Изобретение относится к комбинированному режущему инструменту и способу обработки резанием просверленного отверстия, а также его поверхности, в частности, для обработки резанием направляющей втулки клапана и ее седла. Поэтому комбинированный режущий инструмент содержит базовую основу, имеющую вытянутый в осевом направлении зажимной патрон для токарного инструмента для обработки отверстий, а также, по меньшей мере, одно радиально удаленное от продольной оси симметрии посадочное место пластины для приема пластинчатой режущей основы. Режущая основа предусмотрена для обработки поверхности отверстия и содержит две противолежащие базовые стороны, соединенные между собой узкими сторонами. Посадочное место пластины имеет базовую опорную поверхность, к которой режущая основа в установленном положении прижата своей базовой стороной. Далее изобретение касается пластинообразной режущей основы для подобного комбинированного режущего инструмента.
Комбинированный режущий инструмент служит, в частности, для промежуточной и конечной обработки седла клапана, а также направляющей втулки клапана, в частности головки блока цилиндров двигателя автомобиля. Комбинированные режущие инструменты для подобных обрабатывающих процессов можно найти в WO 03/013771 или БЕ 19654346 А1.
Для того чтобы обеспечить определенный режим впуска и выпуска в камеру сгорания автомобильного двигателя, а также их надежность в течение срока службы двигателя, поверхности головки блока цилиндров, взаимодействующие с впускным или выпускным клапаном, должны быть высокоточно обработаны с наименьшими допусками. При изготовлении головки блока цилиндров направляющие обоймы, а также кольца седел клапанов обычно подгоняются в соответствующих выборках алюминиевой или чугунной головки блока цилиндров. Обычно эти втулки и кольца обрабатываются в двухступенчатом процессе обработки - сначала промежуточно, а затем - начисто. Для этого соответственно используется комбинированный режущий инструмент, с помощью которого обрабатывается как цилиндрическая поверхность направляющей обоймы, образующей направляющую втулку клапана, так и, как правило, конусообразная поверхность кольца седла клапана. Для обработки направляющей втулки клапана обычно в качестве токарного инструмента используется развертка. Для обработки седла клапана обычно используются несколько режущих пластин, распределенных по периферии комбинированного режущего инструмента, которые расположены секционно, под разными углами раствора конуса относительно продольной оси, так что седло клапана в разрезе имеет несколько углов раствора конуса и образует некий вид изогнутой поверхности.
Для того чтобы добиться требуемой высокоточной обработки, необходимо точное и прецизионное круговое движение комбинированного режущего инструмента. Ось симметрии отдельных частей инструмента, и, следовательно, токарного инструмента (развертки), а также режущей основы при этом должны точно совпадать с осью вращения. Также необходима очень высокая угловая точность при выставлении угла раствора конуса для седла клапана. Так как при обработке головки блока цилиндров, в частности, в условиях крупносерийного производства параллельно используются и одновременно подаются на врезание несколько комбинированных режущих инструментов, к тому же необходимо прецизионно точное осевое выравнивание комбинированных режущих инструментов между собой.
В основу изобретения положена задача создать высокоточную обработку направляющей втулки клапана и смежного с ней седла клапана.
Согласно изобретению, задача решается посредством комбинированного режущего инструмента с отличительными признаками пункта 1 формулы изобретения. В соответствии с этим предусмотрено, что пластинчатая режущая основа, предусмотренная для обработки седла клапана, выполнена как тангенциально расположенная режущая пластина. При этом под тангенциальным выравниванием понимается, что опорная поверхность режущей основы, которой она прижимается к посадочному месту пластины, ориентирована параллельно обрабатываемой поверхности или, по меньшей мере, близко к этому. Посредством такого расположения узкая сторона режущей пластины ориентирована вперед, в направлении резания и периферии вращающегося инструмента, так что усилия резания, возникающие при обработке резанием, направляются параллельно опорной поверхности режущей основы и, таким образом, параллельно базовой опорной поверхности посадочного места пластины в инструменте. Благодаря этому достигнуто очень точное и стабильное ведение режущей основы, так что поверхность может обрабатываться высокоточно. Поэтому особенным преимуществом при тангенциальном расположении является очень точная выверка угла режущей пластины относительно обрабатываемой поверхности, которая в случае седла клапана выполнена как боковая поверхность конуса. Поэтому режущая пластина должна быть ориентирована под углом раствора конуса к продольной оси инструмента. При тангенциальном расположении этот угол устанавливается посредством ориентирования базовой опорной поверхности относительно осевого направления. Базовая опорная поверхность ориентирована к продольной оси под углом раствора конуса в диапазоне примерно 20°-80°С. При этом наклон базовой опорной поверхности относительно осевого направления может устанавливаться технологически очень точно. Особенным преимуществом является то, что, в отличие от радиально расположенной режущей пластины, обусловленное зазорами и допусками позиционирование режущей пластины в позиции, несколько смещенной относительно заданного положения, имеет наименьшее воздействие на высокоточную выверку угла. При обычном радиальном расположении режущей пластины, общепринятом в комбинированных режущих инструментах, широкая сторона пластины (базовая сторона) ориентирована в направлении резания вперед и уже незначительные повороты-отклонения режущей пластины из заданного положения приводят к значительным отклонениям допуска обрабатываемой конической поверхности седла клапана.
Другое особенное преимущество тангенциального расположения режущей пластины заключается в том, что продольное или поперечное расширение режущей пластины - второе как при радиальном расположении - не ориентировано радиально к соосной продольной оси симметрии и требует поэтому очень мало места в радиальном направлении. Тогда как при радиальном выравнивании потребность в площади в радиальном направлении сравнительно велика, то, в частности, при малых диаметрах обрабатываемых поверхностей на основании стесненных условий по площади используются треугольные режущие пластины. При тангенциальном расположении, описываемом здесь, предпочтительно используются квадратные или многоугольные режущие пластины, для того чтобы удержать низкой цену на инструмент.
Согласно целесообразному усовершенствованию зажимной патрон комбинированного режущего инструмента имеет область зажима и выполнен таким образом, что зажимное усилие в области зажима действует по периметру и равномерно в радиальном направлении и далее может устанавливаться посредством зажимного механизма, расположенного сбоку на затягивающемся зажимном патроне. Благодаря такому исполнению зажимные усилия одинаково со всех сторон действуют на зажимаемый хвостовик токарного инструмента (развертки). Таким образом предотвращается нецентрированный зажим токарного инструмента и проводится его смещение к оси симметрии комбинированного режущего инструмента. Посредством этого исполнения обеспечивается высокоточное и прецизионное круговое движение, так что обеспечивается высокоточная обработка поверхностей. В то же время, посредством расположенного сбоку зажимного механизма также возможны зажим и смена токарного инструмента, если комбинированный режущий инструмент смонтирован на шпинделе металлообрабатывающего станка. Это означает, что для смены токарного инструмента не требуется снятия комбинированного режущего инструмента с металлорежущего станка.
При этом в качестве зажимного патрона целесообразно используется гидравлический затягивающийся зажимной патрон, имеющий кольцеобразную зажимную полость для создания зажимного усилия. Эта зажимная полость является промежуточной полостью между наружной и внутренней оболочками внутри, в частности, цилиндрической области зажима. Внутренняя оболочка выполнена заметно слабее по отношению к внешней оболочке, так что при повышении давления жидкость внутри полости давления направляет действующее гидравлическое давление на сужение внутренней оболочки и приводит, таким образом, к периметрически равномерному зажиманию хвостовика токарного инструмента. При этом гидравлический затягивающийся зажимной патрон выполнен, в частности, как гидравлический затягивающийся зажимной патрон, описанный в WO 2005/097383. Предпочтительно, затягивающийся зажимной патрон имеет осевой регулировочный механизм для выверки токарного инструмента в осевом направлении. И здесь регулировочный механизм может приводиться в действие регулировочным элементом, установленным сбоку на зажимном патроне. Благодаря возможности осевого регулирования, в частности, при параллельном использовании нескольких комбинированных режущих инструментов на обрабатывающем станке для одновременной обработки нескольких седел клапанов реализуется простая возможность точно выверять в осевом направлении отдельные комбинированные режущие инструменты между собой. Благодаря такой выверке достигается то, что при общей подаче на врезание все комбинированные режущие инструменты одновременно входят в контакт с обрабатываемой поверхностью. В ином случае, именно в общий механизм подачи на врезание стали бы вводиться неравномерные и несимметричные усилия, которые в конечном итоге приводят к ухудшению качества поверхности.
В предпочтительном варианте зажимной патрон с периметрически равномерным усилием зажима, действующим в радиальном направлении, в частности гидравлический затягивающийся зажимной патрон с боковым регулировочным элементом, комбинирован вместе с тангенциальным расположением режущих пластин. Как зажимной патрон с периметрически равномерным распределением зажимного усилия, так и тангенциальное расположение режущих пластин создают предпосылки к тому, чтобы усилия, возникающие при обработке резанием, передавались одинаково и надежно на базовую основу комбинированного режущего инструмента, благодаря чему, в целом, достигается высокоточная обработка поверхности.
Для того чтобы сделать возможным простую смену и простую установку режущей пластины, она, предпочтительно, расположена в кассете, имеющей вытянутую в осевом направлении базовую основу кассеты, на чьей передней торцевой стороне расположено посадочное место пластины. Поэтому посредством наклонного ориентирования к осевому направлению посадочного места пластины торцевая сторона расположена наклонно к осевому направлению, по меньшей мере, в области, где образовано посадочное место пластины.
При этом кассета расположена, преимущественно, в пазу, вырезанном в боковой стенке базовой основы и образующем кассетоприемник. При этом дно паза ориентировано точно параллельно осевому направлению.
