Область техники
Настоящее изобретение относится к вращающимся режущим инструментам, в частности к вращающимся инструментам для металлорежущих операций обработки торцовых канавок, имеющим сменные режущие пластины, закрепленные на вставках, регулируемых в осевом и радиальном направлениях.
Уровень техники
Такие режущие инструменты в практике хорошо известны и используются для выполнения по крайней мере одной кольцевой канавки заданной ширины, глубины и диаметра в заготовке посредством одной или более режущих пластин, вращающихся вокруг оси режущего инструмента. В таких операциях часто необходимо изменять осевое и радиальное положение по крайней мере одной режущей пластины для того, чтобы образовывать канавки с различной шириной, диаметром и глубиной, кроме того, иногда по крайней мере на одной кромке канавки должна быть снята фаска. Такие режущие инструменты с регулируемыми режущими пластинами обычно содержат корпус, на котором закреплены вставки. Одним из известных способов радиальной регулировки является использование вставки с рифлениями на установочной поверхности и корпуса с соответствующими рифлениями на торцовой поверхности, на которой закреплена вставка. Для того чтобы изменить осевое положение режущей пластины, вставка в основном содержит две части, одна из которых с прикрепленной режущей пластиной имеет возможность регулировочного смещения по отношению к другой. Среди известных вставок есть такие, в которых две части соединены поверхностями с рифлениями, имеющими осевое направление, и скреплены посредством крепежного винта. Для выполнения осевой регулировки крепежный винт ослабляется и затем затягивается после регулировки, как следствие этого может быть потеря точности положения режущей кромки режущей пластины, поскольку две части смещаются друг от друга под действием силы тяжести. Режущие пластины закреплены в гнездах вставок посредством винтов. В процессе операций механической обработки режущие пластины подвергаются воздействию сил резания и центробежных сил, которые воспринимаются винтами. Это уменьшает жесткость и стабильность положения режущей пластины, особенно при высоких скоростях вращения, что вызывает неточности в положении рабочих режущих кромок пластин и приводит к снижению эффективности обработки. Указанные силы могут также вызывать изгиб и даже срез крепежного винта.
В патенте США 4,101,239 раскрыт расточной инструмент с режущими пластинами, закрепленными на державках, имеющих радиальную регулировку по отношению к корпусу. Установочная поверхность державок и торцовая поверхность корпуса выполнены с соответствующими V-образной формы канавками, которые расположены в направлении осевой регулировки относительно корпуса. Режущие пластины не регулируются в осевом направлении относительно корпуса. Кроме того, каждая режущая пластина припаяна в гнезде или закреплена в нем посредством винта.
В патенте США 3,755,868 раскрыт регулируемый режущий инструмент такого типа, в котором вставка установлена на державке и может регулироваться в продольном и поперечном направлении. Более конкретно, в патенте США 3,755,868 описана регулируемая режущая вставка расточной борштанги, часто используемой для обработки внутренних диаметров металлических заготовок. Режущая пластина установлена на конце вставки и закреплена посредством штифта. Продольная и поперечная регулировки выполняются с помощью двух клиньев.
Инструменты, использующие канавочные пластины, закрепленные на державках в основном между базовым выступом и зажимным выступом и предназначенные для обработки круговых канавок в заготовке, описаны в патенте США 4,332,513 и патенте США 5,638,728. Эти инструменты, однако, являются невращающимися и могут обрабатывать только заданный диаметр круговой канавки, который определяется формой опорной части базового выступа.
Задачей настоящего изобретения является создание вращающегося режущего инструмента и вставки с режущей пластиной для него, в котором были бы значительно уменьшены или преодолены вышеупомянутые недостатки.
Сущность изобретения
В соответствии с настоящим изобретением предложена режущая головка для установки с возможностью смещения на хвостовик вращающегося режущего инструмента для операций обработки металлов резанием, имеющий ось вращения, содержащая корпус с выборкой, в которой с возможностью осевой регулировки закреплена вставка, выборка ограничена основанием и тремя боковыми стенками, проходящими нормально к основанию в осевом направлении, две из боковых стенок расположены параллельно, а смежные боковые стенки расположены перпендикулярно друг к другу;
вставка выполнена в виде одного целого элемента, имеющего верхнюю и нижнюю противолежащие параллельные поверхности и периферийную боковую поверхность, расположенную между ними, прорезь проходит между двумя противолежащими боковыми частями периферийной боковой поверхности от верхней поверхности к нижней поверхности и разделяет вставку на зажимную часть и главную корпусную часть, зажимная часть упруго соединена с главной корпусной частью;
гнездо для закрепления режущей пластины образовано расширением прорези на участке, открытом в сторону верхней поверхности, режущая пластина закреплена в гнезде между главной корпусной частью и зажимной частью.
