Настоящее изобретение касается устройства для формования трубчатых контейнеров с усиленными кромками, а также контейнера, полученного этим устройством.
Известны устройства для формования трубчатых контейнеров с усиленными кромками. Например, в ЕР 0627355 описано устройство, которое содержит квадратную трубу, вокруг которой наматывается гибкая пленка, подаваемая с бобины и направляемая по формовочной обойме.
На наружных кромках этой трубы обеспечены ушки, которые образуют на пленке, наматываемой вокруг трубки, V-образные выступающие концы, которые затем соединяются обращенными друг к другу поверхностями подходящими термосваривающими планками.
Пакеты, образованные этими устройствами, однако, имеют недостатки, и в частности:
- неприятный неэстетичный вид из-за наличия видимых снаружи клапанов,
- громоздкость при транспортировке,
- недостаточную прочность формы, так как боковые стороны могут сгибаться и привести к смятию пакета,
- невозможность образования на нем непрерывного рисунка,
- недостаточную защиту содержащегося в нем продукта, так как верхняя часть обычно имеет форму наклонной крыши.
DE 19539832 описывает способ изготовления пакетов с усиленными кромками, начиная с пленки, в которой выполнено несколько термоcварочных складок, прежде чем она наматывается вокруг формовочной трубы. Согласно этому способу, таким образом, получают пакеты с внутренним или с наружным выступом, в зависимости от того, как пленка наматывается на трубу.
Недостаток этого способа заключается в большом объеме хранения, необходимом для гибкой пленки, так как ее складки значительно увеличивают толщину рулона, а также сложности работы упаковочной установки, так как на формовочную обечайку наматывается не вполне гладкий материал.
Если стадию образования складок осуществляют между стадией разматывания гладкой пленки с рулона и стадией наматывания ее на формовочную обечайку, то остается другой недостаток, заключающийся в громоздкости устройства.
ЕР-0729886 AL описывает машину для изготовления трубчатых пакетов, как определено в ограничительной части пункта 1.
Задача изобретения состоит в устранении этих недостатков и обеспечении устройства для формования контейнеров с усиленными кромками, имеющего умеренный объем хранения.
Задачей изобретения является обеспечение устройства, позволяющего производить упаковку, которая является монолитной и при этом имеет физические и функциональные характеристики упаковок, образованных из нескольких элементов (картон+составной элемент).
