Изобретение относится к очистке изделий от загрязнений преимущественно со сложными профилями поверхностей.
Известен способ очистки изделий (см. Крутоус Е.Б. и др. "Техника мойки изделий в машиностроении". М.: Машиностроение, 1969, с.81-82), по которому детали подвергаются очистке нагретым и холодным растворителями, мойке, сушке. Недостаток данного способа в том, что он экологически вреден, т.к. работа идет с применением токсичных растворителей и малоэффективен при очистке деталей сложной наружной и внутренней форм.
Известен также способ очистки изделий по патенту RU 2058430, кл. C 23 G 5/02, 20.04.1996, заключающийся в том, что изделие обрабатывают в моющем растворе, в который подают газ, обеспечивают циркуляцию раствора, ополаскивают водой и производят его сушку воздухом. Данный способ менее вреден, т.к. очистка производится в водном моющем растворе, промывка в воде, а качество очистки значительно улучшается за счет введения газа в жидкость.
Недостатком способа является его низкая эффективность при очистке изделий сложной внутренней или наружной формы, имеющих полости, карманы, щели, которые располагаются под углом к оси потока (детали). Время обработки относительно несложных деталей значительное (несколько часов).
Техническим результатом является повышение качества, скорости очистки сложнопрофильных изделий и исключение промывки токсичным растворителем.
Поставленная цель достигается тем, что в способе очистки изделий, заключающемся в том, что изделие заливают моющим раствором, подают газ, обеспечивают циркуляцию раствора, ополаскивают жидкостью, а затем производят сушку газом: обработку моющим раствором, ополаскивание ведут в непрерывных потоках жидкогазовых смесей, в которых газ распределен в виде пузырьков, а в процессе обработки изменяют концентрацию газа, размеры пузырьков, концентрацию пузырьков газа в различных фракциях, при этом во всех случаях используют только очищенный газ.
Сущность изобретения заключается в том, что обработка в потоках ЖГС изделий со сложнопрофильными поверхностями позволяет улучшить процесс отделения загрязнений, т.к. пузырьки газа выполняют функцию "ерша", а приданию потоку ЖГС вектора вращательного движения позволяет закрутить поток, усилить его турбулизацию и способствовать гидродинамической кавитации. Изменение величины и направления векторов поступательного и вращательного движений потока придают ему пульсацию (колебательное движение), что усиливает отделение загрязнений, прикрепленных к поверхности.
На чертеже показана схема внутренней поверхности сложнопрофильного трубного изделия.
По данному способу очистку производят следующим образом.
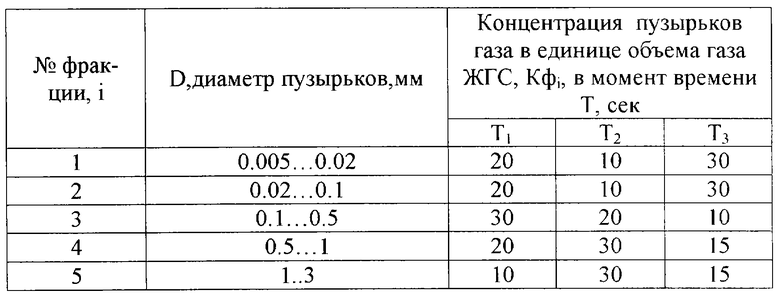
Во внутреннюю полость 1 изделия 2 подают подогретую до 60...90oС ЖГС моющего средства, например вода + CMC (моющее средство ОСА) + пузырьки предварительно очищенного газа (воздух, аргон), пропущенного дополнительно через керамические фильтры, которые обеспечивают образование пузырьков газа определенного диаметра в зависимости от размера пор фильтра. Пузырьки газа равномерно насыщают ЖГС и создают своеобразные щетки "ерш", где в качестве ворсинок выступают пузырьки газа. Размер пузырьков возможно изменять в процессе обработки, пропуская газ через пористые фильтры, имеющие различный размер пор. В результате изменяются возможности очистки. Крупные пузырьки счищают крупные частицы и обеспечивают макротурбулизацию потока, но не могут проникнуть в щелевидные, угловые полости, мелкие впадины, раковины с загрязнениями. Малые по размеру пузырьки газа могут непосредственно вызывать искусственную кавитацию и проникать в щелевидные труднодоступные места. Эффект "ерша" обеспечивается тем, что пузырьки газа, подталкивая друг друга, создают хаотическое движение и передают импульсы количества движения друг другу, в результате в граничной с внутренней поверхностью детали (трубы, например), где скорость потока жидкости ниже, чем в центральной части трубы, происходит активация потока, образуются микровихри, приводящие в том числе и к гидродинамической кавитации, производящей очищающий эффект. Изменяя количество подающего газа в жидкость, можно регулировать процесс турбулизации и гидродинамической кавитации потока ЖГС, а поочередно переключая фильтроэлементы, через которые подают газ, можно изменять размеры пузырьков газа, влиять на процесс искусственной кавитации. Одновременно подавая через пористые фильтры с различными размерами пор разное количество газа, возможно получение ЖГС с различной концентрацией пузырьков газа разных диаметров (фракций). Например, объемную концентрацию газа в жидкости изменяют с 20 до 30% (создают пульсацию потока), концентрацию различных фракций пузырьков газа в единице объема газа ЖГС тоже изменяют (см. таблицу в конце описания).
