Изобретение имеет отношение к созданию фрезы, которая содержит корпус, выполненный с возможностью вращения вокруг центральной геометрической оси, причем указанный корпус имеет периферическую наружную поверхность, вытянутую между двумя противолежащими торцевыми поверхностями, при этом на указанной периферической поверхности предусмотрены открытые наружу выемки, каждая из которых имеет переднюю стенку, заднюю стенку и основание, причем задачей указанных выемок является прием обрабатывающего элемента, в котором закреплена режущая пластина, при этом каждая из выемок имеет также по меньшей мере один зажимной клин для фиксации обрабатывающего элемента, причем указанный зажимной клин может быть затянут при помощи зажимного винта, вводимого в резьбовое отверстие, предусмотренное в основании корпуса, при этом задняя стенка выемки имеет первые рифления, которые выполнены с возможностью взаимодействия с аналогичными вторыми рифлениями на задней стороне обрабатывающего элемента, в то время как передняя стенка является гладкой и может взаимодействовать с аналогичной гладкой передней поверхностью зажимного клина, причем как задняя контактная поверхность зажимного клина, так и передняя контактная поверхность обрабатывающего элемента являются гладкими для обеспечения главным образом радиального смещения зажимного клина относительно обрабатывающего элемента при его затягивании.
Описанная выше фреза известна из публикации SE 9103724-2, в соответствии с которой индивидуальный обрабатывающий элемент, который имеет вид кассеты со съемной режущей пластиной, вводится в дополнительную выемку с любой из сторон корпуса или резцовой головки, причем желательное положение кассеты выбирают за счет ручной точной регулировки перед окончательной затяжкой зажимного клина. В указанной публикации подчеркнута возможность введения в кассету установочного штифта, предназначенного для ввода в паз в стенке основания выемки, однако так как указанная коническая зенковка имеет диаметр, превышающий диаметр установочного штифта, то невозможно получить заданное, точно определенное исходное осевое положение кассеты при ее установке в выемку. Отметим, что точная установка кассеты вручную является трудоемкой и длительной. Другим недостатком известного устройства является то, что оно имеет ограниченную стойкость к незначительным разрушениям такого типа, которые легко могут возникать при воздействии на кассету с режущими пластинами пиковых или ударных нагрузок. При этом хотя и не происходит полного отказа, но зачастую возникает такой объем разрушений, что кассеты приходится заменять или выбрасывать. Более того, каждая индивидуальная режущая пластина соединена с кассетой при помощи винта, имеющего головку, который введен в сквозное отверстие в режущей пластине и закреплен в резьбовом отверстии кассеты. Тот факт, что в конструкции предусмотрен не только зажимной клин для крепления кассеты, но и специальный зажимной винт для крепления режущей пластины в кассете, на практике означает, что размерная цепь между, с одной стороны, корпусом фрезы, имеющим ось вращения, и, с другой стороны, каждой из множества режущих пластин, становится слишком протяженной. Это приводит среди прочего к тому, что точность установки режущей пластины относительно корпуса инструмента (которая на практике должна быть менее 1/100 мм) легко может быть потеряна или стать неудовлетворительной, например, в случае замены или поворота режущих пластин или в случае разборки и сборки по той или иной причине кассеты.
Задачей настоящего изобретения является устранение указанных недостатков ранее известных фрез и создание усовершенствованной фрезы. В связи с указанным, первой задачей настоящего изобретения является создание фрезы, в которой обрабатывающие элементы, в частности такие обрабатывающие элементы, которые имеют вид кассет со съемными режущими пластинами, легко могут быть установлены в точно определенное рабочее положение относительно корпуса. Другими словами, настоящее изобретение позволяет быстро устанавливать обрабатывающие элементы без необходимости в ручной точной регулировке. Другой задачей настоящего изобретения является создание фрезы, которая обладает высокой стойкостью по меньшей мере к незначительным аварийным ситуациям, которые могут создавать разрушения за счет возможных ударов или ударных нагрузок мгновенного характера. В частности, обрабатывающий элемент или кассета должны выдерживать воздействие таких нагрузок без серьезных повреждений или смещения из базового положения. Еще одной задачей настоящего изобретения является создание фрезы, которая может работать при очень высоких скоростях вращения, например, в диапазоне от 20000 до 30000 об/мин.
В соответствии с настоящим изобретением, по меньшей мере, одна из главных задач настоящего изобретения достигается за счет того, что основание каждой выемки, предназначенной для размещения обрабатывающего элемента, выполнено, по меньшей мере, из двух частей, расположенных на различных радиальных расстояниях от оси вращения и разделенных первой упорной поверхностью, расположенной под углом к рифлениям на задней стенке выемки и предназначенной для взаимодействия со второй упорной поверхностью, выполненной на обрабатывающем элементе для удержания его в строго определенном положении относительно корпуса.
Желательно, чтобы угол между первой упорной поверхностью и рифлениями на задней станке выемки и угол между второй упорной поверхностью и рифлениями обрабатывающего элемента были прямыми, первая упорная поверхность расположена вдоль всей ширины выемки в зоне ее основания.
