Область техники, к которой относится изобретение
Изобретение относится к тампону для гигиены женщины, имеющему уплотненные спиральные канавки.
Предпосылки создания изобретения
Уровень техники в области тампонов, способов и оборудования для их изготовления раскрыт в патентах США № 5911712, 5813102 и 5832576, выданных Leutwyler и др. Тампон имеет вставляемый конец, конец для извлечения с лентой для извлечения, центральную часть, вытянутую между ними. Он имеет сжатую, обычно цилиндрическую сплошную волокнистую сердцевину, от которой по радиусам наружу вытянуты относительно несжатые продольные ребра. В окрестности сжатой волоконной сердцевины каждое ребро отнесено от соседних ребер на величину, которая больше по сравнению с величиной, на которую такое ребро отнесено от соседнего ребра на удалении от сжатой волоконной сердцевины. Кроме того, волоконная сердцевина может быть более сильно сжата в центральной области, чем в области конца для извлечения тампона. Конец для извлечения тампона может быть также снабжен углублением для пальца, а вставляемый конец закругленным куполом. Наконец, тампон по меньшей мере частично окружен проницаемой для жидкости оболочкой.
Такой тампон может быть образован с помощью следующих этапов: намотка отрезка непрерывной волокнистой ткани для образования в основном цилиндрической заготовки тампона с круговой поверхностью, одновременное радиальное обжатие узких шнуровидных участков круговой поверхности заготовки тампона, расположенных на расстояниях друг от друга, для образования ряда продольных канавок, которые отделены друг от друга относительно несжатыми продольными ребрами, вытянутыми по радиусам наружу от относительно сжатой сердцевины, при этом сердцевину сжимают до меньшей величины в области конца для извлечения тампона, чем в остальной области, и обжатие наружных концов продольных ребер по радиусам внутрь для образования мягкой гладкой круговой поверхности при сохранении относительно несжатой волокнистой структуры ребер. Кроме того, углубление для пальца и закругленный купол могут быть образованы соответственно на конце для извлечения и вставляемом конце тампона. Наконец, проницаемую для жидкости оболочку прикрепляют по меньшей мере к части волокнистой ткани с тем, чтобы образовать проницаемый для жидкости слой на по меньшей мере части наружной поверхности заготовки тампона.
Способ образования канавок и ребер такого тампона из уровня техники известен из указанных раскрытий и из патента США № 6310269 (Friese et al.), в котором описан тампон, особенно удобный для использования в качестве ручного тампона, который имеет уплотненную центральную сердцевину и более мягкую наружную поверхность.
Хотя такой тампон существенно улучшен по сравнению с уже производимыми серийно тампонами, остаются возможности его улучшения. Одно такое улучшение связано с необходимостью увеличения площади поверхности для снижения вероятности преждевременного вытекания жидкости на поверхность тампона.
Кроме того, из патентной литературы следует, что могут быть изготовлены скрученные тампоны для улучшения гибкости, например раскрытые в патенте США № 3011495 (Brecht) и в патенте США № 2965101 (Schirmer et al.), и для облегчения извлечения, например раскрытые в патенте США № 4328804 (Shimatani) и в патенте США № 4351339 (Sneider). Эти скрученные тампоны обычно образуют путем скручивания одного или нескольких «жгутов». Однако эти улучшения в части характеристик гибкости и извлечения приводят к снижению прочности столбика тампона.