Если необходимо, гнездо расположено смежно с одной из двух боковых частей боковой поверхности.
В соответствии с настоящим изобретением зажимной элемент воздействует на зажимную часть в направлении к главной корпусной части, посредством чего создает зажимное усилие для надежного закрепления режущей пластины в гнезде.
Как правило, зажимной элемент выполнен в виде крепежного винта, проходящего через сквозное крепежное отверстие в зажимной части и взаимодействующего с соответствующим резьбовым отверстием в главной корпусной части.
Предпочтительно, сквозное крепежное отверстие в зажимной части и упомянутое резьбовое отверстие не пересекают гнездо под пластину.
Как правило, режущая пластина выступает за верхнюю поверхность вставки в основном в осевом направлении.
В соответствии с настоящим изобретением вставка выполнена с возможностью осевого регулирования посредством регулировочного винта, проходящего через соответствующее сквозное отверстие в корпусе и взаимодействующего с резьбовым отверстием, расположенным в осевом направлении в главной корпусной части.
Также в соответствии с настоящим изобретением вставка зафиксирована в заданном осевом положении относительно корпуса посредством крепежного винта, проходящего через соответствующее сквозное отверстие в корпусе и взаимодействующего с резьбовым отверстием в главной корпусной части, расположенным поперечно к резьбовому отверстию для регулировочного винта.
Предпочтительно, вставка поджата к двум из трех боковых стенок посредством элемента, действующего под углом к ним.
Предпочтительно также, упомянутый элемент выполнен в виде винта с подпружиненным шариком для контакта со вставкой, взаимодействующего с соответствующим сквозным резьбовым отверстием в корпусе.
В соответствии с настоящим изобретением корпус имеет установочную поверхность с рифлениями для взаимодействия с рифлениями на торцовой поверхности хвостовика.