Целесообразно снабжение фрезы средством для точной регулировки в случае необходимости положения обрабатывающего элемента относительно корпуса за счет осевого перемещения рифлений обрабатывающего элемента относительно рифлений на задней стенке выемки из исходного положения, которое занимает обрабатывающий элемент, когда первая и вторая упорная поверхности находятся в контакте друг с другом.
Указанное средство для точной регулировки включает отверстие с круговым поперечным сечением, проходящее главным образом радиально через обрабатывающий элемент, паз, выполненный на части основания, расположенной на наибольшем радиальном расстоянии от оси вращения, и отдельный регулировочный элемент, имеющий ось с круглым поперечным сечением и эксцентрик на ее свободном конце, выполненный с возможностью ввода в указанное отверстие, чтобы при слабой затяжке зажимного клина и взаимодействии эксцентрика с пазом при повороте регулировочного элемента в указанном отверстии обеспечить гарантированное осевое смещение обрабатывающего элемента из указанного исходного положения.
Фреза дополнительно снабжена отдельным опорным элементом, имеющим рифления, взаимодействующие с рифлениями на задней стенке выемки, и установленным по оси вслед за обрабатывающим элементом, и вторым зажимным клином для закрепления опорного элемента, при этом указанное средство для точной регулировки включает винт, установленный в сквозном резьбовом отверстии, в опорном элементе.
Указанный опорный элемент взаимодействует с корпусом посредством механического соединения типа охватывающий элемент/охватываемый элемент для обеспечения его окончательного стационарного положения, не зависящего от степени затяжки второго зажимного клина при проведении точной регулировки.
На фиг.1 показана в перспективе в разобранном виде часть фрезы в соответствии с настоящим изобретением, причем ряд входящих в нее кассет и режущих пластин показаны на фигуре с удалением от корпуса инструмента.
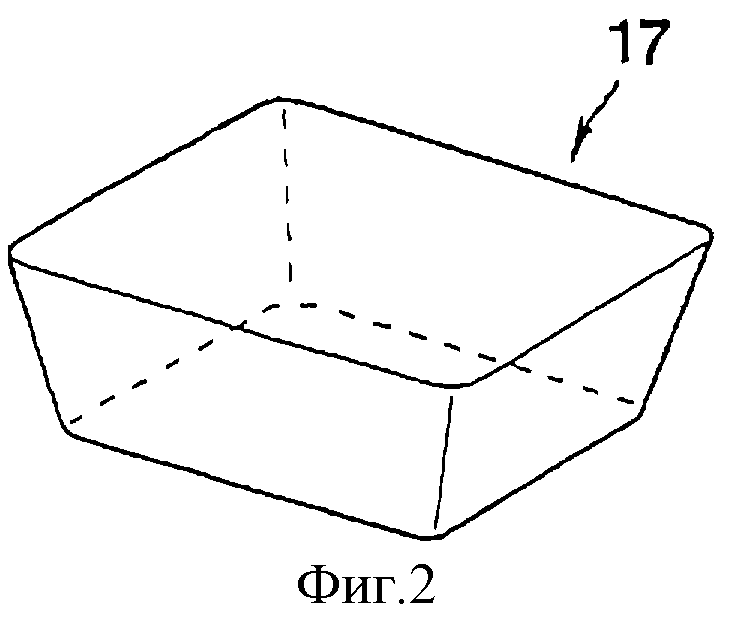
На фиг. 2 показан вид в перспективе индивидуальной режущей пластины для указанной фрезы.
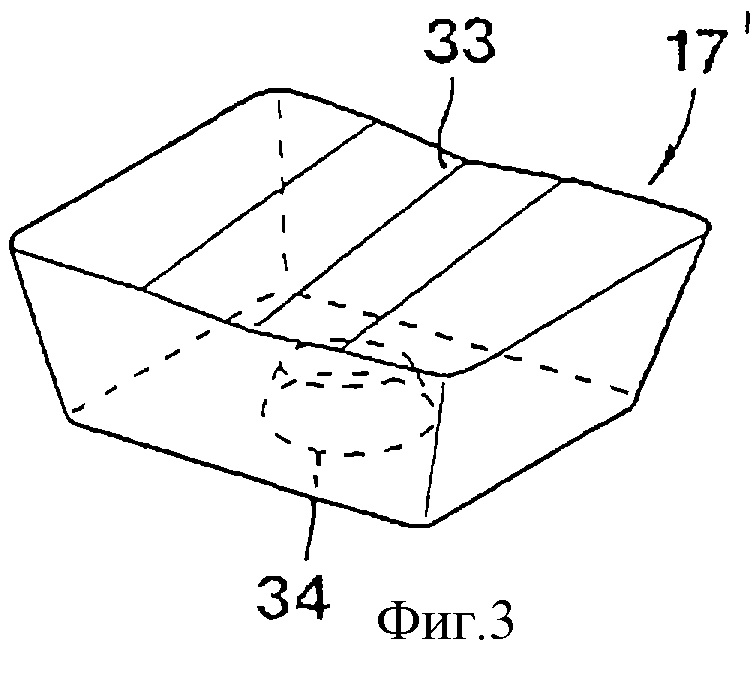
На фиг. 3 показан дополнительный вид в перспективе альтернативного варианта режущей пластины.