Задача настоящего изобретения заключается в усовершенствовании тампона, способа и установки, описанных выше, таким образом, чтобы при использовании существенно уменьшалась опасность утечки после введения тампона благодаря более продолжительному интервалу времени, в течение которого тампон поглощает жидкость организма, и благодаря увеличению поверхности тампона и увеличению количества волокон, пригодных для немедленного поглощения жидкости организма после введения тампона, при этом в особенно предпочтительных вариантах осуществления в области волоконной сердцевины.
Сущность изобретения
Эта задача изобретения решается посредством тампона для гигиены женщины, имеющего вставляемый конец, конец для извлечения и продольную ось. Тампон изготовлен из сжатого волокнистого материала и имеет наружную поверхность. Наружная поверхность тампона по меньшей мере частично снабжена спиральными уплотненными продольными канавками. Предпочтительно, чтобы тампон был обжат в радиальном направлении относительно продольной оси. Он может иметь по существу равномерную плотность по всему поперечному сечению тампона или он может иметь сердцевину из сильно сжатого волокнистого материала, от которой проходят по радиусам наружу продольные ребра. Поэтому продольные ребра обозначены спиральными уплотненными продольными канавками.
Вследствие больших расстояний, преодолеваемых жидкостью организма, вследствие спиральной конструкции продольных ребер и спиральных продольных канавок, проходящих между ними по поверхности тампона, и в результате связанного с этим более продолжительного пребывания жидкости в спиральных продольных канавках, значительно лучше используются поглощающая способность и способность к расширению тампона.
Согласно изобретению также разработан способ изготовления тампона. Способ включает в себя образование заготовки тампона из материала со спутанными волокнами, и обжатие заготовки тампона, и по меньшей мере частичное образование спиральных продольных канавок на наружной поверхности тампона для увеличения поглощающей поверхности тампона. Предпочтительно, чтобы заготовка тампона обжималась в радиальном направлении относительно продольной оси по узким линиям ее круговой поверхности. И опять, заготовку тампона можно обжимать так, чтобы обеспечивалась по существу равномерная плотность на протяжении поперечного сечения тампона или имелась сердцевина с высокой степенью сжатия, от которой относительно несжатые продольные ребра вытянуты по радиусам наружу.
Один вариант осуществления тампона согласно настоящему изобретению может быть изготовлен при использовании установки для изготовления тампона. Установка содержит пресс, имеющий губки пресса по существу одинаковых размеров, которые расположены с образованием звездообразной конфигурации относительно оси пресса. Губки могут быть синхронно перемещены в общей плоскости в радиальных направлениях относительно оси пресса между их раздвинутым положением и сдвинутым положением. В их сдвинутом положении губки могут опираться друг на друга на своих взаимно противолежащих продольных сторонах. Каждая губка пресса имеет ступенчатую прессующую поверхность, при этом предпочтительно, чтобы прессующие поверхности губок пресса образовывали проем пресса со скругленным поперечным сечением длиной в пределах от 40 