Далее, согласно целесообразному усовершенствованию, предусмотрено, что кассета вместе с режущей пластиной, закрепленной на ней, может выверяться в осевом направлении с помощью первого юстировочного элемента. Этот юстировочный элемент закреплен между задней стенкой кассеты и задней стенкой паза. Поэтому юстировочный элемент в осевом направлении упирается в заднюю стенку паза. Это исполнение имеет особое преимущество, заключающееся в том, что усилия, возникающие при обработке резанием на основании осевой подачи и действующие в осевом направлении, надежно направляются на базовую основу инструмента. При закреплении юстировочного элемента в осевом направлении отсутствует осевой зазор, так что даже при больших осевых усилиях выдерживается точно заданное положение режущей кромки режущей пластины.
При этом юстировочный элемент предпочтительно выполнен как натяжной клин, который может передвигаться в направлении продольной оси регулировочного элемента с помощью регулировочного элемента, выполненного по типу винта. При этом натяжной клин имеет боковые клиновидные поверхности, посредством которых он взаимодействует, с одной стороны, с кассетой, а с другой стороны, с задней стенкой паза. При этом регулировочный элемент ориентирован, преимущественно, в радиальном направлении или в направлении, приближающемся к радиальному, и, следовательно, перпендикулярно осевому направлению. Поэтому благодаря такому исполнению достигается защемление клина посредством передвижения клина в направлении продольной оси регулировочного элемента. Вращательное движение клина при этом не требуется. При этом регулировочный элемент выполнен целесообразным образом в виде штифта с двухходовой резьбой и с встречными ходами резьбы, причем передняя резьбовая часть ввинчивается в базовую основу, а задняя резьбовая часть ввинчивается в зажимной клин. При вращении резьбового штифта варьируется вследствие этого относительное положение дна паза и натяжного клина. Это означает, что натяжной клин сдвигается в направлении продольной оси регулировочного винта. Сочетание зажимающих поверхностей натяжного клина, с одной стороны, и задней стенки паза или задней стенки кассеты, с другой стороны, расположено под углом таким образом, что посредством этого регулировочного движения через натяжной клин производится расклинивание между задней стенкой паза и задней стенкой кассеты. При этом альтернативно или в комбинации, боковые поверхности натяжного клина двусторонне или только односторонне или даже противодействующие поверхности задней стенки паза и/или задней стенки кассеты выполнены наклонно проходящими по образцу клина.
В целом, посредством первого юстировочного элемента имеется возможность простой и высокоточной выверки режущей пластины в осевом направлении. И эта осевая выверка, независимая от осевой выверки токарного инструмента, имеет особое преимущество, в частности, при параллельной работе нескольких комбинированных режущих инструментов.
