия и проводников внешнего слоя после ламинирования;
[12] удаление пасты (4) с использованием сильного щелочного раствора, чтобы открыть проводники в нижней части первого переходного отверстия (10) и второго переходного отверстия (30), а также после дополнительного травления проводников внешнего слоя.
[13] Кроме того, положения первого переходного отверстия (10) и второго переходного отверстия (30) соответствующим образом согласованы, и после ламинирования, первое переходное отверстие (10) сообщается со вторым переходным отверстием (30).
[14] Кроме того, паста (4), заполняющая первое переходное отверстие (10), представляет собой жидкую пасту, и заполнение осуществляется с использованием способа шелкотрафаретной печати; толщина заполнения соответствует толщине первого слоя основания (1); затем затвердевающая паста нагревается, и параметры нагрева составляют 60°C ~ 90°C, 15 мин ~ 35 мин.
[15] Кроме того, способ изготовления печатной платы с переходным отверстием отличается тем, что заполнение жидкой пастой осуществляется с использованием способа шелкотрафаретной печати, включающего:
[16] S1: размещение первого слоя основания (1) или адгезионного слоя (3), подлежащего заполнению пастой (4), на опорном и позиционирующем элементе (200) рабочего стола (100), расположение первого слоя основания (1) или адгезионного слоя (3) путем регулирования опорного и позиционирующего элемента (200);
[17] S2: использование первого линейного механизма (300), соответственно, выполненного на выступающей стенке (101) на обеих сторонах рабочего стола (100); перемещение пары боковых рам (400), соединенных с первой подвижной частью (301) первого линейного механизма (300), и рамы для трафаретной печати (600), соединенной с боковыми рамами (400) посредством пары направляющих стержней (501) и первого вертикального цилиндра (500), вверх; прекращение перемещения первого линейного механизма (300) после перемещения опорного и позиционирующего элемента (200) в необходимое положение;
[18] S3: перемещение рамы для трафаретной печати (600) вниз вдоль направляющего стержня (501) посредством первого вертикального цилиндра (500), выравнивание и расположение рамы для трафаретной печати (600) относительно первого слоя основания (1) или адгезионного слоя (3) на опорном и позиционирующем элементе (200), и остановку первого вертикального цилиндра (500);
[19] S4: заливку жидкой пасты для заполнения трафарета рисунка на раме для трафаретной печати (600);
[20] S5: использование второго линейного механизма (601), расположенного на передней и задней стороне рамы для трафаретной печати (600); перемещение портальной рамы (603), выполненной как одно целое со второй подвижной частью (602) второго линейного механизма (601), в левый или правый конец рамы для трафаретной печати (600);
[21] S6: опускание щеточной траверсы (700), соединенной с подвижной частью второго вертикального цилиндра (604), для создания контакта с трафаретом рисунка рамы для трафаретной печати (600) посредством второго вертикального цилиндра (600), расположенного на портальной раме (603);
[22] S7: воздействие на вторую подвижную часть (602) для совершения возвратно-поступательного движения портальной рамы (603) из левого или правого конца рамы для трафаретной печати (600) в другой конец множество раз посредством второго линейного механизма (601); завершение заполнения пастой (4) первого переходного отверстия (10) первого слоя основания (1) или второго переходного отверстия (30) адгезионного слоя (3).
[23] Кроме того, конструкция опорного и позиционирующего элемента (200) в S1 включает:
[24] опорную плиту (211), расположенную на рабочем столе (100) посредством множества стоек (210);
[25] опорный стол крестообразной формы (230), выполненный в середине опорной плиты (211);
[26] два комплекта поперечных регулировочных механизмов (220), каждый комплект поперечных регулировочных механизмов (220) включает пару расположенных друг напротив друга поперечных регулировочных узлов; поперечный регулировочный узел включает поперечную направляющую (221), расположенную на опорной плите (211), поперечный фиксирующий блок (223), соединенный с внешним концом поперечной направляющей (221), поперечный винтовой стержень (222), расположенный параллельно поперечной направляющей (221); внутренний конец поперечной направляющей (221) соединен с опорным столом крестообразной формы (230); один конец поперечного винтового стержня (222) вставлен с возможностью вращения в опорный стол крестообразной формы (230); другой конец проходит с возможностью вращения через поперечный фиксирующий блок (223); поперечная подвижная часть (246) расположена с возможностью скольжения на поперечной направляющей (221); поперечный винтовой стержень (222) проходит через поперечную подвижную часть (246) и с помощью винтового соединения входит в зацепление с поперечной подвижной частью (246);
[27] два комплекта продольных регулировочных механизмов (240), перпендикулярных поперечным регулировочным механизмам (220), симметрично расположены с обеих сторон опорного стола крестообразной формы (230); каждый комплект продольных регулировочных механизмов (240) расположен на двух поперечных подвижных частях (246) с одной стороны опорного стола крестообразной формы (230); каждый комплект продольных регулировочных механизмов (240) включает продольную опорную пластину (241), расположенную на двух поперечных подвижных частях (246) с одной стороны опорного стола крестообразной формы (230); продольный средний фиксирующий блок (245), прикрепленный в продольной средней части продольной опорной пластины (241), и пару продольных регулировочных узлов напротив передней и задней сторон продольного среднего фиксирующего блока (245); продольный регулировочный узел включает продольную направляющую (243), расположенную на продольной опорной пластине (241), продольный фиксирующий блок (242), соединенный с внешним концом продольной направляющей (243), продольный винтовой стержень (244), расположенный параллельно продольной направляющей (243); внутренний конец продольной направляющей (243) соединен с продольным средним фиксирующим блоком (245), один конец продольного винтового стержня (244) вставлен с возможностью вращения в продольный средний фиксирующий блок (245), и другой конец проходит с возможностью вращения через продольный фиксирующий блок (242); на продольной направляющей (243) выполнена с возможностью скольжения продольная подвижная часть, и продольный винтовой стержень (244) проходит через продольную подвижную часть и с помощью винтового соединения входит в зацепление с продольной подвижной частью;
[28] нижняя часть позиционирующей пластины (250) соединена с верхней частью продольной подвижной части, и позиционирующая стойка (260) расположена на позиционирующей пластине (250) для совмещения с позиционирующим отверстием первого слоя основания (1) или адгезионного слоя (3).
