Изобретение относится к тампону для женской гигиены или для использования в медицине и к способу его изготовления. Тампон, пригодный для массового производства, состоит из сжимающейся заготовки тампона, выполненной из поглощающего жидкость материала, а также из по меньшей мере частично покрывающего ее покрытия, выполненного из проницаемого для жидкости нетканого материала, изготовленного по меньшей мере частично из термопластических, термоплавких волокон, которые прессуют с приданием им окончательной формы тампона. Тампоны такого родового типа описаны в патентах США 4816100, 4859273, 4863450 и 5004467.
Обычно тампоны содержат гидрофильные материалы в форме волокон или пены с приданием им прессованием, в общем, цилиндрической формы. Известно, что ввод такой структуры во влагалище часто оказывается затруднительным и неудобным из-за шероховатости и сухости текстуры поверхности поглощающего сердечника. Если поглощающий сердечник состоит также из волокнистых материалов, волокна имеют тенденцию к отделению при вводе и извлечении тампона из тела. Проблемы, связанные со вводом, можно в определенной степени преодолеть за счет применения предназначенного для этого аппликатора для тампонов; однако применение аппликаторов не решает проблем, связанных с потерей волокон или при извлечении тампона. Патенты ЕР-В 0149155 и GB-B 1218641 относятся к применению проницаемого для жидкости покрывающего слоя, который окружает поглощающий сердечник и уменьшает потери волокон. Кроме того, покрывающий слой может уменьшить поверхностное трение, покрывая находящийся под ним поглощающий сердечник, и может сделать более приятным ввод и извлечение тампона.
Обычно наружный или покрывающий слой сам образован нетканым материалом, представляющим собой, по существу, открытую, проницаемую для жидкости структуру, которую легче производить (ЕР 0149155). В последнее время во многих случаях материалы для покрывающего слоя разработаны в первую очередь с намерением улучшить возможности ввода, например покрытие, состоящее из полипропилена (РР), описанное в патенте US-B 3683912, или скрепленный порошком материал из австралийского патента 74346/91. Кроме того, установлено, что аналогичные преимущества можно получить при использовании иных, чем нетканые, материалов, таких как сетевидные структуры, описанные в патенте США 5374258. Аналогичным образом имеются примеры покрывающего слоя или обертывающих материалов, разработанных для облегчения извлечения тампона. Поглощающий сердечник тампона должен обеспечивать во влагалище сильное капиллярное всасывание, в результате чего извлечение тампона часто оказывается затруднительным и неприятным. Покрывающие слои, служащие для облегчения извлечения, решают эту проблему путем уменьшения всасывающего действия, например, за счет более эффективного покрытия поглощающего сердечника, такого как в случае тампона с двойной оболочкой, описанного в патенте США 4305391, или удерживания жидкости в волокнах покрывающего слоя с целью сохранения мягкой и эластичной поверхности, как описано в патенте США 4056103.
Настоящее изобретение относится к тампону и способам его изготовления и основывается на признаках, помещенных в ограничительной части пункта 1 формулы изобретения, содержащегося в описаниях изобретения к патентам США 4816100, 4859273, 4863450 и 5004467. Тампон, являющийся предметом изобретения, состоит из поглощающего тела из нетканых волокон и проницаемого для жидкости термопластического покрывающего материала, который по меньшей мере частично покрывает последнее и спрессован в радиальном направлении с достижением окончательной формы тампона. Покрывающий материал закреплен на поглощающем теле, а вся структура свернута, образуя так называемую заготовку тампона. Заготовку прессуют в радиальном направлении, а вводимому концу придают форму заостренного конуса для придания тампону окончательной формы.
Часто желательным материалом для покрытий тампона являются термопластические нетканые материалы, поскольку они могут быть легко прикреплены в процессе изготовления к тампону путем нагревания и/или приложения (патент США 4863450). Особенно пригодны для этого процесса нетканые материалы, которые производятся из двухкомпонентных волокон, поскольку полимер с более низкой температурой плавления, образующий один из компонентов волокна (часто около 50% всех волокон в форме покрывающего слоя), плавится, образуя соединение с находящейся ниже подложкой, в то время как компонент с более высокой температурой плавления (часто сердечник волокна) сохраняет свои физические характеристики для поддержания целостности покрытия.
Основная задача изобретения заключается в усовершенствовании тампона, который по меньшей мере частично окружен нетканой покрывающей лентой таким образом, что даже перед днями относительно сильной менструации или после них, или в случае только небольших влагалищных выделений, он может быть введен более легко и более безболезненно, в качестве защиты для белья, в полость тела и может также быть вновь извлечен из этой полости.
Изобретение позволяет решить эту задачу с помощью признаков, перечисленных в п.1.
Изобретение относится также к способу изготовления указанного тампона согласно п.6.
Установлено, что сглаживание полностью или частично термопластического нетканого материала путем каландирования под воздействием тепла и давления, когда это сглаживание объединяется в непрерывное массовое производство тампонов, создает единственную возможность, не снижая при этом производительности, приспособить сглаживание этого нетканого покрывающего материала с помощью чрезвычайно точного контроля к соответствующему выпускаемому тампону и оптимизировать указанное сглаживание с точки зрения пригодности, требований к качеству и контроля качества, уменьшения количества отходов и возможности, например, внесения необходимых поправок размеров.
Нетканые материалы, состоящие из двухкомпонентных волокон, или даже нетканые материалы, образуемые сочетанием волокон, обладающих значительными различиями температуры плавления и формы поперечного сечения, которые или были связаны между собой предварительно путем каландирования с использованием таких процессов, как воздушная укладка или термическое соединение, или же поставлены в форме несвязанного материала непосредственно с кардной машины, могут быть пропущены в зазор каландра во время непрерывного массового производства тампонов, причем каландр состоит из двух гладких валков, прикладывающих к волокну давление и температуру ниже температуры плавления более легкоплавкого компонента волокна. Полученный в результате материал является очень гладким и лощеным продуктом, который не только обеспечивает получение описанного выше облегчения ввода, ношения и извлечения тампона, и в дополнение к этому имеет приятный внешний вид.
Преимущества, присущие изобретению, приведены в подпунктах.