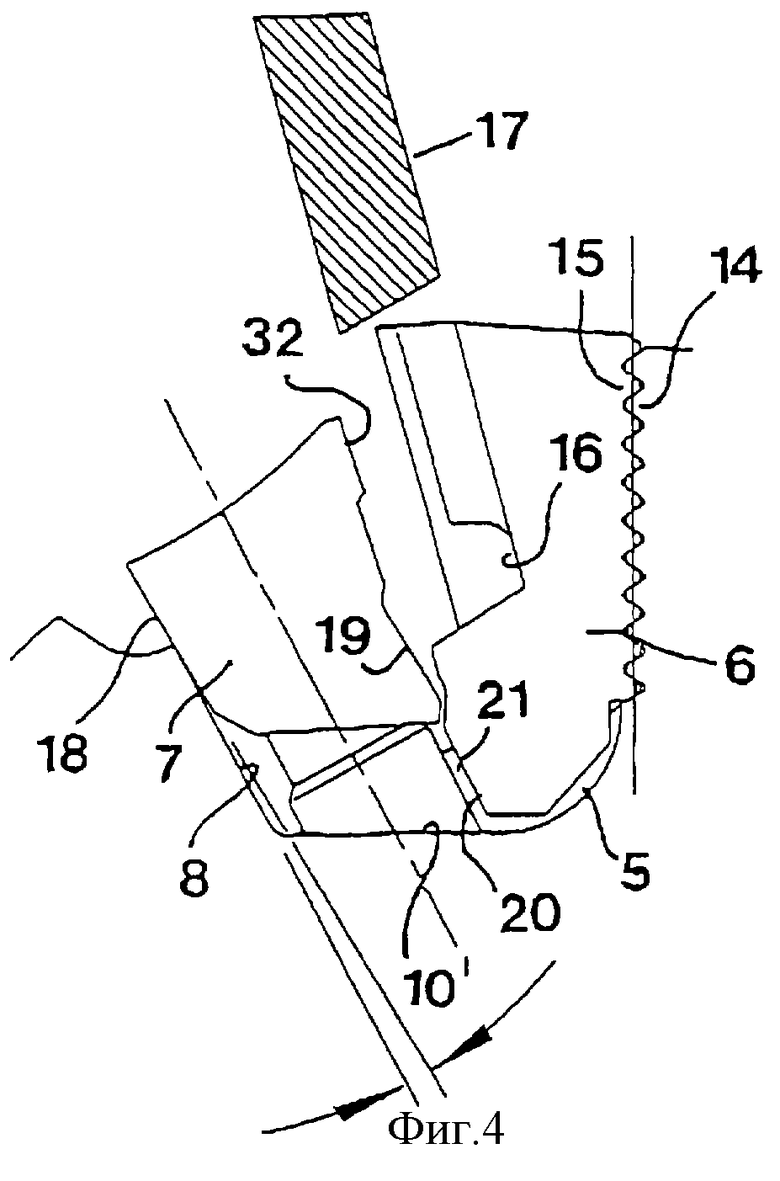
На фиг.4 показан неполный схематичный вид сбоку кассеты, режущей пластины и зажимного клина в их первом функциональном состоянии (положении).
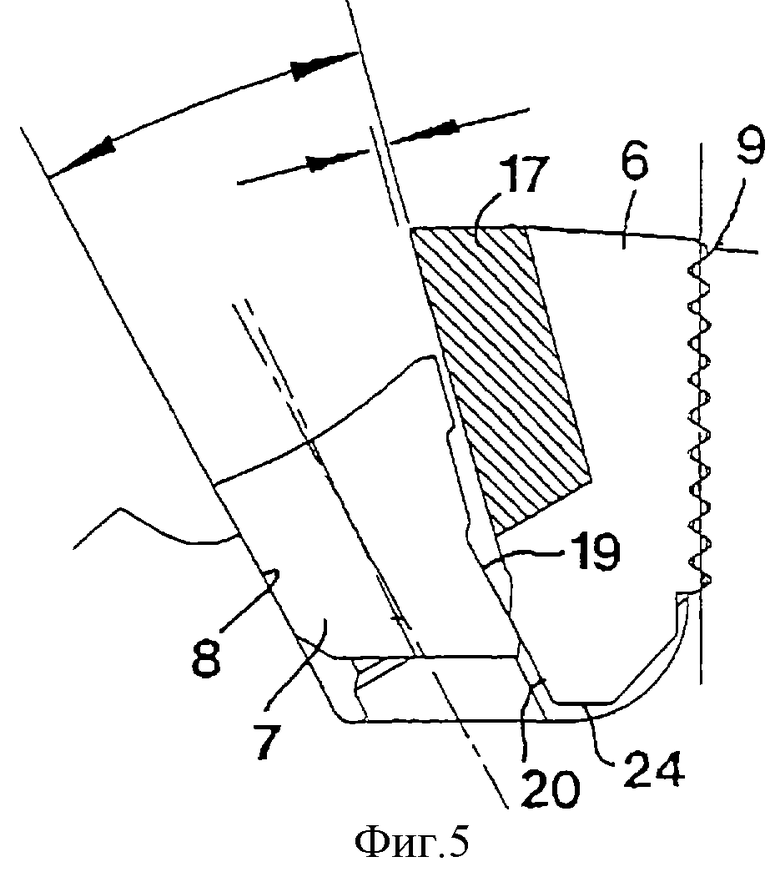
На фиг. 5 показан аналогичный фиг.4 вид сбоку, где указанные компоненты показаны в их втором функциональном состоянии.