[29] Кроме того, в S1, первый слой основания (1) или адгезионный слой (3), подлежащий заполнению пастой (4), размещается на опорном и позиционирующем элементе (200) рабочего стола (100), расположение первого слоя основания (1) или адгезионного слоя (3) путем регулирования опорного и позиционирующего элемента (200) включает следующие этапы:
[30] S11: регулирование двух комплектов поперечных регулировочных механизмов (220) согласно положениям позиционирующих отверстий первого слоя основания (1) или адгезионного слоя (3) в продольном направлении; поперечная подвижная часть (246) перемещается вдоль поперечной направляющей (221) путем вращения поперечного винтового стержня (222); остановка, когда положение позиционирующей стойки (260) в продольном направлении поперечной направляющей (221) совпадает с положением позиционирующего отверстия первого слоя основания (1) или адгезионного слоя (3) в продольном направлении;
[31] S12: регулирование двух комплектов продольных регулировочных механизмов (240) согласно положениям позиционирующих отверстий первого слоя основания (1) или адгезионного слоя (3) в поперечном направлении; продольная подвижная часть перемещается вдоль продольной направляющей (243) путем вращения продольного винтового стержня (244); остановка, когда положение позиционирующей стойки (260) в продольном направлении продольной направляющей (243) совпадает с положением позиционирующего отверстия первого слоя основания (1) или адгезионного слоя (3) в поперечном направлении;
[32] S13: размещение первого слоя основания (1) или адгезионного слоя (3) на позиционирующей пластине (250) посредством совмещения позиционирующего отверстия с позиционирующей стойкой (260), и размещение позиционирующей пластины (250); первый слой основания (1) или адгезионный слой (3) одновременно поддерживается опорным столом крестообразной формы (230), и расположение первого слоя основания (1) или адгезионного слоя (3) выполняется путем позиционирования в четырех точках.
[33] Кроме того, этапы подготовки первого слоя основания (1) включают: раскрытие материала, обеспечивающего первый материал основания (11), сверление, формование первого переходного отверстия (10), и прохождение первого переходного отверстия (10) через первый слой основания (1), заполнение первого переходного отверстия (10) пастой (4), обработку первого слоя проводников (12) как внутреннего слоя проводников, травление внутреннего слоя проводников и оксидирование;
[34] этапы подготовки второго слоя основания (2) включают: раскрытие материала, обеспечивающего второй материал основания (21), обработку второго слоя проводников (22) как внутреннего слоя проводников, травление внутреннего слоя и оксидирование;
[35] этап подготовки адгезионного слоя (3) включает обеспечение слоя полуотвержденного листового материала, сверление отверстия в слое полуотвержденного листового материала, формование второго переходного отверстия (30) и заполнение второго переходного отверстия (30) пастой (4).
[36] Кроме того, слой материала для подготовки представляет собой слой полипропиленового материала.
[37] Кроме того, первый слой основания, адгезионный слой и второй слой основания последовательно ламинируются, нагреваются, а затем скрепляются и фиксируются, и следовательно, первый слой основания, адгезионный слой и второй слой основания ламинируются вместе.
[38] Кроме того, сильный щелочной раствор представляет собой раствор гидроксида натрия.
[39] Печатная плата с переходным отверстием получена с помощью технологии изготовления печатной платы, включающей способ обработки печатной платы с переходным отверстием.
[40] Печатная плата с переходным отверстием, включающая последовательно уложенные:
[41] первый слой основания, включающий первый материал основания и первый слой проводников с одной стороны первого материала основания; в первом слое основания выполнено первое переходное отверстие;
[42] адгезионный слой, включающий второе переходное отверстие, проходящее сквозь него, и
[43] второй слой основания, включающий второй материал основания и второй слой проводников с одной стороны второго материала основания;
[44] первый слой проводников и второй слой проводников, оба находятся на стороне, обращенной к адгезионному слою;
[45] второе переходное отверстие соответствует первому переходному отверстию, и второе переходное отверстие сообщается с первым переходным отверстием.
[46] Перед ламинированием второе переходное отверстие и первое переходное отверстие соответственно заполняются пастой. Переходное отверстие заполняется без образования зазора, и уровень области второго переходного отверстия сохраняется в соответствии с другими областями второго слоя основания, уровень области первого переходного отверстия сохраняется в соответствии с другими областями первого слоя основания.
[47] После завершения ламинирования и травления внешнего слоя проводников, паста, соответственно заполняющая второе переходное отверстие и первое переходное отверстие, удаляется с помощью сильного щелочного раствора, чтобы открыть проводники нижней части первого переходного отверстия и второго переходного отверстия.
[48] Преимущества заключаются в следующем:
[49] 1. переходное отверстие заполняется пастой перед прессованием для обеспечения ровной области переходного отверстия и других областей печатной платы в процессе прессования;
[50] 2. заполняющая паста представляет собой жидкую пасту, и в процессе заполнения, пространство, образованное вследствие неровного положения стенки переходного отверстия может быть полностью заполнено, чтобы предотвратить образование зазора между пастой и стенкой отверстия. Кроме того, изобретение позволяет эффективно предотвратить риск, связанный с тем, что известный китайский водный раствор вещества проникает в переходное отверстие в процессе обработки внешнего слоя;
[51] 3. для заполнения пастой используется устройство для трафаретной печати, первый слой основания или адгезионный слой располагается эффективным образом, и затем эффект заполнения может быть обеспечен посредством задней и передней печати, и может быть обеспечена толщина после заполнения. После заполнения материалом, печать автоматически завершается устройством, и в ходе шелкотрафаретной печати первое переходное отверстие или второе переходное отверстие заполняется пастой на высокой скорости посредством выполнения множества шагов;
[52] 4. при расположении опорного и позиционирующего элемента, используемого в способе, совмещение и расположение относительно позиционирующего отверстия осуществляется в четырех точках. Достигается хороший фиксирующий эффект, и в способе также используются опора крестообразной формы и позиционирующий диск в четырех точках. Эффективным образом обеспечивается эффект поддержки первого слоя основания или адгезионного слоя, и предотвращается локальная деформация, которая может возникнуть в ходе трафаретной печати;
[53] 5. опорный и позиционирующий элемент, используемый в способе, включает и поперечное, и продольное регулирование, так что позиционирующий диск и позиционирующая стойка позволяют эффективно совместить первый слой основания или адгезионный слой различных партий разных размеров, эффективное регулирование совмещения может быть выполнено в соответствии с определенным положением позиционирующего отверстия различных партий, что улучшает применимость заполнения шелкотрафаретной печатью;
[54] после завершения травления проводников внешнего слоя, сильный щелочной раствор на основе гидроксида натрия может использоваться для удаления пасты, способ удаления является простым, и эффективность обработки является высокой.