Примеры вариантов реализации тампона и способов его производства описаны ниже более подробно и со ссылкой на устройство, схематически проиллюстрированное на чертежах, на которых:
на фиг. 1 показаны полученные с помощью электронного микроскопа при различном увеличении изображения структуры нетканого покрывающего материала, предназначенного для тампона согласно настоящему изобретению,
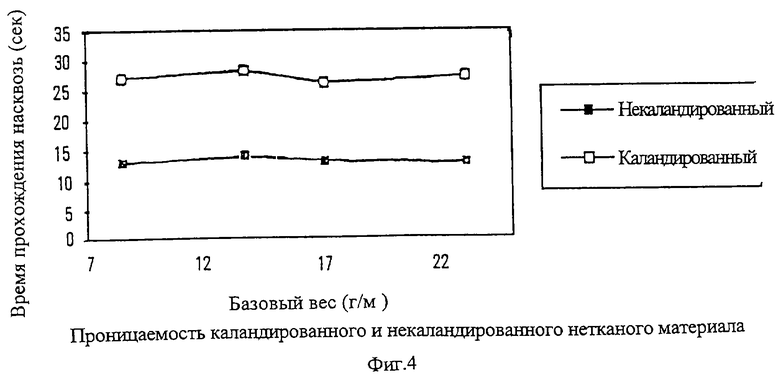
на фиг.2-4 показаны диаграммы, иллюстрирующие характеристики тампонов с каландированным нетканым покрывающим материалом,
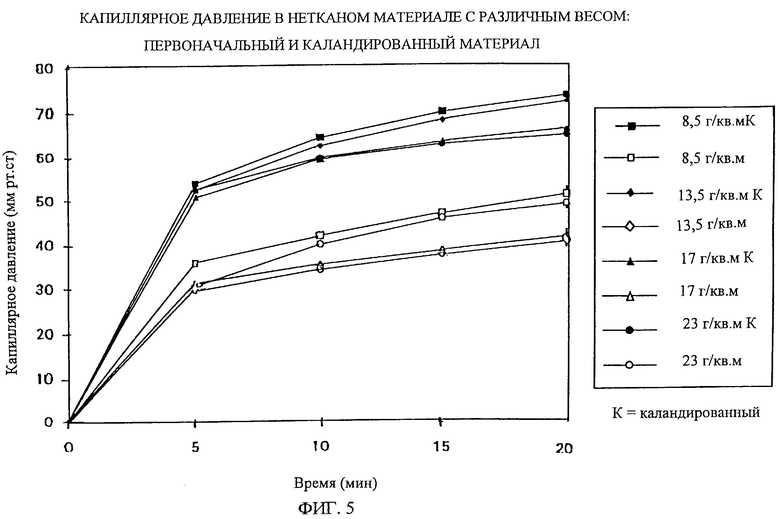
на фиг.5 графически проиллюстрированы сравнительные значения капиллярного давления в тампонах с каландированным и некаландированным неткаными покрывающими материалами,
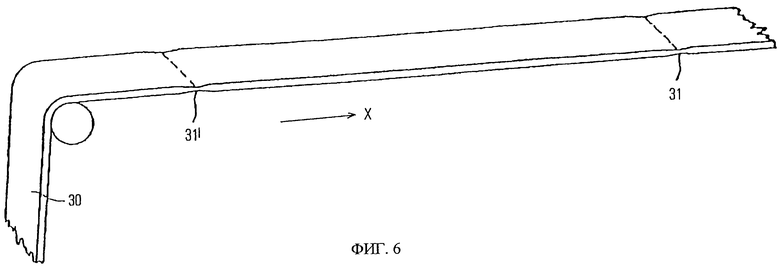
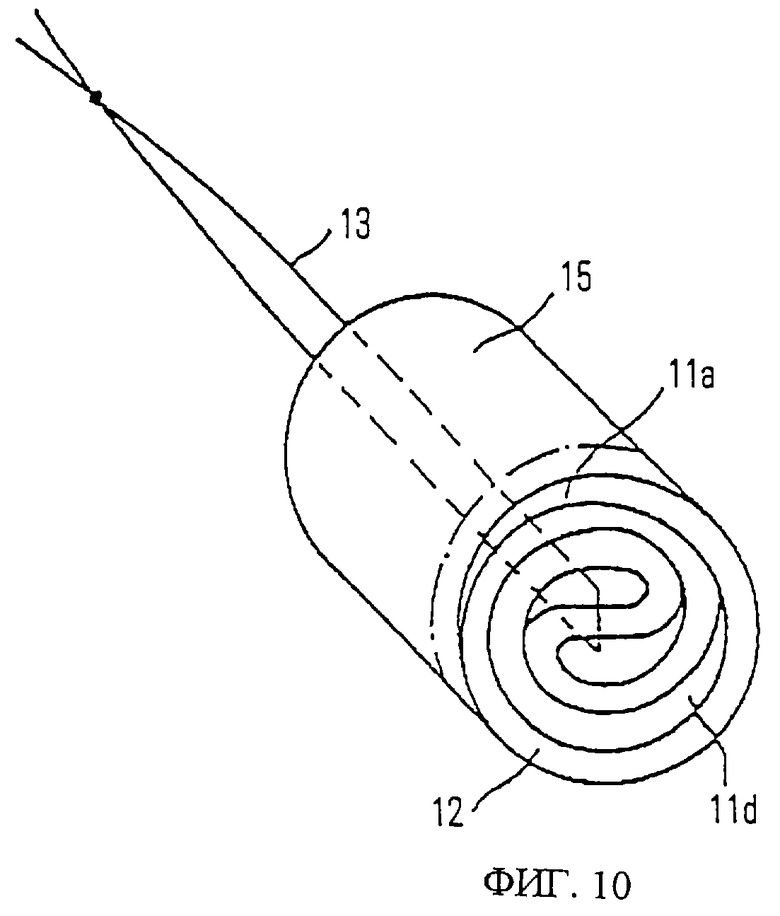
на фиг. 6-11 показаны операции процесса изготовления первого тампона согласно настоящему изобретению,
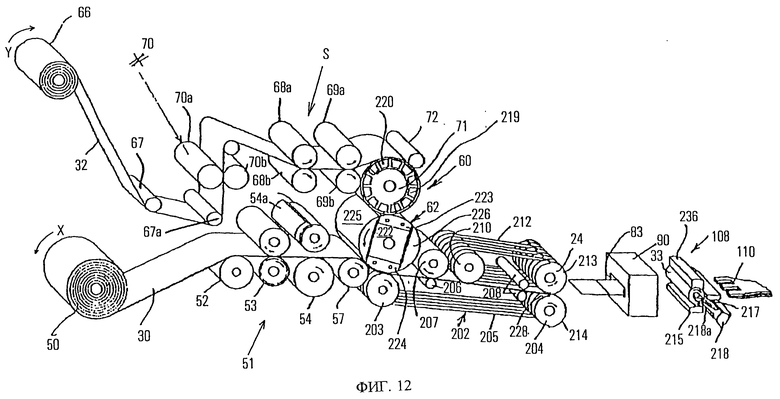
на фиг.12 схематически показан первый вариант реализации устройства для производства первого тампона согласно изобретению, с помощью которого могут производиться тампоны с покрытием,
на фиг.13 показано перспективное изображение второго варианта реализации заготовки тампона с отрезком нетканого покрывающего материала, окружающим указанную заготовку,
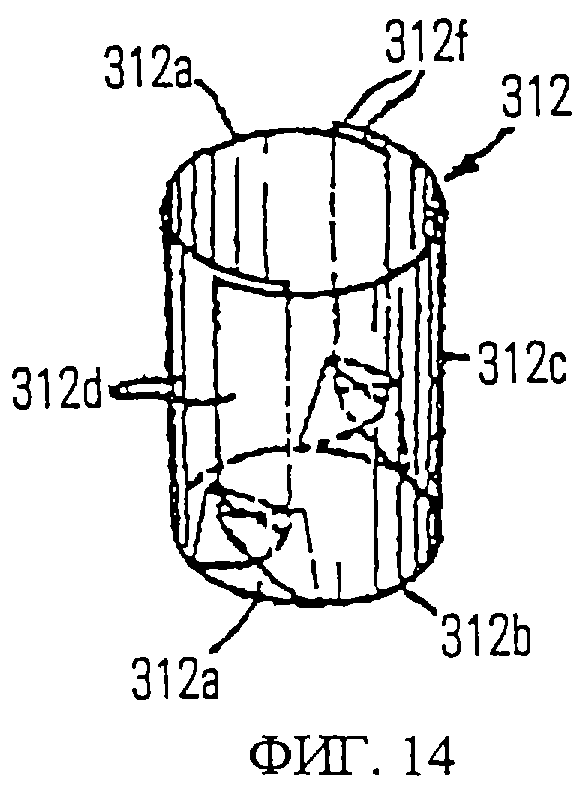
на фиг.14 показан в увеличенном масштабе отрезок нетканого покрывающего материала до свертывания (завертывания внутрь) одной кромки,
на фиг. 15 показана в увеличенном масштабе заготовка тампона и отрезок нетканого покрывающего материала с фиг.14 до прикрепления вытяжной нити,
на фиг. 16 показано изображение с разделением на детали устройства, предназначенного для изготовления второго варианта реализации тампона с отрезком нетканого покрывающего материала, выполненного из проницаемого для жидкости материала, на одной стороне которого расположена заготовка тампона, а на другой стороне которого располагается свертывающая плита матрицы.