до 70 мм. В дополнение к этому каждая прессующая поверхность имеет прессующую пластину, которая ориентирована по направлению к проему пресса, и прессующий заплечик, который расположен только на определенной боковой стороне прессующей пластины и в любом случае ориентирован в том же самом окружном направлении вокруг оси пресса. Прессующий заплечик смещен наружу от оси пресса по отношению к прессующему краю на свободном внутреннем конце прессующей пластины, а площадь прессующего заплечика больше площади прессующего края прессующей пластины каждой губки пресса. Прессующая поверхность, включающая в себя прессующую пластину и прессующий заплечик, выполнена спиральной.
Краткое описание чертежей
Ниже изобретение описано более подробно со ссылками на схематичные чертежи иллюстративных вариантов осуществления тампона и установки для реализации способа изготовления тампона, на которых:
фиг.1 - перспективное изображение тампона согласно изобретению со спиральными продольными ребрами и продольными канавками,
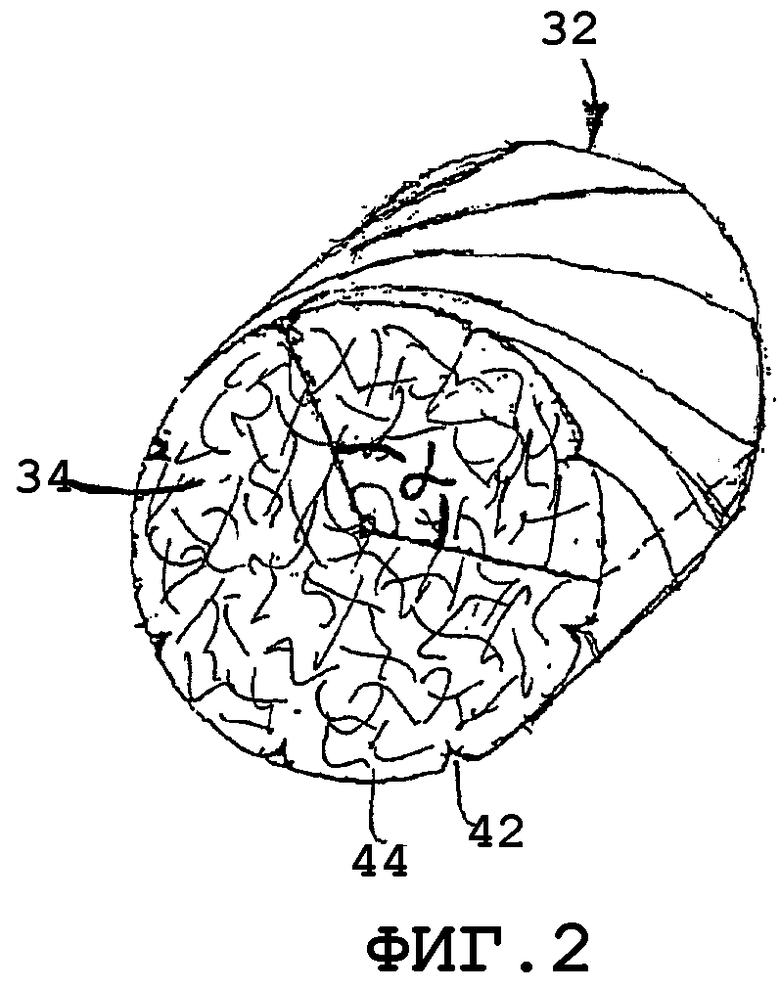
фиг.2 - перспективное изображение тампона сзади, иллюстрирующее принцип измерения отсчитываемого по окружности угла α спиральной продольной канавки на тампоне согласно изобретению,
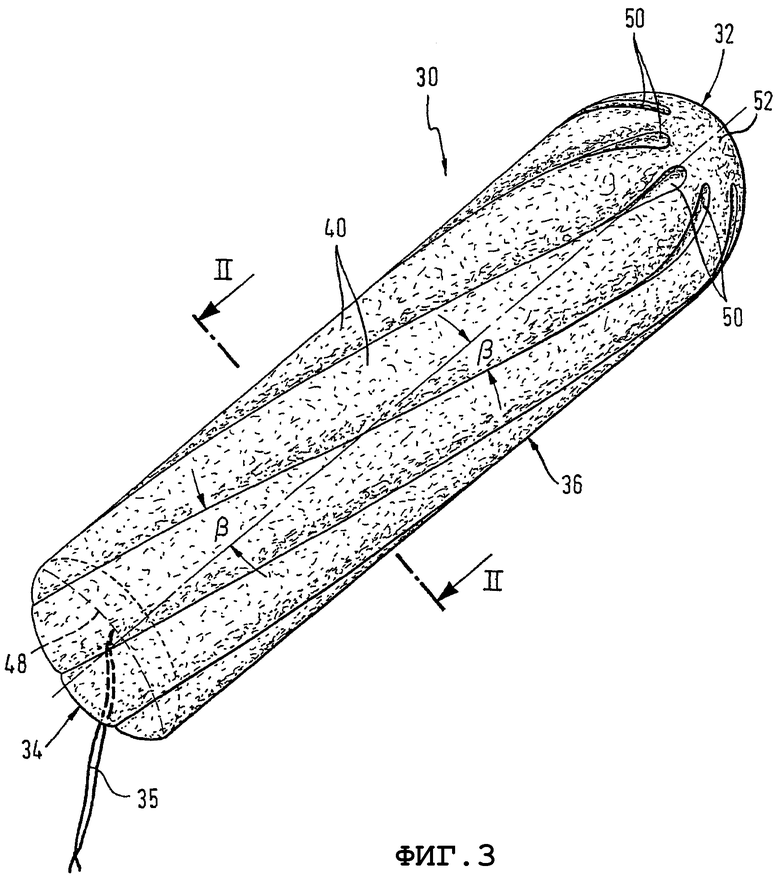
фиг.3 - перспективное изображение тампона согласно другому варианту осуществления изобретения со спиральными продольными ребрами и продольными канавками,
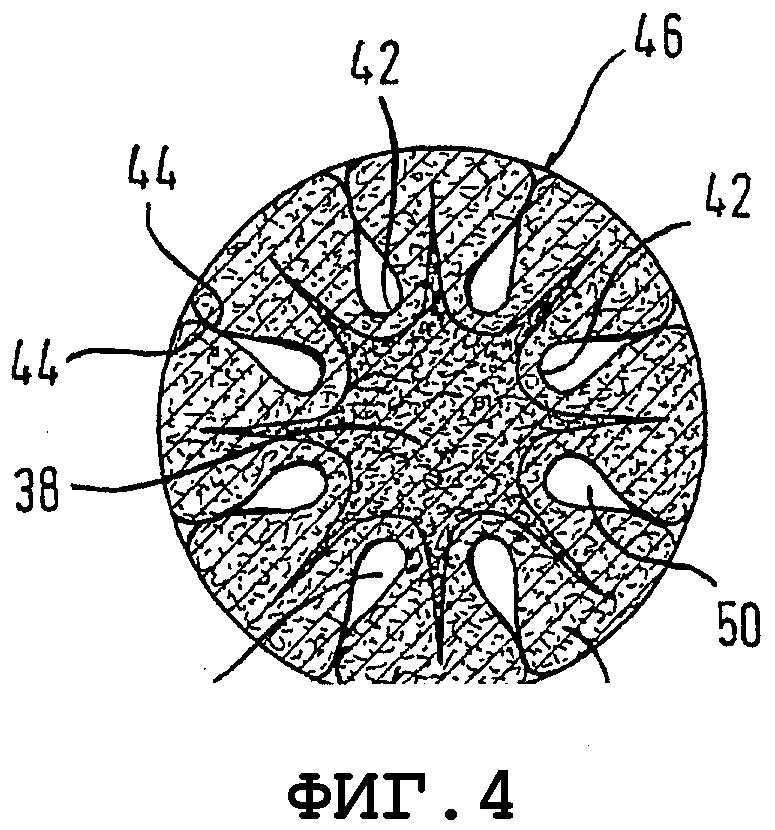
фиг.4 - сечение тампона из фиг.2 по линии II-II,
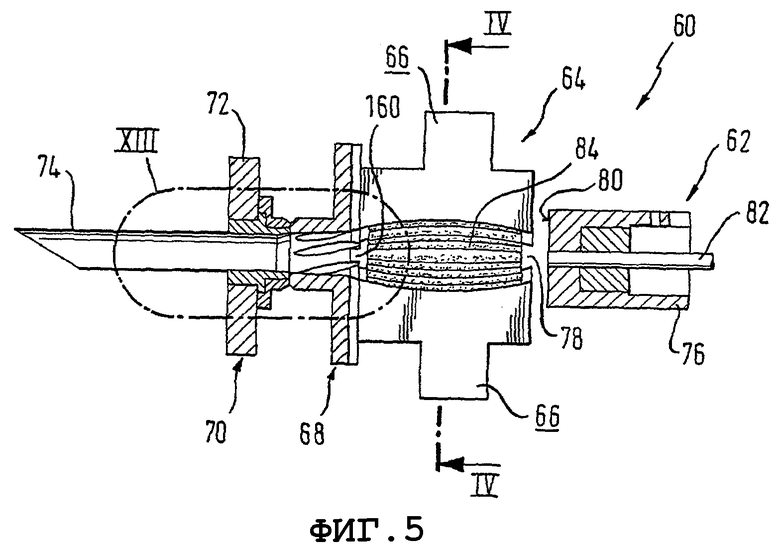
фиг.5 - вид сбоку с местным разрезом установки для изготовления тампонов согласно фигурам 3 и 4,
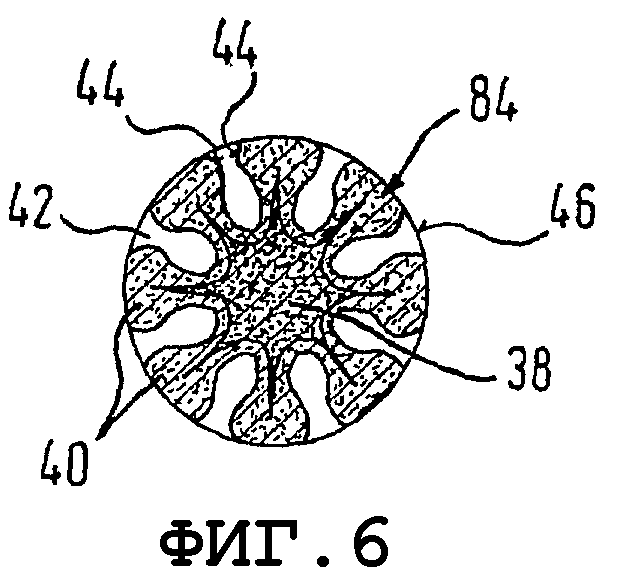
фиг.6 - поперечное сечение по линии IV-IV обжатой в прессе из фиг.5 волокнистой основной части или предварительно обработанной заготовки,
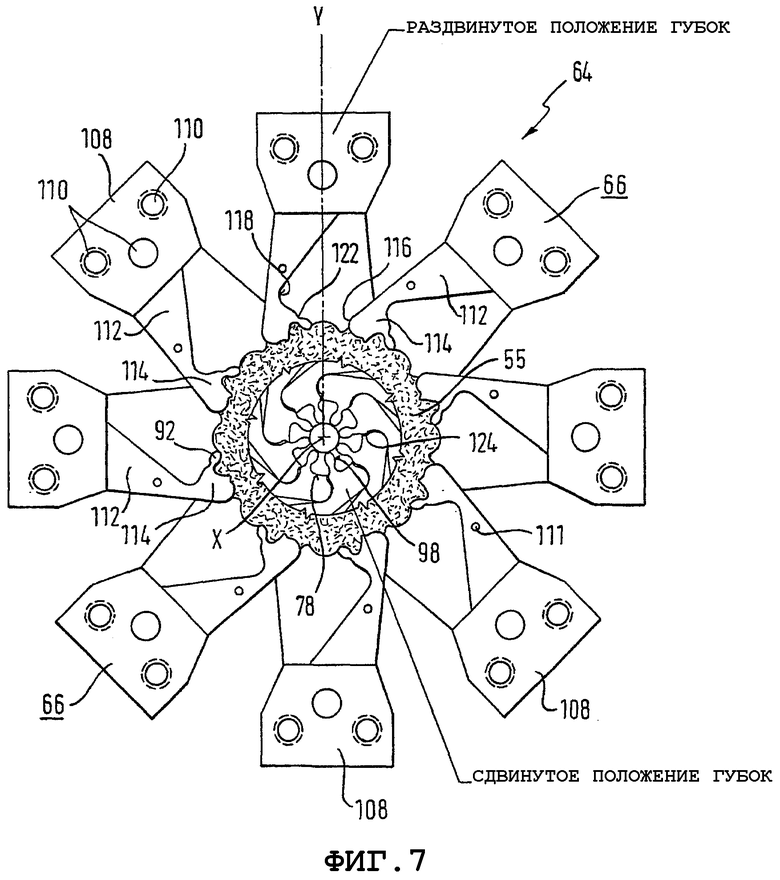
фиг.7 - вид спереди или с входной стороны пресса, на котором он показан с заготовкой тампона в открытом состоянии и с предварительно обработанной заготовкой при сдвинутых губках пресса,
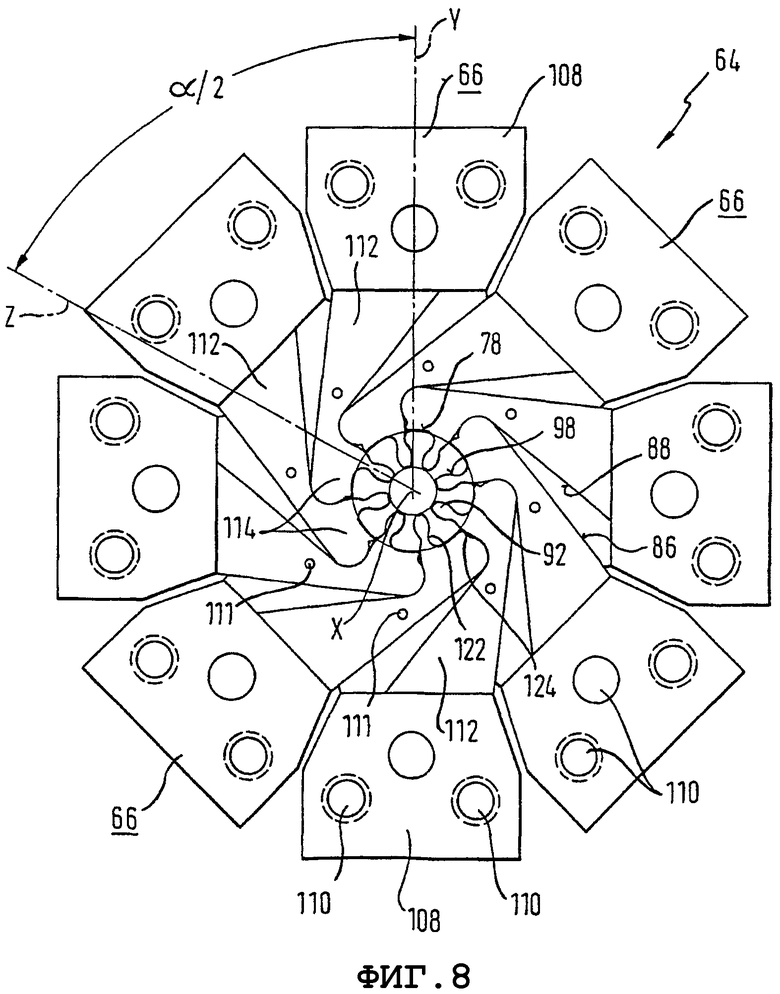
фиг.8 - пресс согласно фиг.7 в закрытом состоянии,
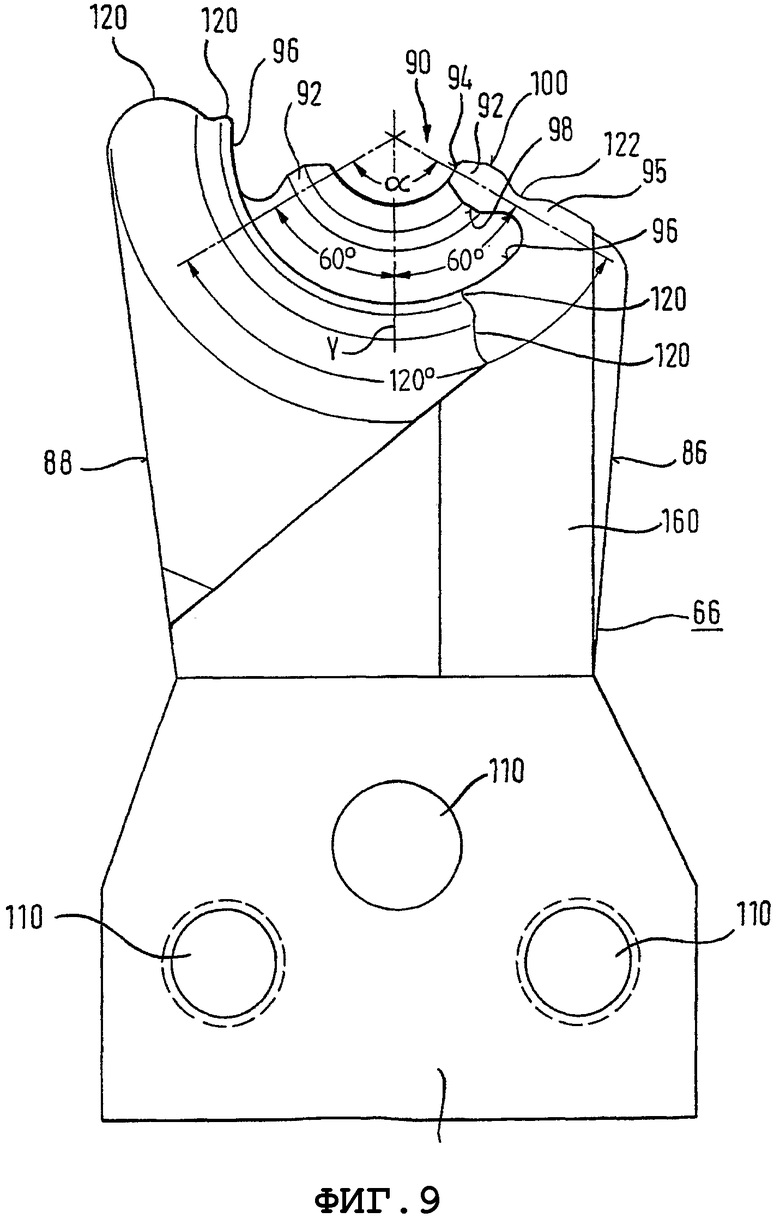
фиг.9 - вид сзади губки пресса,
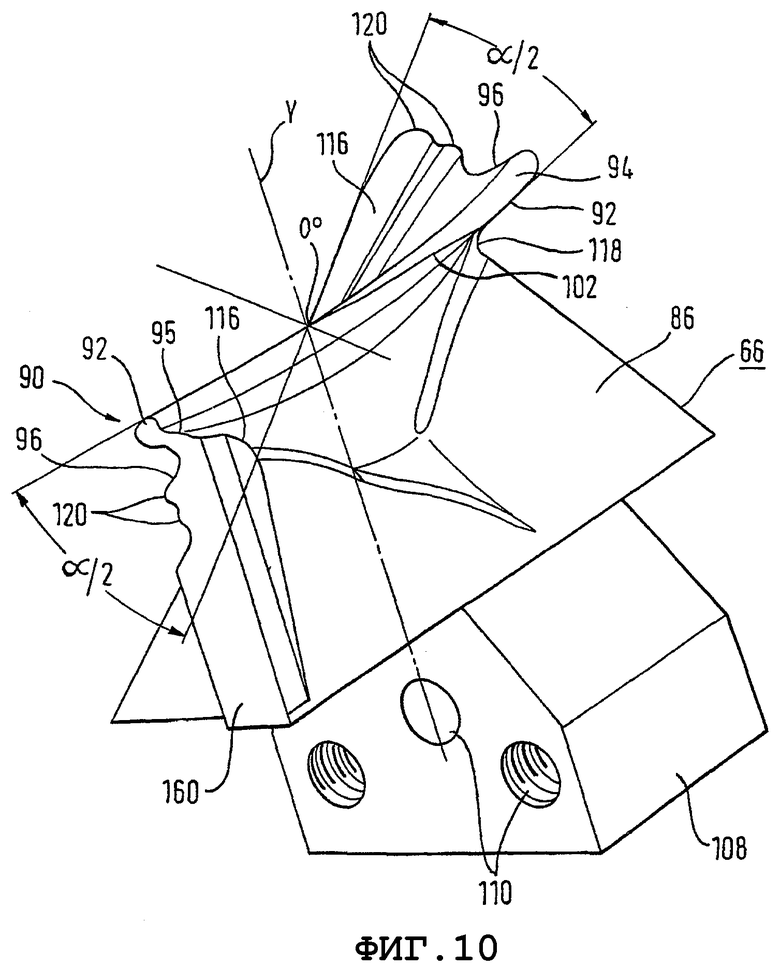
фиг.10 - перспективное изображение сзади и сбоку губки пресса из фиг.9,
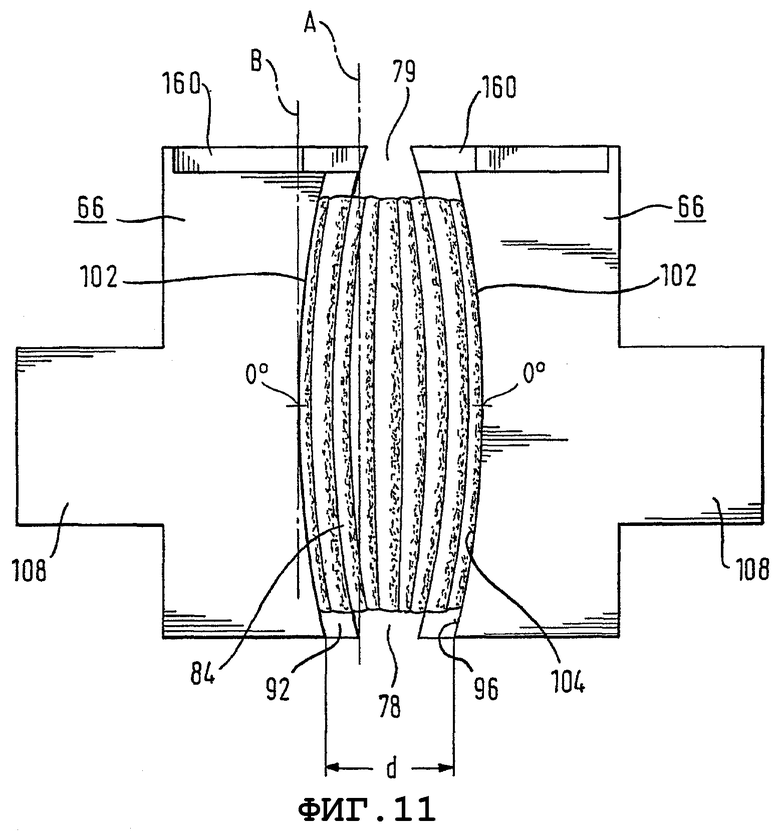
фиг.11 - центральный продольный разрез пресса при установленном размере прессования с расположенной в нем предварительно обработанной заготовкой, круговая поверхность которой является криволинейной, бочкообразной формы,
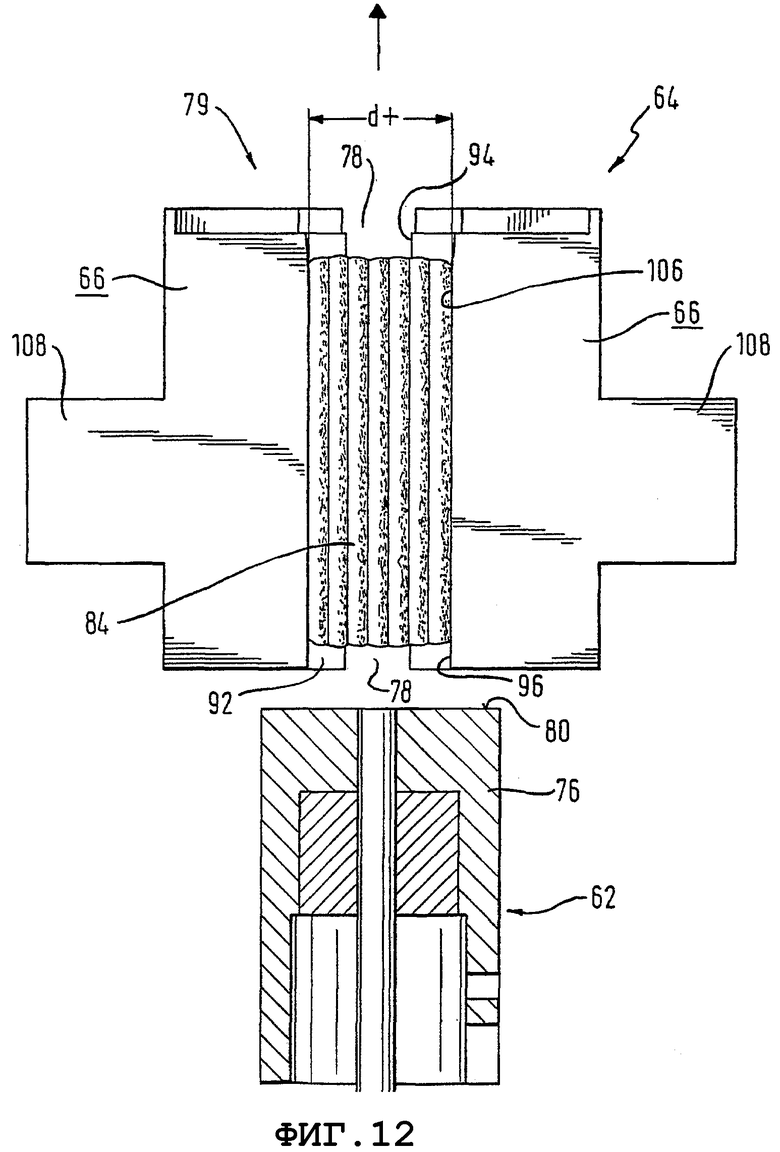
фиг.12 - вид пресса, аналогичный показанному на фиг.11, но при установленном размере с зазором, с расположенной в нем предварительно обработанной заготовкой, круговая поверхность которой является по существу цилиндрической,
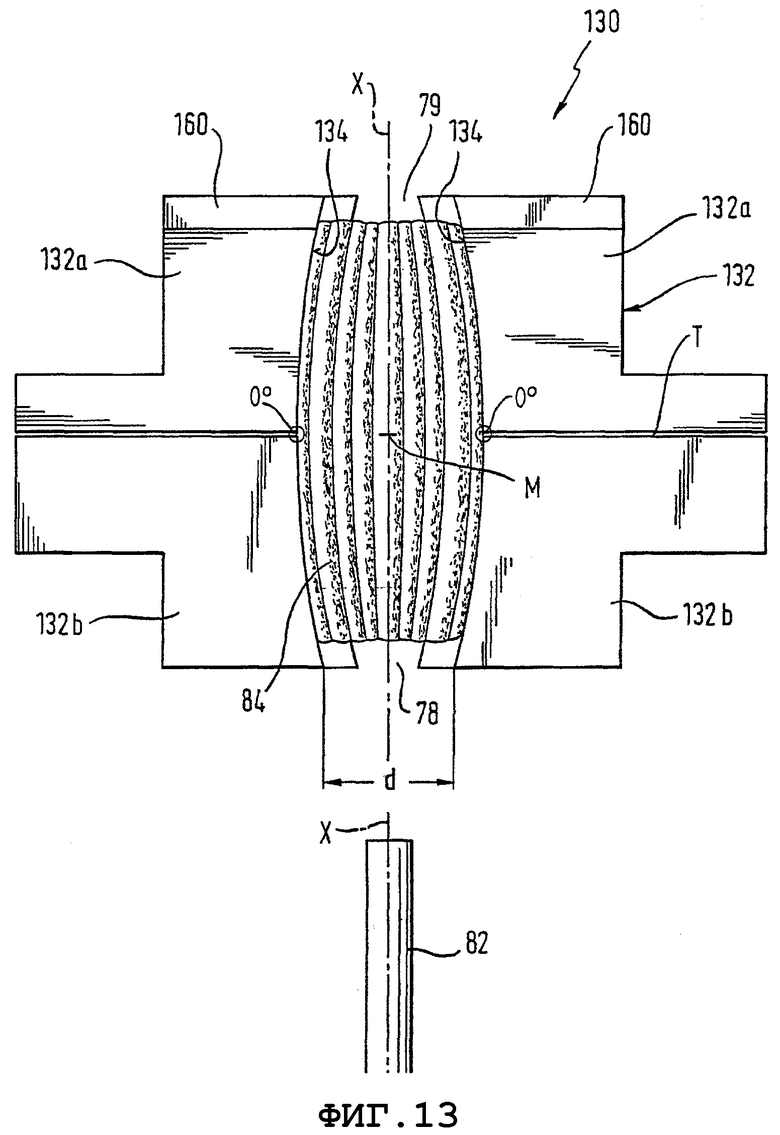
фиг.13 - центральный продольный разрез пресса с разделенными губками пресса при установленном размере прессования,
фиг.14 - пресс из фиг.13 в положении с зазором губок пресса для выталкивания предварительно обработанной заготовки,
фиг.15 - перспективное изображение входной стороны средства конечного формообразования,
фиг.16 - вид деталей XIII из фиг.5 в более крупном масштабе с изображением тампона, и
фиг.17 - вид деталей Z из фиг.16 в значительно увеличенном масштабе.