Краткое описание чертежей
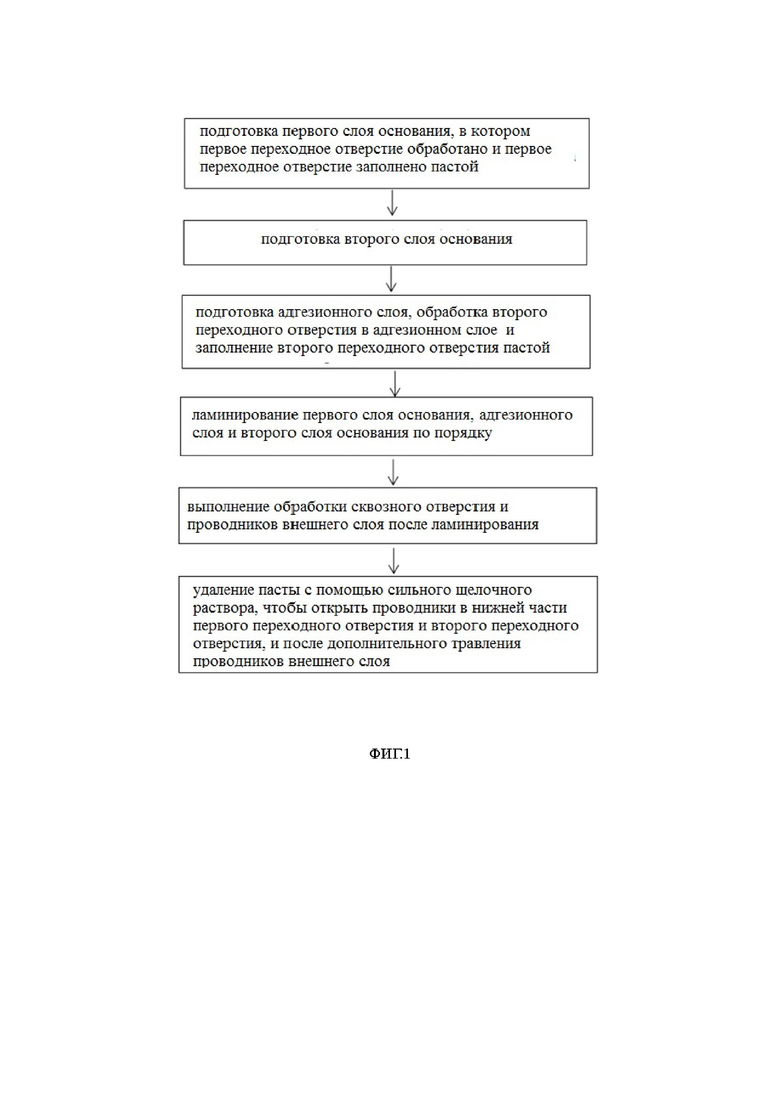
[55] ФИГ. 1 представляет собой блок-схему способа изготовления согласно варианту осуществления настоящего изобретения.
[56] ФИГ. 2 представляет собой структурную диаграмму первого слоя основания согласно варианту осуществления настоящего изобретения.
[57] ФИГ. 3 представляет собой схематичную структурную диаграмму второго слоя основания согласно варианту осуществления настоящего изобретения.
[58] ФИГ. 4 представляет собой схематичную диаграмму структуры адгезионного слоя согласно варианту осуществления настоящего изобретения.
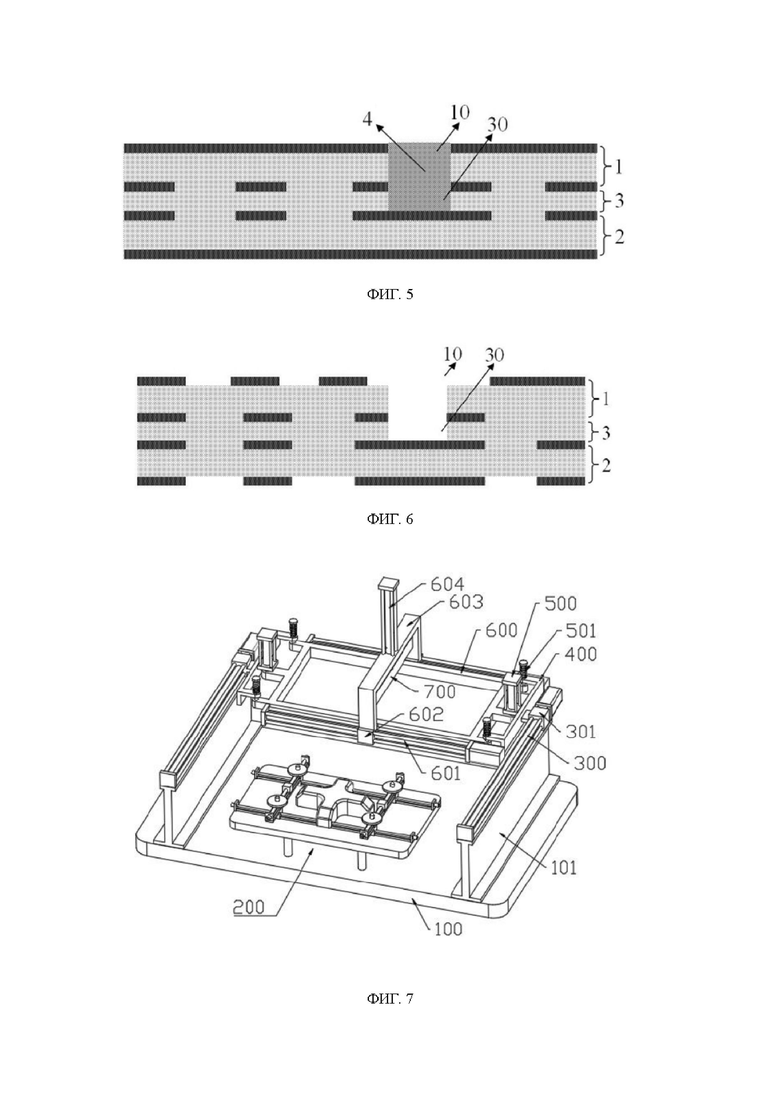
[59] ФИГ. 5 представляет собой схематичную диаграмму общей структуры ламинированного слоя после ламинирования и до удаления пасты в варианте осуществления настоящего изобретения.
[60] ФИГ. 6 представляет собой схематичную диаграмму общей структуры ламинированного слоя после удаления пасты из ламинированного слоя в варианте осуществления настоящего изобретения.
[61] ФИГ. 7 представляет собой структурную диаграмму устройства для трафаретной печати для заполнения жидкой пастой с применением способа трафаретной печати согласно варианту осуществления настоящего изобретения.
