Изобретение относится к технике расфасовки и упаковки сыпучих пылящих продуктов в рукавную преимущественно полиэтиленовую пленку и может быть использовано в химической, пищевой и других отраслях промышленности.
Целью изобретения является повышение качества упаковки и упрощение конструкции устройства.
Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки включает отделение от рулона пленки заготовки мешка в вертикальном положении с одновременным ее захватом зажимами вдоль ее верхних кромок с одной боковой стороны, оставляя свободным участок верхних кромок с другой боковой стороны для образования загрузочного отверстия, при этом одновременно над зажимами формируют нижний поперечный шов и частично верхний поперечный шов, образуя его в зоне над захваченным зажимами участком заготовки мешка, производят наполнение мешка продуктом с предварительным раскрытием верхних кромок свободного участка и с одновременным отводом пыли и обдуванием воздухом внутренней поверхности стенок мешка в зоне верхнего поперечного шва и осуществляют окончательное формирование верхнего поперечного шва после наполнения мешка путем наложения шва на участке загрузочного отверстия.
На фиг.1 схематично изображено устройство для осуществления способа автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки; на фиг. 2 - разрез А-А на фиг.1; на фиг.3 - приспособление для раскрытия горловины мешка; на фиг.4 - наполнительный патрубок с закрепленным на нем мешком, разрез; на фиг.5 - разрез Б-Б на фиг.4; на фиг.6,7,8 - узел I на фиг.2 в различных положениях.
Устройство для осуществления способа автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки содержит вращающийся от привода (не показан) ротор 1, установленный с возможностью прерывистого движения (шесть этапов за один оборот) с радиально закрепленными на нем на равном расстоянии друг от друга рычагами 2, на каждом из которых установлены зажимы 3 для захвата сверху заготовки мешка и опора под его днище, выполненная в виде поворотного стола 4, зажимы 3 выполнены в виде двух параллельных планок 5 и 6 (фиг.3). Планка 5 установлена неподвижно, а планка 6 - с возможностью поджатия к