Далее, в предпочтительном варианте усовершенствования предусмотрен второй котировочный элемент, посредством которого кассета в установленном положении может выверяться в радиальном направлении. Посредством этой возможности радиальной выверки создается возможность, в частности, при нескольких режущих пластинах, распределенных по кругу периферии, выверять эти пластины точно по круговой траектории.
Здесь второй юстировочный элемент выполнен, в частности, как юстировочный винт, который может вворачиваться в резьбу кассеты, и упирается в базовую основу. Поэтому кассета с помощью юстировочного винта отталкивается от дна паза кассетоприемника. Оба юстировочных элемента защищены от центробежных перегрузок.
Для соответствия обрабатываемых поверхностей требованиям по качеству предусмотрены специально выполненные режущие пластины, описанные в пунктах формулы изобретения. Эти режущие пластины выполнены специально для применения в описываемом здесь комбинированном режущем инструменте и могут использоваться также независимо от него и в других режущих инструментах, в частности в таких режущих инструментах, у которых предусмотрено тангенциальное выравнивание режущих пластин.
В первом исполнении, соответствующем изобретению, пластинчатая режущая основа (режущая пластина) имеет базовую основу пластины, содержащую противолежащие базовые стороны, соединенные между собой узкими сторонами. На базовую основу пластины, состоящую обычно из твердого сплава, нанесена структура покрытия, состоящая из двух слоев. Здесь эта структура покрытия расположена на одной узкой стороне. Структура покрытия состоит, в частности, из слоя твердого сплава, на который нанесен слой инструментального материала, например CBN (боразон) или алмаз. Эта слоистая структура выполняется обычно как спеченная основа, то есть сначала формуется, а затем спекается. Готовая спеченная основа затем крепится на базовую основу пластины, в частности, посредством пайки. Слой твердого сплава слоистой структуры служит образцом слоя усилителя сцепления между пластинчатой базовой основой и слоем из инструментального материала. Толщина слоя инструментального материала составляет обычно лишь несколько десятых миллиметра. Благодаря расположению структуры покрытия на узкой стороне при тангенциальном расположении режущей пластины обеспечивается то, что и при глубоком врезании режущей пластины в материал обрабатываемой поверхности (глубина резания) в контакт с материалом обрабатываемой поверхности входит исключительно инструментальный материал. Потому что на основании тангенциального выравнивания режущая пластина раньше врезается своей узкой стороной в материал поверхности.
При этом режущая пластина целесообразно выполнена как поворотная режущая пластина, преимущественно, с четырьмя режущими кромками (на одной базовой стороне).