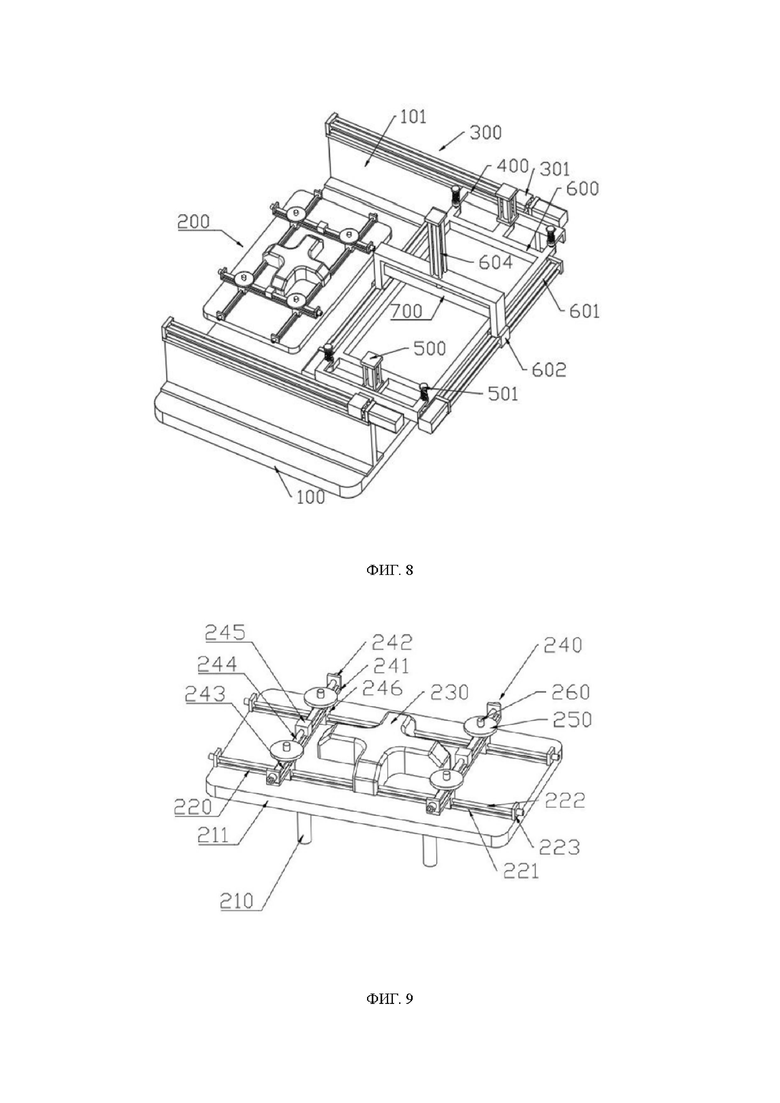
[62] ФИГ. 8 представляет собой структурную диаграмму устройства для трафаретной печати для заполнения жидкой пастой с применением способа трафаретной печати согласно варианту осуществления настоящего изобретения под другим углом обзора.
[63] ФИГ. 9 представляет собой схематичную структурную диаграмму опорного и позиционирующего элемента для заполнения жидкой пастой с применением способа трафаретной печати согласно варианту осуществления настоящего изобретения.
[64] На чертежах:
[65] 1 - первый слой основания, 10 - первое переходное отверстие, 11 - первый материал основания, 12 - первый слой проводников, 2 - второй слой основания, 21 - второй материал основания, 22 - второй слой проводников, 3 - адгезионный слой, 30 - второе переходное отверстие, 4 - паста, 100 - рабочий стол, 101 - выступающая стенка, 200 - опорный и позиционирующий элемент, 210 - стойка, 211 - опорная плита, 220 - поперечный регулировочный механизм, 221 - поперечная направляющая, 222 - поперечный винтовой стержень, 223 - поперечный фиксирующий блок, 230 - опорный стол крестообразной формы, 240 - продольный регулировочный механизм, 241 - продольная опорная пластина, 242 - продольный фиксирующий блок, 243 - продольная направляющая, 244 - продольный винтовой стержень, 245 - продольный средний фиксирующий блок, 246-поперечная подвижная часть, 250 - позиционирующая пластина, 260 - позиционирующая стойка, 300 - первый линейный механизм, 301 - первая подвижная часть, 400 - боковая рама, 500 - первый вертикальный цилиндр, 501 - направляющий стержень, 600 - рама для трафаретной печати, 601 - второй линейный механизм, 602 - вторая подвижная часть, 603 - портальная рама, 604 - второй вертикальный цилиндр, 700 - щеточная траверса.
Подробное описание вариантов осуществления
[66] Чтобы прояснить задачу, техническую схему и преимущества варианта осуществления настоящего изобретения, варианты осуществления настоящего изобретения будут подробно описаны со ссылкой на прилагаемые чертежи. Описанные варианты осуществления настоящего изобретения являются частью вариантов осуществления настоящего изобретения, но не представляют собой все варианты осуществления.
[67] Вариант осуществления 1
[68] Как показано на ФИГ. 1, представлен способ изготовления печатной платы с переходным отверстием. Способ включает следующие этапы.
[69] Этап 1: подготовка первого слоя основания 1, обработка первого переходного отверстия 10 в первом слое основания 1 и заполнение пастой 4 первого переходного отверстия 10.
[70] В частности, этап подготовки первого слоя основания 1 включает этапы раскрытия материала, обеспечивающего первый материал основания 11, сверления отверстий, формования первого переходного отверстия 10, при этом первое переходное отверстие 10 проходит сквозь первый слой основания 1, заполнения первого переходного отверстия 10 пастой 4, первый слой проводников 12 обрабатывается как внутренний слой проводников, и внутренний слой проводников подвергается травлению и оксидированию.
[71] В частности, паста 4, заполняющая первое переходное отверстие 10, представляет собой жидкую пасту, и заполнение осуществляется с помощью способа трафаретной печати. Толщина заполнения является такой же, что и толщина первого слоя основания 1.
[72] В частности, заполнение жидкой пастой осуществляется с применением способа трафаретной печати, и используется устройство для трафаретной печати, представленное на ФИГ. 7-8. Устройство для трафаретной печати включает рабочий стол 100, опорный и позиционирующий элемент 200, первый линейный механизм 300, соответственно, выполненный на выступающей стенке 101 на обеих сторонах рабочего стола 100, пару боковых рам 400, соединенных с первой подвижной частью 301 первого линейного механизма 300, раму для трафаретной печати 600, соединенную с боковой рамой 400 посредством пары направляющих стержней 501 и первого вертикального цилиндра 500, второй линейный механизм 601, выполненный на передней и задней сторонах рамы для трафаретной печати 600, и вторую подвижную часть 602 второго линейного механизма 601, портальную раму 603, выполненную как одно целое со второй подвижной частью 602, второй вертикальный цилиндр 604, выполненный на портальной раме 603, и щеточную траверсу 700, соединенную с подвижной частью второго вертикального цилиндра 604.
[73] Этап заполнения жидкой пастой устройством для трафаретной печати включает следующие этапы:
[74] S1: первый слой основания 1, подлежащий заполнению пастой 4, размещается на опором и позиционирующем элементе 200 рабочего стола 100, и первый слой основания 1 располагается путем регулирования опорного и позиционирующего элемента 200.