В процессе очистки возможно изменение по определенным законам во времени общей концентрации пузырьков газа Кг=f(T), концентрации пузырьков газа в единице объема газа ЖГС в отдельных фракциях Кфi=f(T), вектор осевого поступательного движения V0=f(T). Оптимальный режим определяют для каждого очищаемого изделия. Изменением вектора скорости V0 возможно создать пульсацию потока ЖГС (колебательное движение вдоль оси потока) и даже периодически менять его направление, что создает микровихри разной направленности, зоны отрицательного давления у поверхности, кавитацию с высокой разрушающей способностью для загрязнений, при этом очистка изделия улучшается. Частоту пульсации и закон ее изменения можно регулировать, например, регулирующими насосом и клапаном, связанными с блоком управления, который связан с общим дозатором газа и дозаторами отдельных фракций газа. Возможны и другие варианты реализации данного способа. Особенно хорошо очищаются сложные поверхности, направленные вдоль оси изделия (по потоку ЖГС).
Если потоку ЖГС сообщить вектор вращательного движения Vp (см. чертеж), на частицы потока ЖГС начинают действовать и центоробежные силы, скорость потока в приграничной к стенкам трубы области усиливается, происходит активная турбулизация потока ЖГС и придание ему спиралевидного характера движения с высокой суммарной тангенциальной скоростью возле стенок трубы, при этом хорошо подвергаются очистке углубления, полости, щели, расположенные под углом (перпендикулярно) к оси детали. Изменяя направление и величину вектора Vp (создают пульсацию, колебательное движение по спирали потока ЖГС), можно добиться быстрой и качественной очистки частей изделия, для которых применение вышеописанного способа менее эффективно. Технически осуществить закрутку потока возможно с помощью различных элементов с винтовой поверхностью, регулируемых лопаток, изменяющих направление потока, специальной турбины, установленной по оси потока, которые связаны с блоком управления.
Таким образом, комплексно изменяя векторы скоростей осевого и вращательного движения потока ЖГС в сочетании с изменением характеристик газовой части смеси, можно интенсифицировать процесс очистки различных сложных участков изделия - впадин, щелей, полостей, изгибов, выступов, имеющих сложные рельеф и пространственную ориентацию относительно центральной оси изделия, которые другими способами очистить невозможно или затруднительно.
ЖГС создают не только для потока моющего раствора, но и для потоков процессов ополаскивания, чтобы обеспечить быструю качественную очистку сложных поверхностей от солей жирных кислот и остатков моющего раствора на этих операциях, при этом также регулируют Vo, Vp, Кг, Кфi. При этом полностью исключается операция промывки токсичным растворителем, т.к. интенсификация процесса ополаскивания обеспечивает качественное удаление остатков моющего раствора и солей жирных кислот. Данный способ экологически безвреден и не опасен для человека.
Особо следует отметить особенность данного способа в том, что для всех операций и особенно операции сушки применяют газ (воздух) качественной очистки от механических и химических примесей в виде органических соединений (масла, фенолы и др.), т.к. в противном случае на этапе сушки и ополаскивания возможно вторичное загрязнения изделия пылью, частицами масла и другими загрязнениями.