Подробное описание изобретения
В соответствии с одним вариантом осуществления настоящего изобретения на фиг.1 показан тампон 30 для гигиены женщины, имеющий вставляемый конец 32, конец 34 для извлечения, продольную часть 36, имеющую продольную ось L и находящуюся между ними, и ленту 35 для извлечения. Предпочтительно, чтобы тампон 30 состоял из радиально обжатого волокнистого материала.
Наружная поверхность тампона 30 по меньшей мере частично снабжена продольными ребрами 40, задаваемыми уплотненными продольными канавками 42. Продольные ребра 40 между вставляемым концом 32 и концом 34 для извлечения выполнены спиральными и винтовыми и предпочтительно, чтобы они проходили на протяжении по меньшей мере около 80° по окружности тампона. Однако в зависимости от размеров тампона отсчитываемый по окружности угол α может быть выбран до по меньшей мере 150°, предпочтительно, чтобы он был в пределах от 80° до 120° по окружности тампона 30. Число продольных ребер 40 может изменяться, например, в зависимости от диаметра тампона и/или типа поглощающего материала. Предпочтительно, чтобы было по меньшей мере около четырех ребер, а более предпочтительно, чтобы было по меньшей мере около шести ребер. Хотя в настоящем изобретении предполагается, что тампон, аналогично многим известным тампонам, имеет четное число ребер, также можно изготавливать тампоны согласно изобретению с нечетным числом ребер.
Эти тампоны могут быть изготовлены в соответствии с общими идеями, изложенными в патенте США № 6310269 (Friese et al.) и в патенте США № 5832576 (Leutwyler et al.), раскрытия которых включены в настоящую заявку посредством ссылок. Установки и способы, раскрытые в этих источниках, модифицированы, что описано ниже, для того чтобы изготавливать тампоны согласно настоящему изобретению. Кроме того, тампоны, имеющие уплотненные спиральные канавки также могут быть изготовлены в соответствии с общими идеями, изложенными в патенте США № 2798260 (Neipmann et al.) и в патенте США № 3422496 (Wolff et al.), раскрытия которых включены в настоящую заявку посредством ссылок. И опять эти установки и способы, раскрытые в этих источниках, могут быть модифицированы в соответствии с общими принципами, описанными ниже, чтобы изготавливать другие варианты осуществления тампонов согласно настоящему изобретению. В частности, как описано ниже, отдельные губки пресса и детали могут быть расположены по спирали.
Как показано на фиг.2, каждая из спиральных продольных канавок 42, обозначающих эти ребра 40, может проходить на протяжении угла α до по меньшей мере 150° по окружности тампона. На фиг.2 также показано, что волокнистый материал тампона 30 может иметь по существу одинаковую плотность по поперечному сечению.
Как упоминалось выше, спиральные канавки 42 увеличивают поверхность тампона и обеспечивают большие расстояния, на которые протекает жидкость организма до появления утечки вокруг тампона. Это улучшение может быть следствием образования канавки любой глубины. Однако предпочтительно, чтобы глубина канавки была по меньшей мере около 1 мм. В варианте осуществления, рассмотренном ниже со ссылками на фигуры 3 и 4, канавка может иметь глубину более 4 мм, предпочтительно, чтобы она была от около 4 мм до около 6 мм.
Предпочтительно, чтобы ребра были отнесены от соседних ребер вблизи сердцевины на величину, которая больше, чем та величина, на которую такое спиральное ребро отнесено от соседнего спирального ребра на удалении от сердцевины.
В варианте осуществления на фигурах 3 и 4 тампон 30 имеет сжатую центральную сплошную, обычно цилиндрическую волоконную сердцевину 38 с высокой степенью уплотнения, при которой гарантируется устойчивость или прочность столбика тампона 30 во время ручного введения тампона 30 в полость тела. Продольные ребра 40 выполнены относительно несжатыми и имеют, в частности, по круговой поверхности 46 тампона 30, мягкую волокнистую структуру. Продольные ребра 40 вытянуты от этой сплошной волоконной сердцевины 38 по радиусам наружу с равными угловыми промежутками по окружности. Как показано на фиг.4, спиральные продольные ребра 40 отделены друг от друга соответствующими спиральными продольными канавками 42 по меньшей мере в окрестности волоконной сердцевины 38. Однако в соответствии с дополнительным вариантом осуществления изобретения круговая поверхность тампона и его волоконной сердцевины также может быть по существу цилиндрической с круговым поперечным сечением или даже с овальным поперечным сечением.
В более предпочтительном варианте осуществления продольные канавки 42 закрыты по меньшей мере на круговой поверхности 46 тампона 30, поскольку боковые стороны 44 соседних продольных ребер 40 соприкасаются друг с другом для образования мягкой замкнутой цилиндрической поверхности 46 тампона 30. Эта круговая поверхность 46 тампона 30 делает возможным более легкое и, следовательно, более приятное введение тампона 30 в полость тела и обеспечивает высокую поглощающую способность тампона.
Вследствие того, что наружные концы лежащих друг против друга боковых сторон 44 соседних продольных ребер 40 закрывают продольные канавки 42 только на круговой поверхности 46 тампона 30, продольные канавки 42 образуют в любом случае восемь закрытых спиральных направляющих каналов 50 (фиг.4), при этом предпочтительно, чтобы в любом случае они были открыты только на вставляемом конце 32 и на конце 34 для извлечения (проходы на вставляемом конце 32 видны на фиг.3). Каждый из этих направляющих каналов 50 имеет каплеобразное поперечное сечение, которое является наибольшим возле волоконной сердцевины 38 и сужается по радиусу наружу к месту, где соседние продольные ребра 40 прилегают друг к другу радиально наружными концами своих боковых сторон 44. Сразу же после введения тампона 30 в полость тела жидкость организма передается по этим спиральным направляющим каналам 50, притом к волоконной сердцевине 38, с тем, чтобы ее волокнистый материал немедленно использовался для повышения поглощающей способности и способности к расширению тампона 30 и для ускорения раскрывания закрытых направляющих каналов 50 по радиусам наружу. Поэтому использование совокупности спиральных продольных ребер 40 и спиральных направляющих каналов 50 или продольных канавок 42 влечет за собой увеличение поверхности тампона 30 и, следовательно, увеличение продолжительности задержки или продолжительности поглощения жидкости организма, в результате чего поглощающая способность и способность к расширению волоконной сердцевины 38 существенно возрастают. Поэтому одновременно можно уменьшать массу волокнистого материала, используемого в тампоне 30, что обеспечит возможность изготовления тампонов 30 с меньшими затратами.
Конец 34 для извлечения тампона 30 снабжен, что само по себе известно, углублением 48 для пальца, которое способствует введению пальца для расширения конца 34 для извлечения и, следовательно, для введения тампона 30 и ускорения его расширения. Для этого вставляемый конец 32 тампона 30 также имеет закругленный купол 52, наружный край которого сглажен или скошен. Поскольку приблизительно полусферический купол 52 имеет относительно небольшую длину, спиральные продольные ребра 40 и спиральные продольные канавки 42 могут продолжаться на протяжении оптимальной длины тампона 30.
Тампон 30 имеет приблизительно круговой диаметр в пределах от 6 до 17 мм, при этом сжатая, приблизительно цилиндрическая волоконная сердцевина 38 имеет диаметр до 5 мм. Предпочтительно, чтобы тампон 30 был по меньшей мере частично окружен проницаемой для жидкости оболочкой, которая сама по себе известна и поэтому не показана. Пример такой оболочки раскрыт в патенте США № 4816100 (Friese), раскрытие которого включено в настоящую заявку посредством ссылки. Например, эта оболочка может быть выполнена из нетканого покровного материала, полученного аэродинамической укладкой, изготовленного из спутанных, по меньшей мере частично термопластических, термически скрепленных волокон, или из перфорированной пластиковой пленки (например, из трехмерной пленки с отверстиями). В частности, при использовании для оболочки тампона нетканого покровного материала рекомендуется, чтобы круговая поверхность 46 тампона 30 была сглаженной, что может быть сделано, если это удобно, путем приложения тепла. Такая оболочка делает введение тампона более удобным и предотвращает разъединение волокон во время введения или удаления тампона 30 в или из полости тела. Наконец, тампон 30 может быть подвергнут более слабому радиальному обжатию в области конца 34 для извлечения с тем, чтобы волокнистый материал был менее уплотнен, а до введения тампона 30 легче осуществлялось расширение волокнистого материала возле конца 34 для извлечения.
В соответствии с предпочтительным вариантом осуществления изобретения круговая поверхность тампона и его волоконной сердцевины могут быть выполнены криволинейными, бочкообразными по форме. Как следствие соответствующего меньшего сжатия волокнистого материала по всему поперечному сечению тампона в области его бочкообразной выпуклости не только волокнистый материал в виде спиральных продольных ребер, окружающих сплошную волоконную сердцевину, но и также в противоположность ему относительно сильно сжатый волокнистый материал волоконной сердцевины могут более быстро расширяться и сверх того поглощать большее количество жидкости в случае воздействия жидкости организма.
Предпочтительно, чтобы тампоны изготавливались преимущественно из волокон. Полезный, неограничивающий перечень включает в себя волокна из целлюлозы, полиэфира, поливинилового спирта, полиолефина, полиамина, полиамида, полиакронитрила и волокна могут иметь любое пригодное поперечное сечение, в том числе с многочисленными разветвлениями и без разветвлений. Полезный, неограничивающий перечень целлюлозных волокон включает в себя натуральные волокна, например из хлопка, древесной массы, джута, конопли, моха, и обработанные материалы, включая производные целлюлозы (в том числе гидратцеллюлозное волокно), нитроцеллюлозу, карбоксиметилцеллюлозу. Волокна с многочисленными разветвлениями из регенерированной целлюлозы производятся промышленностью в течение ряда лет. Известно, что эти волокна имеют более высокую удельную поглощающую способность по сравнению с неразветвленными волокнами. Промышленным примером этих волокон являются разветвленные вискозные волокна Danufil® VY, которые можно получить от Acordis Ltd., Spondon, Англия. Эти волокна подробно описаны в патенте США № 5458835 (Wilkes et al.), раскрытие которого включено в настоящую заявку посредством ссылки.
Предпочтительно, чтобы тампоны содержали по меньшей мере некоторое количество волокон, например 25%, которые являются более жесткими или более упругими по сравнению с прежними обычными волокнами. К таким упругим волокнам относятся волокна Danufil® VY, и как следствие этого они имеют существенно усиленный эффект памяти, который повышает поглощающую способность тампона 30, и полиэфирные волокна.