Для того чтобы обеспечить в угловых областях, в которых друг с другом стыкуются две узкие стороны, что инструментальный материал наружной поверхности образуется на каждом месте, согласно целесообразному усовершенствованию, слои стыкуются друг с другом на стыковой кромке со скосом. Это означает, что слой структуры, нанесенный на узкую сторону, предусматривается как образец планки со скосами на концах, например, в 45°, так называемое соединение «в ус», так что две планки слоя структуры, граничащие между собой, не стыкуются между собой «безврубочно», без подготовки скосов на концах.
В альтернативном исполнении слой структуры наносится на базовую сторону базовой основы пластины по всей поверхности, причем в середине предусмотрено, в частности, центральное отверстие для фиксации, через которое проходит фиксирующий винт для фиксации режущей пластины на посадочном месте пластины. Поэтому слой структуры (спеченная основа) выполнен как перфорированная пластина, которая напаивается на базовую основу пластины.
Далее, согласно изобретению, задача решается посредством способа обработки резанием просверленного отверстия, а также его поверхности в один рабочий проход, в частности, обработки резанием направляющей втулки клапана и ее седла клапана описываемым здесь комбинированным режущим инструментом. Преимущества, приведенные с точки зрения комбинированного режущего инструмента, и предпочтительные исполнения должны быть по смыслу перенесены и на способ.
Далее подробнее с помощью чертежей поясняются примеры исполнения изобретения. В схематичном и частично упрощенном представлении соответственно показывают:
фиг.1А - вид в перспективе комбинированного режущего инструмента с гидравлическим затягивающимся зажимным патроном и тангенциально расположенными поворотными режущими пластинами,
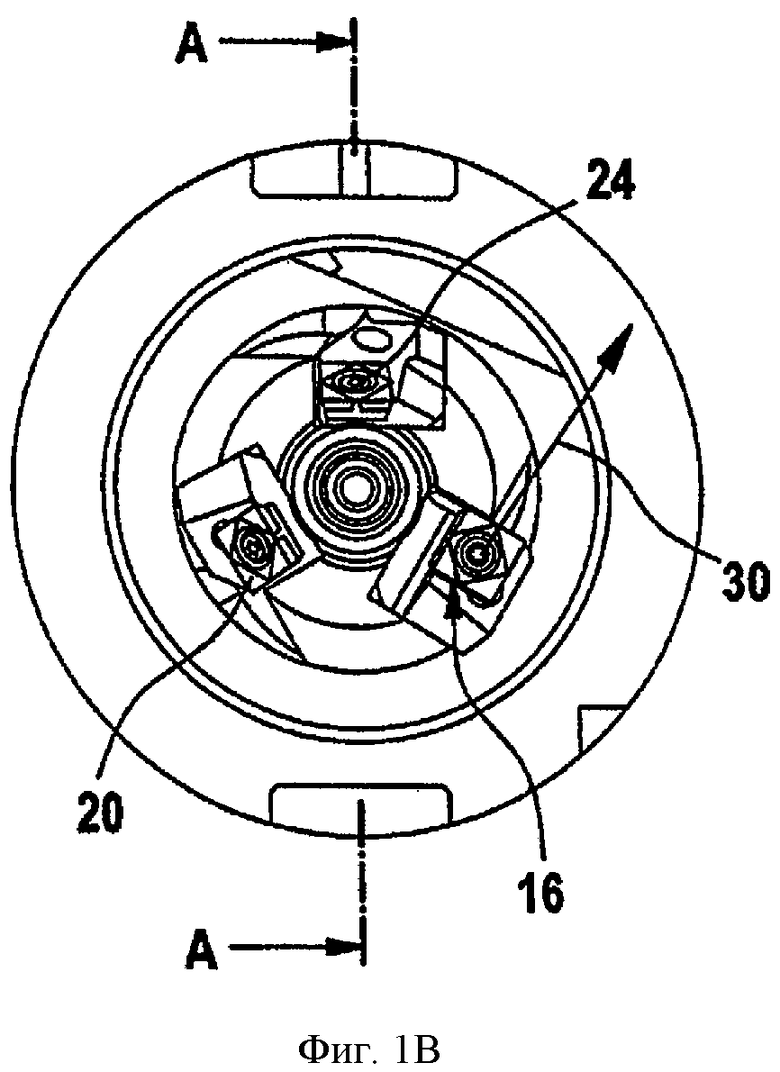
фиг.1В - вид сверху на торцевую сторону комбинированного режущего инструмента согласно фиг.1 А,
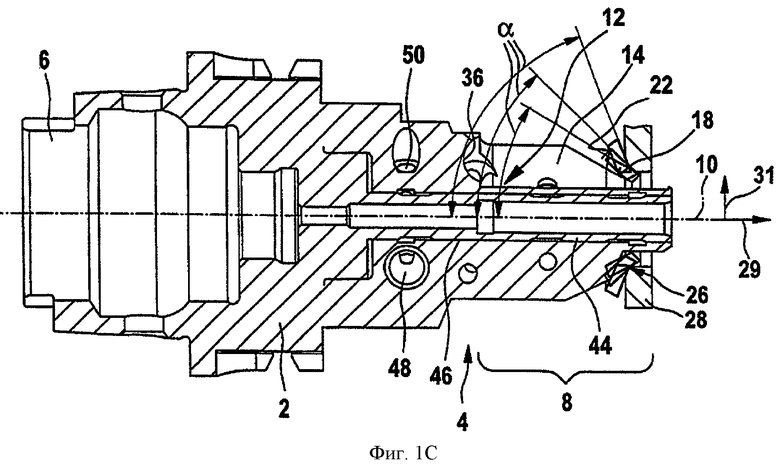
фиг.1С - разрез вдоль линии А-А на фиг.1 В,
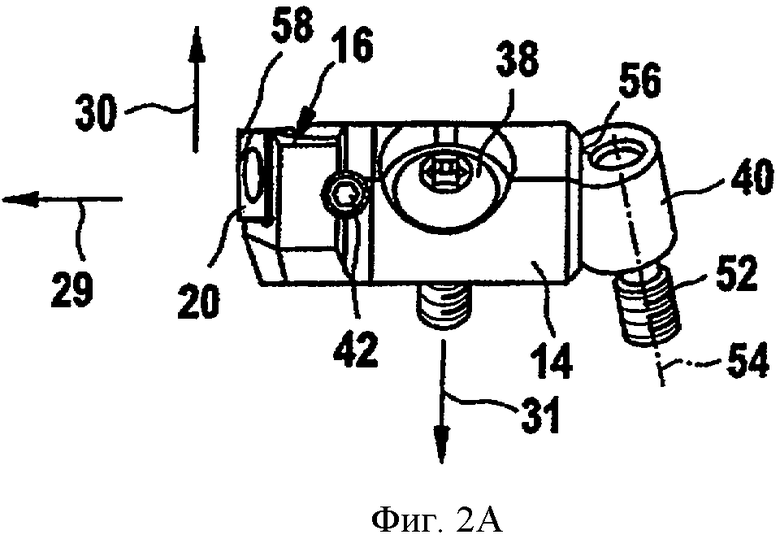
фиг.2А - боковое изображение кассеты для применения в комбинированном режущем инструменте согласно фиг.1А - 1С, вместе с натяжным клином,
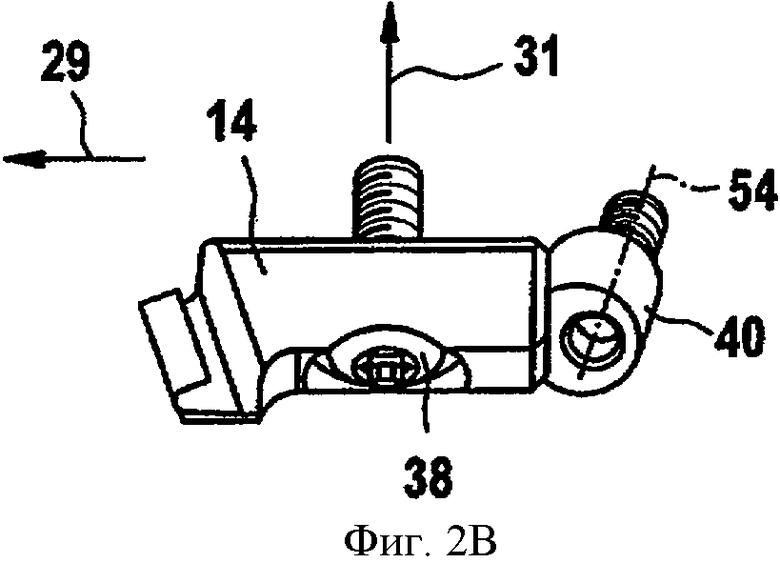
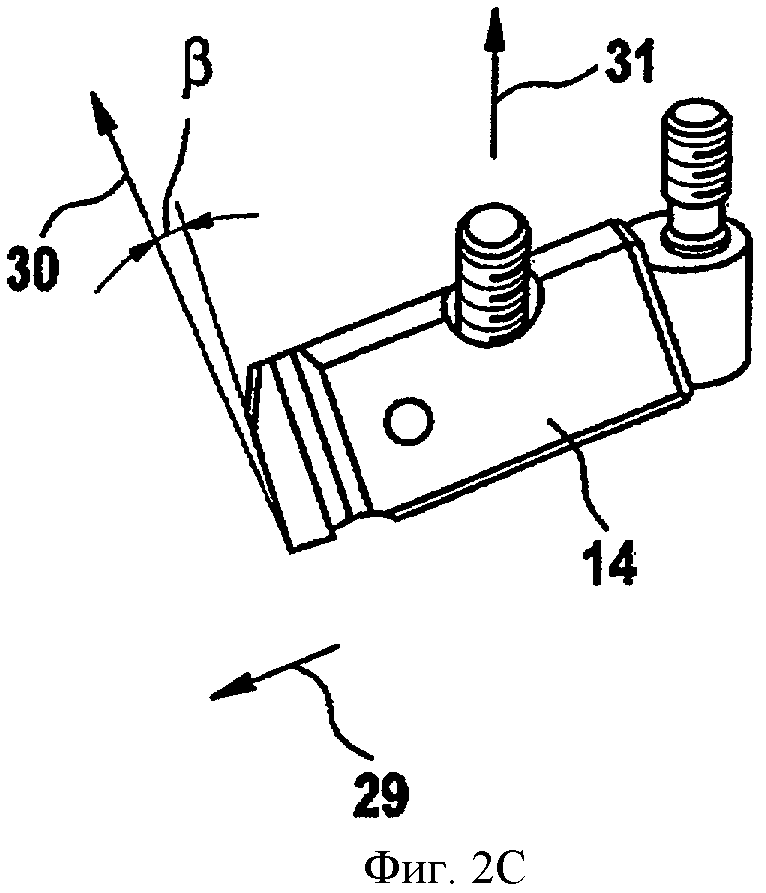
фиг.2В, 2С - вид кассеты на фиг.2А, повернутой соответственно на 90°,
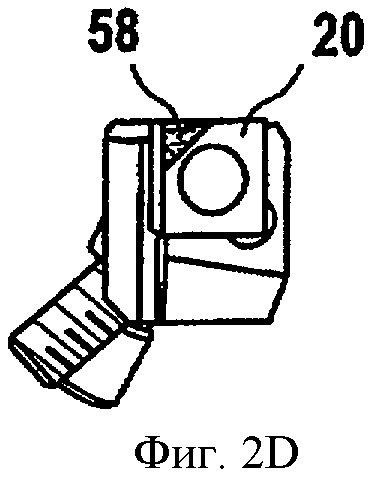
фиг.2D - вид сверху на торцевую сторону с пластиной кассеты на фиг.2А,
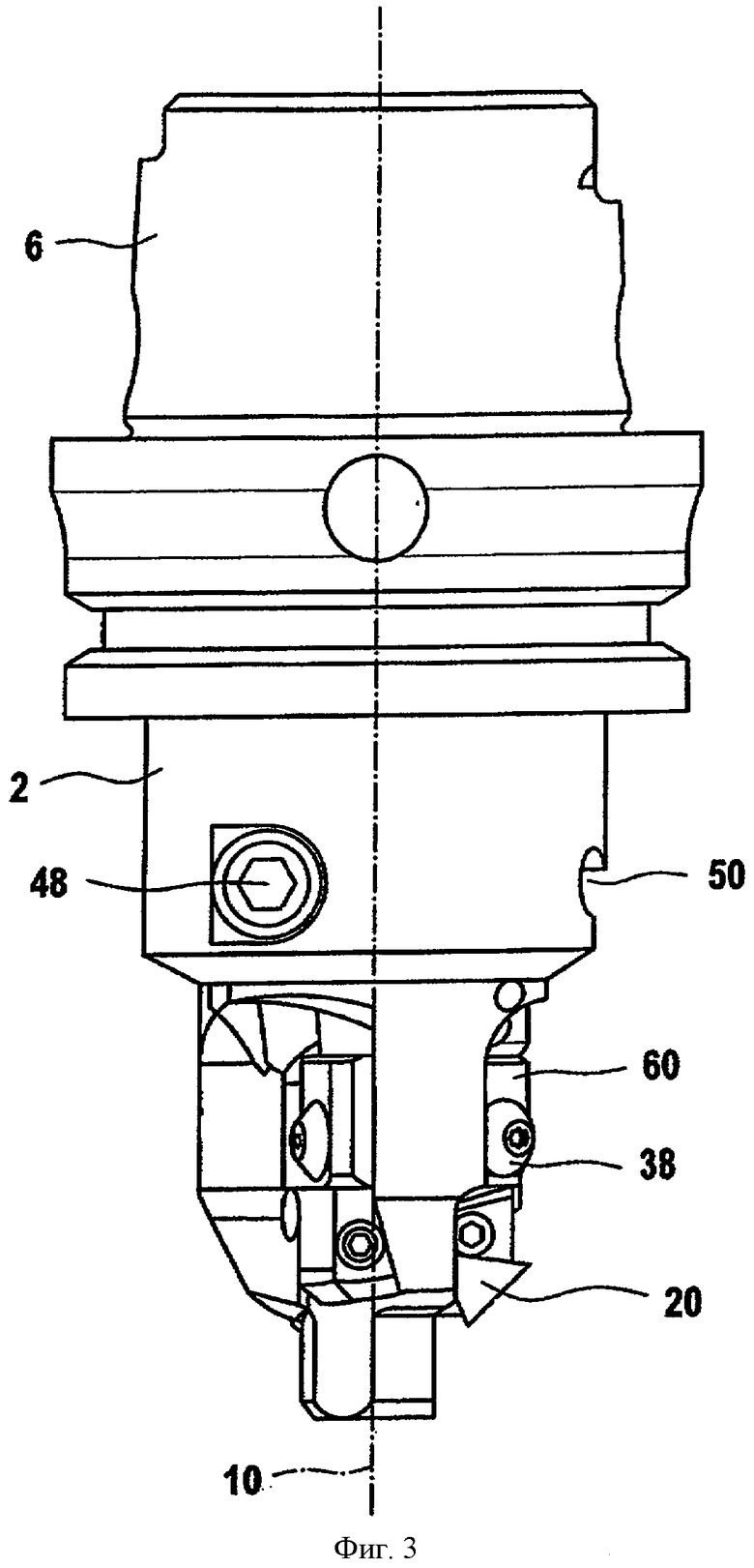
фиг.3 - альтернативное исполнение комбинированного режущего инструмента с гидравлическим затягивающимся зажимным патроном и радиальным расположением поворотных режущих пластин,
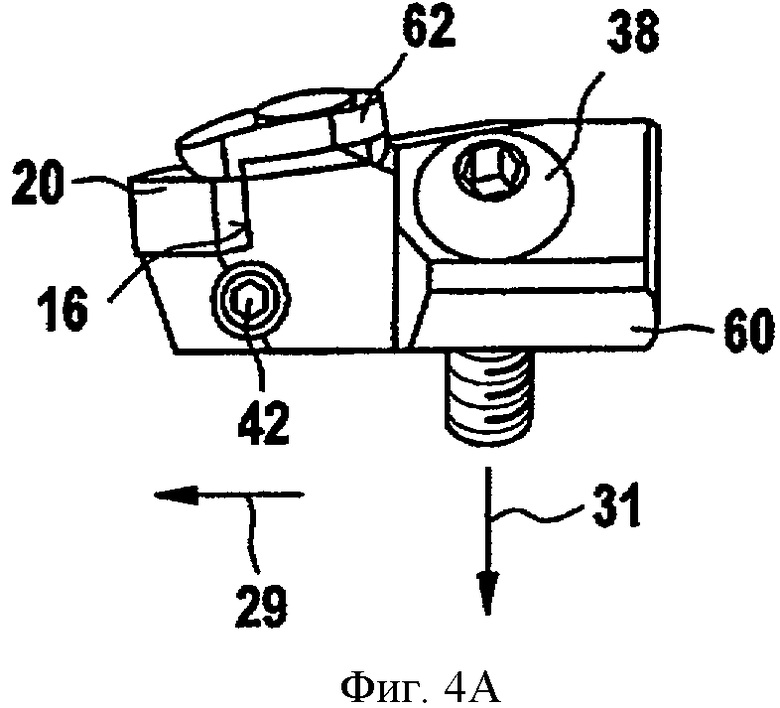
фиг.4А - боковое изображение кассеты для радиального расположения поворотной режущей пластины,
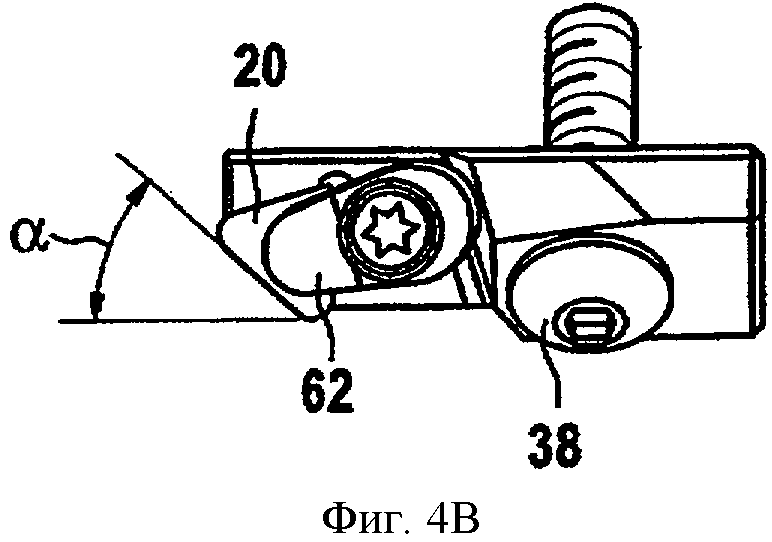
фиг.4В - вид кассеты на фиг.4А, повернутой на 90°,
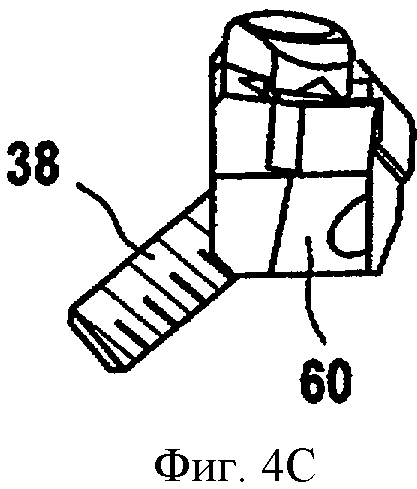