планке 5 и связана с приводом возвратно-поступательного движения, например, пневмоцилиндрами (не показаны) для захвата заготовки мешка вдоль его верхних кромок с одной боковой стороны. В одной из позиций (исходная позиция I) остановки ротора 1 установлено приспособление для формирования верхнего и нижнего поперечных швов и отделения от рулона рукавной пленки заготовки мешка. Оно включает нож 7 для отрезки мешка 8, узел 9 для образования на заготовке мешка поперечного нижнего шва 10 и верхнего шва 11 с одной боковой стороны мешка 8 (первый этап).
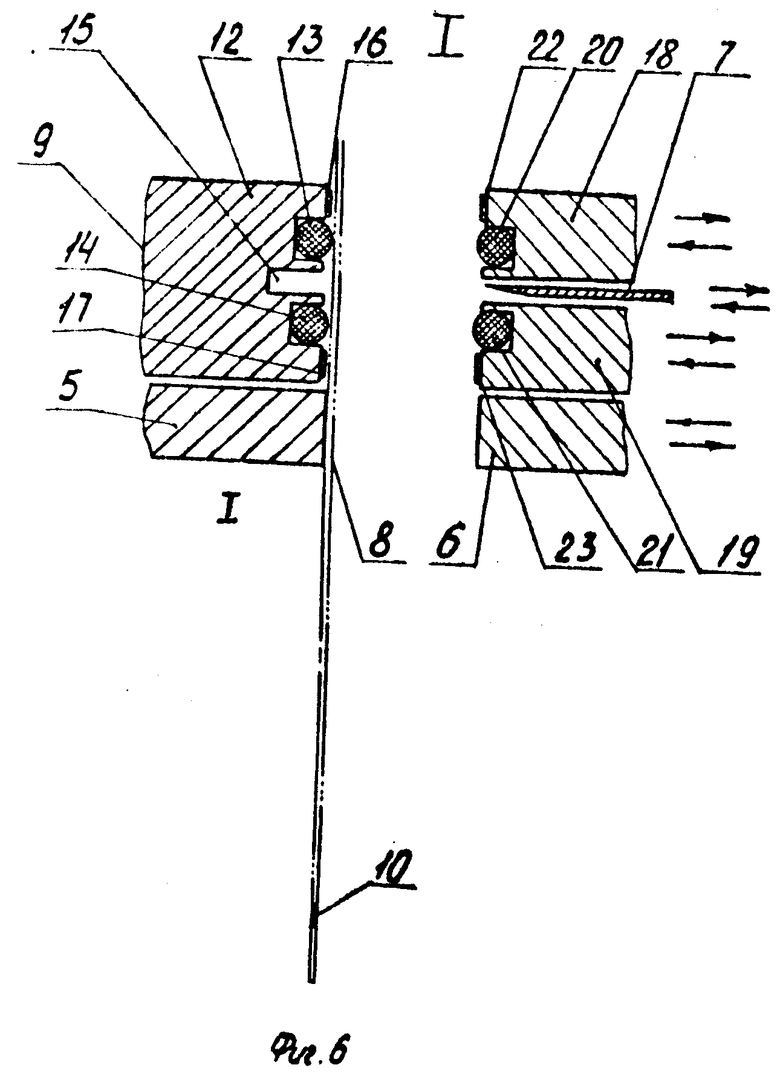
Узел 9 для образования сварных швов 10 и 11 содержит неподвижную плиту 12 (фиг. 6), установленную в позиции I ротора 1 над зажимом 3. В плите 12 выполнены пазы, в которых закреплены держатели 13 и 14 из эластичного материала, а также выполнен паз 15 для прохода режущей кромки ножа 7. На краях плиты 12 закреплены сварочный элемент 16 для образования на заготовке мешка 8 нижнего поперечного шва 10 и сварочный элемент 17 для образования на заготовке мешка 8 неполного верхнего шва 11 с одной боковой стороны мешка 8.
Около неподвижной плиты 12 параллельно ей установлены плиты 18 и 19 с пазами, в которых закреплены соответственно держатели 20 и 21 из эластичного материала. На плите 18 также закреплен сварочный элемент 22, аналогичный сварочному элементу 16 плиты 12. На плите 19 закреплен дополнительный сварочный элемент 23, аналогичный сварочному элементу 17 плиты 12. В зазоре между плитами 18 и 19 установлен нож 17. Нож 7 и плиты 18 и 19 соединены с приводами возвратно-поступательного движения и имеют возможность поджатия к плите 12.
Узел 9 для образования сварных швов (фиг.2) закреплен на раме 24. На этой же раме смонтировано приспособление для подачи рукавной пленки, включающее узел 25 для отматывания от рулона 26 рукавной пленки заготовки мешка 8, узел 27 для направления отмотанной от рулона пленки к узлу 9 и узел 28 для закрепления рулона 26 рукавной пленки.
В позиции II (см. фиг.1) остановки ротора 1 установлены коллекторы 29 и 30 для охлаждения соответственно нижнего шва 10 и неполного верхнего шва 11 на мешке 8.