Предпочтительная установка для изготовления тампона согласно изобретению содержит:
пресс, имеющий губки пресса одинаковых размеров, которые расположены с образованием звездообразной конфигурации относительно оси x пресса и могут быть синхронно перемещены в общей плоскости в радиальных направлениях относительно оси x пресса между их раздвинутым положением и сдвинутым положением, а в их сдвинутом положении опираются друг на друга на взаимно противолежащих продольных сторонах,
ступенчатую прессующую поверхность на каждой губке пресса, при этом прессующие поверхности губок пресса образуют проем пресса со скругленным поперечным сечением длиной в пределах от 40 до 70 мм,
каждая прессующая поверхность имеет прессующую пластину, которая ориентирована по направлению к проему пресса, и прессующий заплечик, который расположен только на определенной боковой стороне прессующей пластины и в любом случае ориентирован в том же самом окружном направлении вокруг оси x пресса, при этом прессующий заплечик смещен наружу от оси x пресса по отношению к прессующему краю на свободном внутреннем конце прессующей пластины, а площадь прессующего заплечика больше площади прессующего края прессующей пластины каждой губки пресса, прессующая поверхность в любом случае состоит из прессующей пластины и прессующего заплечика на каждой губке пресса, выполненных спиральными.
Как показано на фиг.5, установка 60 для изготовления тампона 30, описанная выше, содержит ряд деталей, расположенных на одной оси друг за другом, а именно подающее и выталкивающее устройство 62, звездообразный пресс 64 с губками 66 пресса, в которых в сдвинутом положении или в положении прессования имеется предварительно обработанная заготовка 84, средство 68 конечного формообразования и циркулирующее или вращающееся транспортировочное устройство 70. Транспортировочное устройство 70 представляет собой, например, барабан 72, к которому на одинаковых, отсчитываемых по окружности углах и радиусах прикреплены транспортировочные гильзы 74. Барабан 72 может перемещаться шаг за шагом, так что транспортировочные гильзы 74 могут последовательно перемещаться перед выходным концом средства 68 конечного формообразования, в любом случае для приема законченного тампона 30, выталкиваемого устройством 62 из средства 68 конечного формообразования.
Подающее и выталкивающее устройство 62 согласно фигурам 5 и 12 само по себе известно и состоит из подающего толкателя 76, который может быть перемещен вперед и назад по отношению к проему 78 пресса 64 по одной оси с ним. Подающий толкатель 76 имеет круговую переднюю поверхность 80 с диаметром, приблизительно соответствующим диаметру заготовки 55 тампона (фиг.7), предпочтительно бобинной заготовки, посредством которой заготовка 55 тампона может быть перемещена по направлению оси в открытый пресс 64. Стержневой выталкиватель 82 расположен на той же оси внутри подающего толкателя 76 с возможностью перемещения вперед и назад по отношению к подающему толкателю 76, при этом диаметр выталкивателя меньше диаметра проема 78 пресса при нахождении губок 66 пресса в раздвинутом положении. Выталкиватель 82 предназначен для переноса за одну операцию одной предварительно обработанной заготовки 84, обжатой в прессе 64, через средство 68 конечного формообразования в одну из транспортировочных гильз 74 барабана 72. Затем в средстве 68 конечного формообразования предварительно обработанная заготовка 84 приобретает конечную форму законченного обжатого тампона 30, описанного выше.
На фиг.6 показано поперечное сечение предварительно обработанной заготовки 84 из фиг.5. Можно видеть, что в поперечном сечении продольные ребра 40 расширяются по форме капель в радиальных направлениях наружу к круговой поверхности 46 предварительно обработанной заготовки 84. В противоположность этому продольные канавки 42 расширяются, имея в поперечном сечении каплеобразную форму, в радиальных направлениях внутрь к волоконной сердцевине 38, так что они шире в основании продольных ребер 40, чем в области круговой поверхности 46 предварительно обработанной заготовки 84.
В соответствии с фигурами 7 и 8 предпочтительный пресс 64 состоит из восьми идентичных губок 66 пресса, которые расположены с образованием звездообразной конфигурации в общей плоскости с равными угловыми промежутками вокруг и на одном и том же радиальном расстоянии от оси x пресса. Желательно снабдить пресс четным числом губок пресса, но можно использовать и другое число губок пресса, включая нечетное число. Число губок 66 пресса может изменяться, например, в зависимости от массы и состава материала, предназначенного для изготовления тампона 30, и также может быть меньше или больше восьми, хотя обычно их число не должно быть меньше четырех. Губки 66 пресса имеют одинаковые размеры и могут синхронно перемещаться в радиальных направлениях вперед и назад относительно оси пресса x между раздвинутым и сдвинутым положением (см. фиг.7). В сдвинутом положении или в положении прессования губки 66 пресса в любом случае опираются друг на друга взаимно противолежащими боковыми стенками 86, 88, что пояснено более подробно ниже.
На фигурах 7 и 8 показана входная сторона пресса 64, при этом губки 66 пресса показаны на фиг.7 как в раздвинутом, так и в сдвинутом положении. Каждая губка 66 пресса имеет основание 108 губки с тремя сквозными отверстиями 110 для крепежных элементов (непоказанных) на направляющих планках (также не показанных).
Профиль губок 66 пресса, который можно видеть на видах спереди пресса 64, приведенных на фигурах 7 и 8, проходит с образованием L-образной формы от основания 108 губки до проема 78 пресса по существу по ту сторону от продольной средней оси y каждой губки 66 пресса, которая ориентирована в направлении против часовой стрелки. Профиль каждой длинной L-образной ножки 112 выполнен сужающимся по радиусу в виде треугольника по направлению к короткой L-образной ножке 114 и после этого сужения на своем радиально внутреннем конце сливается с ударной головкой 116 (фиг.7), которая имеет скругленный профиль и является компонентом упрочненной короткой L-образной ножки 114, которая развернута в направлении по часовой стрелке по сравнению с длинной L-образной ножкой 112. Этот разворот обусловлен формой ударной выемки 118, скругленный в поперечном сечении профиль которой проходит на протяжении дуги угла около 90° в направлении проема 78 пресса и соответствует профилю в поперечном сечении ударной головки 116 губки 66 пресса, прилегающей в направлении по часовой стрелке. Конец короткой L-образной ножки 114 находится на небольшом расстоянии от оси y губки пресса и образует прессующую пластину 92.
Продольная средняя ось z профиля прессующей пластины 92 образует с продольной средней осью y связанной губки 66 пресса угол α/2, который в любом случае открыт в направлении против часовой стрелки по отношению к продольной средней оси y губки 66 пресса. Этот угол α/2 между продольной средней осью z прессующей пластины 92 и продольной средней осью y губки 66 пресса на фигурах 7 и 8 соответствует половине α/2 отсчитываемого по окружности угла, то есть в данном случае равен 60°, при этом каждая продольная канавка 42 проходит по спирали на протяжении отсчитываемого по окружности угла 120° вокруг оси x пресса. Из этого следует, что профиль другого, заднего конца (не видного на фигурах 7 и 8) той же самой губки 66 пресса является криволинейным в направлении по часовой стрелке по сравнению с передним профилем губки пресса, видным на фигурах 7 и 8, или охватывает угол с продольной средней осью y рассматриваемой губки 66 пресса, который на фигурах 7 и 8 открыт в направлении по часовой стрелке и соответствует второй половине α/2 отсчитываемого по окружности угла, равной 60°, полного отсчитываемого по окружности угла α, равного 120°.
В длинных L-образных ножках 112 губок 66 пресса выполнено глухое отверстие 111, в любом случае расположенное вблизи прессующей пластины 92, предназначенное для размещения нагревательного элемента. Глухие отверстия 111 расположены наилучшим возможным способом для осуществления почти оптимального нагрева каждой губки 66 пресса. Температура губок 66 пресса находится в пределах от 80 до 120°С и регулируется с помощью электронных импульсов, изменяющихся в как можно меньшей области допустимых значений. Каждая губка 66 пресса имеет свой собственный датчик температуры. Теплоизоляция каждой губки 66 пресса выполнена из синтетического материала, изготовленного компанией Ensinger GmbH, 71154 Nufringen, Германия, который обладает устойчивостью к высокой температуре и к высокому давлению или к сжимающей силе. Путем нагрева губок 66 пресса можно ослабить эффект памяти современных, сильно поглощающих, значительно расширяющихся волокнистых материалов, который наблюдается после завершения изготовления тампона 30. Посредством нагретых губок 66 пресса поверхность тампона 30 одновременно сглаживается во время обжатия и выталкивания, и качественно лучшая поверхность образуется даже в случае тампона небольшой массы, при этом устойчивость тампона 30 сохраняется. Эффект памяти волокнистого материала снова становится действенным, когда волокнистый материал тампона 30 смачивается жидкостью организма.
На фигурах 9 и 10 более отчетливо показано, что каждая губка 66 пресса имеет эффективную прессующую поверхность 90, которая выполнена ступенчатой. Эти прессующие поверхности 90 образуют скругленный в поперечном сечении проем 78 пресса с длиной в пределах от 40 до 70 мм. Каждая прессующая поверхность 90 образована прессующей пластиной 92, которая ориентирована в направлении проема 78 пресса, и прессующим заплечиком 96, который расположен только на определенной боковой стороне 44 прессующей пластины 92, то есть в любом случае ориентирован в том же самом окружном направлении вокруг оси x пресса. Ступенчатость достигается путем смещения прессующего заплечика 96 наружу от оси x пресса по отношению к прессующему краю 94 на свободном внутреннем конце прессующей пластины 92. Кроме того, площадь прессующего заплечика 96 больше площади прессующего края 94 прессующей пластины 92 каждой губки 66 пресса. В то же самое время прессующая поверхность 90, образованная прессующей пластиной 92 и прессующим заплечиком 96 на каждой губке 66 пресса, выполнена спиральной. Прессующая пластина 92 и связанный прессующий заплечик 96 каждой губки 66 пресса могут проходить на протяжении отсчитываемого по окружности угла α, составляющего до по меньшей мере 150° при закрытом или открытом положении пресса 64, при этом диаметр просвета 78 пресса находится в пределах от 8 до 17 мм. Для губок 66 пресса представленного иллюстративного варианта осуществления, каждая из которых выполнена из одной части, отсчитываемый по окружности угол α прессующей пластины 92 и прессующего заплечика 96 каждой губки 66 пресса составляет от 80° до 150°, угол 120° в данном случае является предпочтительным.
В соответствии с предпочтительной особенностью настоящего изобретения губки 66 пресса при нахождении в положении d прессования, показанном на фиг.11, соприкасаются с воображаемой бочкообразной огибающей поверхностью 104 своими по существу спиральными прессующими поверхностями 90. В положении прессования прессующая пластина 92 каждой губки 66 пресса ориентирована по существу, хотя и не точно, в радиальном направлении относительно оси x пресса (фигуры 7 и 8). Каждая из спиральных прессующих пластин 92 и каждый из спиральных прессующих заплечиков 96 всех губок 66 пресса в положении d+ с зазором, показанном на фиг.12, соприкасается с воображаемой по существу круговой цилиндрической огибающей поверхностью 106. В связи с этим диаметр цилиндрической огибающей поверхности 106 для размера d+ с зазором губок 66 пресса соответствует по меньшей мере наибольшему диаметру бочкообразной огибающей поверхности 104 для размера d прессования губок 66 пресса. В результате этого достигается улучшенное выталкивание предварительно обработанной заготовки из пресса и, следовательно, сохраняется высокое качество обжатой волоконной основной части.
Кроме того, вершина угла 0° дугообразной кривизны 102 спиральной прессующей поверхности 90 лежит на продольной средней оси y каждой губки 66 пресса, при этом прессующая поверхность 90 продолжается к своим двум концам с образованием дополнения, в любом случае на протяжении половины α/2 отсчитываемого по окружности угла, составляющего по меньшей мере до 75° спиральной прессующей поверхности 90 губки 66 пресса. Эта ситуация более подробно поясняется ниже.