В целом изобретение относится к тампону для женской гигиены или для использования в медицине, содержащему нетканое покрытие, имеющее по меньшей мере одну обращенную наружу гладкую поверхность и, по существу, замыкающий внутри себя поглощающий жидкость сердечник, в котором нетканое покрытие содержит по меньшей мере частично термопластические, термоплавкие волокна, причем обращенная наружу поверхность нетканого покрытия имеет коэффициент трения покоя менее 0,4.
Настоящее изобретение относится также в целом к способу производства тампона для женской гигиены или для использования в медицине, который включает в себя следующие операции:
а) непрерывная подача бесконечной, поглощающей жидкость волокнистой ленты, изготовленной из смеси природных и/или искусственных волокон, причем ширина ленты приблизительно соответствует длине готового тампона,
б) разделение ленты на полоски равной длины, пригодные для производства тампонов,
в) непрерывная подача бесконечного, нетканого покрывающего материала, по меньшей мере частично состоящего из термопластических волокон и имеющего открытую, проницаемую для жидкости структуру,
г) резка нетканого покрывающего материала на отрезки нетканого покрывающего материала,
д) придание каждой из полосок ленты формы приблизительно цилиндрической заготовки тампона с отрезком нетканого покрывающего материала, по меньшей мере частично образующим наружную сторону, или без него,
е) прессование заготовки тампона вместе с отрезком нетканого покрывающего материала, по меньшей мере частично окружающим его поверхность, в радиальном относительно его центральной оси направлении с приданием окончательной формы тампона.
Способ в соответствии с настоящим изобретением отличается тем, что непрерывно подаваемый нетканый покрывающий материал подвергают перед его нарезкой на отдельные отрезки покрывающего материала обработке, включающей применение тепла и давления, таким образом, что по меньшей мере наружная поверхность нетканого покрывающего материала, окружающая по меньшей мере значительную часть поверхности тампона, сглаживается, сохраняя при этом характеристики нетканого покрывающего материала и поглотительную способность тампона.
Следующая информация, подтверждающая изобретение, была целиком получена при использовании каландированных покрытий, состоящих из двухкомпонентных волокон полиэтилена и полиэфира, образующих покрытие и сердечник, причем материалы-предшественники представляли собой уложенные воздухом нетканые покрывающие материалы. Кроме того, предназначенные для использования волокна могут быть уложены произвольно.
Помещенные на фиг.1 и полученные с помощью электронного микроскопа фотографии материала на основе двухкомпонентных волокон показывают, что наружные слои более легкоплавкого полимера двухкомпонентных волокон в ходе способа подвергаются пластификации, так что соседние волокна надрезаются в каждой из их точек пересечения, и таким образом открытые участки сохраняются в наибольшей степени после затвердевания волокон при охлаждении. Сглаживание свободных волокон, сжатие с получением одинаковой толщины и заполнение открытых участков способствуют тому, что характеристики поверхности оказываются значительно отличающимися от характеристик первоначального материала. Крепление нетканого покрывающего материала к тампону остается возможным благодаря присутствию компонента с низкой температурой плавления и позволяет после изготовления конечного продукта получить чрезвычайно гладкую, мягкую поверхность подачи.
Желательно оптимизировать физические характеристики каландированного материала с целью достижения наилучшим образом сбалансированной эффективности тампона. Если базовый вес слишком низок, значит между каландированными участками имеются большие открытые участки, уменьшающие непрерывность поверхности и, таким образом, уменьшающие ощущение гладкости и мягкости тампона. Если, с другой стороны, базовый вес окажется слишком большим, открытый участок закрывается каландированием, уменьшается проницаемость покрытия и, в результате, ограничивается поглощающая способность тампона. Для системы полиэтилен/полиэфир для достижения сглаживания необходима температура каландирования от 70 до 120oС и давление от 0,2 до 2,5 бар при скорости пропускания 8-12 м/мин. Предпочтительные условия обработки составляют 80-85oС, давление 0,5 бар и скорость пропускания 10 м/мин. Температура плавления полиэтилена в этой системе составляет 130oС.
На фиг. 2 показано, что базовый вес первичного материала должен составлять 14-17 г/м2, а толщина первичного материала, уложенного в четыре слоя, составляет около 0,4 мм или больше. Пропускание первичных материалов через зазор сглаживающего каландра позволяет получить материал постоянной толщиной менее чем приблизительно 0,3 для четырех уложенных друг на друга слоев этого материала вне зависимости от его первоначального веса. Предпочтительно толщина четырех уложенных друг на друга слоев этого материала составляет менее чем приблизительно 0,2 мм. В результате плотность возрастает и открытые участки уменьшаются одновременно и пропорционально увеличению базисного веса первичного материала.
Гладкость этих материалов измеряют на основании коэффициента трения (фиг. 3). Неровная и гладкая стороны первоначального, полученного воздушной укладкой материала подвергают каландированию одинаковым образом, для того чтобы получить значительно более низкие фрикционные характеристики. Коэффициент трения 0,2 соответствует известному значению для чистого полиэтилена, и это значение, возможно, представляет собой максимальную теоретически возможную гладкость такого материала на основе полиэтилена/полиэфира, без изменения конечного качества и/или количества волокон. На фиг.3 можно видеть, что базовый вес 8,5 г/м2 соответствует более неровной поверхности из-за большой открытости материала. Очевидно также, что применение базового веса, превышающего 13,5 г/м2, вряд ли дает какие-либо преимущества, поскольку это значение обеспечивает теоретическую, максимальную гладкость для данной системы.
На фиг. 4 показано сопоставление времени прохождения насквозь первичных материалов и каландированных материалов с использованием искусственного, обладающего высокой вязкостью заменителя менструальной жидкости. Можно видеть, что каландирование способствует значительному увеличению времени поглощения жидкости, однако на фиг.5 можно видеть значительное возрастание силы капиллярного всасывания. Силу капиллярного всасывания можно измерить согласно процедуре, описанной в патенте ЕР 0685215. Все эти данные в комплексе показывают, что в то время, как усилие каландирования способствует уменьшению размеров открытого участка, уменьшается также и эффективный размер пор материала. Похоже, что это позволяет компенсировать возможные потери времени сквозного прохождения жидкости и в процессе применения не влияет на протечку тампона и другие относящиеся сюда критерии эксплуатационных характеристик.
Данные о капиллярных силах, графически изображенные на фиг.5, позволяют предположить, что каландирование ведет к увеличению силы капиллярного всасывания. Конечно, каландированные покрывающие слои демонстрируют более высокие силы всасывания по сравнению с первоначальными неткаными материалами (черные значки сопоставляются с белыми значками). Поэтому процесс каландирования не только уменьшает размеры открытого участка, но уменьшает также эффективный размер пор нетканого материала. В опытах, проведенных с искусственной менструальной жидкостью, наблюдалось повышение капиллярного давления, развиваемого каландированным материалом по сравнению с аналогичными некаландированными материалами. Этот эффект компенсирует потерю открытых участков в материале, но нельзя сказать, что он оказывает отрицательное воздействие на поглощающую способность тампона.