Другой задачей изобретения является обеспечение устройства, позволяющего производить контейнеры, имеющие по существу параллелепипедную форму, подходящую для продуктов, которые не имеют своей собственной формы (например, для гранулированных сыпучих продуктов).
Эти и другие задачи, которые станут очевидными ниже, достигаются по изобретению устройством для формования контейнеров с уменьшенными кромками, как определено в пункте 1 и подчиненными ему зависимыми пунктами, и контейнером, выполненным из термосвариваемого гибкого пленочного материала, как определено в пункте 11.
Настоящее изобретение описано более подробно ниже в его предпочтительном практическом варианте выполнения, приведенном исключительно в качестве примера, не ограничивающего изобретение, со ссылкой на сопутствующие чертежи, на которых:
фиг.1 - схематичный вид в перспективе устройства по изобретению;
фиг.2 - схематичный вид в сечении устройства по 11-11 на фиг.1;
фиг.3 - схематичный вид в сечении устройства по III-III на фиг.1;
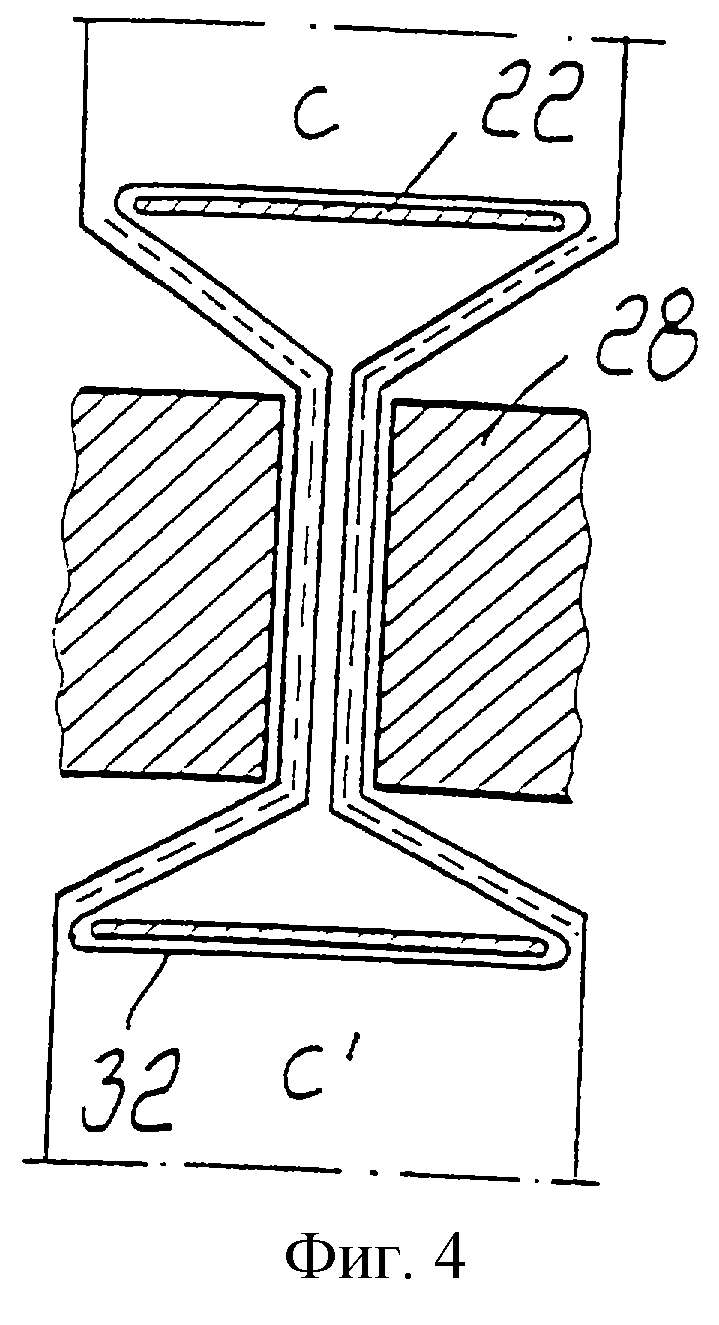
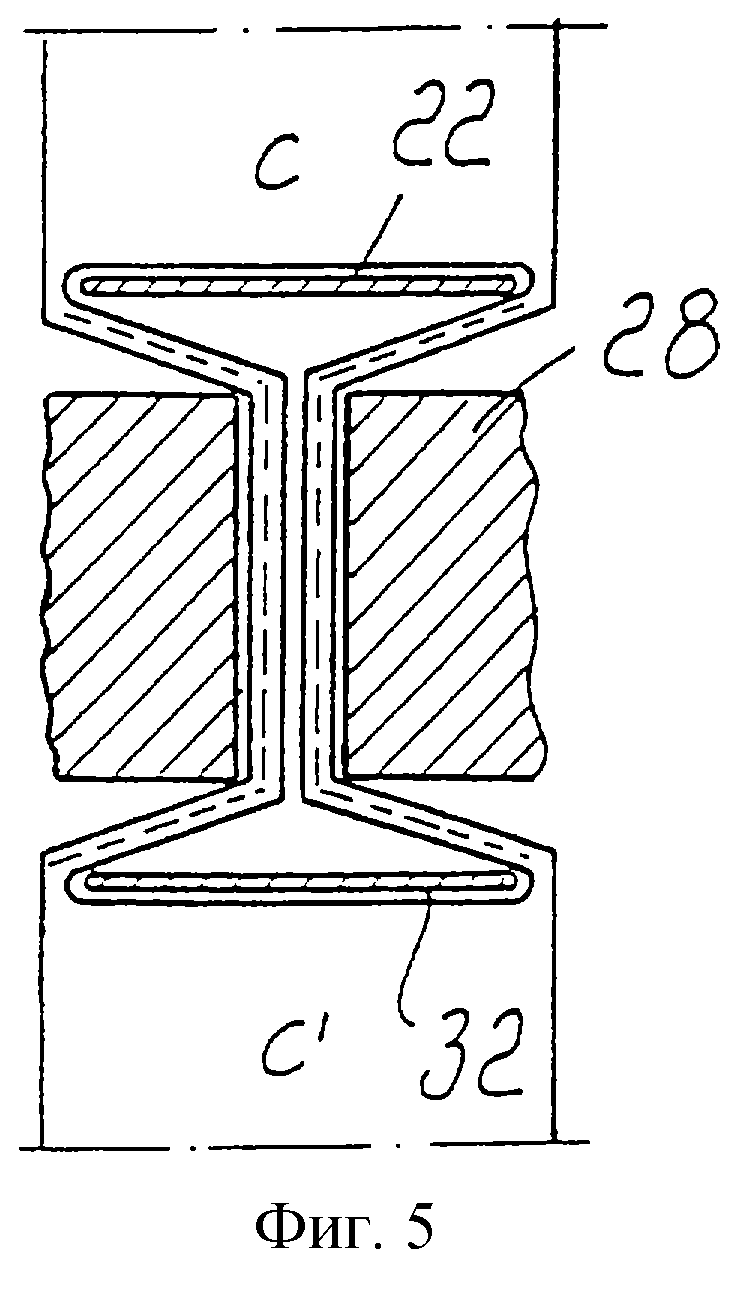
фиг.4-8 - схематические виды устройства в работе;
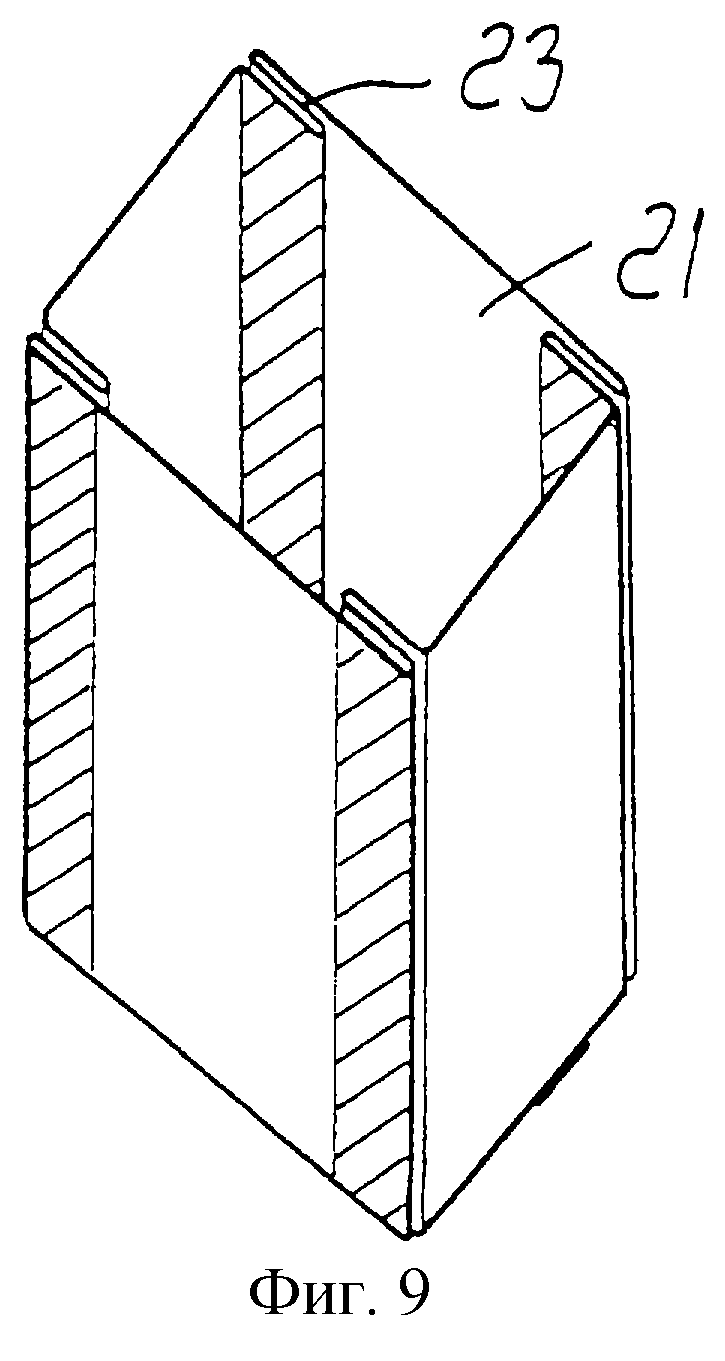
фиг. 9 - частичное сечение в перспективе контейнера, полученного этим устройством;
фиг.10 - вид в увеличенном масштабе детали ребер, выполненных на контейнере.