[75] S2: на выступающей стенке 101 с обеих сторон рабочего стола 100 соответственно выполнены первые линейные механизмы 300. Пара боковых рам 400, соединенных с первой подвижной частью 301 первого линейного механизма 300, и рама для трафаретной печати 600, соединенная с боковыми рамами 400 посредством пары направляющих стрежней 501 и первого вертикального цилиндра 500, перемещаются над опорным и позиционирующим элементом 200. После перемещения в необходимое положение первый линейный механизм 300 останавливается.
[76] S3: Первый вертикальный цилиндр 500 используется для перемещения рамы для трафаретной печати 600 вниз вдоль направляющего стержня 501, таким образом, рама для трафаретной печати 600 выравнивается и располагается относительно первого слоя основания 1 на опорном и позиционирующем элементе 200, и первый вертикальный цилиндр 500 останавливается.
[77] S4: Жидкая паста заливается для заполнения трафарета рисунка на раме для трафаретной печати 600.
[78] S5: Портальная рама 603, выполненная как одно целое со второй подвижной частью 602 второго линейного механизма 601, перемещается в левый или правый конец рамы для трафаретной печати 600 посредством второго линейного механизма 601, выполненного на передней и задней сторонах рамы для трафаретной печати 600.
[79] S6: Щеточная траверса 700, соединенная с подвижной частью второго вертикального цилиндра 604, опускается с помощью второго вертикального цилиндра 604, выполненного на портальной раме 603, для образования контакта с трафаретом рисунка рамы для трафаретной печати 600.
[80] На этапе S7, второй линейный механизм 601 воздействует на вторую подвижную часть 602 для совершения возвратно-поступательного движения портальной рамы 603 несколько раз из левого конца или правого конца в другой конец рамы для трафаретной печати 600. Заполнение пастой 4 первого переходного отверстия 10 первого слоя основания 1 завершается.
[81] Чтобы выполнить заполнение пастой 4 в режиме трафаретной печати посредством вышеупомянутого устройства для трафаретной печати, первый слой основания 1 размещается на опорном и позиционирующем элементе 200, т.е. первый линейный механизм 300, первый вертикальный цилиндр 500, второй линейный механизм 601, второй вертикальный цилиндр 604 и щеточная траверса 700 работают совместно для эффективного заполнения шелкотрафаретной печатью и значительно повышают эффективность заполнения пастой 4. Посредством расположения первого слоя основания 1, расположения рамы для трафаретной печати 600 с помощью первого линейного механизма 300 и первого вертикального цилиндра 500, и управления ходом щеточной траверсы 700 с помощью второго линейного механизма 601 и второго вертикального цилиндра 604, эффект заполнения может удовлетворять требованиям достаточности и выравнивания толщины.
[82] Как показано на ФИГ. 9, опорный и позиционирующий элемент 200 на этапе S1 включает опорную плиту 211, опорный стол крестообразной формы 230, два комплекта поперечных регулировочных механизмов 220, два комплекта продольных регулировочных механизмов 240 и позиционирующую пластину 250.
[83] Опорная плита 211 размещается на рабочем столе 100 посредством ряда стоек 210.
[84] Опорный стол крестообразной формы 230 выполнен в середине опорной плиты 211.
[85] Каждый комплект поперечных регулировочных механизмов 220 включает пару расположенных друг напротив друга поперечных регулировочных узлов. Поперечный регулировочный узел включает поперечную направляющую 221, расположенную на опорной плите 211, поперечный фиксирующий блок 223, соединенный с внешним концом поперечной направляющей 221, поперечный винтовой стержень 222, расположенный параллельно поперечной направляющей 221. Внутренний конец поперечной направляющей 221 соединен с опорным столом крестообразной формы 230. Один конец поперечного винтового стержня 222 соединен с возможностью вращения с опорным столом крестообразной формы 230, другой конец проходит с возможностью вращения через поперечный фиксирующий блок 223. Поперечная подвижная часть 246 расположена с возможностью скольжения на поперечной направляющей 221. Поперечный винтовой стержень 222 проходит через поперечную подвижную часть 246 и с помощью резьбы входит в зацепление с поперечной подвижной частью 246. Пара поперечных регулировочных узлов той же группы содержит поперечные винтовые стержни 222, расположенные на противоположных сторонах.
[86] Два комплекта продольных регулировочных механизмов 240 перпендикулярны поперечным регулировочным механизмам 220 и симметрично расположены на обеих сторонах опорного стола крестообразной формы 230. Каждый комплект продольных регулировочных механизмов 240 выполнен на двух поперечных подвижных частях 246 с одной стороны опорного стола крестообразной формы 230. Каждая группа продольных регулировочных механизмов 240 включает продольную опорную пластину 241, расположенную на двух поперечных подвижных частях 246 с одной стороны опорного стола крестообразной формы 230, продольный средний фиксирующий блок 245, прикрепленный к продольной средней части продольной опорной пластины 241, пару продольных регулировочных узлов, расположенных напротив передней и задней сторон продольного среднего фиксирующего блока 245. Продольный регулировочный узел включает продольную направляющую 243, расположенную на продольной опорной пластине 241, продольный фиксирующий блок 242, соединенный с внешним концом продольной направляющей 243, продольный винтовой стрежень 244, расположенный параллельно продольной направляющей 243. Внутренний конец продольной направляющей 243 соединен с продольным средним фиксирующим блоком 245. Один конец продольного винтового стержня 244 вставлен с возможностью вращения в продольный средний фиксирующий блок 245, и другой конец проходит с возможностью вращения через продольный фиксирующий блок 242. Продольный винтовой стержень 244 проходит через продольную подвижную часть и с помощью резьбы входит в зацепление с продольной подвижной частью. В одном и том же комплекте продольных регулировочных механизмов 240, продольные винтовые стержни 244 расположены на противоположных сторонах.
[87] Нижняя часть позиционирующей пластины 250 соединена с верхней частью продольной подвижной части. Позиционирующая стойка 260 выполнена на позиционирующей пластине 250 для совмещения с позиционирующим отверстием первого слоя основания 1.
[88] На основе опорного и позиционирующего элемента 200, представленного на ФИГ. 9, на этапе S1, первый слой основания 1, подлежащий заполнению пастой 4, размещается на опорном и позиционирующем элементе 200 рабочего стола 100. Первый слой основания 1 располагается путем регулирования опорного и позиционирующего элемента 200, которое включает следующие подробные этапы.
[89] S11, два комплекта поперечных регулировочных механизмов 220 регулируются согласно положению позиционирующего отверстия первого слоя основания 1 в продольном направлении. Поперечная подвижная часть 246 перемещается вдоль поперечной направляющей 221 путем вращения поперечного винтового стержня 222. Перемещение останавливается, когда положение позиционирующей стойки 260 в продольном направлении поперечной направляющей 221 совпадает с положением позиционирующего отверстия первого слоя основания 1 в продольном направлении.