Поперечное сечение прессующей пластины 92 имеет каплеобразную форму с наибольшей толщиной позади переднего узкого скругленного прессующего края 94, а подобное шейке сужение 122 имеется в направлении основания 95 прессующей пластины. Прессующий заплечик 96 расположен с эксцентриситетом по отношению к прессующей пластине 92, при этом в любом случае только на одной определенной боковой поверхности из двух боковых поверхностей 98, 100 прессующей пластины 92 (фиг.9). Эта определенная боковая поверхность 98 или 100 всех губок 66 пресса, которая прилегает к прессующему заплечику 96, в любом случае ориентирована одинаковым образом, только в направлении по часовой стрелке или против часовой стрелки. На фигурах 7 и 8, на которых показана передняя сторона пресса 64, эта боковая поверхность 98 прессующей пластины 92, обращенная к прессующему заплечику 96, в любом случае ориентирована в направлении против часовой стрелки. В связи с этим каждый прессующий заплечик 96 смещен наружу в радиальном направлении от оси x пресса по отношению к узкому прессующему краю 94 прессующей пластины 92 на радиальное расстояние между волоконной сердцевиной 38 и круговой поверхностью 46 предварительно обработанной заготовки 84 и имеет в окружном направлении проема 78 пресса большую площадь, чем прессующий край 94 прессующей пластины 92. Поэтому центр кривизны прессующих заплечиков 96 всех губок 66 пресса лежит на оси x пресса 64 только в положении d+ с зазором губок 66 пресса.
В противоположность этому в соответствии с фигурами 9 и 10, на которых показана торцевая поверхность губки 66 пресса возле задней или выходной стороны пресса 64, прессующий заплечик 96 ориентирован в направлении по часовой стрелке. Прессующая поверхность 90, образованная прессующей пластиной 92 и прессующим заплечиком 96 каждой губки 66 пресса, проходит по спирали относительно оси x пресса в проеме 78 пресса. В связи с этим прессующая пластина 92 и связанный прессующий заплечик 96 каждой губки 66 пресса проходят на протяжении отсчитываемого по окружности угла 120° обжатой предварительно обработанной заготовки 84 между ее двумя концами. Половины α/2 отсчитываемого по окружности угла, в любом случае равные 60°, в данном случае расположены симметрично или образуют дополнение по обеим сторонам от продольной средней оси y каждой губки 66, так что губка 66 пресса нагружена оказывающими воздействие сжимающими силами равномерно по всему поперечному сечению.
Прессующие пластины 92 и прессующие заплечики 96 каждой губки 66 пресса выполнены не только криволинейными, спиральными в продольном направлении в соответствии с показанным, отсчитываемым по окружности углом α тампона 30, равным 120°, но также имеют кривизну 102 (фигуры 10 и 11) от одного конца губки 66 пресса до другого конца той же самой губки 66 пресса. Эта кривизна 102 является следствием того, что имеется эффективная прессующая поверхность 90 каждой губки 66 пресса, предназначенная для прессования спиральной продольной канавки 42, которая в любом случае должна проходить на протяжении определенного, отсчитываемого по окружности угла предварительно обработанной заготовки 84, то есть в данном случае на протяжении 120° круговой поверхности приблизительно цилиндрической заготовки 55 тампона под определенным углом β наклона (фиг.3). В связи с этим осуществляется обжатие в целом заготовки 55 тампона (фиг.7) до размера d прессования предварительно обработанной заготовки 84 (фиг.11), при котором каждая прессующая пластина 92 перемещается за пределы своего радиального положения относительно оси x пресса. В результате свободное поперечное сечение проема 78 пресса, образованное губками 66 пресса, расширяется от своих обоих концов к центру в продольном направлении губок 66 пресса или проема 78 пресса, образованного ими, и, следовательно, в положении прессования или при размере d прессования принимает бочкообразную форму. Поэтому огибающая поверхность 104, соприкасающаяся с прессующими пластинами 92 или с прессующими заплечиками 96, имеет до некоторой степени бочкообразный контур (см. фигуры 5 и 11), который вследствие этого сужается к обоим концам проема 78 пресса. Следовательно, как можно видеть из фигур 5 и 11, предварительно обработанная заготовка 84 также принимает соответствующую форму в прессе 64. Чтобы предварительно обработанную заготовку 84 можно было идеальным образом вытолкнуть из пресса 64 при ее повороте вокруг продольной оси, то есть без повреждения волокнистой структуры на ее поверхности, губки 66 пресса отводятся до достижения определенного размера d+ (фиг.12). Этот размер d+ с зазором соответствует по меньшей мере радиальному расстоянию, которое отделяет хорду А, которая соединяет два конца прессующей пластины 92 губки 66 пресса на фиг.11 и проходит параллельно проему 78 пресса, от касательной В на фиг.11, которая помещена к углу 0° при вершине выступающей по радиусу наружу дугообразной кривизны 102 прессующей пластины 92 и аналогичным образом ориентирована параллельно проему 78 пресса. В дополнение к этому размер d+ с зазором может быть задан таким образом, чтобы он соответствовал по меньшей мере наибольшему диаметру бочкообразной огибающей поверхности 104, которая соприкасается с прессующими пластинами 92 или с прессующими заплечиками 96 в положении прессования. В случае тампона 30 с диаметром 13 мм этот размер с зазором равен (d+0,6) мм, для достижения которого губки 66 пресса должны быть перемещены в радиальных направлениях наружу, чтобы образовать согласно фиг.12 круговую цилиндрическую огибающую поверхность 106 проема 78 пресса. В связи с этим при размере d+ с зазором прессующие пластины 92 или прессующие заплечики 96 соприкасаются по спирали с круговой цилиндрической огибающей поверхностью 106 на протяжении по существу всей длины и, следовательно, образуют круговой цилиндрический проем 78 пресса для выталкивания предварительно обработанной заготовки 84.
На фигурах 7 и 8 отчетливо показано, что имеющее форму шейки сужение 122 каждой прессующей пластины 92, обусловленное каплеобразной формой, делает возможным во время обжатия больший сдвиг волокнистого материала приблизительно в радиальном направлении наружу. В результате этого размер прессования губок 66 пресса может быть уменьшен до, например, 4 мм от прежнего диаметра 4,8 мм волоконной сердцевины 38 при той же самой устойчивости и повышенной поглощающей способности и при сохранении мягкой поверхности тампона 30. Кроме того, можно уменьшить ширину скругленного прессующего края 94, чтобы обеспечить возможность перемещения волокнистого материала в образованное, направленное по радиусу наружу свободное пространство проема 78 пресса. Этим способом можно уменьшить количество волокна, необходимого для изготовления волоконной сердцевины 38, с получением преимущества, заключающегося в том, что это количество волокна при той же самой устойчивости тампона можно употребить для немедленного поглощения жидкости после введения тампона в полость тела.
Для того чтобы обеспечить возможность размещения перемещенного наружу волокнистого материала, в представленном иллюстративном варианте осуществления прессующий заплечик 96 имеет уменьшенный радиус 6,2 мм по сравнению с прежним радиусом 6,55 мм и вытянут в профиль почти параллельно той стороне губки 66 пресса, ориентированной в направлении против часовой стрелки, которая сливается с короткой L-образной ножкой 114 и образует ударную головку 116.
Перемещение наружу волокнистого материала, достигаемое с помощью такой формы губок 66 пресса, делает возможным экономию волокнистого материала применительно к описанному иллюстративному варианту осуществления ручного тампона 30 с конечным диаметром 13 мм и длиной 50 мм.
Можно видеть, особенно из фигур 9 и 10, что по меньшей мере одно уплотняющее ребро 120 предусмотрено на наружной стороне прессующего заплечика 96 почти на уровне с последним. В закрытом состоянии (при размере d прессования) пресса 64 это уплотняющее ребро 120 прессующего заплечика 96, а также ударная головка 116 каждой губки 66 пресса опираются на скругленную ударную выемку 118 соседней губки 66 пресса перед сужением 122 по форме шейки прессующей пластины 92 (фигуры 7 и 8). Наружная сторона каждого прессующего заплечика 96 на фигурах 9 и 10 снабжена двумя параллельными уплотняющими ребрами 120, которые закрывают щель 124, ориентированную приблизительно по радиусу от оси x пресса между ударной головкой 116 ударной выемкой 118 соседних губок 66 пресса по отношению к проему 78 пресса и поэтому в любом случае по отношению к радиально наружной стороне спирального продольного ребра 40 предварительно обработанной заготовки 84. В результате этого по существу предотвращается проникновение волокнистого материала заготовки 55 тампона в щель 124 между соседними губками 66 пресса. В случае, когда волокна проникают в щель 124 между соседними губками 66 пресса, уплотняющие ребра 120 отрезают пучок этих волокон, так что обрезки волокон выпадают из пресса 64 и извлекаются путем отсоса. В результате образуется неколючая, гладкая, мягкая, направленная по радиусу наружу поверхность каждого спирального продольного ребра 40.
На фигурах 9 и 10 отчетливо показано, что на одной торцевой поверхности ударная головка 116 выступает дальше внутрь в радиальном направлении, чем прессующая пластина 92, которая сдвинута назад на ширину прессующего заплечика 96 по отношению к ударной головке 116 и наклонена относительно последней к стороне, обращенной от ударной головки 116. Благодаря боковым стенкам 86, 88 поперечное сечение губок 66 пресса, перпендикулярное к продольной средней оси y, имеет форму, которая является дополнительной до отсчитываемого по окружности угла α спиральной кривизны 102 губки пресса, так что в любом случае гарантируется упомянутое выше равномерное распределение сжимающих сил, создаваемых губками 66 пресса, по всему поперечному сечению, то есть в направлении продольной средней оси y губок 66 пресса.
На фиг.11 схематично показан размер d прессования пресса 64. Этот размер d прессования соответствует бочкообразной огибающей поверхности 104, которая образована спиральными прессующими пластинами 92 и спиральными заплечиками 96 губок 66 пресса 64 в сдвинутом состоянии или в состоянии размера d прессования. Этот размер d прессования в зависимости от конкретного состава и назначения рассматриваемого тампона 30 на входном конце и на выходном конце закрытого пресса 64 составляет от 6 до 17 мм, в представленном иллюстративном варианте осуществления 13 мм.
Во время выталкивания предварительно обработанной заготовки 84 из пресса 64 в этом положении прессования, показанном на фиг. 11, силы выталкивания существенно возрастают вследствие бочкообразного поперечного сечения проема 78 пресса и наличия в нем предварительно обработанной заготовки 84. Волокна на поверхности предварительно обработанной заготовки 84 будут вырываться из волокнистой композиции, сглаженная поверхность предварительно обработанной заготовки 84 соответственно будет повреждаться и будут происходить потери волокна. По этой причине выдвинуто условие, заключающееся в том, что после открывания пресса 64 до заданного положения d+ с зазором воображаемая огибающая поверхность 106, образованная прессующими пластинами 92 или прессующими заплечиками 96 или местами их соприкосновения, должна быть круговой цилиндрической с тем, чтобы предварительно обработанная заготовка 84 могла быть вытолкнута из пресса 64, фактически без какого-либо заметного сопротивления, через средство 68 конечного формообразования в транспортировочную гильзу 74 с одновременным поворотом, в результате которого спиральные прессующие пластины 92 входят в продольные канавки 42 предварительно обработанной заготовки 84.