Как показано на чертежах, устройство по изобретению установлено вслед за заполнительной трубой обычной формовочной машины трубчатого типа. Формовочная машина содержит бобину 2 для подачи пластиковой гибкой пленки 4 (например, полипропилена) и формовочную обечайку 6, расположенную над трубкой 8, которая имеет прямоугольное поперечное сечение и обращена к расположенному вертикально стержню 10 для термосваривания клапанов (краев) 12 пленки. В других вариантах может быть обеспечена труба, имеющая круглое или другое многоугольное поперечное сечение.
Труба 8 соединена посредством участка 14, имеющего по существу форму усеченной пирамиды, со второй прямоугольной трубой 16, поперечное сечение которой меньше поперечного сечения трубы 8.
В частности разница между периметрами двух трубок 8 и 16 соответствует двойной сумме глубины четырех ребер, которые должны быть образованы в контейнере.
На указанном участке 14 в форме усеченной пирамиды, и более точно, на его краях, обеспечены четыре вставных элемента 18, имеющих форму колеса с горизонтальной осью и расположенных парами так, что они взаимно выровнены и параллельны двум сторонам двух труб 8 и 16; а их обращенные друг к другу кромки разнесены на расстояние короче боковой трубы 16.
Четыре вертикальных термосваривающих устройства 20 обращены к трубе 16 и расположены по существу на ее краях и имеют рабочие поверхности, ширина которых соответствует протяженности концевого участка вставного элемента, обращенного к боковой стороне трубы 16. По меньшей мере одно из этих устройств снабжено на его термосваривающей поверхности мелкими выступами, которые образуют ослабленную область в формуемом контейнере; указанная ослабленная область взаимодействует с полосой, заранее выполненной в пленке, и обеспечивает зону разрыва в готовом контейнере.
В частности указанные термосваривающие устройства могут быть любого типа из следующих: индукционного, импульсного, радиочастотного, ультразвукового, лазерного и термосваривания горячим воздухом.
У еще одного термосваривающего устройства 28 находится средство 29 подачи пластиковой ленты 31, функция которых будет объяснена ниже.
У нижнего конца трубы 16 обеспечено два взаимно противоположных дополнительных треугольных вставных элемента 22, кончик которых действует по существу перпендикулярно на стенки трубы. Указанные вставные элементы установлены на концах двух стержней, которые могут аксиально перемещаться под действием пневматических средств 24, которые, в свою очередь, могут перемещаться вертикально под действием пневматических средств 26.
В других ситуациях используются струи сжатого воздуха, полученные из профильного сопла.
Под вставными элементами обеспечено термосваривающее устройство 28, имеющее горизонтальную ось, снабженное режущим устройством 30, расположенным поперечно направлению продвижения полосы.
Под этим термосваривающим устройством обеспечено два дополнительных, взаимно противоположных треугольных вставных элемента 32, которые расположены на горизонтальной плоскости параллельно вставным элементам 22. Указанные вставные элементы 32 уставновлены на концах двух стержней, которые могут аксиально перемещаться под действием пневматических средств 34, которые, в свою очередь, могут перемещаться вертикально под действием пневматических средств 36.
Наконец имеется нагреваемая опорная планка 38, которая действует как ограничитель хода собранного и заполненного контейнера.
Устройство также содержит несколько элементов привода (вставные элементы, исполнительные механизмы), элементов передачи и средств автоматики (переключателей, счетчиков, регуляторов и т.д.), которые позволяют выполнять автоматический производственный цикл. Некоторые из этих элементов не показаны и не описаны для простоты изложения, но в любом случае на них дается ссылка в последующем описании работы устройства упоминанием их наличия, так как они обычного типа и как таковые известны специалистам в этой области.
Устройство по изобретению работает следующим образом.
Гибкая пленка 4 разматывается с бобины 2, протягивается по формовочной обечайке 6 и затем наматывается вокруг трубы 8 с образованием корпуса (оболочки), который закрывается на краях 12 термосваривающим устройством 10. Когда закрытый корпус, образованный таким образом, проходит от трубы 8 через участок 14, чтобы расположиться вокруг трубы 16, концы вставных элементов 18 образуют на кромках корпуса ряд складок (ребер), образуемых перекрытием трех участков пленки (см. фиг.10), где часть внутренней стороны (i) обращена у другой части внутренней стороны (i), а часть наружной стороны (е) обращена к другой части наружной стороны (е).