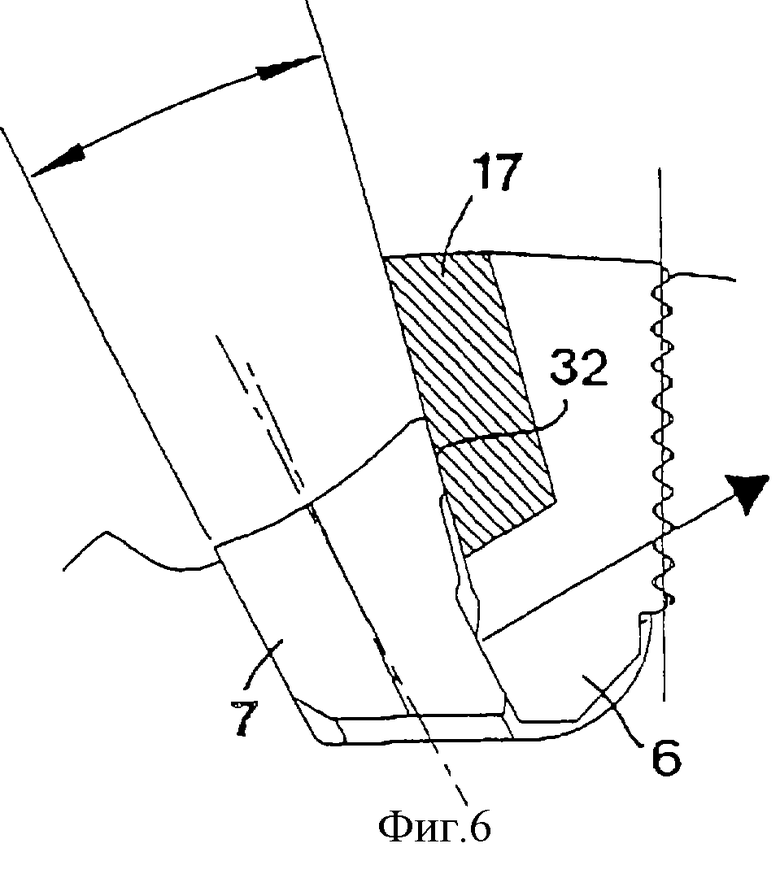
На фиг. 6 показан аналогичный фиг.4 вид сбоку, где указанные компоненты показаны в их третьем функциональном состоянии.
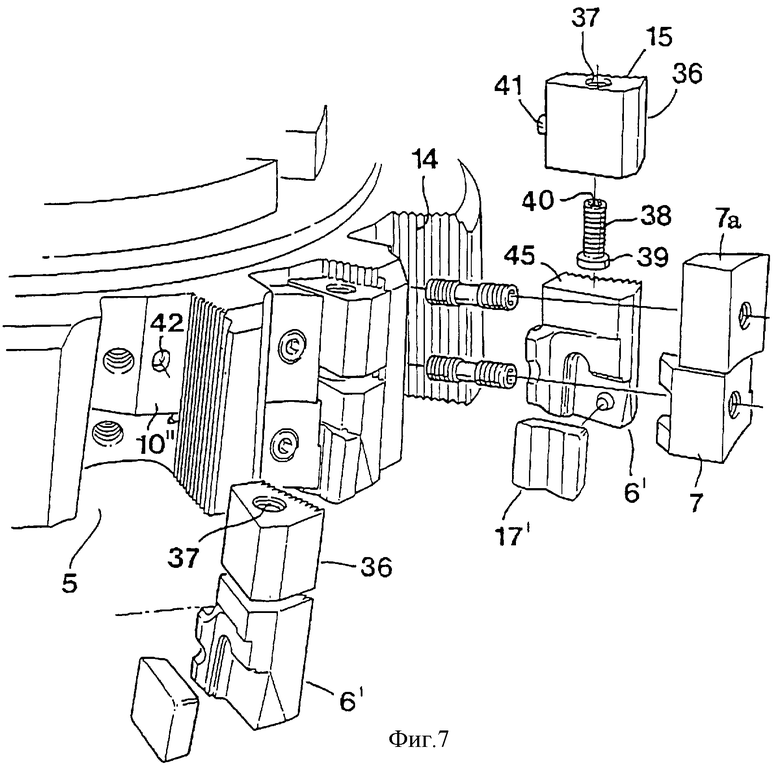
На фиг. 7 аналогично фиг. 1, показан в перспективе в разобранном виде альтернативный вариант настоящего изобретения.
На фиг.8 показано с увеличением средство для точной регулировки кассет в его первом положении.
На фиг.9 показана деталь устройства фиг.8, где средство для регулировки изображено в его втором положении.
На фиг. 1 показана фреза, имеющая корпус 1 в форме, предназначенной для торцевого крепления, выполненной с возможностью поворота (вращения) вокруг центральной геометрической оси (не показана). В этом примере корпус 1 ограничен при помощи периферической наружной поверхности 2, которая вытянута между противоположными торцевыми поверхностями 3, 4, первая из которых образована передней боковой стороной в непосредственной близости от режущей пластины, в то время как вторая образована задней стороной, с которой соответствующим образом соединен вращающийся шпиндель (не показан).