[90] S12, два комплекта продольных регулировочных механизмов 240 регулируются согласно положению позиционирующего отверстия первого слоя основания 1 в поперечном направлении, и продольная подвижная часть перемещается вдоль продольной направляющей 243 путем вращения винтового стержня 244. Перемещение останавливается, когда положение позиционирующей стойки 260 в продольном направлении продольной направляющей 243 совпадает с положением позиционирующего отверстия первого слоя основания 1 в поперечном направлении.
[91] S13: первый слой основания 1 размещается на позиционирующей пластине 250 путем совмещения позиционирующих отверстий с позиционирующими стойками 260, и после размещения, первый слой основания 1 одновременно поддерживается опорным столом крестообразной формы 230. Расположение первого слоя основания 1 выполняется путем позиционирования в четырех точках.
[92] Когда размер первого слоя основания 1 другой партии отличается, положение соответствующих позиционирующих отверстий также может различаться, и в данном примере может применяться опорный и позиционирующий элемент 200. Путем регулирования двух комплектов поперечных регулировочных механизмов 220 и двух комплектов продольных регулировочных механизмов 240 для позиционирования, может быть эффективно адаптировано больше размеров.
[93] После завершения заполнения паста 4, заполняющая первое переходное отверстие 10, нагревается и затвердевает.
[94] В одном варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей первое переходное отверстие 10, составляет 60 градусов в течение 15 минут.
[95] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей первое переходное отверстие 10, составляет 75 градусов в течение 20 минут.
[96] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей первое переходное отверстие 10, составляет 82 градуса в течение 25 минут.
[97] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей первое переходное отверстие 10, составляет 90 градусов в течение 35 минут.
[98] Полученный первый слой основания 1 подготовлен, как показано на ФИГ. 2.
[99] Этап 2, подготовка второго слоя основания 2 путем раскрытия материала, обеспечивающего второй материал основания 21, обработки второго слоя проводников 22 как внутреннего слоя проводников, травления внутреннего слоя проводников и оксидирования.
[100] Полученный второй слой основания 2 подготовлен, как показано на ФИГ. 3.
[101] Этап 3, подготовка адгезионного слоя 3. В адгезионном слое 3, обрабатывается второе переходное отверстие 30, первое переходное отверстие 10 и второе переходное отверстие 30 выравниваются, и второе переходное отверстие 30 заполняется пастой 4.
[102] В частности, обеспечивается слой полуотвержденного листового материала, такого как слой полипропиленового материала, в слое полуотвержденного листового материала сверлятся отверстия, и второе переходное отверстие 30 заполняется пастой 4.
[103] Паста 4, заполняющая второе переходное отверстие 30, представляет собой жидкую пасту, заполнение которой осуществляется посредством способа шелкотрафаретной печати, и толщина заполнения является такой же, что и толщина адгезионного слоя 3. Конкретный способ заполнения шелкотрафаретной печатью также может быть выполнен с помощью устройства для трафаретной печати, представленного на ФИГ. 7-9.
[104] После завершения заполнения паста 4, заполняющая второе переходное отверстие 30, нагревается и затвердевает.
[105] В одном варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей второе переходное отверстие 30, составляет 60 градусов в течение 15 минут.
[106] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей второе переходное отверстие 30, составляет 75 градусов в течение 20 минут.
[107] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей второе переходное отверстие 30, составляет 80 градусов в течение 28 минут.
[108] В другом варианте осуществления настоящего примера, параметр нагрева для нагрева и отверждения пасты 4, заполняющей второе переходное отверстие 30, составляет 90 градусов в течение 35 минут.
[109] Полученный адгезионный слой 3 подготовлен, как показано на ФИГ. 4.
[110] Этап 4: ламинирование; первый слой основания 1, адгезионный слой 3 и второй слой основания 2 последовательно ламинируются, плавятся при нагревании, а затем скрепляются и фиксируются. Таким образом, первый слой основания 1, адгезионный слой 3 и второй слой основания 2 ламинируются вместе, как показано на ФИГ. 5. После ламинирования первое переходное отверстие 10 и второе переходное отверстие 30 сообщаются друг с другом.
[111] Этап 5, удаление пасты; обработка сквозного отверстия и проводников внешнего слоя, как правило, выполняется после ламинирования, и затем паста 4 удаляется с помощью сильного щелочного раствора, чтобы открыть проводники в нижней части первого переходного отверстия 10 и второго переходного отверстия 30. В частности, сильный щелочной раствор может представлять собой раствор гидроксида натрия.
[112] Следует отметить, что паста 4 в отверстии должна быть удалена после завершения травления проводников. Перед удалением, паста 4 в отверстии препятствует проникновению жидкого вещества в отверстие для предотвращения коррозии проводников в отверстии жидким веществом.
[113] Результат после завершения показан на ФИГ. 6.
[114] Этап 6, после нанесения паяльного резиста и выполнения последующих процессов, завершение изготовления, и получение печатной платы, содержащей переходное отверстие.
[115] Вариант осуществления 2
[116] Как показано на ФИГ. 5-6, настоящий вариант осуществления обеспечивает печатную плату, содержащую переходное отверстие, которая включает первый слой основания 1, адгезионный слой 3 и второй слой основания 2, уложенные в данном порядке.
[117] В частности, как показано на ФИГ. 2, первый слой основания 1 включает первый материал основания 11 и первый слой проводников 12 на одной стороне первого материала основания 11, и сквозь первый слой основания 1 проходит первое переходное отверстие 10. Первое переходное отверстие 10 заполнено пастой 4 для заполнения переходного отверстия без зазора и для сохранения уровня области первого переходного отверстия 10 в соответствии с уровнем другой области первого слоя основания 1.
[118] В частности, как показано на ФИГ. 4, второе переходное отверстие 30 сформировано в адгезионном слое 3, второе переходное отверстие 30 соответствует первому переходному отверстию 10, и второе переходное отверстие 30 сообщается с первым переходным отверстием 10. Второе переходное отверстие 30 заполнено пастой 4 для заполнения переходного отверстия без какого-либо зазора и для сохранения уровня области второго переходного отверстия 30 в соответствии с уровнем другой области второго слоя основания 2.
[119] В частности, как показано на ФИГ. 2, второй слой основания 2 включает второй материал основания 21 и второй слой проводников 22 на одной стороне второго материала основания 21.
[120] Первый слой проводников 12 и второй слой проводников 22 расположены на стороне, обращенной к адгезионному слою 3.
[121] После завершения ламинирования и травления внешнего слоя проводников, паста 4, соответственно заполняющая второе переходное отверстие 30 и первое переходное отверстие 10, удаляется с помощью сильного щелочного раствора, чтобы открыть проводники в нижней части первого переходного отверстия 10 и второго переходного отверстия 30. Печатная плата, содержащая переходное отверстие, сформирована, как показано на ФИГ. 6.