Предпочтительно, корпус предназначен для закрепления на торцовой поверхности с рифлениями хвостовика посредством проходящего через него крепежного винта.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
на фиг.1 показан вид в перспективе на режущий инструмент в соответствии с настоящим изобретением;
на фиг.2 показан первый вид спереди в перспективе в разобранном состоянии на головку по настоящему изобретению;
на фиг.3 показан второй вид спереди в перспективе в разобранном состоянии на головку по настоящему изобретению;
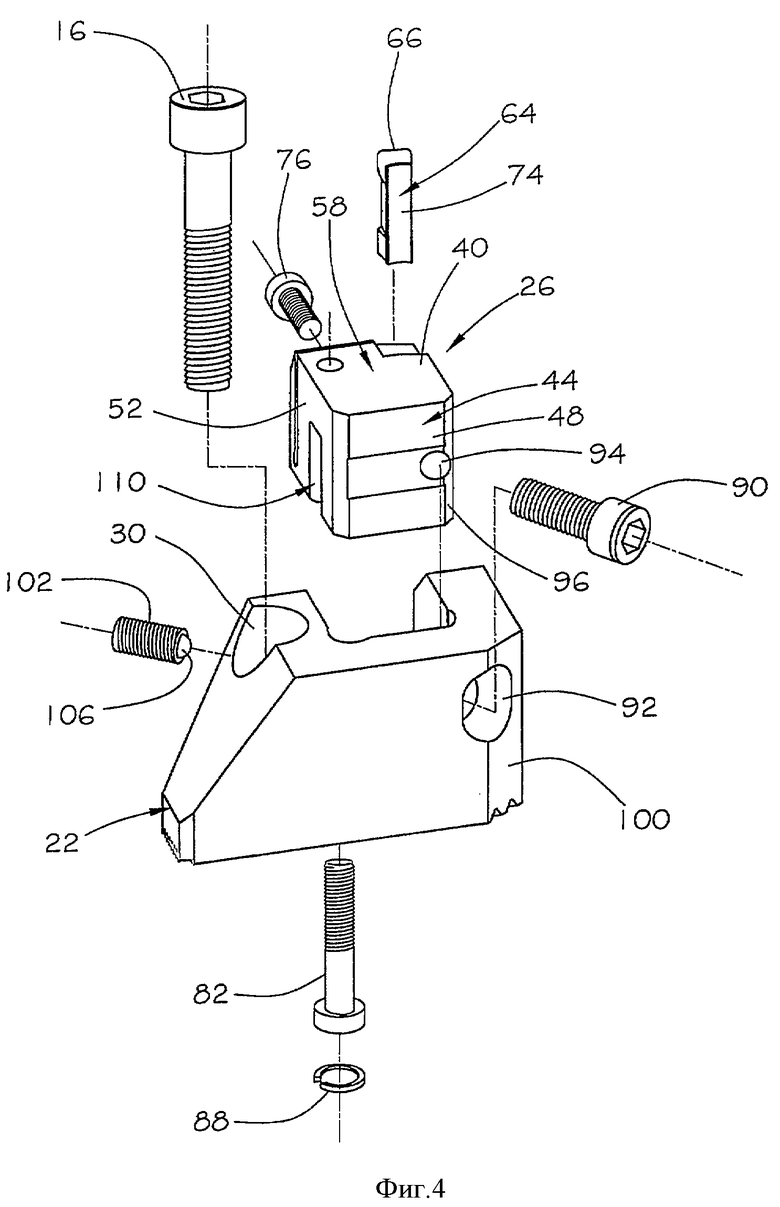
на фиг.4 показан вид сзади в перспективе в разобранном состоянии на головку по настоящему изобретению;
на фиг.3 показан вид снизу в перспективе в разобранном состоянии на головку по настоящему изобретению;
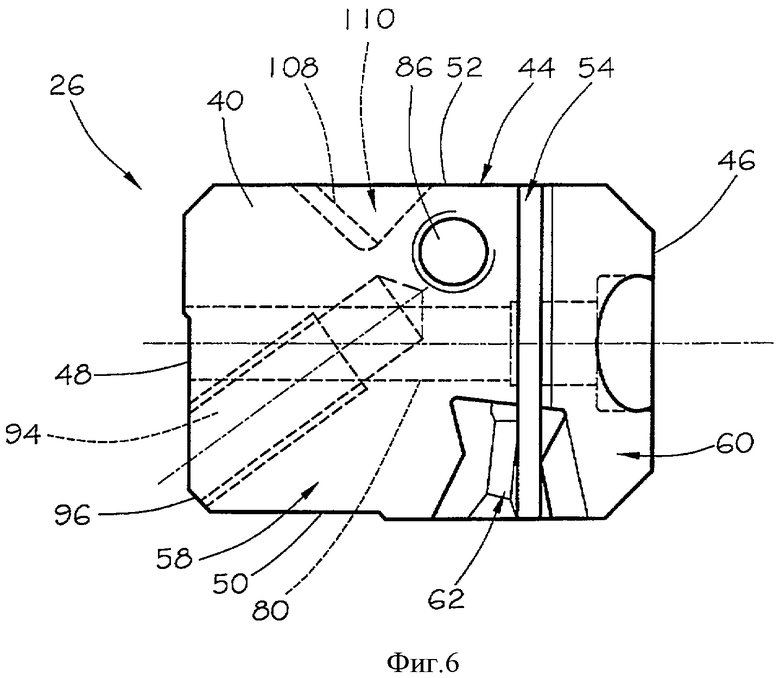
на фиг.6 показан вид сверху на вставку по настоящему изобретению; и
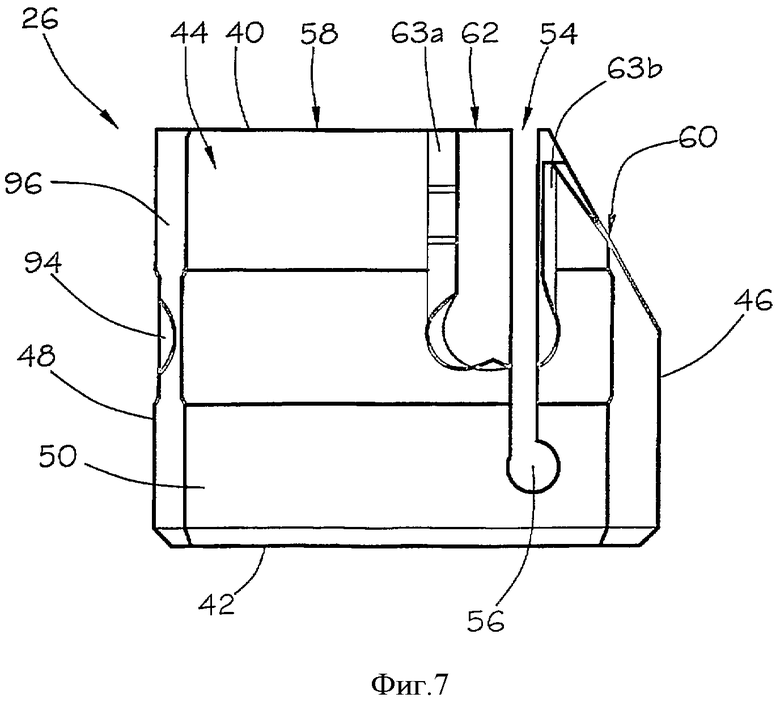
на фиг.7 показан вид сбоку на вставку по настоящему изобретению.
Детальное описание предпочтительного варианта
Рассмотрим вначале фиг.1, показывающую вращающийся металлорежущий инструмент 10 с осью вращения А, содержащий две режущие головки 12, каждая из которых закреплена на хвостовике 14 посредством крепежного винта 16. Хвостовик 14 имеет торцовую поверхность 18, перпендикулярную оси вращения А. Торцовая поверхность 18 выполнена с параллельными рифлениями и двумя пазами 20 (только один из которых частично виден на фиг.1), расположенными параллельно рифлениям. В каждом пазу 20 размещена гайка (не показана) для взаимодействия с крепежным винтом 16 при закреплении режущей головки 12 на хвостовике 14.