фиг.4С - вид сверху на торцевую сторону с пластиной кассеты на фиг.4А,
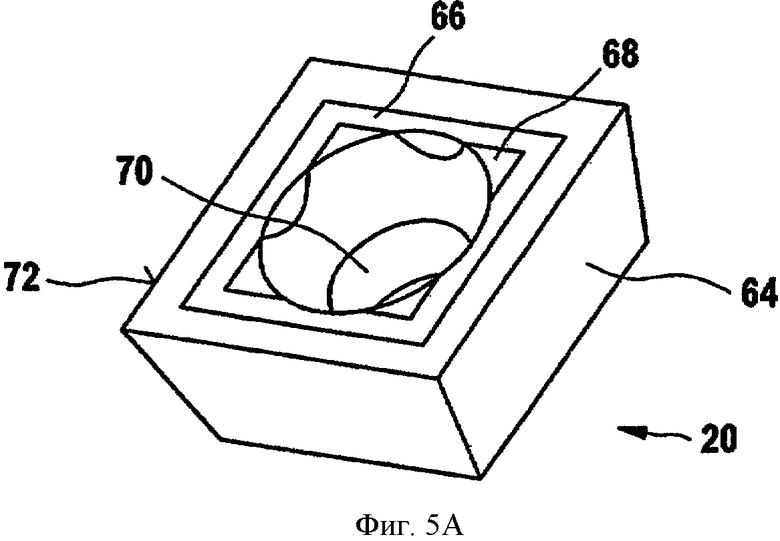
фиг.5А - изображение в перспективе поворотной режущей пластины согласно первой альтернативе,
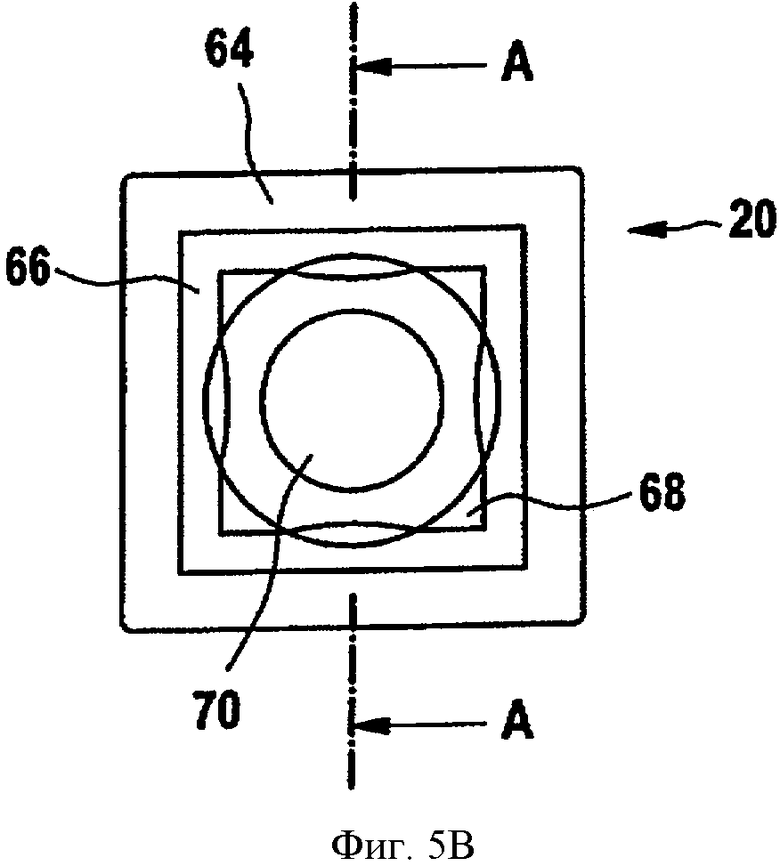
фиг.5В - вид сверху на базовую сторону поворотной режущей пластины согласно
фиг.5А и
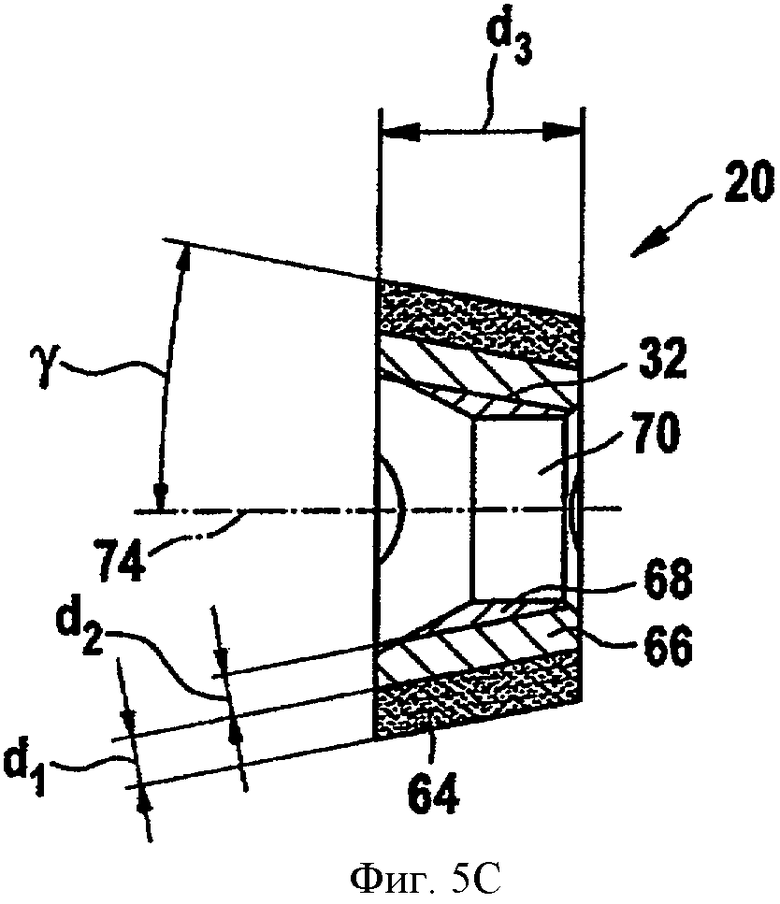
фиг.5С - разрез через поворотную режущую пластину согласно линии А-А на фиг.5В,
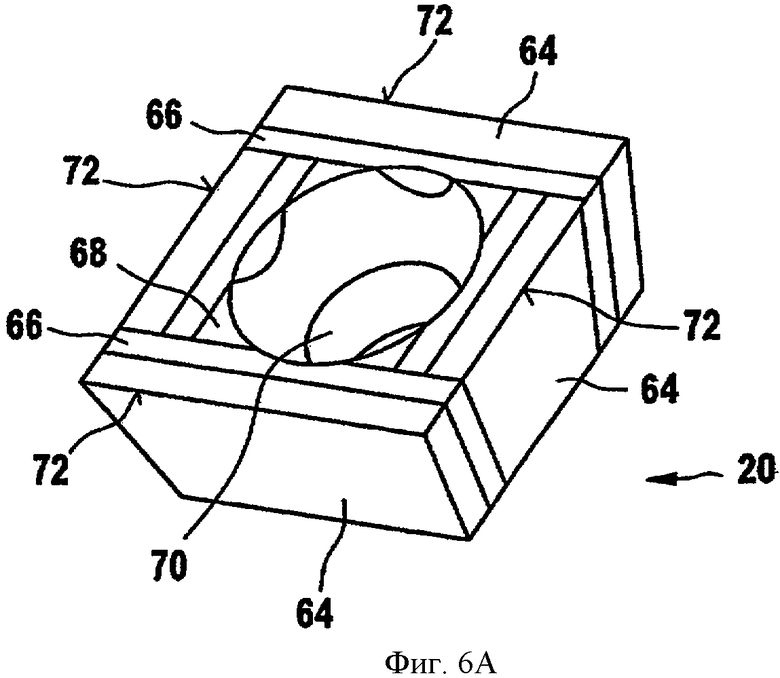
фиг.6А - изображение в перспективе альтернативного исполнения поворотной режущей пластины,
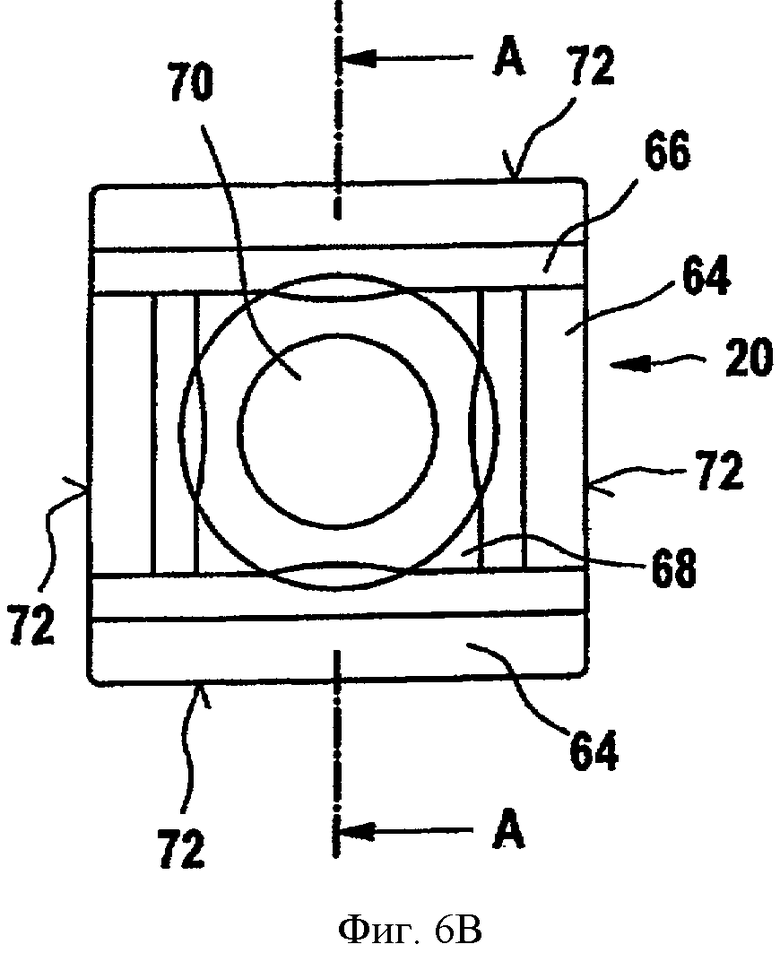
фиг.6В - вид сверху на базовую сторону поворотной режущей пластины согласно фиг.6А,
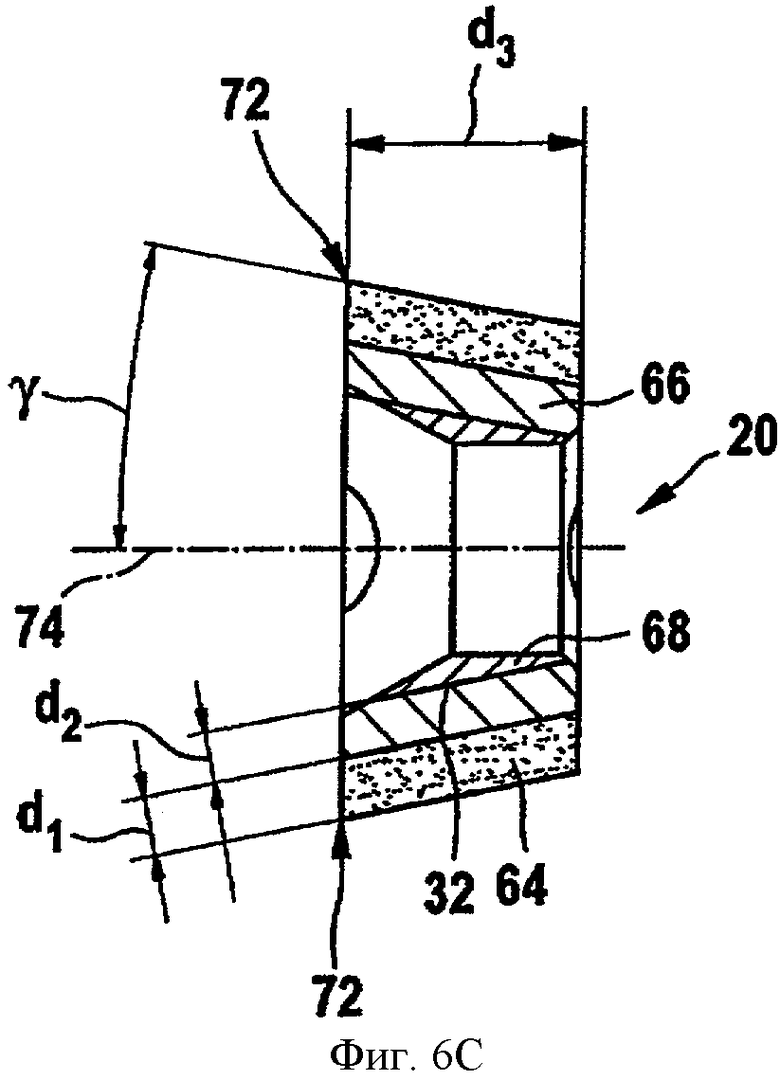
фиг.6С - разрез через поворотную режущую пластину согласно линии А-А на фиг.6В,
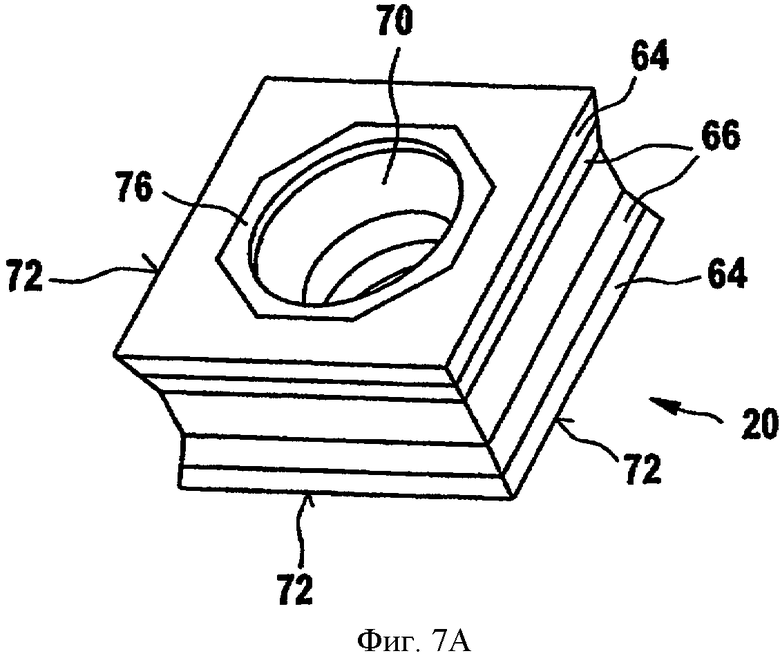
фиг.7А - изображение в перспективе двухсторонней поворотной режущей пластины последующего альтернативного исполнения,
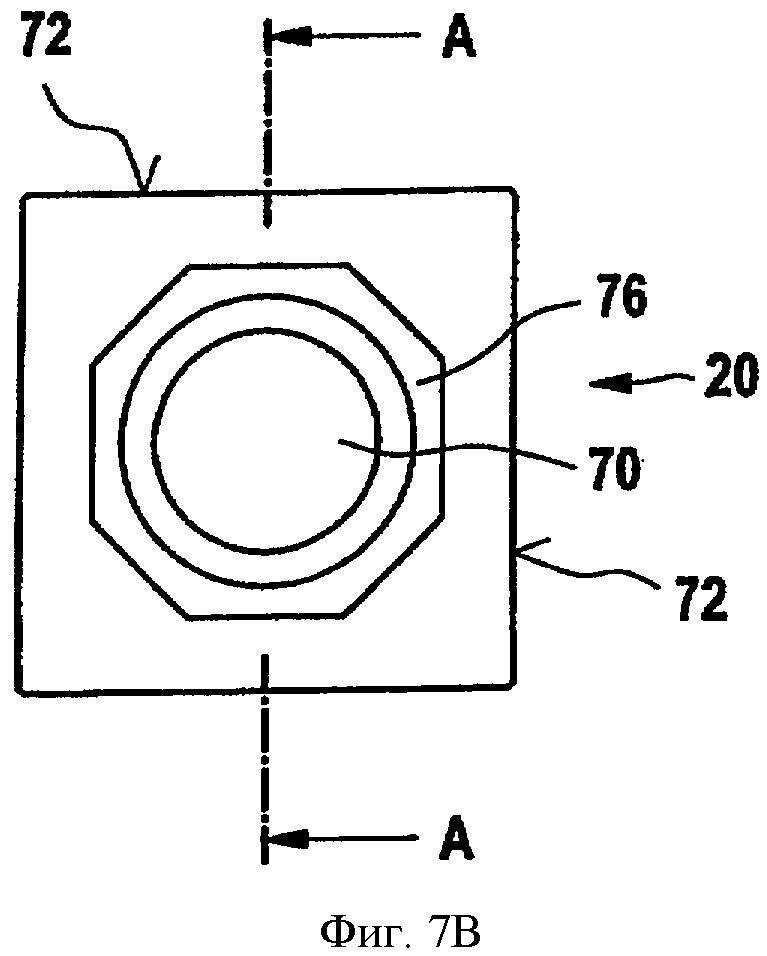
фиг.7В - вид сверху на базовую сторону поворотной режущей пластины согласно фиг.7А и
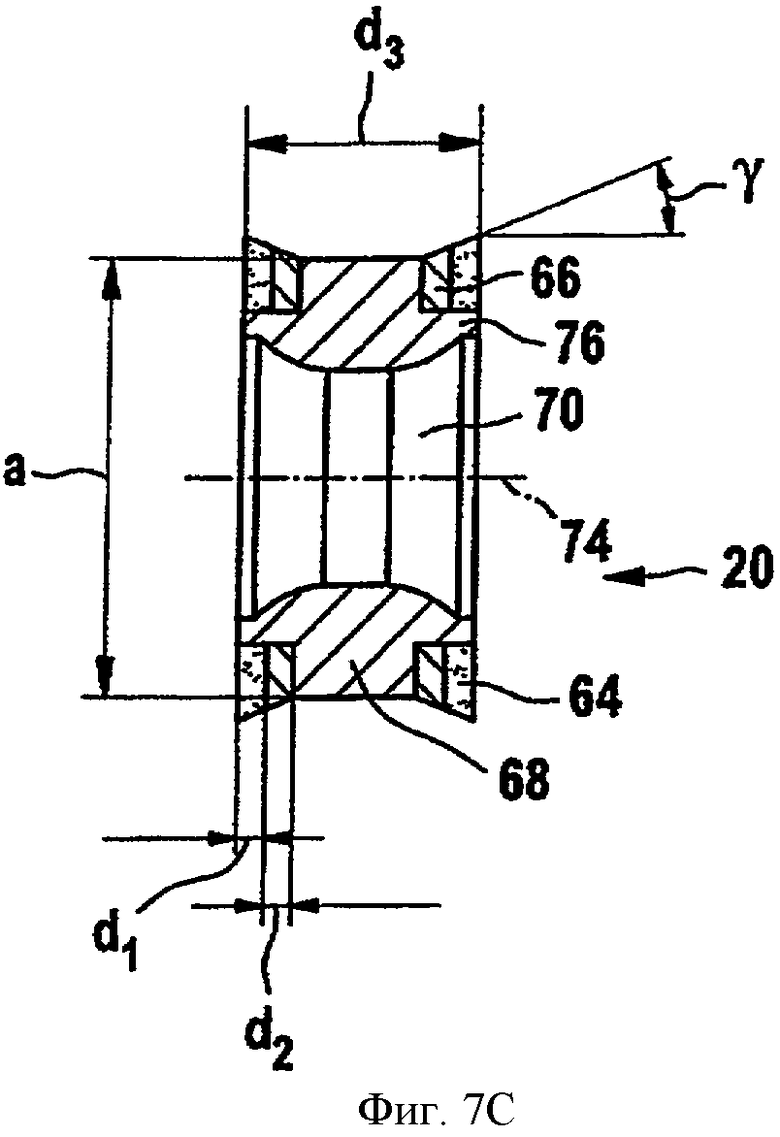
фиг.7С - разрез согласно линии А-А на фиг.7В.
Одинаково работающие детали на чертежах снабжены одинаковыми номерами позиций.
Комбинированный режущий инструмент в примере исполнения на фиг.1А-1С содержит компактно и удлиненно выполненную базовую основу 2 с встроенным гидравлическим затягивающимся зажимным патроном 4. Комбинированный режущий инструмент соединяется задней присоединительной частью 6 с инструментальным шпинделем. Затягивающийся зажимной патрон 4 на переднем окончании имеет цилиндрическую зону зажима 8. Зона зажима 8 служит для приема токарного инструмента, не представленного здесь, в частности развертки. Сбоку, рядом с зоной зажима 8 и радиально удаленно от продольной оси 10 симметрии комбинированного режущего инструмента, в базовой основе 2 выполнены три кассетоприемника по типу паза, распределенные по периферии. В кассетоприемниках 12 закреплены сменные кассеты 14, имеющие на своей передней торцевой стороне посадочное место 16 с базовой опорной поверхностью 18 для пластины. К этой поверхности прижимается соответственно режущая пластина 20 своей базовой стороной, называемой в дальнейшем опорной стороной 22. Для зажима предусмотрен зажимной винт 24, проходящий сквозь режущую пластину 20 по центру. Равномерно распределенные по периферии режущие пластины 20 - как обозначено на фиг.1С - ориентированы под различными углами раствора конуса α относительно продольной оси 10 симметрии, а именно - три режущие пластины 20 в примере исполнения ориентированы относительно продольной оси симметрии под углами 30°, 45° и 70° относительно продольной оси симметрии. Таким образом, седло 26 клапана снабжено обрабатываемым кольцом 28 седла клапана с приблизительно изогнутой поверхностью, как можно увидеть на фиг.1С. Здесь каждая из трех режущих пластин формирует одну составляющую боковую коническую поверхность. На фиг.1С три режущие пластины представлены лежащими друг над другом только для иллюстрации.