[122] Представленное выше является только предпочтительным вариантом осуществления настоящего изобретения и не направлено на ограничение настоящего изобретения, и очевидно, что специалисты в данной области техники могут внести различные модификации и изменения в настоящее изобретение без отступления от сущности и объема настоящего изобретения. Следовательно, изобретение также подразумевает включение подобных модификаций и вариаций изобретения при условии, что они попадают в объем формулы изобретения, и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Способ трафаретной печати и устройство для его осуществления | 1990 |
|
SU1798203A1 |
| ОПОРНОЕ УСТРОЙСТВО ЦИЛИНДРИЧЕСКОГО ТЕЛА | 2006 |
|
RU2401203C2 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Способ и устройство для изготовления печатной платы | 2022 |
|
RU2801761C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| Машина трафаретной печати | 1988 |
|
SU1630913A1 |
| УСТРОЙСТВО ДЛЯ ИСПОЛЬЗОВАНИЯ В ТРАФАРЕТНОЙ ПЕЧАТИ И СПОСОБ СОВМЕЩЕНИЯ ОБРАБАТЫВАЕМОЙ ПОДЛОЖКИ И ТРАФАРЕТА | 1992 |
|
RU2189707C2 |
| Способ установки деталей в зону печати трафаретной машины | 1988 |
|
SU1708645A1 |
| УСТРОЙСТВО УСТАНОВКИ КОМПОНЕНТОВ | 1999 |
|
RU2218682C2 |

Изобретение к печатной плате с переходным отверстием и способу ее изготовления. Технический результат - предотвращение проникновения в переходное отверстие жидкого вещества в ходе обработки внешнего слоя печатной платы, что предотвращает коррозию проводников внутренних слоев печатной платы в переходных отверстиях. Технический результат достигается тем, что способ включает подготовку первого слоя основания, в котором в первом материале основания формируют первое переходное отверстие, проходящее сквозь первый слой основания, и заполняют его пастой, выполняют первый слой проводников на одной стороне первого материала основания. Подготавливают второй слой основания, в котором на одной из сторон второго материала основания выполняют второй слой проводников. Подготавливают адгезионный слой, в котором формируют второе переходное отверстие и заполняют его пастой. Ламинируют первый слой основания, адгезионный слой и второй слой основания по порядку. При этом первый и второй слои проводников расположены на сторонах, обращенных к адгезионному слою, а первое и второе переходные отверстия выравнены и сообщаются друг с другом. Выполняют травление проводников внешних слоев после ламинирования. Удаляют пасту с использованием сильного щелочного раствора для открытия проводников в нижней части первого и второго переходных отверстий. 2 н. и 7 з.п. ф-лы, 9 ил.
1. Способ изготовления печатной платы с переходным отверстием, включающий:
подготовку первого слоя основания (1), в котором в первом материале основания (11) формируют первое переходное отверстие (10), проходящее сквозь первый слой основания (1), и первое переходное отверстие (10) заполняют пастой (4), выполняют первый слой проводников (12) на одной стороне первого материала основания (11),
подготовку второго слоя основания (2), в котором на одной из сторон второго материала основания (21) выполняют второй слой проводников (22),
подготовку адгезионного слоя (3), в котором формируют второе переходное отверстие (30), соответствующее первому переходному отверстию (10), и заполняют второе переходное отверстие (30) пастой (4),
ламинирование первого слоя основания (1), адгезионного слоя (3) и второго слоя основания (2) по порядку, при этом первый слой проводников (12) и второй слой проводников (22) расположены на сторонах, обращенных к адгезионному слою (3), а первое переходное отверстие (10) и второе переходное отверстие (30) выравнены и сообщаются друг с другом,
выполнение травления проводников внешних слоев после ламинирования,
удаление пасты (4) с использованием сильного щелочного раствора для открытия проводников в нижней части первого переходного отверстия (10) и второго переходного отверстия (30).
2. Способ изготовления печатной платы с переходным отверстием по п. 1, отличающийся тем, что паста (4), заполняющая первое переходное отверстие (10), представляет собой жидкую пасту и заполнение осуществляют с применением способа шелкотрафаретной печати, толщина заполнения соответствует толщине первого слоя основания (1), затвердевающую пасту нагревают, при этом параметры нагрева составляют 60°С ~ 90°С , 15 мин ~ 35 мин.
3. Способ изготовления печатной платы с переходным отверстием по п. 1, отличающийся тем, что паста (4), заполняющая второе переходное отверстие (30), представляет собой жидкую пасту, и заполнение осуществляют с применением способа шелкотрафаретной печати, толщина заполнения соответствует толщине адгезионного слоя (3), после заполнения, затвердевающую пасту нагревают, и параметры нагрева составляют 60°С ~ 90°С , 15 мин ~ 35 мин.
4. Способ изготовления печатной платы с переходным отверстием по п. 1, отличающийся тем, что этапы подготовки первого и второго слоев основания дополнительно включают травление и оксидирование слоя проводников (12) и (22) соответственно, второе переходное отверстие (30) на этапе подготовки адгезионного слоя (3) формируют в полуотвержденном листовом материале адгезионного слоя, представляющем собой слой полипропиленового материала.
5. Способ изготовления печатной платы с переходным отверстием по п. 1, отличающийся тем, что первый слой основания (1), адгезионный слой (3) и второй слой основания (2) последовательно ламинируют, с обеспечением плавления под воздействием тепла, затем скрепляют и фиксируют.
6. Способ изготовления печатной платы с переходным отверстием по п. 2 или 3, отличающийся тем, что заполнение жидкой пастой осуществляют с применением способа шелкотрафаретной печати, включающего:
S1: размещение первого слоя основания (1) или адгезионного слоя (3), подлежащего заполнению пастой (4), на опорном и позиционирующем элементе (200) рабочего стола (100), расположение первого слоя основания (1) или адгезионного слоя (3) путем регулирования опорного и позиционирующего элемента (200),
S2: использование первого линейного механизма (300), выполненного на выступающей стенке (101) на обеих сторонах рабочего стола (100), перемещение пары боковых рам (400), соединенных с первой подвижной частью (301) первого линейного механизма (300), и рамы для трафаретной печати (600), соединенной с боковыми рамами (400) посредством пары направляющих стержней (501) и первого вертикального цилиндра (500), вверх, прекращение перемещения первого линейного механизма (300) после перемещения в необходимое положение опорного и позиционирующего элемента (200),
S3: перемещение рамы для трафаретной печати (600) вниз вдоль направляющего стержня (501) посредством первого вертикального цилиндра (500), выравнивание и расположение рамы для трафаретной печати (600) относительно первого слоя основания (1) или адгезионного слоя (3) на опорном и позиционирующем элементе (200), и остановку первого вертикального цилиндра (500),
S4: заливку жидкой пасты для заполнения трафарета рисунка на раме для трафаретной печати (600),
S5: использование второго линейного механизма (601), расположенного на передней и задней стороне рамы для трафаретной печати (600), перемещение портальной рамы (603), выполненной как одно целое со второй подвижной частью (602) второго линейного механизма (601), в левый или правый конец рамы для трафаретной печати (600),
S6: опускание щеточной траверсы (700), соединенной с подвижной частью второго вертикального цилиндра (604), для создания контакта с трафаретом рисунка рамы для трафаретной печати (600) посредством второго вертикального цилиндра (604), расположенного на портальной раме (603),
S7: воздействие на вторую подвижную часть (602) для совершения возвратно-поступательного перемещения портальной рамы (603) из левого или правого конца рамы для трафаретной печати (600) в другой конец множество раз посредством второго линейного механизма (601), завершение заполнения пастой (4) первого переходного отверстия (10) первого слоя основания (1) или второго переходного отверстия (30) адгезионного слоя (3).