Поглощающая способность
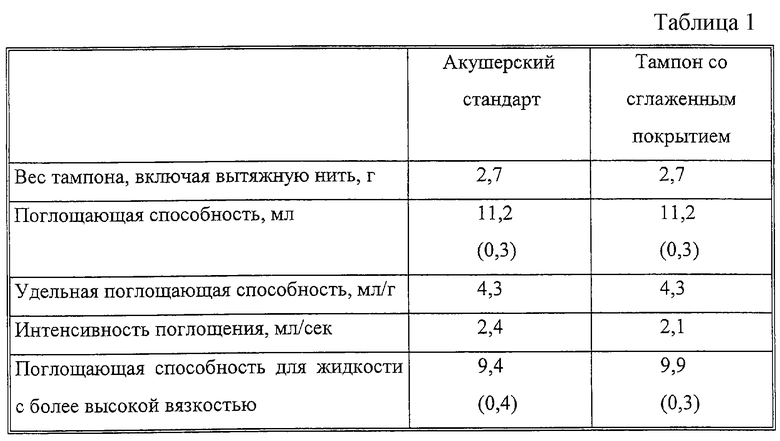
Значения поглощающей способности тампона, являющегося предметом настоящего изобретения, которые перечислены ниже, установлены с помощью испытательной установки, описанной в Европейском патенте 0422550 B1.
Коэффициент трения
Коэффициент трения покоя между двумя идентичными неткаными покрывающими материалами определяли с помощью прибора определения трения покоя в целом согласно процедуре, описанной в стандарте ASTM D4918-95. Полированный металлический брусок, покрытый нетканым покрывающим материалом, помещают на наклонную поверхность, на которой растянут нетканый покрывающий материал. Коэффициент трения определяют исходя из тангенса угла наклона, при котором начинается движение металлического бруска. Предпочтительно материал обладает коэффициентом трения покоя менее чем приблизительно 0,4, более предпочтительно меньше чем приблизительно 0,3 и еще более предпочтительно менее чем приблизительно 0,26.
Как уже было показано выше, предпочтительно применяемый двухкомпонентный волокнистый материал LD из полиэтилена и полиэфира имеет вес 11-17 г/м2, предпочтительно 14 г/м2. Прочность при раздирании нетканого покрывающего материала в продольном направлении составляет ≤ 19 Н/39 мм или ≤ 20 Н/45 мм. Удлинение при разрушении в продольном направлении ≤ 55%. Температура сваривания нетканого материала составляет 120-140oС.
Ниже со ссылкой на фиг.6-14 будет описан предпочтительный вариант реализации тампона, являющегося предметом настоящего изобретения и упомянутого выше; на фиг. 11 изображен тампон 10 для женской гигиены, состоящий из отрезка 11 заданной длины, который можно видеть на фиг.8, каландированной волокнистой ленты, образуемой смесью природных и термопластических двухкомпонентных волокон (фиг.6-9). Смесь волокон предпочтительно содержит 75% волокон вискозы с неправильным, предпочтительно многосторонним или звездообразным, например, трехсторонним поперечным сечением, обладающих в достаточной степени более высокой прочностью на изгиб, и 25% стандартных волокон вискозы. Ширина ленты 30 приблизительно соответствует длине тампона 10. Этот отрезок ленты 11, по существу, свертывают вокруг оси, поперечной его продольному направлению, со смещением относительно середины отрезка ленты 11 в продольном направлении, формируя заготовку тампона 12 и одновременно вставляя вытяжную нить 13. Заготовку тампона 12 подвергают прессованию, по существу, в радиальном направлении относительно оси свертывания, придавая тампону 10 окончательную форму. Путем прессования в тампоне 10 создают восемь выдавленных пазов, расположенных на одинаковом угловом расстоянии друг от друга. Вводимый конец 10а тампона 10 выполнен как конус 10b, сходящийся в точку, и форма которого напоминает наконечник пули. В данном изобретении возможно применение тампонов иной формы, включая те, что описаны в Европейском патенте 0149155.
Согласно фиг.7 отрезок нетканого покрывающего материала 15, выполненного из проницаемого для жидкости термопластического материала, прикрепляют с помощью нагрева и давления к той части отрезка волокнистой ленты 11, которая образует круговую поверхность тампона 10, причем длина данного отрезка 15 нетканого покрывающего материала превышает длину окружности заготовки тампона 12. Согласно изобретению данный отрезок 15 нетканого покрывающего материала обладает с обеих сторон чрезвычайно гладкой поверхностью, что является результатом операции дополнительного каландирования, упомянутой выше. Гладкость наружной поверхности отрезка 15 нетканого покрывающего материала служит для того, чтобы значительно облегчить ввод тампона в углубление тела, даже не в период более сильных менструаций.
На фиг. 7-9 показано, что отрезок 15 термопластического нетканого покрытия прочно соединяется с лентой 30 предпочтительно с помощью параллельных линий проплавления 79, расположенных на определенном расстоянии друг от друга, причем эти линии проплавления располагаются под острым углом относительно продольной оси ленты 30. Расстояние между отдельными линиями проплавления 79 установлено таким, чтобы между линиями проплавления 79 проницаемый для жидкости материал отрезка 15 нетканого покрывающего материала плотно прилегал к материалу ленты. Это гарантирует немедленное всасывание внутрь тампона жидкости, поступающей на отрезок 15 нетканого покрывающего материала, расположенный на круговой поверхности тампона, под воздействием капиллярных сил расположенного ниже волокнистого материала отрезка тканой ленты 11. В случае необходимости можно также прикрепить отрезок 15 нетканого покрывающего материала к ленте 30 путем шитья или крепления, например, механическими или клеящими средствами.
Наружный конец 15а отрезка 15 нетканого покрывающего материала выступает за пределы наружного конца 11а отрезка ленты 11 и приварен с помощью тепла и давления к наружной стороне части отрезка 15 нетканого покрывающего материала, который приварен к отрезку ленты 11.
Можно видеть, что отрезок 15 из термопластического, проницаемого для жидкости нетканого покрывающего материала предпочтительно уже отрезка ленты 11, однако находится на одном уровне с продольной кромкой 11b отрезка ленты 11, образующей извлекаемый конец 10с тампона 10. Продольная кромка 11с отрезка ленты 11, образующая вводимый конец 10а тампона 10, выступает далее соответствующей кромки 15с отрезка 15 проницаемого для жидкости термопластического нетканого покрывающего материала на ширину, приблизительно соответствующую высоте конуса 10b, сходящегося в точку, на вводимом конце 10а тампона 10. Проницаемый для жидкости нетканый покрывающий материал 32 (фиг. 12) по меньшей мере преимущественно состоит из термопластического нетканого волокнистого материала, предпочтительно состоящего из двухкомпонентного волокна, компонентами которого являются, например, сердечник из полиэфира и оболочка из тяжелого полиэтилена. Возможно применение и других материалов, таких как другие формы полиэтилена, полипропилен, сополимеры этиленвинилацетата и иных материалов с относительно низкой температурой плавления. Особенно удобно, чтобы полиэтилен низкого давления имел более низкую температуру плавления, чем полиэфир. Поскольку свободный наружный конец 15а отрезка 15 термопластического нетканого покрывающего материала приварен к наружной стороне продольной части отрезка 15 нетканого покрывающего материала, который приварен к отрезку 11 ленты по окружности заготовки тампона 12, причем отрезок 15 нетканого покрывающего материала образует покрытие, которое прочно связано с последним и чей наружный диаметр соответствует диаметру заготовки тампона.
Предпочтительный процесс производства упомянутого тампона включает в себя следующие операции, которые описаны ниже со ссылкой на фиг.6-14.