Комбинированный режущий инструмент вытянулся в осевом направлении 29. Ортогонально к осевому направлению 29 определено радиальное направление 31. Наконец, ортогонально к радиальному направлению 31, а также к осевому направлению определено периферийное или тангенциальное направление 30.
В примере исполнения на фиг.1А-1С режущие пластины расположены соответственно тангенциально. Под тангенциальным расположением здесь понимается, что опорная сторона 22 ориентирована, по существу, в тангенциальном направлении 30. Опорная сторона 22 расположена относительно строго тангенциального направления с наклоном лишь на малый угол, образованный задним углом режущего инструмента. Поэтому положение опорной стороны 22 определено, с одной стороны, ориентацией под углом раствора конуса α относительно продольной оси симметрии 10 и, с другой стороны, ориентацией в тангенциальном направлении 30. При подобном тангенциальном расположении режущей пластины 20 она режет своей узкой стороной 32 (см., в частности, фиг.1А), которая ориентирована вперед по направлению вращения или резания 34. Поэтому при тангенциальном расположении снятые стружки сбегают вдоль узкой стороны 32. Усилия резания действуют в тангенциальном направлении 30. Так как режущая пластина 20 имеет продольное удлинение в тангенциальном направлении 30 (обычно опорная сторона примерно в 3-5 раз длиннее, чем узкая сторона), то усилия резания без проблем воспринимаются режущей пластиной 20, не приводя ее к вибрациям. Далее режущая пластина 20 своей задней узкой стороной, а также боковой узкой стороной прилегает соответственно к боковой стороне посадочного места пластины 16.
Для образования кассетоприемника 12 по базовой основе 12 в осевом направлении 29 вытянулись три паза, равномерно распределенные по периферии. Как можно увидеть из фиг.1С, кассетоприемник 12 имеет примерно L-образную форму в поперечном сечении, открыт торцевой стороной спереди и имеет на своей задней стороне заднюю стенку 36 паза. Сама кассета 14 имеет в передней зоне скошенную торцевую сторону, одновременно определяющую и посадочное место 16 пластины.
Кассета 14 закреплена в кассетоприемнике 12 с помощью, по существу, радиально ориентированного зажимного винта 38. В задней зоне кассета 14 плотно прилегает к натяжному клину 40, закрепленному между кассетой 14 и задней стенкой 36 паза (см., в частности, фиг.1А). Натяжной клин 40 служит для выверки кассеты 14 в осевом направлении 29. Далее в передней трети кассеты 14, перед скошенной торцевой стороной кассеты 14, предусмотрен радиальный юстировочный винт 42. С его помощью возможно выставлять кассету 14 в радиальном направлении 31. Юстировочный винт 42 упирается в дно паза кассетоприемника 12.