Полученные складки затем термосвариваются запечатывающими устройствами 20 с получением корпуса 21, который имеет при виде сверху прямоугольную форму с усиленными кромками 23, которые направлены внутрь.
Следует заметить, что во время термосваривания горизонтальных полос концы ленты 31, подаваемой подающим механизмом 29, также термосвариваются с контейнером, таким образом образуя подобие ручки на контейнере.
Чтобы соединить материалы, которые не имеют требуемых для этого свойств, указанная полоса подвергается предварительной обработке с наружной стороны добавлением распределенных в определенном месте грунтовок или термоклеевых покрытий (лаков) (отслаиваемого типа, если требуется) на участках, которые станут кромками контейнера. Эта обработка может выполняться поточным образом с помощью подходящего оборудования.
Когда концы выполняемого корпуса выступают от трубы 16, устройство по изобретению выполняет следующие стадии:
а) выдвижение штоков пневматических средств 24, 34, которые вызывают продвижение вставных элементов 22, 32 в направлении корпуса, чтобы образовать соответствующие складки на двух обращенных одна к другой вертикальных стенках контейнера,
b) вмешательство термосваривающего устройства 28 для термосваривания участка, расположенного между двумя парами вставных элементов 22 и 32, и вмешательство режущего устройства 30, чтобы одновременно образовать дно контейнера С и закрыть сверху смежный контейнер С',
c) продвижение трубчатой полосы на короткое расстояние,
d) одновременное опускание пары верхних вставных элементов 22 для уплощения дна контейнера о верхнюю горизонтальную поверхность термосваривающего устройства 28, которое таким образом осуществляет термосваривание снабженных складками клапанов контейнера так, чтобы их внутренняя часть была обращена внутрь (смотри фиг.4-7),
e) одновременное движение вверх планки 38, упирающейся в дно контейнера С'; это движение вверх одновременно выполняет термосваривание наружных поверхностей контейнера термосваривающим устройством 28, а также термосваривание гребня 40, образованного на предыдущем цикле при обрезке, с наружной нижней поверхностью контейнера С';
f) одновременное перемещение вверх вставных элементов 32 в направлении термосваривающего устройства 28, для того чтобы опереть на него клапаны и для термосваривания обращенных друг к другу внутренних поверхностей контейнера,
g) термосваривание дна контейнера на наружных поверхностях соединенных клапанов,
h) отвод штоков в пневматические средства 24, чтобы вывести элементы вставки 22 из контакта с контейнером,
i) одновременное втягивание штоков в пневматические устройства 34, чтобы отсоединить вставные элементы 32 от контейнера,
j) введение продукта (в любом состоянии) в образованный корпус через верхний конец трубы 8,
k) раскрытие стержней 10, 20 для отсоединения двух контейнеров С, С',
l) движение вниз планки, которая поддерживает полученный таким образом и заполненный продуктом контейнер С',
m) одновременный возврат двух пар взаимно противоположных вставных элементов 22 и 32 в исходное положение для начала стадии а) следующего цикла,
n) вмешательство сопла, которое заставляет верхний гребень 42 располагаться смежно наружной поверхности пакета, при этом указанный гребень термосваривается с поверхностью указанного пакета, потому что он еще горячий,
о) съем пакета с планки 38 струей воздуха.
Из приведенного выше описания очевидно, что устройство по изобретению обеспечивает несколько преимуществ и, в частности, позволяет изготавливать контейнеры с усиленными кромками, так как получаемые кромки свариваются вместе посредством плавления наружного термосвариваемого слоя полосы (наружная поверхность к наружной поверхности) и привариваются на одной стороне к поверхности контейнера, жестко закрепляя выступ на одной поверхности корпуса (внутренняя поверхность к внутренней поверхности) для придания конечному контейнеру повышенной жесткости (см. фиг.9).
Настоящее изобретение было описано и показано в чертежах в предпочтительном примере его реализации, но понятно, что на практике возможны другие конструктивные решения, не выходящие из объема защиты настоящего изобретения.
Описание Итальянской патентной заявки Е98А0000, на основании которой в этой заявке испрашивается приоритет, включено сюда путем ссылки.