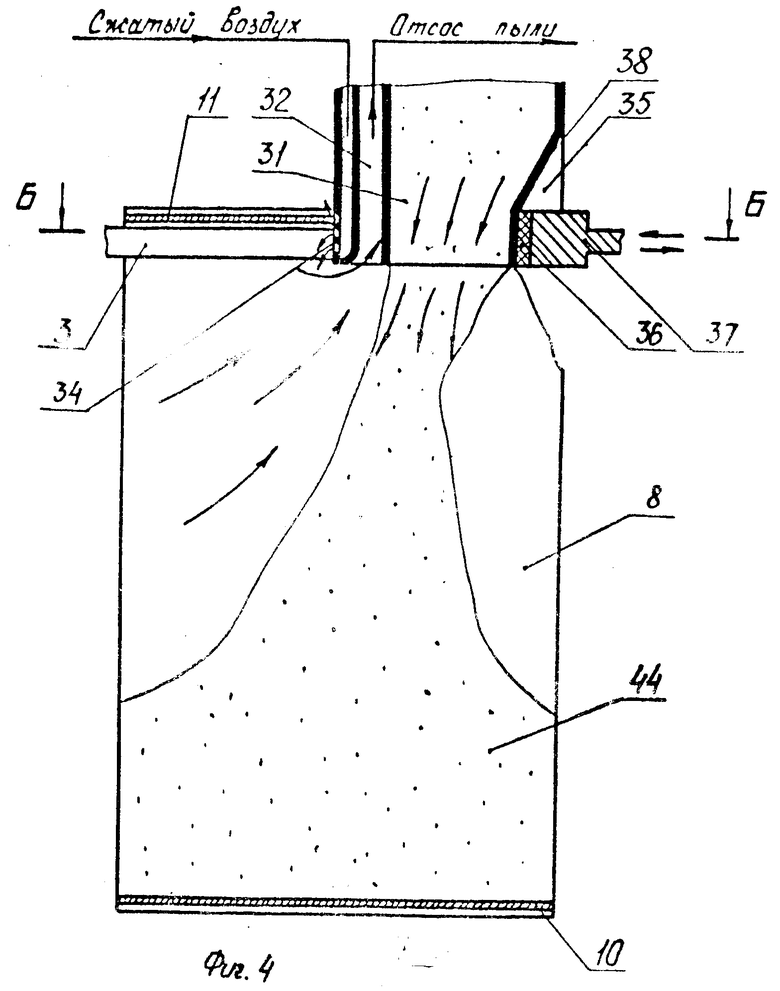
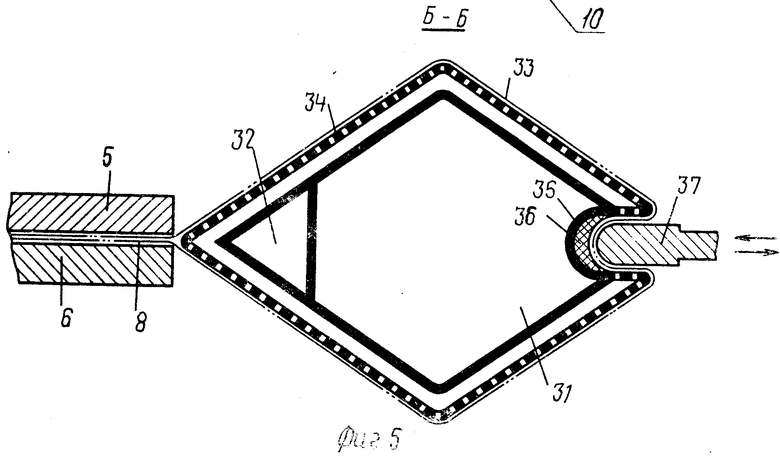
В позиции III (см. фиг.1) остановки ротора 1 установлен наполнительный патрубок 31 с каналом 32 (фиг.4) для отвода пыли, способный двигаться в загрузочное отверстие 33 мешка 8. Наружную поверхность наполнительного патрубка 31 охватывает перфорированный кожух 34 (фиг.5). С одной стороны патрубка 31 имеется углубление 35, в котором установлен эластичный элемент 36. Напротив этого углубления с возможностью возвратно-поступательного движения в горизонтальном направлении и с возможностью взаимодействия с эластичным элементом 36 установлен прижим 37. Внутри патрубка 31 имеется направляющая пластина 38.