Согласно фиг.6 происходит непрерывная подача каландированной волокнистой ленты 30, состоящей из смеси природных или целлюлозных волокон, предпочтительно имеющих неправильное поперечное сечение, например, со множеством ответвлений, и имеющей ширину, соответствующую длине тампона 10. Ленту 30 ослабляют, например, путем перфорирования в направлении, поперечном относительно его продольной оси, в каждом случае так называемыми ослабленными линиями 31, расположенными между отрезками 11, имеющими длину, необходимую для производства тампона 10. Дополнительно этого ослабления достигают путем растягивания ленты 30 для ее утончения или уменьшения ее поперечного сечения, но без повреждения ленты 30 в растянутой зоне или по ослабленной линии 31. Лента 30 перемещается непрерывно в направлении, указанном стрелкой х.
Приблизительно в то же время непрерывно движущийся нетканый покрывающий материал 32 (фиг. 12), выполненный из термопластического, проницаемого для жидкости, нетканого покрывающего материала, который согласно изобретению подвергается каландированию, предусматривающему применение давления и тепла, в каждом случае нарезают на отрезки 15 нетканого покрывающего материала, длина которых превышает длину окружности заготовки тампона 12, показанной на фиг. 10. Затем проницаемый для жидкости отрезок 15 термопластического нетканого покрывающего материала крепят, например, путем приваривания или пришивания на внешней стороне участка ленты 30, расположенного в задней относительно направления х движения ленты 30 и перед ослабленной линией 31, с применением тепла и давления вдоль параллельных линий проплавления 79, идущих наклонно к продольной оси ленты 30. Размещение отрезка 15 нетканого покрывающего материала на верхней стороне ленты 30 в этом случае осуществляется таким образом, что конец 15а отрезка 15 нетканого покрывающего материала, который располагается снаружи и в задней части относительно направления движения х ленты 30 (фиг.8), выступает свободно, так сказать без закрепления, за пределы ослабленной линии 31 ленты 30. Ленту 30 затем прорезают насквозь по ослабленной линии 31, так что получается отрезок 11 ленты.
Затем отрезок ленты 11 свертывают согласно фиг.9 вокруг оси, поперечной относительно продольной линии и представленной на фиг.8 намоточным сердечником 33, получая заготовку тампона 12, показанную на фиг.10. Свертывание отрезка ленты 11 осуществляется таким образом, что по окружности заготовки тампона 12 один конец 11а наружного слоя свернутого отрезка 11 ленты перекрывает другой конец 11d (см. фиг.8 и 10) слоя свернутого отрезка ленты 11, расположенного ниже. Таким образом достигается более равномерное распределение материала по наружной окружности заготовки тампона 12 и, следовательно, по существу, ее цилиндрическая форма.
Как показано на фиг.10, длина отрезка 15 термопластического, проницаемого для жидкости нетканого покрывающего материала такова, что последний полностью покрывает окружность заготовки тампона предусмотренной длины, причем свободный или незакрепленный конец 15а первоначально продолжает выступать снаружи. Операция намотки завершается путем приваривания за счет приложения тепла и давления этого свободного, незакрепленного конца 15а отрезка 15 нетканого покрывающего материала, в той его части, которая прилегает по окружности к заготовке тампона 12, к наружному концу отрезка ленты 11 и отрезка 15 термопластического нетканого покрывающего материала, прикрепленного к отрезку ленты 11. Поскольку в ходе операции поверхности из тяжелого полиэтилена плавящихся волокон ложатся одно на другое, для достижения качественного скрепления не требуется особенно высокого скрепляющего давления, такого как в предыдущем случае скрепления отрезка 15 нетканого покрывающего материала с лентой 30.
Согласно фиг. 8 перед операцией намотки вокруг отрезка ленты 11 укладывают вытяжную нить 13 в направлении, поперечном относительно продольной оси ленты, и в случае необходимости затем завязывают ее на свободном конце. Заготовку тампона 12 после завершения ее сматывания с приданием цилиндрической формы подают затем в пресс, который предпочтительно состоит из восьми губок, расположенных в форме звезды, и с помощью которого заготовку тампона 12 подвергают прессованию, по существу, в радиальном направлении с приданием тампону 10 окончательной формы, показанной на фиг.11.
После этого вводимому концу 10а тампона придают форму конуса 10b, сходящегося в точку и напоминающего пулю или купол, с тем, чтобы сделать ввод тампона в полость тела еще более легким. Для данного процесса не имеет значения, где именно и каким образом в деталях размещается вытяжная нить 13, а также имеет ли вводимый конец форму купола или нет.
Само собой разумеется, что длина отрезка 15 нетканого покрывающего материала зависит от конечного диаметра заготовки тампона 12. От этого также зависит длина свободно выступающего, неприкрепленного конца 15а отрезка 15 нетканого покрывающего материала, составляющая обычно от 20 до 50 мм.
На фиг. 7-11 показано, что снаружи лента 30 покрыта отрезком 15 проницаемого для жидкости, термопластического нетканого покрывающего материала, выступающим от продольной кромки 30b ленты 30, образующей извлекаемый конец 10с тампона 10 только на ширину, позволяющую достичь близости к той продольной кромке 11с отрезка 11 ленты, которая образует вводимый конец 10а тампона 10. Продольная кромка 11с ленты 30, не покрытая отрезком 15 термопластического нетканого покрывающего материала, обладает достаточной шириной для того, чтобы сформировать сходящийся в точку конус или купол 10b вводимого конца 10а тампона 10 в результате прессования из заготовки тампона 12 окончательной формы тампона 10. В то же время гарантируется, что вводимый конец 10а тампона 10, на котором отсутствует отрезок 15 нетканого покрывающего материала, воздействует непосредственно на отбираемую телесную жидкость, в результате чего тампон способен расширяться без промедления и, в результате, способен развивать свою полную абсорбирующую способность и может полностью обеспечивать свои защитные возможности для пользователя.
На фиг.12 показано устройство, предназначенное для производства тампона путем применения конкретного способа, являющегося предметом настоящего изобретения. В левой части чертежа показана каландированная лента 30, изготовленная из упомянутой выше смеси волокон, которая непрерывно поступает с подающей бобины 50 в направлении х на делительный участок 51. Делительный участок 51, перед которым располагается опорный валок 52, состоит, по направлению движения х ленты 30, из пары перфорирующих и зажимных валков 53 и пары растяжных валков 54. Поскольку перфорирующий и зажимной валки 53 прочно удерживают ленту 30 перед растяжными валками 54 в момент растяжения, а растяжные валки 54 с помощью своих растягивающих губ 54а придают ускорение ленте 30, захваченной ими, в направлении перемещения х, происходит утончение или уменьшение поперечного сечения ленты 30 на пути между перфорирующим и зажимным валками 53 и растяжными валками 54, так что образуется ослабленная линия 31. За парой растяжных валков 54, 54а, с нижней стороны ленты 30, расположен гладкий цилиндрический нажимной валок 57, взаимодействующий с, по существу, цилиндрическим уплотняющим или каландирующим валком 62, расположенным с верхней стороны линии движения ленты 30, и образующий вместе с указанным валком 62 участок 60 уплотнения или каландирования. Валок 62 может быть нагрет подходящим способом, например путем нагрева электросопротивлением, и может вращаться против часовой стрелки.
Можно видеть, что перед участком уплотнения 60 и над лентой 30 и делительным участком 51 располагается подающая бобина 66, предназначенная для непрерывной полосы 32 из нетканых, проницаемых для жидкости и термопластических двухкомпонентных волокон, базовый вес которых составляет, например, 14 г/м2. Нетканую полосу 32 подают через установленные на пружинах поворотные валки 67, 67а к блоку каландирования 70, предусмотренному согласно настоящему изобретению. Блок каландирования 70 состоит из двух гладких, цилиндрических, нагреваемых нажимных валков 70а, 70b, которые воздействуют на нетканый покрывающий материал 32 при температуре 70-100oС, предпочтительно 80-85oС, и давлении 0,5-2,5 бар, чтобы снабдить указанный материал как с верхней, так и с нижней стороны мягкой, гладкой структурой поверхности, соответствующей значительно пониженному коэффициенту трения, равному предпочтительно 0,2 и эквивалентному известному значению для чистого политетрафторэтилена на стали, и демонстрирующей максимальную теоретически возможную гладкость и мягкость.