Изобретение касается устройства для формования трубчатых контейнеров с усиленными кромками, а также контейнера, полученного этим устройством. Устройство содержит бобину для подачи гибкой пленки, формовочную обечайку, расположенную перед первой трубой, вокруг которой наматывается пленка, устройство для термосваривания продольных клапанов пленки, наматываемой вокруг трубы с образованием корпуса, первую трубу, сужающуюся во вторую трубу и снабженную в области сужения, по меньшей мере, одним вставным элементом. Причем этот, по меньшей мере, один вставной элемент действует перпендикулярно поверхности пленки для образования, по меньшей мере, одного ребра, направленного внутрь корпуса, при этом также обеспечено запечатывающее устройство, по меньшей мере, для частичного термосваривания указанного, по меньшей мере, одного ребра. При этом указанное, по меньшей мере, одно ребро образовано нечетным количеством перекрывающихся термосваренных участков указанной пленки, причем указанное нечетное количество равно, по меньшей мере, трем, а вторая труба имеет гладкую наружную поверхность, свободную от радиально выступающих от гладкой наружной поверхности выступов, при этом корпус скользит и образуется на гладкой наружной поверхности второй трубы. Данные признаки позволяют достичь технического результата, заключающегося в уменьшении объема хранения корпусов контейнеров с усиленными кромками за счет уменьшении толщины кромок. 2 с. и 9 з.п. ф-лы, 10 ил.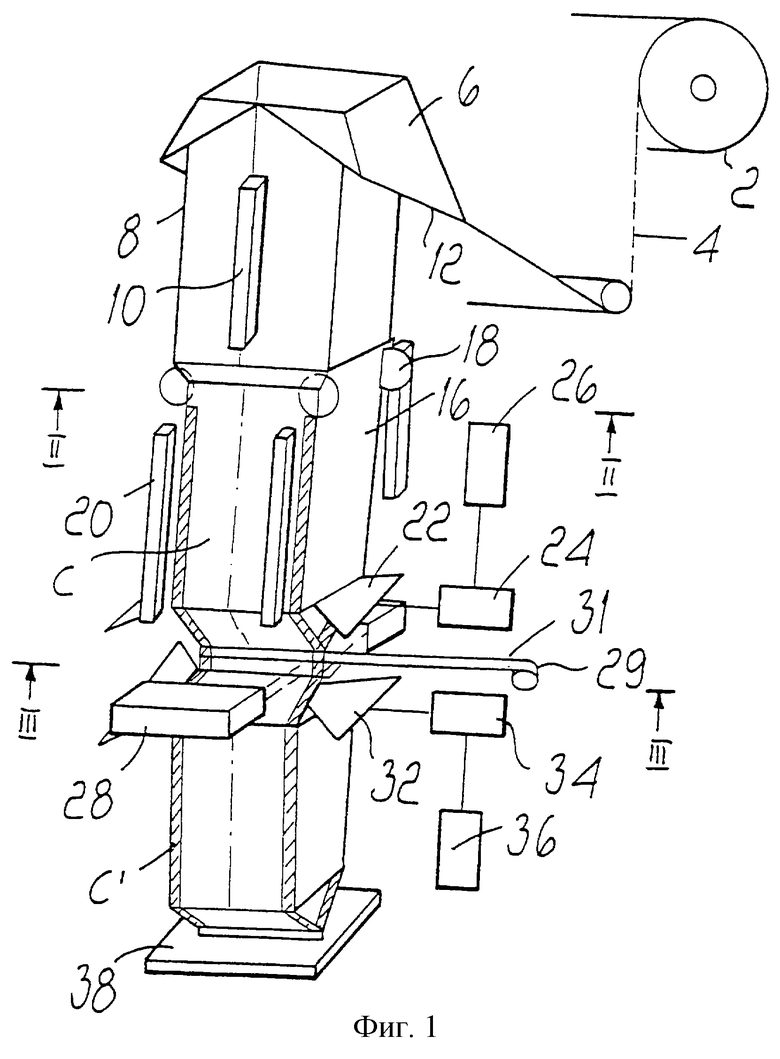
| ЕР 0729886 А1, 04.09.1996 | |||
| US 4865276 А, 11.08.1987 | |||
| Динамометр | 1978 |
|
SU769367A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРОДУКТОВ В ПАКЕТЫ | 1995 |
|
RU2092410C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |