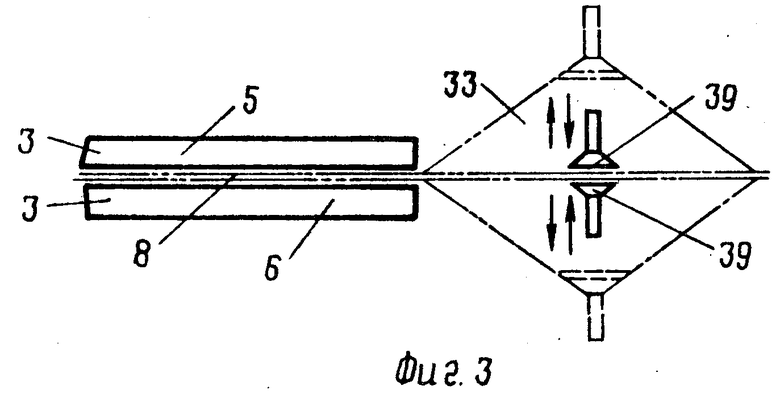
Около наполнительного патрубка 31 установлено также приспособление раскрытия верхних кромок мешка 8 для образования загрузочного отверстия 33, содержащее вакуум-присосы 39 (фиг.3), смонтированные с возможностью перемещения в горизонтальном направлении навстречу друг другу и обратно.
В позиции IV остановки ротора 1 на отдельной раме установлены сварочные элементы 40 для заделки загрузочного отверстия 33 мешка 8.
В позиции V остановки ротора 1 установлен коллектор 41 для охлаждения сварного шва 42 отверстия 33 мешка 8, являющегося продолжением верхнего шва 11.
В позиции VI остановки ротора 1 установлен транспортер 43 для приема готовых мешков 8 с продуктом 44.
Устройство работает следующим образом.
Узел 25 от закрепленного на раме 24 рулона 26 сложенной рукавной пленки отматывает полотно пленки заданной длины, которая с помощью узла 27 для направления отмотанной от рулона пленки поступает на узел 9 для образования на заготовке мешка 8 сварных швов. При этом заготовка мешка 8 одновременно поступает сверху в узел 9 и открытый зажим 3, состоящий из планок 5 и 6, установленных на вращающемся роторе 1 (фиг.6). При этом ротор 1 останавливается в позиции I, и зажим 3 находится под узлом 9.
Далее планка 6 зажима 3 движется навстречу неподвижной планке 5 зажима 3 и упирается в нее (фиг.7). При этом полотно пленки (заготовка мешка 8) зажимается с одной стороны мешка примерно на 2/3 ширины мешка между планками 5 и 6 зажима 3. Одновременно с этим плиты 18 и 19 узла 9 и нож 7 движутся навстречу неподвижной плите 12 до упора в нее. При этом полотно пленки зажимается в узле 9 между эластичными держателями 13, 20 и 14, 21 соответственно, а нож 7, проходя дальше в паз 15 неподвижной плиты 12, отделяет от полотна заготовку будущего мешка 8. Одновременно с этим происходит сваривание с одной стороны мешка 8 сварочными элементами 17 и 23 неполного верхнего шва 11, а также сваривание сварочными элементами 16 и 22 нижнего шва 10 следующего мешка (фиг.7). По окончании сварки швов 10 и 11 плиты 18, 19 и нож 7 возвращаются в исходное положение, а зажатый в зажиме 3 его планками 5 и 6 мешок 8 поступает в позицию II ротора 1.
В позиции II во время остановки ротора 1 сварные швы 10 и 11 охлаждаются воздухом, направляемым на них соответственно из коллекторов 29 и 30. Это обеспечивает полное охлаждение швов 10 и 11 и их высокую прочность.