Выше описан способ обработки внутренних сложнопрофильных поверхностей. Для обработки наружных сложнопрофильных поверхностей изделие размещают внутри потока ЖГС, например в трубе, внутренний диаметр которой больше двух габаритных размеров изделия, а третий габаритный размер располагают вдоль оси трубы и подают в трубу ЖГС по описанному выше способу с регулированием параметров скоростей потока и состава газовых компонентов смеси, что обеспечивает высокое качество и скорость очистки изделия.
Данный способ очистки изделий возможно использовать для качественной очистки воздушных, кислородных, пищевых магистралей, блоков разделения воздуха, нефтяных, газовых систем, устройств, деталей с очень сложной наружной и внутренней конфигурацией поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОКРОЙ ОЧИСТКИ ГАЗОВ И ФИЛЬТР Ю.С. ПАНЧЕХИ | 2003 |
|
RU2238789C1 |
| Способ очистки цилиндрических длинномерных изделий и устройство для его осуществления | 2016 |
|
RU2668033C1 |
| СПОСОБ ОЧИСТКИ ОТ ПЫЛИ ПЫЛЕСОСОМ | 2006 |
|
RU2323676C1 |
| Способ промывки полых изделий | 1990 |
|
SU1755966A1 |
| Способ мытья столовой посуды ручным способом в организациях общественного питания | 2021 |
|
RU2771902C1 |
| Способ очистки водосмываемого флюса с плат с монтажом безвыводных микросхем | 2023 |
|
RU2807567C1 |
| СПОСОБ ОЧИСТКИ КОРПУСОВ РАСПЫЛИТЕЛЕЙ ПОСЛЕ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2718576C1 |
| СПОСОБ ОЧИСТКИ ОТ ПЫЛИ ПЫЛЕСОСОМ | 2004 |
|
RU2264779C1 |
| СПОСОБ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2023 |
|
RU2821468C1 |
| УЛЬТРАЗВУКОВАЯ МАШИНА ДЛЯ ПРЕДСТЕРИЛИЗАЦИОННОЙ ОЧИСТКИ МЕДИЦИНСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2692787C1 |
Изобретение относится к очистке изделий со сложнопрофильными поверхностями. Способ состоит в том, что изделие заливают моющим раствором, в который подают газ, обеспечивают циркуляцию раствора, ополаскивают жидкостью, производят сушку газом. При этом обработку моющим раствором, споласкивание ведут в непрерывных потоках жидкогазовых смесей, в которых газ распределен в виде пузырьков, а в процессе обработки изменяют концентрацию газа, размеры пузырьков, концентрацию пузырьков газа в различных фракциях, причем во всех случаях используют только очищенный газ. Способ обеспечивает повышение качества очистки и ее скорости, а также исключает промывку токсичными растворителями. 3 з.п.ф-лы, 1 табл., 1 ил.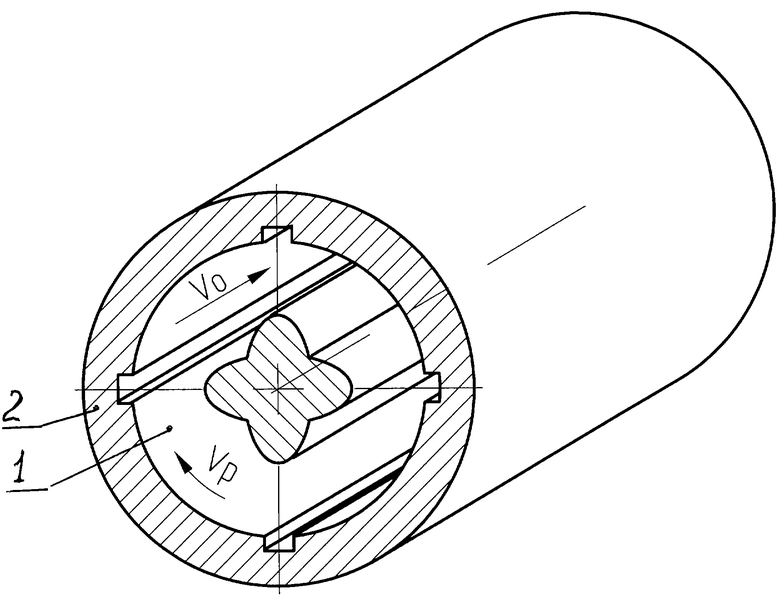
| RU 2058430 C1, 20.04.1996 | |||
| Способ очистки поверхности | 1990 |
|
SU1761311A1 |
| Передвижная крепь | 1988 |
|
SU1553695A1 |