Режущая головка 12 включает корпус 22 с выборкой 24 и регулируемую в осевом направлении вставку 26, закрепляемую с возможностью смещения в выборке 24, установочную поверхность 28 с рифлениями и сквозное крепежное отверстие 30, проходящее в осевом направлении через корпус 22. Установочная поверхность 28 с рифлениями корпуса 22 взаимодействует с торцовой поверхность 18 с рифлениями на хвостовике 14 таким образом, что совмещение рифлении облегчает регулирование положения режущих головок 12 и предотвращает их смещение в поперечном направлении к рифлениям.
Выборка 24 корпуса 22 имеет основание 32 и три боковые стенки, расположенные в осевом направлении и нормально к основанию. Первая боковая стенка 34 и вторая боковая стенка 36 из трех боковых стенок расположены параллельно друг к другу, а задняя стенка 38 расположена между первой и второй боковыми стенками 34, 36. По крайней мере, центральная часть задней стенки 38 расположена нормально к боковым стенкам.
Вставка выполнена в виде одного элемента и имеет верхнюю и нижнюю противолежащие в основном параллельные поверхности 40, 42 и периферийную боковую поверхность 44, расположенную между ними. Периферийная боковая поверхность 44 включает противолежащие переднюю и заднюю части 46, 48 и первую и вторую боковые части 50, 52, параллельные друг другу и расположенные между передней и задней частями 46, 48. Задняя часть 48 и первая и вторая боковые части 50, 52 расположены в основном нормально к верхней и нижней поверхностям 40, 42. Прорезь 54 проходит между первой и второй частями 50, 52 боковой поверхности от верхней поверхности 40 в направлении к нижней поверхности 42, где она заканчивается круглым отверстием 56 и разделяет вставку 26 на главную корпусную часть 58 и упругосоединенную с ней зажимную часть 60. Гнездо 62 для закрепления режущей пластины 64 выполнено в виде расширения прорези 54 на участке, примыкающем к первой боковой части 50, и открыто в сторону верхней поверхности 40. Гнездо под пластину 62 ограничено двумя зажимными поверхностями 63а, 63b, из которых одна - 63а относится к главной корпусной части 58, другая - 63b относится к зажимной части 60.