7. Способ изготовления печатной платы с переходным отверстием по п. 6, отличающийся тем, что конструкция опорного и позиционирующего элемента (200) в S1 включает:
опорную плиту (211), расположенную на рабочем столе (100) посредством множества стоек (210),
опорный стол крестообразной формы (230), выполненный в середине опорной плиты (211),
два комплекта поперечных регулировочных механизмов (220), при этом каждый комплект поперечных регулировочных механизмов (220) включает пару расположенных друг напротив друга поперечных регулировочных узлов: поперечный регулировочный узел включает поперечную направляющую (221), расположенную на опорной плите (211), поперечный фиксирующий блок (223), соединенный с внешним концом поперечной направляющей (221), поперечный винтовой стержень (222), расположенный параллельно поперечной направляющей (221), внутренний конец поперечной направляющей (221) соединен с опорным столом крестообразной формы (230), один конец поперечного винтового стержня (222) вставлен с возможностью вращения в опорный стол крестообразной формы (230), другой конец проходит с возможностью вращения через поперечный фиксирующий блок (223), поперечная подвижная часть (246) расположена с возможностью скольжения на поперечной направляющей (221), поперечный винтовой стержень (222) проходит через поперечную подвижную часть (246) и с помощью винтового соединения входит в зацепление с поперечной подвижной частью (246),
два комплекта продольных регулировочных механизмов (240), перпендикулярных поперечным регулировочным механизмам (220), симметрично расположены с обеих сторон опорного стола крестообразной формы (230), каждый комплект продольных регулировочных механизмов (240) выполнен на двух поперечных подвижных частях (246) с одной стороны опорного стола крестообразной формы (230), каждый комплект продольных регулировочных механизмов (240) включает продольную опорную пластину (241), расположенную на двух поперечных подвижных частях (246) с одной стороны опорного стола крестообразной формы (230), продольный средний фиксирующий блок (245), прикрепленный к продольной средней части продольной опорной пластины (241), и пару продольных регулировочных узлов напротив передней и задней сторон продольного среднего фиксирующего блока (245), продольный регулировочный узел включает продольную направляющую (243), расположенную на продольной опорной пластине (241), продольный фиксирующий блок (242), соединенный с внешним концом продольной направляющей (243), продольный винтовой стержень (244), расположенный параллельно продольной направляющей (243), внутренний конец продольной направляющей (243) соединен с продольным средним фиксирующим блоком (245), один конец продольного винтового стержня (244) вставлен с возможностью вращения в продольный средний фиксирующий блок (245), и другой конец проходит с возможностью вращения через продольный фиксирующий блок (242), на продольной направляющей (243) выполнена с возможностью скольжения продольная подвижная часть, и продольный винтовой стержень (244) проходит через продольную подвижную часть и с помощью винтового соединения соединен с продольной подвижной частью,
нижняя часть позиционирующей пластины (250) соединена с верхней частью продольной подвижной части, и позиционирующая стойка (260) расположена на позиционирующей пластине (250) для совмещения с позиционирующим отверстием первого слоя основания (1) или адгезионного слоя (3).
8. Способ изготовления печатной платы с переходным отверстием по п. 7, отличающийся тем, что в S1 первый слой основания (1) или адгезионный слой (3), подлежащий заполнению пастой (4), размещают на опорном и позиционирующем элементе (200) рабочего стола (100), расположение первого слоя основания (1) или адгезионного слоя (3) путем регулирования опорного и позиционирующего элемента (200) включает этапы:
S11: регулирование двух комплектов поперечных регулировочных механизмов (220) согласно положениям позиционирующих отверстий первого слоя основания (1) или адгезионного слоя (3) в продольном направлении, поперечную подвижную часть (246) перемещают вдоль поперечной направляющей (221) путем вращения поперечного винтового стержня (222), остановка, когда положение позиционирующей стойки (260) в продольном направлении поперечной направляющей (221) совпадает с положением позиционирующего отверстия первого слоя основания (1) или адгезионного слоя (3) в продольном направлении,
S12: регулирование двух комплектов продольных регулировочных механизмов (240) согласно положениям позиционирующих отверстий первого слоя основания (1) или адгезионного слоя (3) в поперечном направлении, продольную подвижную часть перемещают вдоль продольной направляющей (243) путем вращения продольного винтового стержня (244), остановка, когда положение позиционирующей стойки (260) в продольном направлении продольной направляющей (243) совпадает с положением позиционирующего отверстия первого слоя основания (1) или адгезионного слоя (3) в поперечном направлении,
S13: размещение первого слоя основания (1) или адгезионного слоя (3) на позиционирующей пластине (250) посредством совмещения позиционирующего отверстия с позиционирующей стойкой (260), и размещение позиционирующей пластины (250), первый слой основания (1) или адгезионный слой (3) одновременно поддерживают опорным столом крестообразной формы (230), и расположение первого слоя основания (1) или адгезионного слоя (3) выполняют путем позиционирования в четырех точках.
9. Печатная плата, содержащая переходное отверстие, отличающаяся тем, что изготовлена с применением способа согласно любому из пп. 1-8.
| Гребное устройство | 1990 |
|
SU1722939A1 |
| KR 20040093258 A, 05.11.2004 | |||
| JP 2002124762 A, 26.04.2002 | |||
| KR 100722604 B1, 28.05.2007 | |||
| Способ получения заполненных переходных металлизированных сквозных отверстий печатной платы | 2015 |
|
RU2619913C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПЛАТ С ПЕРЕХОДНЫМИ МЕТАЛЛИЗИРОВАННЫМИ ОТВЕРСТИЯМИ | 2018 |
|
RU2697814C1 |