Затем ротор 1 транспортирует зажатый зажимом 3 мешок 8 в позицию III. После остановки конвейера 1 в позиции III вакуум-присосы 39 захватывают пленку загрузочного отверстия 33 мешка 8 и раскрывают отверстие 33, в которое затем опускается наполнительный патрубок 31 с закрепленным на нем перфорированным кожухом 34. При этом в углубление 35 патрубка 31 вводится прижим 37, который плотно натягивает пленку отверстия 33 мешка 8 на перфорированный кожух 34. Эластичный элемент 36 устраняет возможность неплотного прилегания пленки загрузочного отверстия 33 мешка 8 к периметру перфорированного кожуха 34 из-за возможных неточностей при захвате заготовки мешка 8 зажимами 3 в позиции I ротора 1 или при отклонении размеров мешка по ширине при замене рулона рукавной пленки на новый из-за неточностей при изготовлении рукавной пленки. Включается отсос пыли, в перфорированный кожух 34 подается сжатый воздух, а наполнительный патрубок 31 сообщается с дозатором (не показан) продукта. Доза последнего через патрубок 31 поступает в мешок 8. Благодаря наличию наклонной пластины 38, несмотря на смещение наполнительного патрубка 31 в сторону от центральной вертикальной оси мешка 8, продукт поступает в центральную часть, что обеспечивает равномерность наполнения мешка 8 продуктом.
В связи с тем, что внутрь перфорированного кожуха подается чистый сжатый воздух, последний, просачиваясь наружу и внутрь мешка 8, создает около внутренней стенки горловины мешка 8 воздушную подушку, что полностью препятствует попаданию пыли продукта на внутреннюю стенку загрузочного отверстия 33 мешка 8 и выходу пыли наружу. Направленный в мешок чистый сжатый воздух удаляется вместе с пылью через канал 32 для отвода запыленного воздуха и пыли. Во время наполнения продуктом 44 мешка 8 последний дополнительно поддерживается поворотным столом 4, находящимся в горизонтальном положении.
По окончании наполнения мешка 8 продуктом прижим 37 выводится из углубления 35 наполнительного патрубка 31 в исходное положение и патрубок 31 также поднимается из горловины мешка 8 в исходное положение. Освобожденная горловина мешка 8 выпрямляется и складывается под действием веса продукта, находящегося в мешке 8.
В этом состоянии наполненный мешок подается ротором 1 в позицию IV, где на отдельной раме (не показана) установлены сварочные элементы 40 для сварки горловины мешка 8.
Таким образом, в позиции IV загрузочное отверстие 33 мешка 8 сжимается сварочными элементами 40 и сваривается, например, с помощью термоимпульсной сварки (аналогично сварке в узле 9). Благодаря тому, что при выполнении мешка 8 пленка горловины была предохранена от попадания на нее пыли продукта, сварной шов 42 получается высокопрочным и является продолжением шва 11. Последнее легко обеспечивается за счет того, что мешок 8 на протяжении всех операций зафиксирован в зажиме 3 и поддерживается от смещения вниз от воздействия веса находящегося в нем продукта поворотным столом 4, находящимся в горизонтальном положении.
После сварки загрузочного отверстия 33 мешка 8 сварочные элементы 40 расходятся в стороны и мешок 8 перемещается ротором 1 в позицию V, где шов 42 охлаждается воздухом, направленным на шов 42 из коллектора 41. Готовый мешок 8 далее поступает в позицию VI ротора 1. В этой позиции планки 5 и 6 зажима 3 расходятся в противоположные стороны и освобождают мешок 8. Одновременно поворотный стол 4 переводится в вертикальное положение, и мешок 8 сбрасывается на приемный транспортер 43, которым он отводится на склад.
Далее поворотный стол 4 поворачивается в горизонтальное положение и опорное приспособление 2 с открытым зажимом 3 поступает в позицию I, и процесс изготовления и затаривания мешка повторяется.