Режущая пластина 64 обычно выполнена в виде одного элемента из высокотвердого и износостойкого материала, такого, как твердый сплав, путем прессования в форме или инжекционного прессования порошков карбидов со связкой и последующего спекания. Режущая пластина имеет две режущие кромки, рабочую режущую кромку 66 и нерабочую режущую кромку 68, расположенные на ее концах. Центрально расположенный зажимной участок 70 имеет две противолежащие опорные поверхности: верхнюю опорную поверхность 72 и нижнюю опорную поверхность 74. В режущей пластине 64, показанной на чертежах, верхняя опорная поверхность 72 ограничена центральным участком, тогда как нижняя опорная поверхность 74 проходит вдоль всей длины режущей пластины 64. Во время операции обработки металла резанием припуск удаляется рабочей режущей кромкой 66, которая выступает из верхней поверхности 40 вставки 26 в то время, как нерабочая режущая кромка 68 расположена внутри гнезда 62. Форма зажимных поверхностей 63а, 63b гнезда ответно форме опорных поверхностей 72, 74 режущей пластины для надежного фиксирования ее зажимной части 70 между зажимной частью 60 и главной корпусной частью 58 вставки 26.
Зажимная часть 60 вставки 26 поджимается в направлении к главной корпусной части 58 крепежным винтом 76, который проходит через сквозное крепежное отверстие 78 в зажимной части 60 и взаимодействует с резьбовым отверстием 80 в главной корпусной части 48 вставки 26, посредством чего создается зажимное усилие, воздействующее на зажимную часть 60 вставки для закрепления режущей пластины 64 в гнезде 62. Сквозное крепежное отверстие 78 в зажимной части 60 и резьбовое отверстие 80 в главной корпусной части 48 вставки 26 не пересекают гнездо 62 и не захватывают режущую пластину 64. При таком устройстве режущая пластина 64 надежно и жестко закрепляется в гнезде 62 и сила резания и центробежные силы, воздействующие на режущую пластину, воспринимаются зажимной и главной корпусной частями 60, 58 вставки 26.
Чтобы облегчить точную осевую установку рабочей режущей кромки 66 режущей пластины 64, осевое положение вставки 26 определяется регулировочным винтом 82, проходящим через сквозное отверстие 84 в корпусе 22, в основном расположенное параллельно оси, и взаимодействующим с в основном направленном параллельно оси резьбовым отверстием 86 в главной корпусной части 58 вставки 26. Для регулировочного винта 82 с правой резьбой вращение по часовой стрелке (т.е. "затягивание" регулировочного винта) будет смещать вставку 26 по оси внутрь по отношению к корпусу 22 (т.е. по направлению к основанию 32 выборки 24 корпуса 22), тогда как поворот против часовой стрелки регулировочного винта 82 вызовет смещение вставки 26 в осевом направлении наружу по отношению к корпусу 22 (т.е. от основания 32 выборки 24 корпуса 22). Для того чтобы гарантировать, что головка регулировочного винта 82 удерживается в отверстии 84 корпуса 22, пружинное кольцо 88 размещено в круговой канавке 89 в сквозном отверстии 84.
Когда достигнуто требуемое осевое положение вставки 26 относительно корпуса 22, она закрепляется в этом положении посредством крепежного винта 90, который проходит через сквозное крепежное отверстие 92 в корпусе 22 и взаимодействует с резьбовым отверстием 94 в главной корпусной части 58 вставки 26, которое расположено перпендикулярно к резьбовому отверстию 86 и проходит через или близко от угла 96 вставки 26, расположенного между и соединяющего заднюю поверхность 48 и первую боковую часть 50 вставки 26. Крепежное отверстие 92 в корпусе 22 имеет форму в основном вытянутого вдоль оси паза, чтобы обеспечить осевое перемещение крепежного винта. Следовательно, осевой размер крепежного отверстия 92 определяется размером осевой регулировки вставки 26 и соответственно закрепленной на ней режущей пластины 64. Сквозное крепежное отверстие 92 проходит через корпус 22 между его внутренним углом 98 и наружным углом 100, внутренний угол 98 расположен между и соединяет заднюю стенку и переднюю боковую стенку 34 выборки 24.