Открытые наружу выемки 5, предусмотренные на образующей (огибающей) поверхности 2, предназначены для приема кассет 6, а также по меньшей мере одного зажимного клина 7. Каждая отдельная выемка 5 (см. также фиг.4-6) ограничена передней стенкой 8, задней стенкой 9 и основанием, обозначенных в целом позицией 10. Зажимной клин 7 взаимодействует с винтом 11 и может быть затянут при его помощи, когда этот винт введен в резьбовое отверстие 12, выполненное в стенке основания 10 выемки 5. Более точно использован винт 11 такого типа, который имеет как правую, так и левую резьбу, разделенные участком сужения. Один из указанных участков резьбы входит в зацепление с отверстием 12 в корпусе инструмента, в то время как другой участок резьбы входит в зацепление со сквозным резьбовым отверстием 13 зажимного клина 7. Два охватываемых резьбовых участка на винте 11 имеют определенный зазор относительно охватывающих резьбовых участков в отверстиях 12, 13. Наличие двух резьбовых участков на винте 11 дает возможность перемещения, что само по себе известно, зажимного клина 7 относительно корпуса с увеличенной, например, удвоенной скоростью в любом направлении вращения винта по сравнению с одинарной простой резьбой.
Задняя стенка 9 выемки 5 имеет первые рифления 14, которые взаимодействуют с аналогичными вторыми рифлениями 15 на задней стороне кассеты 6. В этой связи следует подчеркнуть, что термины "передняя" и "задняя" стенки связаны с направлением вращения инструмента, которое обозначено стрелкой А. При этом если смотреть в направлении вращения, то рифления 15 предусмотрены на задней стороне кассеты, которая расположена с другой стороны от передней стороны, где предусмотрено гнездо 16 для режущей пластины 17.
Передняя стенка 8 индивидуальной выемки 5 является (по меньшей мере частично) гладкой и плоской для обеспечения взаимодействия с соответствующей аналогично гладкой и плоской передней поверхностью 18 зажимного клина 7. Задняя контактная поверхность 19 (см. также фиг.4-6) зажимного клина 7 также является гладкой и плоской для обеспечения взаимодействия с соответствующей аналогично гладкой и плоской передней контактной поверхностью 20 кассеты 6. Благодаря тому, что поверхности 8, 18, 19 и 20 являются гладкими, зажимной клин может беспрепятственно перемещаться главным образом радиально относительно корпуса инструмента и кассеты и производить зажим кассеты.
Несмотря на то, что используют рифления 14, 15 известного типа, следует, однако, указать, что они образованы главным образом в виде выступов, разделенных промежуточными канавками. Как это показано на фиг.1 и 4, на одной поверхности предусмотрен ряд длинных узких, прямых и взаимно параллельных выступов, которые могут входить в канавки сопряженной поверхности. Как выступы, так и канавки имеют треугольное поперечное сечение, причем свободные концы выступов не доходят до дна сопряженных канавок при входе рифлений в зацепление. Это означает, что каждый зубец одного рифления весьма прочно заклинен между двумя зубцами другого сопряженного рифления. Другими словами, получают множество клиновых соединений на границе раздела между кассетой и корпусом инструмента. На практике угол при вершине между боковыми поверхностями индивидуальных выступов (и соответствующий угол между боковыми поверхностями индивидуальных канавок) составляет ориентировочно 65o. Преимущественно, однако не обязательно, рифление 14 предусмотрено по всей осевой длине выемки 5, то есть между торцевыми поверхностями 3, 4, в то время как рифление 15 аналогичным образом предусмотрено по всей длине кассеты 6.
Перед тем, как перейти к более подробному описанию характеристик инструмента в соответствии с настоящим изобретением, следует подчеркнуть, что два варианта построения режущих пластин, показанные на фиг.2 и 3, оба показаны на фиг.1. Более конкретно режущая пластина 17 фиг.2, которая показана вместе с кассетой 6, в некоторых аспектах отличается от двух кассет 6 с режущей пластиной 17' такого типа, который показан на фиг.3. На практике в одной фрезе используют кассеты с режущими пластинами только одного и того же типа; режущие пластины и кассеты различных типов показаны на фиг.1 только для сокращения объема (графических материалов).
В соответствии с настоящим изобретением стенка основания 10 индивидуальной выемки 5 разделена по меньшей мере на две части стенки 10' и 10", расположенные на различном радиальном расстоянии от оси вращения корпуса инструмента, причем указанные части стенки разделены при помощи первой упорной поверхности 21, обращенной в сторону режущей пластины. Эта упорная поверхность 21 идет под определенным углом, а преимущественно перпендикулярно к зубцам 14 на задней стенке выемки, и предназначена для взаимодействия с аналогичной второй упорной поверхностью 22 на кассете 6. Эта упорная поверхность 21 также идет перпендикулярно к части стенки 10'. Вторая упорная поверхность 22 идет аналогично, с одной стороны, перпендикулярно к зубцам 15 на кассете (строго говоря, перпендикулярно к оси ребер и выступов рифления 15) и, с другой стороны, перпендикулярно к первой плоской поверхности 23 внутри кассеты, а также к второй плоской поверхности 24 (см. фиг.5) кассеты. Указанная первая упорная поверхность 21 идет по всей ширине выемки 5 в зоне ее основания. Аналогичным образом вторая упорная поверхность 22 идет по всей ширине кассеты у ее внутренней части.