На фиг.12 спиральные прессующие пластины 92 и прессующие заплечики 96 губок 66 пресса смещены назад по радиусам наружу до достижения заданного размера d+ с зазором, который в представленном иллюстративном варианте осуществления составляет (d+0,6) мм, против размера d прессования, показанного на фиг.11, для охвата или соприкосновения с воображаемой круговой цилиндрической огибающей поверхностью 106, что обеспечивает возможность выталкивания из пресса 64 фактически без трения посредством выталкивателя 82 в подающем толкателе 76 предварительно обработанной заготовки 84, которая обжата до получения бочкообразной формы и снабжена спиральными продольными ребрами 40 и спиральными продольными канавками 42.
Поэтому в соответствии с фиг.12 каждая из прессующих пластин 92 и каждый из прессующих заплечиков 96 всех губок 66 пресса соприкасаются с воображаемой круговой цилиндрической огибающей поверхностью 106 по спиральной линии на протяжении по меньшей мере значительной части своей длины. То есть, если желательна небольшая степень сжатия волокнистого материала на конце 34 для извлечения предварительно обработанной заготовки 84, то в сдвинутом состоянии губок 66 пресса радиальное расстояние эффективных прессующих краев 94 от оси x пресса на участке выходной стороны 79 проема 78 пресса устанавливают несколько большим, чем на протяжении остального продольного участка прессующих краев 94, так что эта часть прессующих краев 94 не будет соприкасаться с круговой цилиндрической огибающей поверхностью 106 при размере d+ с зазором губок 66 пресса, а будет несколько сдвинута по радиусу наружу от этой круговой цилиндрической огибающей поверхности 106.
На фигурах 13 и 14 показан вариант осуществления пресса 130 с губками 132 пресса, состоящими из нескольких частей. Разделенные губки 132 пресса могут перемещаться независимо друг от друга вперед и назад в радиальных направлениях относительно оси x пресса. Губки 132 пресса разделены на по меньшей мере одной плоскости Т, которая ориентирована под прямым углом к оси x пресса. В представленном иллюстративном варианте осуществления губки 132 пресса выполнены конструктивно из двух частей. Разделительная плоскость Т губок 132a, 132b из двух частей пресса пересекает вершину угла 0° прессующей поверхности 134 и ось x пресса 130 в центре М в продольном направлении. Половинки 132а губок пресса, относящиеся к выходной стороне 79 пресса 130, могут перемещаться по отношению к оси x пресса в радиальных направлениях наружу до положения d+ с зазором от положения d прессования для того, чтобы сделать возможным выталкивание по существу без трения предварительно обработанной заготовки 84 из пресса (фиг. 14). При многократном разделении губок 132 пресса в поперечном направлении относительно оси x пресса отсчитываемый по окружности угол α может быть сделан больше 150°, в зависимости от числа губок 132 пресса. Кроме того, такая конструкция губок пресса также делает возможной модификацию внешнего контура тампона в зависимости от конкретных требований, предъявляемых к тампону.
На основании приведенного выше описания губок 66; 132 пресса согласно изобретению является предпочтительным, чтобы губки пресса располагались парами диаметрально друг против друга. Настоящее изобретение также охватывает возможность в дополнение к описанным губкам 66; 132 пресса, которые образуют волоконную сердцевину 38, включение в пресс 64; 130 дополнительных губок пресса, предназначенных для иных целей, чем образование волоконной сердцевины 38. Поэтому губки пресса можно использовать в прессе 64; 130, например, для тиснения узоров или образования углублений на или в поверхности тампона 30 с декоративным и/или физическим назначением во время обжатия предварительно обработанной заготовки 84.
На фигурах 15, 16 и 17 показано средство 68 конечного формообразования, содержащее направляющую пластину 140, которая неподвижно закреплена сразу же за и на одной оси с прессом 64 и выполнена за одно целое со сглаживающей втулкой 150 для предварительно обработанной заготовки 84. Средство 68 конечного формообразования включает в себя конический канал 152 конечного формообразования для предварительно обработанной заготовки 84, который проходит сквозь направляющую пластину 140 и сглаживающую втулку 150. Как показано на фиг.3, направляющая пластина 140 установлена непосредственно перед выходной стороной 79 пресса 64 и, как уже описано в патенте США № 5911712, снабжена на стороне, обращенной к прессу 64, рядом канавок 142 соответственно числу губок 66; 132 пресса, которые расположены по окружности с теми же угловыми промежутками, что и губки 66; 132 пресса. В соответствии с изобретением канавки 142 проходят на расстоянии от и параллельно оси y губок пресса в направлении проема 78 пресса и направлены по касательной к каналу 152 конечного формообразования.
Как можно видеть из фигур 5 и с 9 по 14, каждая губка 66; 132 пресса снабжена на заднем конце позиционирующей перегородкой 160, которая выступает от выходной стороны 79 пресса 64 и в любом случае входит с боковым зазором в одну из этих канавок 142. Внутренний свободный передний конец позиционирующих перегородок 160 является компонентом прессующей поверхности 90; 134 губок 66; 132 пресса и вытянут на протяжении осевой щели между прессом 64; 130 и средством 68 конечного формообразования. В положении d+ с зазором прессующие поверхности 90; 134 губок 66; 132 пресса имеют несколько меньший диаметр, чем входное отверстие 154 сглаживающей втулки 150. Это обеспечивает возможность посредством позиционирующих перегородок 160 сохранения центрированного положения ленты 35 для извлечения (ранее намотанной по спирали на конце 34 для извлечения заготовки 55 тампона, находящейся впереди по направлению x транспортировки, фигуры 16, 17) во время обжатия и выталкивания тампона 30 из пресса 64. Начиная от кругового входного отверстия 154, канал 152 конечного формообразования сужается коническим образом к выходному отверстию 156 сглаживающей втулки 150. В связи с этим коническая форма сглаживающей втулки 150 выполнена таким образом, чтобы по возможности небольшая выталкивающая сила была необходима для продвижения предварительно обработанной заготовки 84 из пресса 64 через сглаживающую втулку 150 и для концентрического сжатия ее до конечного размера тампона 30.
На фигурах 5 и с 14 по 16 показано, что средство 68 конечного формообразования снабжено спиральными, выступающими в радиальных направлениях внутрь сглаживающими ребрами 170, число которых соответствует числу губок 66 пресса, а угол β наклона которых соответствует углу наклона спиральных прессующих пластин 92. Спиральные сглаживающие ребра 170 с легким концентрическим нажимом и оказанием сглаживающего действия непосредственно входят в спиральные продольные канавки 42 предварительно обработанной заготовки 84, выходящей из пресса 64, так что профиль предварительно обработанной заготовки 84 сохраняется, но уменьшается расширение поперечного сечения волоконной сердцевины 38, обусловленное бочкообразной формой предварительно обработанной заготовки 84. При желании, чтобы оптимизировать эффект сглаживания, сглаживающая втулка 150 может быть нагрета до температуры от 80 до 120°С. Концы сглаживающих ребер 170 на некотором расстоянии впереди от выходного отверстия 156 сглаживающей втулки 150 объединяются со сглаженной цилиндрической концевой частью 172 сглаживающей втулки 150. Эта концевая часть 172 сглаживающей втулки 150 имеет диаметр, который соответствует диаметру законченного сжатого тампона 30. На этой сглаженной цилиндрической концевой части 172 сглаживающей втулки 150 спиральные продольные канавки 42 предварительно обработанной заготовки 84, которые до этого были открыты, закрываются на радиально наружных концах боковых сторон 44 соседних спиральных продольных ребер 40 с образованием тампона 30 конечного диаметра (фиг.4). Таким способом продольные канавки 42 становятся направляющими жидкость каналами 50, предпочтительно открытыми на обоих концах тампона 30 (фигуры 3 и 4).
На фигурах 5, 14 и 15 транспортировочное устройство 70 показано по существу в урезанном виде и в данном случае содержит барабан 72 как часть циркулирующей или вращающейся транспортировочной системы. Барабан 72 снабжен поперечным отверстием 148, в котором цилиндрическая транспортировочная гильза 74 установлена и закреплена под прямым углом к совершающей круговое движение пластине барабана 72. Транспортировочные гильзы 74 прикреплены к барабану 72 с одинаковыми угловыми промежутками по окружности и находятся на одном и том же радиусе, так что в любом случае одна транспортировочная гильза 74 может, последовательно перемещаясь шаг за шагом, предстать перед выходным отверстием 156 сглаживающей втулки 150 для осуществления подачи законченного сжатого тампона 30 к дополнительной производственной установке. В этой производственной установке (непоказанной), которая сама по себе известна, вставляемый конец 32 может быть снабжен закругленным куполом 52 и одновременно конец 34 для извлечения может быть снабжен углублением 48 для пальца.
При повороте тампона 30 посредством спиральных губок 66 пресса и спиральных сглаживающих ребер 170 за одну операцию выталкивания из пресса 64 через сглаживающую втулку 150 в транспортировочную гильзу 74 благодаря коническому расширению цилиндрической транспортировочной гильзы 74 на протяжении небольшой длины возле ее входного отверстия гарантируется, что высокое качество поверхности и волокнистой структуры тампона 30 сохранится. В связи с этим расположение тампона 30 с задержкой напротив цилиндрической внутренней стенки транспортировочной гильзы 74 обусловлено расширением волокнистого материала законченного сжатого тампона 30, то есть тем, что диаметр транспортировочной гильзы 74 задан соответственно большим с тем, чтобы обеспечить возможность такого расширения волокнистого материала тампона 30 сразу же после обжатия. Это происходит потому, что плотное соприкосновение тампона 30 с цилиндрической гладкой внутренней стенкой транспортировочной гильзы 74 осуществляется только в результате его расширения после обжатия, когда рассматриваемый тампон 30 вместе с концом 34 для извлечения находится впереди, почти или полностью слева от выходного отверстия 156 сглаживающей втулки 150.
Кроме того, на фиг.16 можно видеть, что спиральные прессующие края 94 на выходной стороне губок 66 пресса, находящиеся парами друг против друга, образуют угол, который открыт к выходному концу 79 пресса 64. Как следствие этого волоконная сердцевина 38 более слабо обжимается на конце 34 для извлечения предварительно обработанной заготовки 84, так что до использования волокнистый материал можно будет слегка растрепать с тем, чтобы облегчить ручное введение тампона.
На фиг.17 расширение тампона 30 и возникшее в результате этого его соприкосновение с цилиндрической внутренней стенкой транспортировочной гильзы 74 в точке F показаны особенно отчетливо вследствие увеличенного изображения. То, что тампон 30 расширяется вследствие эффекта памяти части существенно расширяющихся волокон только после попадания в транспортировочную гильзу 74, может быть показателем высокой скорости изготовления тампона. С этим связано существенное преимущество, заключающееся в том, что поворот, которому тампон 30 подвергается во время выталкивания, не встречает заметного сопротивления, так что спиральная волокнистая структура тампона, получаемая с помощью изобретения, сохраняется в полной мере.
Способ изготовления тампона в соответствии с предпочтительным вариантом осуществления включает в себя следующие этапы:
образование заготовки тампона из материала со спутанными волокнами,
обжатие заготовки тампона по узким, образующим спирали линиям ее круговой поверхности, которые отнесены друг от друга на равные, отсчитываемые по окружности углы, образование продольных канавок и по существу цилиндрической волоконной сердцевины с высокой степенью сжатия, от которой относительно несжатые продольные ребра вытянуты по радиусам наружу, при этом заготовку тампона обжимают по образующим спирали линиям, чтобы образовать спиральные продольные канавки и спиральные продольные ребра, параллельные им, для увеличения поглощающей поверхности тампона.