Для того чтобы избежать заклинивания вставки 26 во время осевой регулировки, а также гарантировать плавное скользящее перемещение вставки 26 по отношению к корпусу 22, угол 96 вставки 26 постоянно поджат в направлении к внутреннему углу 98 корпуса 22 посредством винта 102 с подпружиненным шариком, ось которого проходит под углом к сторонам указанного утла. Поэтому вставка 26 удерживается в контакте с двумя или тремя боковыми стенками выборки корпуса 22, контактирующими поверхностями являются первая боковая часть 50 вставки 26, взаимодействующая с первой боковой стенкой 34 выборки 24, и задняя поверхность 48 вставки 26, взаимодействующая с задней стенкой 38 выборки 24.
Винт 102 с подпружиненным шариком взаимодействует со сквозным резьбовым отверстием 104 в корпусе 22, направленным в основном к внутреннему углу 98 корпуса 22. Шарик 106 на переднем конце винта 102 контактирует с опорной поверхностью 108 вставки 26. Опорная поверхность 108 является одной из двух боковых поверхностей V-образной канавки 110, расположенной на второй боковой части 52 вставки 26. Опорная поверхность 108 выполнена, в основном, плоской и расположена перпендикулярно к сквозному резьбовому отверстию 104, когда вставка 26 установлена в выборке 24.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема притязаний изобретения, изложенного в приведенной ниже формуле. Например, опорные поверхности режущей пластины, показанные на чертежах, имеют форму V-образных канавок, а зажимные поверхности гнезда под пластину имеют форму ответных V-образных выступов. Однако следует отметить, что форма опорных поверхностей режущей пластины и зажимных поверхностей гнезда не ограничивается показанными формами и может быть использована любая удобная точка. Более того, в целом форма режущей пластины не ограничивается той, что показана на фигурах. Кроме того, в других вариантах могут использоваться другие формы вставок или могут применяться другие средства для создания зажимного усилия, воздействующего на зажимную часть вставки в направлении к ее главной корпусной части, такие как рычаги, прихваты или клинья.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И ВСТАВКА ДЛЯ НЕГО | 2004 |
|
RU2345871C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2379162C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ РЕЖУЩУЮ ПЛАСТИНУ, ЗАКРЕПЛЕННУЮ РАСПОЛОЖЕННЫМ ВНЕ ЕЕ РЕЗЬБОВЫМ КРЕПЕЖНЫМ ЭЛЕМЕНТОМ | 2007 |
|
RU2432235C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2454302C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2017 |
|
RU2645420C1 |
| ВЫСОКОСКОРОСТНЫЕ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА | 2014 |
|
RU2566242C1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2402410C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455128C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |
| ПАЗОВАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2004 |
|
RU2354510C2 |



Режущая головка предназначена для установки с возможностью смещения на хвостовик для операций обработки металлов резанием, имеет ось вращения и содержит корпус с выборкой, в которой с возможностью осевой регулировки закреплена вставка, выборка ограничена основанием и тремя боковыми стенками, проходящими нормально к основанию в осевом направлении. Две из боковых стенок расположены параллельно, а смежные боковые стенки расположены перпендикулярно друг к другу. Вставка выполнена в виде одного целого элемента, имеющего верхнюю и нижнюю противолежащие параллельные поверхности и периферийную боковую поверхность, расположенную между ними, прорезь проходит между двумя противолежащими боковыми частями периферийной боковой поверхности от верхней поверхности к нижней поверхности и разделяет вставку на зажимную часть и главную корпусную часть, зажимная часть упруго соединена с главной корпусной частью. Гнездо для закрепления режущей пластины образовано расширением прорези на участке, открытом в сторону верхней поверхности. Режущая пластина закреплена в гнезде между главной корпусной частью и зажимной частью. Технический результат: повышение жесткости и стабильности положения режущей пластины. 11 з.п. ф-лы, 7 ил.
| Рабочее оборудование экскаватора-драглайна | 1984 |
|
SU1313961A1 |
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
| Режущий инструмент | 1979 |
|
SU889288A1 |
| Режущая пластина для сборного инструмента | 1984 |
|
SU1235662A1 |