Благодаря тому, что в способе автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки и в устройстве для его осуществления одновременно с образованием нижнего поперечного шва осуществляют образование с одной боковой стороны мешка большей части верхнего поперечного шва, обеспечивается высокая прочность как нижнего, так и верхнего шва, так как образование швов осуществляют без всяких помех (отсутствует пыль продукта, оседающая на внутреннюю поверхность) при затаривании мешка. Это повышает качество получаемых мешков и соответственно надежность в работе. Упрощается также конструкция вследствие наличия одного стационарного сварочного поста вместо шести (на каждом опорном приспособлении).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| УПАКОВКА | 2009 |
|
RU2527125C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАПОЛНЕНИЯ УПАКОВКИ ТИПА ПАКЕТА | 2016 |
|
RU2694952C2 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ, ИСПОЛЬЗУЕМОЕ В МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ | 1996 |
|
RU2163219C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2010 |
|
RU2516134C2 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |



Изобретение относится к оборудованию для расфасовки и упаковки сыпучих пылящихся продуктов в рукавную полимерную пленку и может быть использовано в химической, пищевой и других отраслях промышленности. Цель изобретения - повышение качества упаковки и упрощение конструкции. На заготовке мешка 8 сварочными элементами образуют поперечный нижний шов 10 и одновременно неполный верхний шов 11 с одной боковой стороны мешка 8. Здесь же установлены зажимы 3 для захвата заготовки мешка 8 в виде пары планок. В загрузочное отверстие 33 мешка 8 вводится наполнительный патрубок 31, снабженный перфорированным кожухом. В кожух подается сжатый воздух, который обдувает изнутри стенки загрузочного отверстия 33. Внутри патрубка 31 установлена направляющая пластина. После наполнения мешка 8 сварочными элементами 40 заделывают загрузочные отверстие 33. 2 с.п.ф-лы, 8 ил.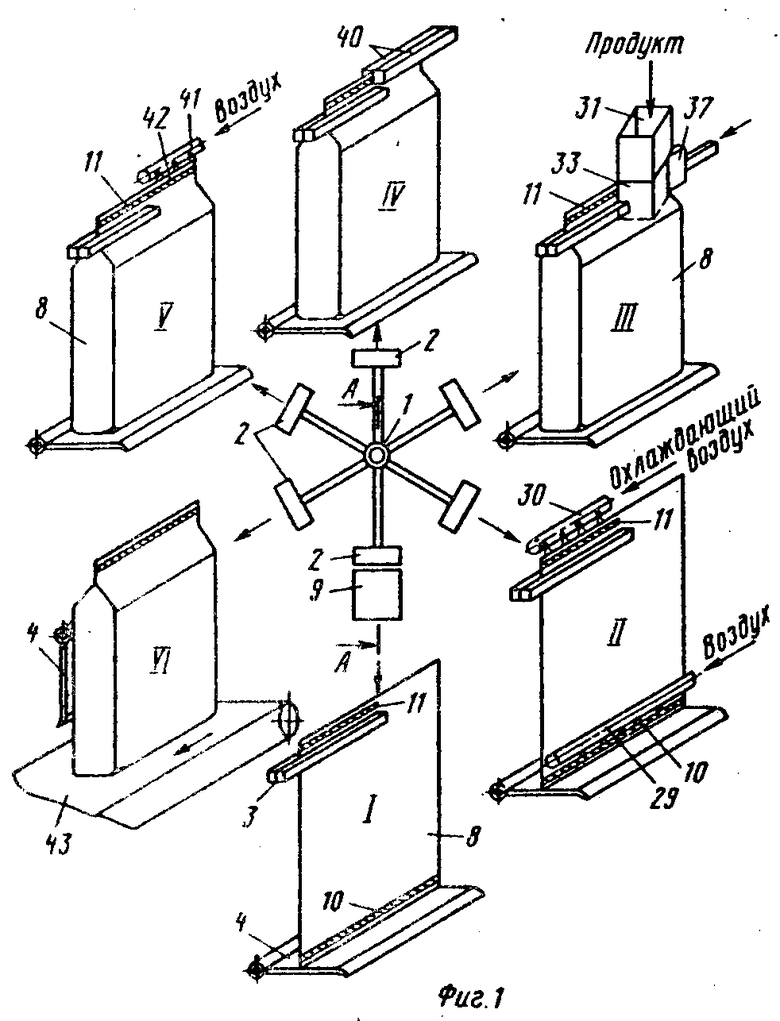
СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Патент Великобритании N 1568442, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