Гидравлический затягивающийся зажимной патрон 4 имеет центральную, расположенную внутри зажимную гильзу 44, образующую в охватывающей зоне базовой основы 2 кольцевой зазор 46, имеющий радиальную ширину максимально 0,2 мм. Кольцевой зазор 46 образует полость обжатия и является составной частью системы обжатия. Полость обжатия наполнена жидкостью гидросистемы. При помощи винта 48 регулировки давления оперируют поршнем, не показанным здесь, так что давление в полости давления может варьироваться посредством вращения винта 48 регулировки давления. Винт 48 регулировки давления установлен сбоку на затягивающемся зажимном патроне 4 с возможностью доступа к нему. Для закрепления токарного инструмента (развертки) он вставляется хвостовиком в зажимную гильзу 44, затем посредством вращения винта 48 регулировки давления повышается давление в системе обжатия и, таким образом, в кольцевом зазоре 46, так что зажимная гильза всесторонне радиально обжимается по обжимаемой части хвостовика. При этом на основании применения гидравлической системы производится однородный подвод обжатия, так что автоматически происходит точное выравнивание токарного инструмента вдоль продольной оси 10 симметрии, без возникновения смещения продольной оси симметрии токарного инструмента относительно продольной оси 10 симметрии базовой основы 2.
Дополнительно предусмотрена возможность осевой выверки для развертки. Для этого установочный винт 50 (фиг.1С), также доступный с боковой стороны, воздействует на передвигаемую в осевом направлении установочную втулку, не показанную здесь, в которую упирается развертка в закрепленном положении. При этом установочная втулка имеет в концевой зоне, взаимодействующей с установочным винтом 50, преимущественно, зубчатую рейку, с которой входит в зацепление своей винтовой нарезкой установочный винт 50.
Комбинированный режущий инструмент, согласно фиг.1А-1С, используется для высокоточной обработки направляющей втулки седла клапана 26, в частности, благодаря совокупности отличительных признаков, суммируемых ниже еще раз.
- Благодаря применению гидравлического затягивающегося зажимного патрона 4 обеспечено точное ориентирование развертки вдоль продольной оси 10 симметрии. Этот принцип конструирования предоставляет очень компактную и экономящую место конструкцию, так что при обработке блока двигателя могут применяться параллельно друг другу несколько подобных комбинированных режущих инструментов.
- Благодаря возможности осевого выставления развертки возможна точная выверка в осевом направлении нескольких комбинированных режущих инструментов, в частности, при параллельном применении.
Так как и зажимной механизм (винт 48 регулировки давления), и механизм выставления по оси (установочный винт 50) установлены с возможностью доступа к ним со стороны зажимного патрона 4, можно без проблем производить смену инструмента без необходимости снимать комбинированный режущий инструмент со станка. К тому же, возможно осевое выставление используемой развертки.
- Благодаря тангенциально ориентированным режущим пластинам 20 усилия резания воспринимаются надежно и без вибраций.
- Благодаря тангенциальному расположению режущей пластины 20 обусловленный допуском проворот режущей пластины 20 в посадочном месте 16 пластины относительно заданного положения не имеет никакого или почти никакого воздействия на ориентирование режущей кромки режущей пластины 20 относительно угла раствора конуса α. Это означает, что тангенциальное расположение является сравнительно нечувствительным применительно к угловой точности при образовании угла раствора конуса седла клапана 26. Это является особым преимуществом, так как для седла клапана 26 требуется крайне высокая угловая точность, к примеру ±5 угловых минут.
- Благодаря креплению кассеты 14 в пазообразно выполненном кассетоприемнике 12 обеспечивается дополнительное, надежное, направленное крепление, а усилия, возникающие при резании, надежно передаются на базовую основу 2, без возникновения вибраций.
- С помощью натяжного клина 40 становится возможной выверка режущей пластины 20 в осевом направлении 29, которая является преимуществом, в частности, при параллельном применении нескольких комбинированных режущих инструментов.
- Благодаря закреплению натяжного клина 40 между кассетой 14 и кассетоприемником 12 надежно зафиксирована осевая позиция и предотвращен выход из выверенного положения в осевом направлении.
- Наконец, благодаря возможности радиального выставления кассеты 14 при необходимости может выверяться, в частности, и угол α раствора конуса. На основании расположения радиального юстировочного винта 42 в передней трети, в соединении с зажимным винтом 24, происходит, а именно при манипулировании юстировочным винтом 42, угловое движение кассеты 14 относительно ее поперечной оси симметрии, так что изменяется угол α раствора конуса режущей пластины 20.
Конструкцию кассеты 14 и взаимодействие с натяжным клином 40 можно увидеть, в частности, и на фиг.2А-2D. Натяжной клин 40 снабжен штифтом 52 с двухходовой резьбой, имеющим два резьбовых участка с резьбой, имеющей встречные ходы. В установленном положении, своим передним резьбовым участком он входит в зацепление с резьбой в базовой основе 2, а своим задним резьбовым участком ввинчивается в натяжной клин 40. Штифт 52 с двухходовой резьбой ориентирован вдоль продольной оси 54, расположенной наклонно к задней стенке 56 кассеты. Натяжной клин 40 прилегает клиновой поверхностью к задней стенке 56 кассеты. Напротив плоской клиновой поверхности натяжной клин 40 выполнен скругленным по образу боковой поверхности конуса. Конической поверхностью он прилегает, точно совпадая, к соответствующей приемной выемке на задней стенке 36 паза в базовой основе 2. При выставлении штифта 52 с двухходовой резьбой сдвигается только натяжной клин 40 вдоль продольной оси 54, так что варьируется положение кассеты в осевом направлении 29.
В примере исполнения на фиг.2А-2D у режущей пластины 20 представлен режущий угол 58, которым режущая пластина 20 в процессе обработки находится в контакте с обрабатываемой деталью. В варианте исполнения согласно фиг.1А-1С представлены четыре режущих угла 58. Поэтому режущие углы обычно имеют покрытие из твердого инструментального материала, в частности CBN-покрытие.
Как можно видеть на фиг.2С, режущая пластина 20 не ориентирована точно параллельно тангенциальному направлению 30, а образует с ней задний угол β режущего инструмента, который лежит, к примеру, в диапазоне от 3 до 10°. В примере исполнения задний угол β режущего инструмента составляет 5°.
В примере выполнения согласно фиг.3, для комбинированного режущего инструмента также используется затягивающийся зажимной патрон 4, согласно фиг.1А-1С. В отличие от примера исполнения согласно фиг.1А-1С, здесь используются обычные кассеты 60 с радиально расположенными режущими пластинами 20. В качестве режущих пластин здесь используются, в частности, треугольные поворотные режущие пластины. Из ограничения площади, в частности, при очень малых седлах клапанов 26, невозможно применение четырехугольных или многоугольных поворотных режущих пластин 20. До радиального выравнивания режущих пластин 20 конструкция комбинированного режущего инструмента соответствует комбинированному режущему инструменту согласно фиг.1А-1С. Особая конструкция кассеты 60 очевидна из фиг.4А-4С. Треугольная режущая пластина 20 закреплена с помощью прижимного захвата 62. Как следует из фиг.4В, угол α раствора конуса установлен посредством ориентирования одной из трех угловых сторон, образующих режущую кромку.
На фиг.5-7 представлены различные поворотные режущие пластины 20, предусмотренные, в частности, для использования в ранее описанном комбинированном режущем инструменте, в частности, с тангенциально расположенным посадочным местом 16 пластины. Все режущие пластины 20 снабжены структурой покрытия, состоящей из двух слоев. Наружный слой 64 состоит из инструментального материала, в частности CBN или алмаза. Находящийся под ним внутренний слой 66 состоит, предпочтительно, из твердого сплава. Слоистая структура, состоящая из этих двух слоев 64, 66, нанесена на базовую основу 68 пластины, в частности напаяна. Слоистая структура изготавливается предварительно как спеченная основа. Далее, все режущие пластины 20 имеют центральное отверстие 70 для фиксации, через которое проходит зажимной винт 24.
Толщина слоя dl наружного слоя лежит в диапазоне нескольких десятых миллиметра, например, в диапазоне, от 0,3 до около 0,8 мм. Толщина слоя d2 внутреннего слоя 66 соответствует подобной величине. В примере выполнения толщина слоя dl наружного CBN-слоя соответствует около 0,7 мм, толщина слоя d2 внутреннего слоя 66 твердого сплава соответствует около 0,6 мм. В примере выполнения противоположные режущие кромки 72 имеют разнесение а около 12 мм. Толщина пластины d3 составляет около 6,4 мм.
В примерах выполнения согласно фиг.5 и 6 структура покрытия изготавливается в виде узких планок, которые наносятся на узкие стороны 32 базовой основы 68 пластины. Поэтому в вариантах выполнения согласно фиг.5А-5С отдельные планки структуры покрытия режутся со скосом в 45°, так что внешний слой 64 огибает внешний край узких сторон 32. В отличие от этого в примере выполнения согласно фиг.6А-6С отдельные планки стыкуются друг с другом «безврубочно», так что на отдельных участках внутренний слой 66 появляется на внешней стороне.
Режущие пластины 20, представленные на фиг.5 и 6, имеют соответственно четыре режущие кромки 72. Узкие стороны наклонены под углом γ относительно перпендикуляра 74 пластины. Этот угол лежит, например, в диапазоне около от 10° до 15°. Альтернативно варианту исполнения согласно фиг.6А-6С, в простом варианте поворотная режущая пластина 20 выполняется лишь с двумя противоположными режущими кромками 72.
При расположении слоистой структуры на узкой стороне, при тангенциальном выравнивании режущей пластины 20, стружка удаляется узкой стороной, то есть она скользит по узкой стороне вдоль наружного слоя 64. Глубина резания определяется при тангенциальном выравнивании глубиной погружения режущей пластины 20 в обрабатываемую заготовку, а именно, по существу, в направлении перпендикуляра 74 пластины. Поэтому, независимо от глубины резания, на основании расположения слойной структуры на узких сторонах 32, внешний слой 64 всегда находится в контакте с обрабатываемой заготовкой.
В примере выполнения согласно фиг.7, в отличие от примеров выполнения согласно фиг.5 и 6, слоистая структура нанесена на противоположные базовые стороны базовой основы 68 пластины, а не на ее узкие стороны. Поэтому слоистая структура выполнена в виде пластины, проходящей по всей поверхности, имеющей только центральное отверстие 70 для фиксации.