В показанном примере осуществления настоящего изобретения часть стенки основания 10" трансформируется в идущую под углом часть стенки 10'". Эта угловая часть стенки 10'" идет перпендикулярно к передней стенке 8 выемки, в то время как часть стенки 10" идет перпендикулярно к задней стенке 9, имеющей зубцы 14. На практике угол между передней и задней стенками 8, 9 должен лежать в диапазоне от 25 до 35o. Из этого следует, что угол между частями стенки 10" и 10'" должен лежать в диапазоне от 145 до 155o. Следует также упомянуть, что резьбовое отверстие 25, предусмотренное на части стенки 10'", предназначено для зажимного винта 26 второго зажимного клина 7а, задачей которого является затягивание только кассеты 6, но не режущей пластины 17.
При осуществлении установки кассеты 6 в выемке 5 одновременно происходит быстрое и простое ее позиционирование в заданное базовое положение, просто за счет осуществления скольжения зубцов 14, 15 друг относительно друга, пока упорная поверхность 22 не прижмется к упорной поверхности 21. За счет того, что упорная поверхность 21 на корпусе инструмента (даже если он изготовлен из алюминия), а также упорная поверхность 22 на кассете (наиболее часто изготовленной из стали) могут быть выполнены с высокой точностью, кассеты могут быть установлены очень просто в точно определенное базовое положение, что легко воспроизводится для всех кассет и выемок инструмента. Другим существенным преимуществом настоящего изобретения является то, что кассеты в заклиненном или зажатом положении, в соответствии с фиг.6 затянуты весьма прочно не только благодаря множеству широких клиновых соединений зубцов 14, 15, но и благодаря тому, что упорные поверхности 21, 22 являются относительно широкими и имеют контакт друг с другом по всей поверхности. Таким образом, рифления 14, 15 эффективно противодействуют любой тенденции радиального смещения кассеты, в то время как зажимной клин противодействует тенденции наклона кассеты, а упорные поверхности 21, 22 противодействуют тенденции поворота кассеты вокруг мнимой, направленной по радиусу геометрической оси.
В соответствии с настоящим изобретением предлагается фреза, снабженная средством для обеспечения точной регулировки кассеты относительно корпуса. На фиг.1 приведен пример такого средства в виде отдельного ключа 27, служащего в качестве элемента регулировки, который выполнен с возможностью ввода в цилиндрическое сквозное отверстие 28 в кассете. Ключ имеет ось цилиндрической формы 29, которая на своем свободном конце трансформируется в эксцентриковый корпус 30. Этот конец 30 может быть введен в зацепление с удлиненной конической зенковкой 31 на донной части стенки 10". Следовательно, поворачивая ключ, можно произвести точную регулировку осевого положения кассеты относительно корпуса, когда умеренно затянуты два зажимных клина. Обеспечение возможности точной регулировки положения кассеты, например с точностью до тысячной и сотой долей миллиметра, важно для компенсации допусков изготовления, а также для компенсации смещения кассеты из ее базового положения в результате воздействия ударных нагрузок.
На фиг. 4-6 приведен преимущественный вариант осуществления настоящего изобретения, в соответствии с которым режущая пластина 17 установлена в гнезде 16 кассеты 6 с возможностью ее замены. Более конкретно режущая пластина может быть зажата в гнезде при помощи того же самого зажимного клина 7, который использован для фиксации кассеты 6. Для этого зажимной клин снабжен внешней вторичной контактной поверхностью 32, которая может быть смещена назад относительно внутренней контактной поверхности 19, которая в свою очередь взаимодействует с соответствующей контактной поверхностью 20 на кассете 6. На фиг.4 зажимной клин 7 показан в наружном, неактивном (нерабочем) положении, в котором как кассета 6, так и режущая пластина 17 могут быть извлечены из выемки 5. На фиг.5 зажимной клин 7 показан в промежуточном положении предварительного зажима, в котором внутренняя контактная поверхность 19 зажимного клина садится на контактную поверхность 20 кассеты. В этом состоянии кассета 6 закреплена в заданном положении за счет того, что зубцы 14, 15 заклинивают друг друга. Однако в данном случае режущая пластина 17 введена в гнездо 16 все еще с зазором. На фиг.6 зажимной клин 7 принимает окончательное затянутое внутреннее положение, в котором вторичная контактная поверхность 32 прижата к плоской передней стороне режущей пластины.