Участок резки S содержит пару транспортных валков 68а, 68b, расположенных выше и ниже нетканого покрывающего материала 32 и вращающихся в противоположных направлениях, и пару режущих валков 69а, 69b, которые расположены за предыдущими, которые аналогичным образом вращаются в противоположных направлениях, из которых ножевой барабан 69 располагается над значительной частью образующей с ножами для сквозного прорезания значительной части полосы 32. Окружная скорость транспортных валков 68а, 68b и режущих валков 69а, 69b соответствует приблизительно половине скорости перемещения ленты 30, так что нетканый покрывающий материал 32 может непрерывно стягиваться с подающей бобины 66 в направлении, указанном стрелкой у, со скоростью, соответствующей длине применяемого отрезка 15 нетканого покрывающего материала.
Режущие валки 69а, 69b существенно, но не полностью прорезают нетканый покрывающий материал 32 в поперечном направлении, так что отрезок 15 нетканого покрывающего материала, формируемый путем резания и уходящий вперед, остается соединенным со следующим за ним нетканым покрывающим материалом несколькими так называемыми перемычками.
За участком резки S располагается вакуумный валок 71. Внутри вакуумного валка 71 размещается ползун 219, который остается неподвижным, и приблизительно 180o окружности которого заняты боковыми всасывающими отверстиями (не показаны), создающими возможность всасывания через всасывающие отверстия 220, прилегающие к предыдущим отверстиям, в круговой стенке вакуумного валка 71.
С верхней стороны вакуумного валка 71 расположен ускоряющий валок 72 меньшего диаметра, прижимающий нетканый покрывающий материал к вакуумному валку. Окружная скорость вакуумного валка 71 и ускоряющего валка 72 соответствует скорости перемещения ленты 30. Поэтому выходящий с участка резки S отрезок 15 нетканого покрывающего материала может быть прижат под воздействием всасывания к окружности вакуумного валка 71 и в растянутом положении может быть перенесен по часовой стрелке в зазор, образуемый вакуумным валком 71 и ускоряющим валком 72. Как только передний конец отрезка 15 нетканого покрывающего материала попадает в зазор между ускоряющим валком 72 и вакуумным валком 71, скорость отрезка 15 нетканого покрывающего материала удваивается, достигая скорости ленты, в результате чего происходит полный отрыв отрезка от следующего за ним нетканого покрывающего материала 32 в области прорези, полученной на участке резки S.
Вакуумный валок 71 передает далее закрепленный на его окружности всасыванием отрезок 15 нетканого покрывающего материала к зазору, который вакуумный валок 71 образует с уплотняющим валком 62. Поскольку вакуумный валок 71 касается верхней стороны уплотняющего валка 62, и в этой точке действие разрежения прекращается в направлении вращения вакуумного валка 71, как будет дополнительно описано ниже, отрезок 15 термопластического нетканого покрывающего материала захватывается клеящим средством и как можно ранее нагревается нагретым уплотняющим валком 62. В результате этого отрезок 15 нетканого покрывающего материала по мере прохождения через зазор между уплотняющим валком 62 и вакуумным валком 71, когда он достигает поверхности ленты 30, предварительно нагревается до такой степени, что более легкоплавкий покрывающий слой плавких волокон отрезка 15 нетканого покрывающего материала плавится в области зазора между нажимным валком 57 и уплотняющим валком 62 и, в результате правильной установки давления и температуры, достигается тесное скрепление волокон на поверхности ленты 30.
Нажимной валок 57 располагается непосредственно за делительным участком 51. В соответствии с этим для скрепления применяется только уплотняющий валок 62. Уплотняющий валок 62 обладает особой конструкцией, позволяющей выполнять скрепление только по части окружности уплотняющего валка 62 с помощью нагреваемых скрепляющих элементов 223, 224, расположенных диаметрально противоположно на базовом элементе 222 и профилированных таким образом, чтобы соответствовать рисунку сваривания или скрепления. Периферическая длина скрепляющих элементов 223 и 224 в каждом случае в точности соответствует длине отрезка 15 нетканого покрывающего материала, который должен быть скреплен с отрезком ленты 11. К базовому элементу 222 крепятся два не нагреваемых изолированных элемента 225, 226, смещенные на 90o относительно расположенных против друг друга скрепляющих элементов 223, 224. Периферийные кривые изолирующих элементов 225, 226 имеют такой же радиус кривизны, как скрепляющие элементы 223, 224, так что в результате получается периферийная поверхность, образуемая секторами окружности одинакового радиуса. Размещение изолирующих элементов 225, 226 гарантирует, что в каждом случае свободный или незакрепленный конец 15а отрезков 15 термопластического нетканого покрывающего материала, выступающий за пределы скрепляющих элементов 223 и 224 в направлении, противоположном направлению вращения уплотняющего валка 62, ложится на один из изолирующих элементов 225, 226 и, в результате, не крепится к ленте 30.
На уровне уплотняющего валка 62, ниже линии движения ленты 30, располагается ленточный конвейер 202, состоящий из большого количества передних ведущих шкивов 203 и задних поворотных шкивов 204, на каждый из которых надеты бесконечные направляющие ремни 205.
Ведущие ремни 205 опираются в своей верхней части на опорный валок 206, который располагается против нажимного валка 207 значительно большего диаметра, находящегося с верхней стороны линии движения ленты 30. Опорный валок 206 и нажимной валок 207 прижимаются друг к другу, прочно удерживая ленту 30, когда расположенный далее по направлению движения отрезок ленты 11 вытягивают из транспортной системы транспортным и разделительным клещевым устройством 110, размещенным за ленточным конвейером 202.
На верхней ветви направляющих ремней 205 располагается пара натяжных валков 208, от которых верхняя ветвь ведущих ремней отклоняется перпендикулярно вниз, в направлении задних шкивов 204.
Над линией движения ленты 30 располагается направляющее устройство 209, которое аналогичным образом состоит из ряда поворотных шкивов 210, 211, аксиально смещенных на определенное расстояние друг от друга, на которые с аксиальным смещением надеты бесконечные ремни 212, каждый из которых располагается над направляющими ремнями 205 нижнего ленточного конвейера 202. Передние поворотные шкивы 210 заднего направляющего устройства 209 располагаются непосредственно позади нажимного валка 207, в то время как задние поворотные шкивы 211 располагаются позади задних поворотных шкивов 204 ленточного конвейера 202. В направлении движения ленты 304 верхняя ветвь направляющих ремней 205 и нижняя ветвь бесконечных ремней 212 образуют свободный зазор 228, в который через отверстие 83 в устройстве 90 ввода и завязывания вытяжной нити может быть введено клещевое устройство 110, что будет описано ниже.