В примере выполнения согласно фиг.7А-7С поворотная режущая пластина 20 выполнена в виде двусторонней поворотной режущей пластины, имеющей восемь режущих кромок 72. Угол γ, соответствующий заднему углу режущего инструмента, образуется посредством скашивания пластинчатой слоистой структуры со стороны торца, как следует, в частности, из фиг.7С. На основании этой специальной структуры, сама базовая основа 68 не имеет скосов. Альтернативно двусторонней поворотной режущей пластине 20, слоистая структура, естественно, может быть нанесена только на одну сторону.
Далее базовая основа 68 пластины имеет центральное, располагающееся вокруг отверстия 70 для крепления, центрирующее кольцо 76, имеющее многоугольный, а в примере выполнения - восьмиугольный внешний контур. Соответственно этому и слоистая структура имеет многоугольный внутренний контур, так что пластина, наносимая на базовую основу 68 пластины, располагается в правильном угловом положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2379162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВРАЩАЮЩИХСЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1999 |
|
RU2221674C2 |
| Режущий инструмент | 1991 |
|
SU1757778A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2501633C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Режущий инструмент | 1988 |
|
SU1611599A1 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
Инструмент предназначен для обработки направляющей втулки клапана и ее седла клапана и содержит базовую основу, имеющую вытянутый в осевом направлении зажимной патрон токарного инструмента для обработки отверстий, а также, по меньшей мере, одно радиально отстоящее от продольной оси симметрии посадочное место для приема режущей пластины, предусмотренной для обработки поверхности отверстия и содержащей две противолежащие базовые стороны, соединенные между собой узкими сторонами, причем посадочное место имеет базовую опорную поверхность, к которой режущая пластина в установленном положении прижата своей базовой стороной. Для повышения точности обработки базовая опорная поверхность расположена так, что режущая пластина установлена тангенциально, а базовая опорная поверхность ориентирована относительно осевого направления под углом раствора конуса в диапазоне 20°-80°. Для получения того же технического результата режущая пластина для комбинированного режущего инструмента имеет базовую основу, содержащую две противолежащие базовые стороны, соединенные между собой узкими сторонами, образованными из содержащей два слоя структуры, огибающей базовые стороны, причем между узкими сторонами и любой из базовых сторон образованы режущие кромки. В другом варианте на базовую сторону базовой основы пластины нанесена содержащая два слоя структура, имеющая форму пластины, для образования режущей кромки между узкой стороной и базовой стороной, причем ориентированная к соответствующей узкой стороне торцевая сторона обоих слоев ориентирована под задним углом к перпендикуляру к базовой основе пластины, а слои на узкой стороне бесступенчато примыкают к базовой основе пластины. 4 н. и 12 з.п. ф-лы, 7 ил.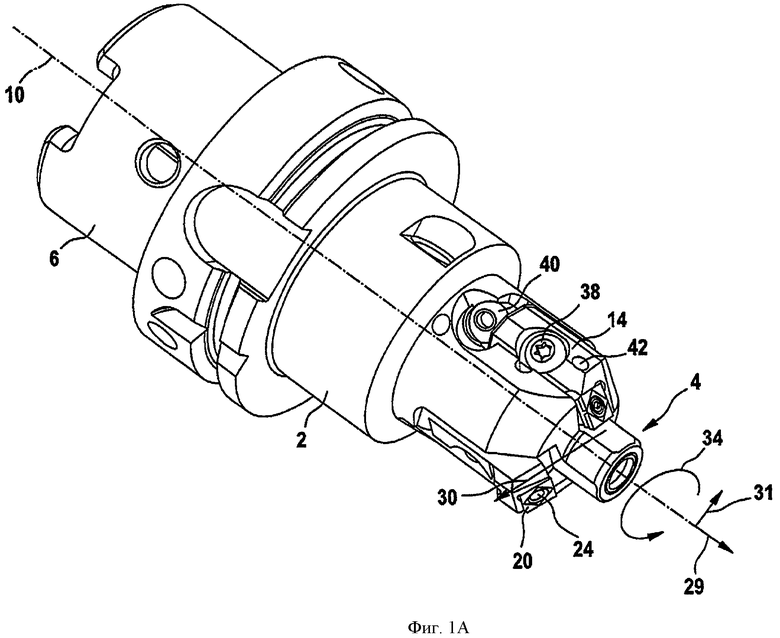
1. Комбинированный режущий инструмент для обработки резанием отверстий, а также их поверхностей, предпочтительно для обработки резанием направляющей втулки клапана и ее седла клапана (26), с базовой основой (2), имеющей вытянутый в осевом направлении (29) зажимной патрон (4) токарного инструмента для обработки отверстий, а также, по меньшей мере, одно радиально отстоящее от продольной оси (10) симметрии посадочное место (16) пластины для приема режущей пластины (20), предусмотренной для обработки поверхности отверстия и содержащей две противолежащие базовые стороны (22), соединенные между собой узкими сторонами (32), причем посадочное место (16) пластины имеет базовую опорную поверхность (18), к которой режущая пластина (20) в установленном положении прижата своей базовой стороной (22), отличающийся тем, что базовая опорная поверхность (18) расположена так, что расположенная на посадочном месте (16) режущая пластина (20) установлена тангенциально, а базовая опорная поверхность (18) ориентирована относительно осевого направления (29) под углом раствора конуса (а) в диапазоне 20-80°.
2. Инструмент по п.1, отличающийся тем, что зажимной патрон (4) имеет зону (8) зажима и выполнен так, что зажимное усилие в зоне зажима действует по периметру и равномерно в радиальном направлении (31) с возможностью регулирования посредством зажимного механизма (48), расположенного на зажимном патроне (4) сбоку.
3. Инструмент по п.2, отличающийся тем, что зажимной патрон (4) выполнен в виде гидравлического затягивающегося зажимного патрона, имеющего полость (46) обжатия, выполненную в виде кольцевого зазора с возможностью осуществления зажимного усилия.
4. Инструмент по п.2 или 3, отличающийся тем, что зажимной патрон (4) имеет осевой регулировочный механизм для выверки токарного инструмента в осевом направлении (29), приводимый в действие с помощью установочного элемента (50), расположенного на зажимном патроне сбоку.
5. Инструмент по п.1 или 2, отличающийся тем, что он снабжен сменной кассетой (14, 60), имеющей базовую основу кассеты, вытянутую в осевом направлении (29), на передней торцевой стороне которой расположено посадочное место (16) пластины.
6. Инструмент по п.5, отличающийся тем, что на базовой основе (2) выполнен расположенный в осевом направлении (29) паз в виде кассетоприемника (12) кассеты (14, 60).
7. Инструмент по п.6, отличающийся тем, что кассета (14, 60) установлена с возможностью выверки в осевом направлении (29) с помощью первого юстировочного элемента (40), закрепленного между кассетой (14, 60) и базовой основой (2).
8. Инструмент по п.7, отличающийся тем, что первый юстировочный элемент выполнен в виде натяжного клина (40) с возможностью перемещения с помощью регулировочного элемента (52) в направлении продольной оси (54) регулировочного элемента (52).
9. Инструмент по п.5, отличающийся тем, что кассета (14, 60) установлена с возможностью выверки в радиальном направлении (31) с помощью второго юстировочного элемента (42).
10. Инструмент по п.9, отличающийся тем, что два юстировочных элемента (42) выполнены в виде юстировочных винтов с возможностью вворачивания в резьбу кассеты (14, 60) и упора в базовую основу (2).
11. Инструмент по п.1 или 2, отличающийся тем, что режущая пластина (20) содержит базовую основу (68) пластины, имеющую две противолежащие базовые стороны (22), соединенные между собой узкими сторонами (32), причем узкая сторона (32) базовой основы (68) пластины снабжена содержащей два слоя (64, 66) структурой с образованием режущей кромки (72) между узкой стороной (32) и базовой стороной (22).
12. Инструмент по п.11, отличающийся тем, что две граничащие между собой узкие стороны (32) снабжены упомянутой структурой, причем слои (64, 66) стыкуются между собой на стыковой кромке скосами.
13. Инструмент по п.1 или 2, отличающийся тем, что режущая пластина (20) содержит базовую основу (68) пластины, имеющую две противолежащие базовые стороны (22), соединенные между собой узкими сторонами (32), причем базовая сторона (22) базовой основы (68) пластины снабжена содержащей два слоя (64, 66) структурой, имеющей форму пластины, с образованием режущей кромки (72) между узкой стороной (32) и базовой стороной (22).
14. Способ обработки резанием отверстий, а также их поверхностей, в один рабочий проход, в частности обработки резанием направляющей втулки клапана и ее седла клапана (26) с помощью комбинированного режущего инструмента по одному из пп.1-13.
15. Режущая пластина (20) для комбинированного режущего инструмента для обработки резанием отверстий, имеющая базовую основу (68) пластины, содержащую две противолежащие базовые стороны (22), соединенные между собой узкими сторонами (32), причем узкие стороны (32) базовой основы (68) пластины образованы из содержащей два слоя (64, 66) структуры, огибающей базовые стороны (22), причем между узкими сторонами (32) и любой из базовых сторон (22) образованы режущие кромки (72).
16. Режущая пластина (20) для комбинированного режущего инструмента для обработки резанием отверстий, имеющая базовую основу (68) пластины, содержащую две противолежащие базовые стороны (22), соединенные между собой узкими сторонами (32), причем на базовую сторону (22) базовой основы (68) пластины нанесена содержащая два слоя (64, 66) структура, имеющая форму пластины, для образования режущей кромки (72) между узкой стороной (32) и базовой стороной (22), причем ориентированная к соответствующей узкой стороне (32) торцевая сторона обоих слоев (64, 66) ориентирована под задним углом γ к перпендикуляру пластины, а слои (64, 66) на узкой стороне (32) бесступенчато примыкают к базовой основе пластины.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пожарный карабин | 1929 |
|
SU19461A1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 0 |
|
SU231296A1 |
| Подводимая опора | 1988 |
|
SU1636175A1 |
| Конденсатор переменной емкости | 1930 |
|
SU24805A1 |
| БОРОВСКИЙ Г.В | |||
| и др | |||
| Справочник инструментальщика, 2-е изд | |||
| - М.: Машиностроение, 2007, с.89, 90. | |||