Режущая пластина 17', показанная на фиг.3, отличается от более простой режущей пластины фиг.2 тем, что она имеет канавку 33 на своей лицевой стороне, с пазом, имеющим поперечное сечение в виде буквы V, в который входит охватываемый выступ (не показан), предусмотренный на зажимном клине и имеющий вторичную контактную поверхность 32. На тыльной стороне режущей пластины предусмотрена охватывающая выемка 34, имеющая форму усеченного конуса, причем в нее может быть введен охватываемый элемент 35 (показан в верхнем правом углу фиг. 1), имеющий меньший диаметр, чем диаметр выемки 34. При помощи канавки 33 и выемки 34, взаимодействующих с двумя вводимыми в них охватываемыми элементами, осуществлено крепление режущей пластины 17', предотвращающее вырывающее воздействие центробежных сил. Другими словами, гарантируется, что ни при каких обстоятельствах режущая пластина не будет вырвана из своего гнезда, даже если фреза имеет очень высокую скорость вращения.
Обратимся теперь к рассмотрению фиг.7, на которой показан альтернативный вариант осуществления настоящего изобретения, в соответствии с которым кассета 6' взаимодействует с отдельным опорным элементом 36, расположенным на осевом удлинении кассеты. Опорный элемент 36 имеет длину, которая (при заданной толщине резцовой головки) в основном соответствует разности длины ранее описанной кассеты 6 и более короткой кассеты 6', показанной на фиг.7. Аналогично кассете 6' опорный элемент 36 имеет заднее рифление 15, входящее в зацепление с рифлением 14. По оси опорного элемента 36 идет сквозное резьбовое отверстие 37, предназначенное для винта 38, который на своем обращенном в сторону кассеты 6' конце имеет плоскую головку 39, а на противоположном конце имеет гнездо 40 шестигранного поперечного сечения для ввода ключа, например торцового ключа. На внутренней стороне опорного элемента 36 предусмотрен охватываемый элемент 41, который имеет вид цилиндрического пальца и входит в охватывающую выемку 42 на части стенки 10", причем выемка 42 имеет удлиненную форму.
На фиг.8 регулировочный винт 38 показан в нерабочем состоянии, в котором головка 39 винта заглублена в паз 43 на торцевой поверхности 44 опорного элемента, которая обращена к противоположной торцевой поверхности 45 кассеты 6'. В этом состоянии упорная поверхность 22 кассеты прижимается к упорной поверхности 21 на стенке основания выемки, то есть кассета занимает свое базовое положение.
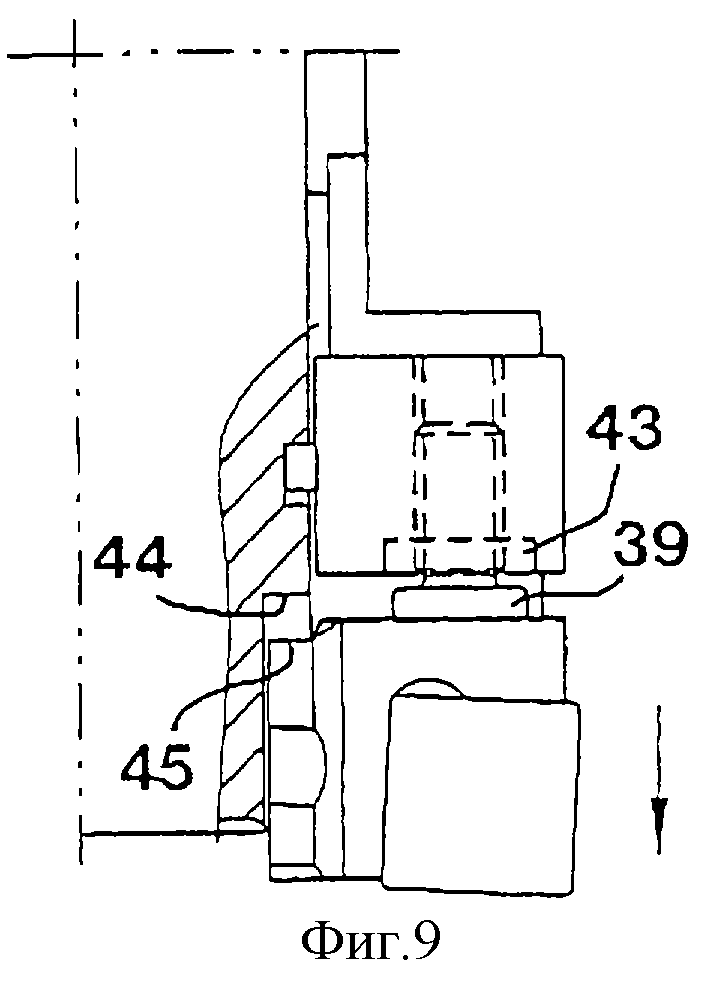
Если возникает необходимость проведения точной регулировки кассеты и ее режущей пластины 17, например после поломки и т.п., то для этого может быть использован винт 38. При приведении этого винта в активное состояние палец 41 упирается в один конец гнезда 42, причем в это же самое время второй зажимной клин 7а зажимает опорный элемент 36. В таком состоянии, когда кассета 6' закреплена только предварительно, так как первый зажимной клин 7 еще не затянут окончательно, она может быть смещена по оси при помощи вращения винта 38. На фиг.9 это показано для большей ясности с увеличением. Однако на практике в большинстве случаев речь идет о повороте винта с перемещением по оси на несколько сотых или тысячных долей миллиметра, то есть о повороте винта на долю оборота, поэтому винт 38 должен иметь мелкую резьбу. После установки кассеты в желательное точное положение производят окончательное затягивание зажимного клина 7, за счет чего происходит фиксация кассеты вместе с соответствующей режущей пластиной.