Задние поворотные шкивы 211 и 204 верхнего направляющего устройства 209 и нижнего ленточного конвейера 202 снабжены, в каждом случае под углом 180o, выступающими наружу в радиальном направлении направляющими сегментами 213 и 214. Направляющие сегменты 213 и 214 работают синхронно и несут или направляют ленту 30. Когда транспортный и разделительный клещевой механизм 110 движется в направлении, противоположном направлению х движения ленты 30, к зазору 228 между поворотными шкивами 211 и 204, указанный механизм захватывает передний конец ленты 30 и втягивает его со скоростью, возрастающей по сравнению со скоростью перемещения ленты, на активный участок устройства 90 ввода и завязывания вытяжной нити и на участок сматывания 100. Поскольку нажимной валок 207 вместе с опорным валком 206 располагаются на определенном расстоянии от зазора 228, предназначенного для захвата переднего конца ленты 30 транспортным и разделительным клещевым механизмом 110, а это расстояние превышает длину отрезка ленты 11, ослабленная линия 31 на ленте 30 в каждом случае оказывается расположенной позади нажимного валка 207 и опорного валка 206 с тем результатом, что транспортный и разделительный клещевой механизм 110 вытягивает тот отрезок ленты 30, который выступает далее нажимного валка 207 настолько, насколько далеко располагается ослабленная линия 31, и обрывает ее по ослабленной линии 31. После отделения таким образом отрезка ленты 11 он направляется с помощью транспортного клещевого механизма 110 к устройству 90 ввода и завязывания вытяжной нити и на участок сматывания 100. В то время как ввод вытяжной нити 13 и ее завязывание могут выполняться так, как описано ниже, участок сматывания 100 оборудован намоточным сердечником 33 (фиг.3 и 12), который может перемещаться вперед и назад в осевом направлении и может приводиться во вращение. На участке сматывания 100 предусмотрено наличие зачищающих прокладок 215, 216, предназначенных для закрепления свободного, выступающего конца 15а отрезка 15 нетканого покрывающего материала на той части отрезка 15 нетканого покрывающего материала, которая прикреплена к заготовке тампона 12.
Нижняя и верхняя зачищающие прокладки 215, 216 размещаются на расстоянии радиуса от намоточного сердечника 33, причем желательно, чтобы нагреваться могла только нижняя зачищающая прокладка 215, простирающаяся только на угловой участок приблизительно от 190 до 280o третьего квадранта круга. Нагреваемый скрепляющий элемент 218 располагается таким образом, что может двигаться вперед и назад относительно намоточного сердечника 33 через отверстие 217 в нижней зачищающей прокладке 215, причем указанный скрепляющий элемент предназначен для закрепления ранее не закрепленного заднего конца 15а отрезка 15 нетканого покрывающего материала на той части отрезка 15 нетканого покрывающего материала, которая прикреплена к периферийной поверхности заготовки тампона 12. Поскольку концевая поверхность 218а скрепляющего элемента 218 узкая, возможно скрепить внешнюю кромку свободного конца 15а отрезка 15 нетканого покрывающего материала вдоль образующей материала того же самого отрезка 15, прикрепленного к периферийной поверхности заготовки тампона 12.
Режущие валки 69 прорезают нетканый покрывающий материал 32 в значительной степени, но не полностью, так что с каждой стороны этого разреза нетканый покрывающий материал 32 остается соединенным перемычками материала (не показаны) таким же образом, как и в случае перфорации. Привод расположенного далее ускоряющего валка 72 осуществляется со скоростью вращения, соответствующей окружной скорости вакуумного валка 71 и, следовательно, скорости перемещения ленты 30. Если передний конец нетканого покрывающего материала 15 входит в активную зону ускоряющего валка 72, отрезок нетканого покрывающего материала 32, расположенный перед разрезом, отрывается и разгоняется до скорости ленты таким образом, что отдельные отрезки 15 нетканого покрывающего материала подаются соответственно на правильном расстоянии между ними, вплоть до переднего конца, в направлении вращения одного из двух скрепляющих элементов 223, 224.
Нетканый покрывающий материал 32, расположенный за точкой отрыва, всегда сглаживается и растягивается в направлении перемещения под воздействием всасывающего действия вакуумного валка 71. Из-за чрезвычайно малой массы отделенного отрезка 15 нетканого покрывающего материала происходит его резкое ускорение до скорости ленты, так что всегда можно добиться точной установки отрезка 15 нетканого покрывающего материала на вакуумном валке 71.
На фиг.13 показан альтернативный вариант реализации тампона 300 в сборе до уменьшения его диаметра до стандартных размеров. Он представляет собой по существу цилиндрическую заготовку тампона 311, изготовленную из марли, муслина, ваты или аналогичного поглощающего материала. Заготовка тампона 311 накрыта чашевидным покрытием 312с кольцевым ободом 312а (фиг.14 и 15) и выступает далее соответствующей торцевой поверхности 311с заготовки тампона 311. Как показано на фиг.13 и 15, противоположная торцевая поверхность 311b заготовки тампона 311 прилегает к напоминающей круговой участок нижней торцевой стенке 312b нетканого покрывающего материала 312; наружная поверхность 311а цилиндрической заготовки тампона 311 полностью охватывается состоящей из нескольких секций трубчатой стенкой 312с нетканого покрывающего материала 312.
Кроме того, тампон 310 содержит возвратную нить 313, конец 313а которой имеет форму петли, прикрепленной к заготовке тампона 311 в области торцевой поверхности 11с, и проходит сквозь трубчатую стенку 312с нетканого покрывающего материала 312 и от последней. Вытяжная нить 313 снабжена узлом 313b, формирование которого описано, например, в патенте США 4312587.
Трубчатая стенка 312с отрезка 312 нетканого покрывающего материала содержит две, по существу, полуцилиндрические оболочки или желобообразные секции 312d, имеющие краевые участки 312f, перекрывающие друг друга и идущие в аксиальном направлении параллельно оси цилиндрической заготовки тампона 311 и отрезку 312 нетканого покрывающего материала, от стенки 312b нижнего конца в направлении торцевой поверхности 311с заготовки тампона 311, выступая за торцевую поверхность 311с, образуя кольцевой обод 312а. Трубчатая стенка 312с нетканого покрывающего материала 312 также содержит две дополнительных вогнутых/выпуклых (полых) секции 312е, одна из которых показана на фиг.14, которые чередуются с секциями 312d и простираются от нижней торцевой стенки 312b в направлении торцевой поверхности 311с.
После завершения формирования многогранной, предпочтительно прямоугольной секции 412 нетканого покрывающего материала (фиг.16) из проницаемого для жидкости нетканого покрывающего материала кольцевой обод 412а заворачивают за торцевую поверхность 311с заготовки тампона 311 в направлении, обозначенном на фиг.16 стрелкой 312g, так что чаша закрывает торцевую поверхность 311b, всю периферийную поверхность 311а и по меньшей мере часть, предпочтительно основную часть, торцевой поверхности 311с заготовки тампона 311, так что волокна последнего не входят в соприкосновение с кожей или с тканью полости тела, в которую вводится готовый тампон или рукой, или стандартным аппликатором. Предпочтительным является использование прямоугольного отрезка 412 нетканого покрывающего материала, у которого длина двух длинных сторон 412с по меньшей мере в 1,5 раза больше длины одной из узких сторон 412d. Стороны 412с и 412d окружают часть 312b отрезка 412 нетканого покрывающего материала, который в свою очередь охватывает центральную часть 312а, имеющую форму кругового участка.