Подробнее, предпочтительно цилиндрическую заготовку 55 тампона, конец 34 для извлечения которой находится впереди по направлению подачи или направлению оси x пресса вводят в пресс 64 посредством подающего толкателя 76. Затем заготовку 55 тампона подвергают радиальному обжатию посредством губок 66 пресса в прессе 64, в любом случае на протяжении идентичных узких спиральных участков ее круговой поверхности, под одними и теми же углами наклона β, и эти участки находятся друг от друга на равных угловых расстояниях по окружности. Таким способом образуют предварительно обработанную заготовку 84, предпочтительно, бочкообразной формы, с проходящими по спиралям канавками 42 на сплошной волоконной сердцевине 38 с высокой степенью уплотнения, которая является по существу цилиндрической, но вследствие бочкообразной формы имеет расширенное поперечное сечение на середине длины, и с продольными ребрами 40, которые вытянуты по радиусам наружу от волоконной сердцевины 38 и проходят по спиралям в продольном направлении предварительно обработанной заготовки 84. В связи с этим спиральные участки в любом случае обжимают на протяжении отсчитываемого по окружности угла α до по меньшей мере 150°, предпочтительно, на протяжении угла от 80° до 120°, в данном случае на протяжении угла 120°. Предпочтительно, чтобы в прессе 64 волокнистый материал подвергался более низкому давлению радиального обжатия в области конца 34 для извлечения заготовки 55 тампона, чем остальной волокнистый материал заготовки 55 тампона. В зависимости от свойств используемого волокнистого материала, в частности, в случае использования материала, изготовленного из существенно расширяющихся волокон с нерегулярным поперечным сечением, с сильным эффектом памяти, заготовку 55 тампона обжимают при температуре губок 66 пресса от 80 до 120°С до получения тампона 30 конечной формы, чтобы достичь желаемой стабильности размеров волокнистого материала путем исключения эффекта памяти волокон, который сразу проявляется при соприкосновении с жидкостью организма и поэтому способствует расширению и повышению скорости поглощения жидкости тампоном 30 при возможно меньшем количестве используемого волокнистого материала.
В прессе 64; 130 заготовка 55 тампона обжимается за одну операцию прессования до образования бочкообразной предварительно обработанной заготовки 84, которая при выталкивании из пресса 64 в это же самое время при необходимости подвергается конечному формообразованию ниже по ходу процесса в соответствующем образом нагретой сглаживающей втулке 150. Такое конечное формообразование заключается в приложении небольшого радиального давления к наружным концам спиральных продольных ребер 40 и спиральных продольных канавок 42 посредством сглаживающей втулки 50, которая при желании может быть нагрета до температуры от 80 до 120°С, и ее сглаживающих ребер 170. Это небольшое радиальное давление оказывает такое действие, что наружные концы взаимно противолежащих боковых сторон 44 соседних продольных ребер 40 прижимаются друг к другу благодаря гладкому круговому поперечному сечению канала 152 конечного формообразования в области выходного отверстия 156 сглаживающей втулки 150, так что формируются продольные канавки 42 и, следовательно, наружная, почти цилиндрическая мягкая замкнутая круговая поверхность 46 тампона 30, и образуются спиральные, направляющие жидкость каналы 50 в области теперь уже закрытых в радиальных направлениях снаружи продольных канавок 42, при этом предпочтительно, чтобы каналы были открыты на вставляемом конце и на конце для извлечения тампона. Таким способом достигается значительное увеличение поглощающей способности тампона, наряду с очень удобным процессом введения тампона пользователем. Кроме того, сглаживающие ребра 170 несколько уменьшают расширение поперечного сечения волоконной сердцевины 38, обусловленное бочкообразной формой предварительно обработанной заготовки 84 согласно этому варианту осуществления.
На выходе в связи с поворотным перемещением законченного обжатого тампона 30 из сглаживающей втулки 150 в транспортировочную гильзу 74 транспортировочного устройства 70 только что сжатый волокнистый материал расширяется к очень гладкой цилиндрической внутренней стенке транспортировочной гильзы 74 без возникновения сопротивления трения, которое ухудшает качество поверхности, между цилиндрической гладкой внутренней стенкой транспортировочной гильзы 74 и волокнистым материалом на поверхности тампона 30, так что высокое качество такого тампона 30, снабженного спиральными продольными ребрами 40 и продольными канавками 42, гарантируется даже в случае массового производства. В связи с этим существенно, что круговое направление, в котором отрезок волокнистой нетканой ткани, на конце которого снаружи закреплен покровный материал, наматывается для образования заготовки 55 тампона, также поддерживается спиральными губками пресса и сглаживающими ребрами для того, чтобы вставка свободного наружного конца полосы покровного материала сохранялась на поверхности тампона 30.
Выше с целью содействия в полном и не ограничивающем понимании раскрытого в настоящей заявке изобретения были представлены описание и варианты осуществления. Поскольку без отступления от сущности и объема изобретения могут быть сделаны многочисленные варианты и воплощения изобретения, объем прав изобретения определяется приложенной ниже формулой изобретения.
Перечень деталей, на которые сделаны ссылки
30 Тампон
32 Вставляемый конец
34 Конец для извлечения
35 Лента для извлечения
36 Продольная часть
38 Волоконная сердцевина
40 Продольные ребра
42 Продольные канавки
44 Боковые стороны
46 Круговая поверхность
48 Углубление для пальца
50 Направляющие каналы
52 Закругленный купол
55 Заготовка тампона
60 Установка
62 Подающее и выталкивающее устройство
64 Пресс
65 Концевой L-образный профиль губки пресса
66 Губка пресса
68 Средство конечного формообразования
70 Транспортировочное устройство
72 Барабан
74 Транспортировочные гильзы
75 Входное отверстие (транспортировочной гильзы)
76 Подающий толкатель
78 Проем пресса
79 Выходная сторона (проема пресса)
80 Круговая передняя поверхность
82 Выталкиватель
84 Предварительно обработанная заготовка
86, 88 Боковые стенки губок пресса
90 Эффективная прессующая поверхность
92 Прессующая пластина
94 Прессующий край
95 Основание прессующей пластины
96 Прессующий заплечик
98, 100 Боковые поверхности прессующей пластины
102 Кривизна
104 Бочкообразная огибающая поверхность
106 Круговая цилиндрическая огибающая поверхность
108 Основание губки
110 Отверстия
111 Глухое отверстие
112 Длинная L-образная ножка
114 Короткая L-образная ножка
116 Ударная головка
118 Ударная выемка
120 Уплотняющее ребро
122 Подобное шейке сужение
124 Щель
130 Пресс
132 Губки пресса
132a-b Половинки губок пресса
134 Прессующая поверхность
140 Направляющая пластина
142 Канавки
144 Поперечное отверстие
150 Сглаживающая втулка
152 Канал конечного формообразования
154 Проходное отверстие
156 Выходное отверстие
160 Позиционирующая перегородка
170 Спиральные сглаживающие ребра
172 Концевая часть (сглаживающей втулки)
d Положение прессования, размер прессования
d+ Положение с зазором, размер с зазором
x Ось пресса
y Продольная средняя ось (губки 66 пресса)
z Продольная средняя плоскость (прессующей пластины 92)
Т Разделительная плоскость
М Центр в продольном направлении
Α Отсчитываемый по окружности угол
α/2 Половина отсчитываемого по окружности угла
β Угол наклона
А Хорда
В Касательная
F Точка соприкосновения
L Продольная ось (тампона 30)
Z Детали
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАМПОН, ИМЕЮЩИЙ СПИРАЛЬНЫЕ КАНАВКИ | 2002 |
|
RU2338498C2 |
| ПОГЛОЩАЮЩИЙ ТАМПОН, ОБЕСПЕЧИВАЮЩИЙ ВОЗМОЖНОСТЬ ВСТАВКИ ПАЛЬЦАМИ БЕЗ ПАЧКАНИЯ | 2004 |
|
RU2370251C2 |
| ТАМПОН С НЕПРЕРЫВНЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2639621C2 |
| ТАМПОН С ВЫТЯНУТЫМИ ФОРМАМИ ЖЕЛОБКА | 2013 |
|
RU2633227C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |
| ТАМПОНЫ С ПРОНИКАЮЩИМИ СЕГМЕНТАМИ ЖЕЛОБКА | 2013 |
|
RU2665433C2 |
| ЗАЖИМНЫЕ ГУБКИ ДЛЯ ТАМПОНОВ | 2018 |
|
RU2761372C2 |
| ТАМПОН ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ | 2019 |
|
RU2808085C2 |
| ТАМПОН | 2007 |
|
RU2406473C2 |
| ТАМПОН С УЛУЧШЕННОЙ ЦЕЛОСТНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2586209C2 |
Настоящее изобретение относится к области медицины и может быть использовано для гигиены женщины. Тампон имеет вставляемый конец, конец для извлечения, продольную ось. Тампон изготовлен из сжатого волокнистого материала и имеет наружную поверхность, снабженную, по меньшей мере, частично спиральными уплотненными продольными канавками (42). Кроме того, изобретение включает способ и установку для изготовления указанного тампона. Технический результат - существенное снижение опасности утечки после того, как тампон вложен, достигается увеличением промежутка времени, в течение которого тампон поглощает жидкость организма, и благодаря увеличению поверхности тампона и увеличению количества волокна, используемого для немедленного поглощения жидкости организма после введения тампона, особенно в области волоконной сердцевины. 3 н. и 48 з.п.ф-лы, 17 ил.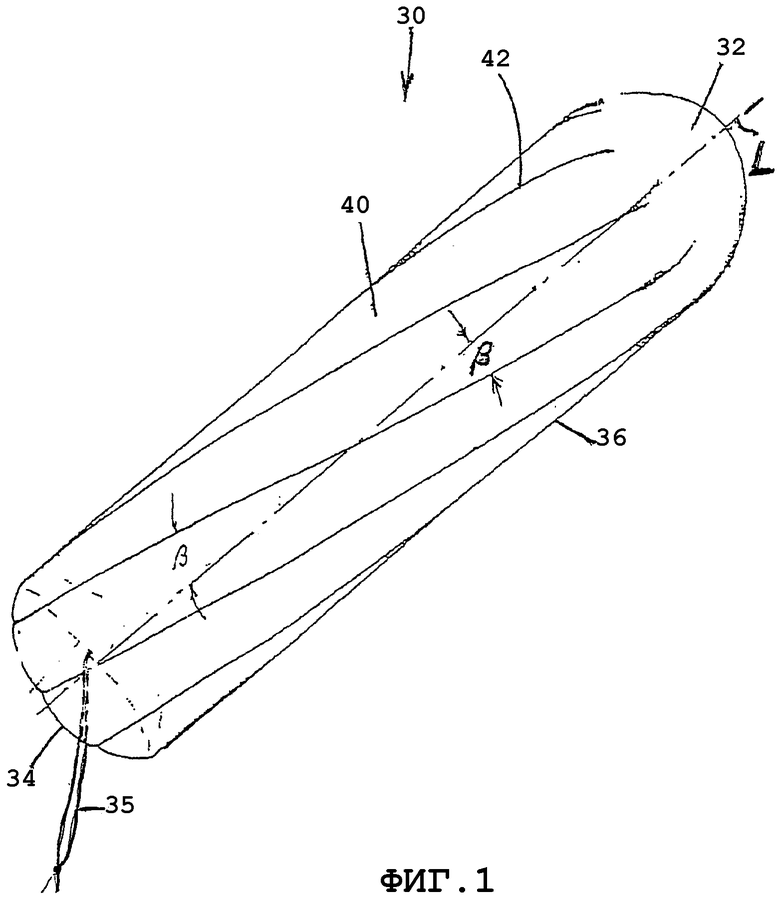
| DE 19747633 A, 11.03.1999 | |||
| US 4707318 A, 17.11.1987 | |||
| US 5813102 A, 29.09.1998 | |||
| Способ изготовления женских гигиенических тампонов | 1990 |
|
SU1736489A1 |
| ГИГИЕНИЧЕСКИЙ ТАМПОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086220C1 |
| ТАМПОН С ОБЛЕКОЛОВОЙ ОБОЛОЧКОЙ | 1991 |
|
RU2029534C1 |