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в них специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения. Так, например, настоящее изобретение может быть применено для таких обрабатывающих элементов, которые имеют режущие пластины или аналогичные им элементы, например алмазные резцы, которые объединены с держателем - аналогом описанной здесь выше кассеты. Другими словами, аналог режущей пластины в таком случае постоянно соединен с держателем, например запаян в него, но при этом существенным является то, что обрабатывающий элемент имеет режущую кромку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ НА СТАНКЕ СО СНЯТИЕМ СТРУЖКИ | 1999 |
|
RU2227085C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВРАЩАЮЩИХСЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1999 |
|
RU2221674C2 |
| КОМБИНИРОВАННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ И ЕГО ПОВЕРХНОСТИ, А ТАКЖЕ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ПОДОБНОГО КОМБИНИРОВАННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2007 |
|
RU2424087C2 |
| РЕЖУЩАЯ ВСТАВКА | 2007 |
|
RU2450894C2 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| ФРЕЗА | 1991 |
|
RU2014177C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И МЕХАНИЗМ РЕГУЛИРОВКИ НАПРАВЛЯЮЩЕЙ ПЛАСТИНЫ ДЛЯ НЕГО | 2018 |
|
RU2753933C2 |
| ДИСКОВАЯ ФРЕЗА | 2005 |
|
RU2283731C1 |

Изобретение относится к области обработки резанием, фрезам с механическим креплением режущих пластин. Фреза имеет корпус, на периферической поверхности которого выполнены открытые наружу выемки для размещения обрабатывающего элемента, в котором закреплена режущая пластина, а также, по меньшей мере, один зажимной клин, предназначенный для фиксации обрабатывающего элемента с помощью зажимного винта. При этом задняя стенка выемки имеет первые рифления, предназначенные для взаимодействия с аналогичными вторыми рифлениями на задней стороне обрабатывающего элемента, передняя стенка выемки выполнена гладкой и предназначена для взаимодействия с гладкой передней поверхностью зажимного клина. При этом задняя контактная поверхность зажимного клина и передняя контактная поверхность обрабатывающего элемента выполнены гладкими для главным образом радиального смещения зажимного клина при его затягивании относительно обрабатывающего элемента. Для повышения точности расположения режущих пластин основание каждой выемки выполнено, по меньшей мере, из двух частей, расположенных на различных радиальных расстояниях от оси вращения и разделенных первой упорной поверхностью, расположенной под углом к рифлениям на задней стенке выемки и предназначенной для взаимодействия со второй упорной поверхностью, выполненной на обрабатывающем элементе для удержания его в строго определенном положении относительно корпуса. 6 з. п.ф-лы, 9 ил.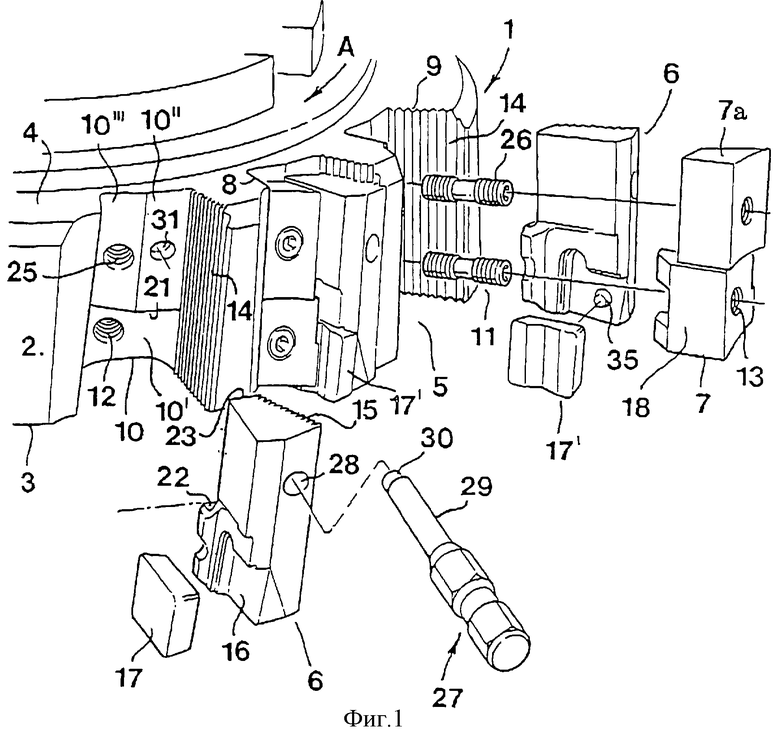
| Атмосферный клапан доменной печи | 1971 |
|
SU502943A1 |
| СПОСОБ КРЕПЛЕНИЯ ПЛАСТИН ТВЕРДОГО СПЛАВА В МНОГОЛЕЗВИЕВЫХ ГОЛОВКАХ | 1949 |
|
SU85357A1 |
| Торцовая фреза | 1972 |
|
SU449783A1 |
| Торцовая фреза | 1988 |
|
SU1634394A1 |
| Дисковая трехсторонняя фреза | 1988 |
|
SU1645076A1 |