На фиг. 16 показана также трубчатая фальцовочная матрица 314, которая применяется для формирования обертки 312 в секции 312 нетканого покрывающего материала. Матрица 314 состоит из четырех частей 314а, 314b, 314с, 314d, образующих трубчатую направляющую для заготовки тампона 311. Вход трубчатой направляющей матрицы 314 спроектирован в форме усеченного конуса с тем, чтобы облегчить ввод заготовки тампона 311 в матрицу 314. Заготовка тампона 311 не соприкасается с частями 314а, 314b, 314с, 314d матрицы 314, поскольку центральная часть 312h обертки 312 вводится своей торцевой поверхностью 311b в матрицу, так что центральная часть 312h проталкивается через матрицу 314, вторая или оставшаяся часть 312i секции 312 нетканого покрывающего материала автоматически размещается вокруг наружной поверхности 311а заготовки тампона 311, чтобы сформировать трубчатую стенку 312с с ободом 312а. Способ, которым обод 312а свертывают затем, придавая ему чашеобразную форму над торцевой поверхностью 311с заготовки тампона 311, с использованием подходящих свертывающих рычагов, в деталях не показан. Свертывание этого типа имеет место в направлениях, указанных стрелками 312g, и обычно сочетается с одновременным уменьшением диаметра чаши. После закрепления возвратной нити 313 заготовку тампона 311, окруженную чашеобразным отрезком 312 нетканого покрывающего материала, подвергают прессованию в радиальном относительно центральной оси заготовки тампона 311 направлении с приданием ей окончательной формы готового тампона при одновременном уменьшении диаметра заготовки тампона 311. Отрезком 312 нетканого покрывающего материала предпочтительно является отрезанный передний конец проницаемого для жидкости нетканого покрывающего материала, непрерывно поступающего с подающей бобины. Как показано на фиг.16, нетканый покрывающий материал преимущественно удерживается в вертикальной плоскости, когда его центральная часть 312h прилегает ко входу трубчатой матрицы 314, а наружная сторона центральной части 312h прилегает к торцевой поверхности 331b заготовки тампона 311. Поступательное движение заготовки тампона 311 осуществляется плунжером (не показан), чтобы протолкнуть отрезок 312 нетканого покрывающего материала в матрицу 314 и таким образом придать чашеобразную форму.
Способ придания отрезку 312 нетканого покрывающего материала чашеобразной формы, охватывающей заготовку тампона 311, осуществляется с помощью автоматического механизма, предпочтительно выпускающего большое количество тампонов за единицу времени и снабженного автоматическими устройствами прессования тампонов с целью уменьшения диаметра заготовки тампона 311 вместе с охватывающим ее отрезком 312 нетканого покрывающего материала, а также с целью сворачивания краев 312а и для последующей установки вытяжной нити 313. Прессование или сжатие может выполняться одновременно, а также до или после формирования заостренного вводимого конца в области торцевой поверхности 311с заготовки тампона 311 для облегчения ввода готового изделия в полость тела. Так, например, каждый отрезок 312 нетканого покрывающего материала может быть длиной около 130 мм и шириной около 120 мм, то есть длина может быть кратной ширине. Таким отрезкам 312 нетканого покрывающего материала может быть придана чашеобразная форма, как показано на фиг.15 и 16. Отрезок 312 нетканого покрывающего материала, имеющий упомянутые размеры, способен охватить заготовку тампона 311 в значительно большей степени, чем квадратная обертка, все размеры которой равны 95 мм, хотя площадь (7800 мм2) прямоугольной обертки гораздо меньше площади (9025 мм2) квадратной обертки. Экономия оберточного материала составляет, таким образом, 14%. Еще одно важное преимущество тампона, усовершенствованного согласно настоящему изобретению и производственному процессу, заключается в том, что тампон можно выпускать на существующих блоках по производству тампонов. Требуется всего лишь подсоединение каландра, предназначенного для сглаживания в соответствии с изобретением нетканого покрывающего материала на участке между подающей бобиной, предназначенной для непрерывной подачи проницаемого для жидкости нетканого покрывающего материала, и участком резки, предназначенным для получения отрезков нетканого покрывающего материала. Аналогичным образом не нуждаются в дополнительных изменениях существующие устройства для производства аппликаторов для тампонов.










Изобретение относится к медицине и касается тампона для женской гигиены или для использования в медицине, включающего в себя нетканое покрытие, имеющее по меньшей мере одну обращенную наружу гладкую поверхность, и, по существу, заключающего в себе поглощающий жидкость сердечник, причем нетканое покрытие содержит по меньшей мере частично термопластические, термоплавкие волокна и спрессовано с приданием окончательной формы тампону. Перед наложением на заготовку тампона нетканого покрывающего материала указанный материал подвергают воздействию тепла и давления во время изготовления тампона с целью сглаживания по меньшей мере наружной поверхности нетканого покрывающего материала, сохраняя при этом структуру нетканого покрывающего материала и абсорбирующую способность тампона. Это позволяет облегчить и сделать более удобным ввод и извлечение тампона из полости тела перед днями с более сильными менструациями или после них, или же в случае всего лишь незначительных выделений из влагалища с целью защиты белья. 2 с. и 19 з.п.ф-лы, 2 табл., 16 ил.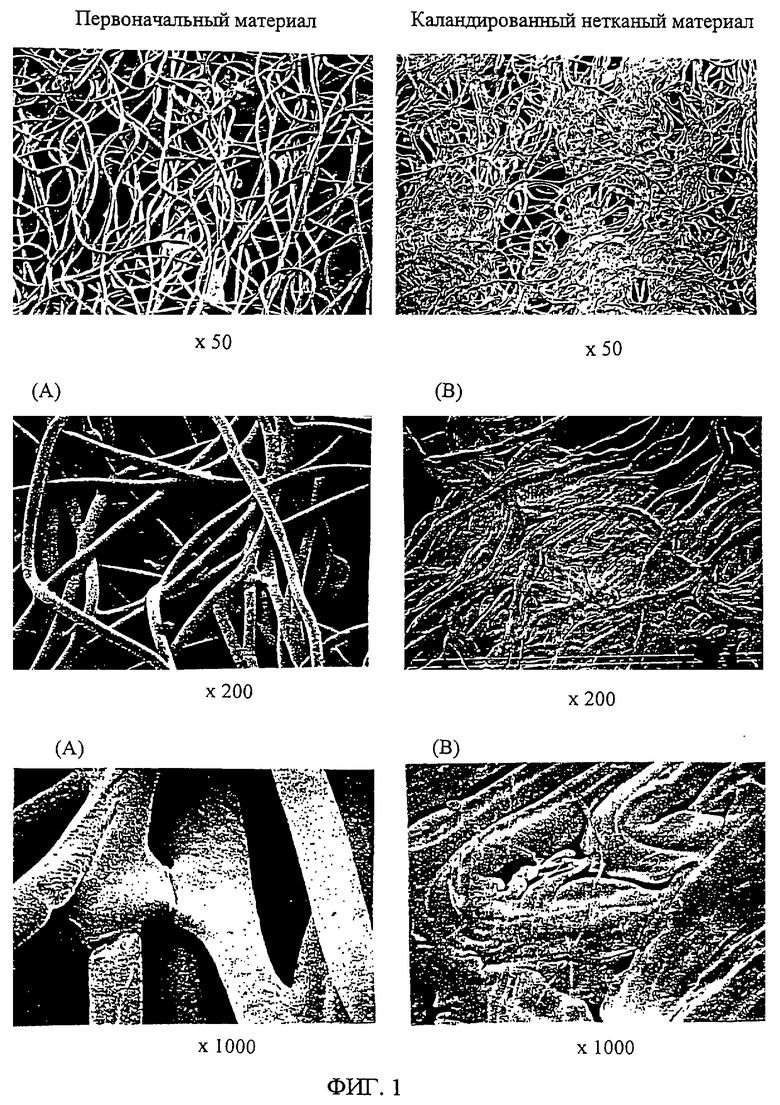
| US 3683912 A, 15.08.1972 | |||
| Вакуумная камера для измерения больших мощностей доз жесткого рентгеновского и гамма-излучения | 1959 |
|
SU149155A1 |
| DE 3006775 A, 28.08.1980 | |||
| RU 2062083 C1, 20.06.1996. | |||

