Изобретение относится к строительству и используется при сооружении и ремонте магистральных трубопроводов при низких температурах для защиты изоляционного наружного покрытия труб в околошовной зоне в процессе их сварки, а также для защиты зоны сварного стыка от внережимного охлаждения.
Из уровня техники известно, что сборка и сварка труб в секции на трубосборочных базах, а также сварка трубопровода из секций в полевых условиях в условиях низких температур значительно отличаются от аналогичных операций, проводимых при положительных температурах окружающей среды. Испытания стыков, сваренных в условиях отрицательных температур по обычной технологии, показали значительное возрастание числа дефектов. Происходит это вследствие усиления хрупкости металла в результате понижения его вязкости и пластичности под влиянием сильного охлаждения. Вместе с тем, повышение на морозе скорости охлаждения и твердения расплавленного металла увеличивает внутренние напряжения в сварочном стыке и околошовной зоне. Оказывает влияние на качество сварки и более интенсивное, особенно в осенних условиях, поглощение влаги их воздуха электродной обмазкой и флюсом. Это вызывает повышенное количество трещин, случаев непровара, образование пор и шлаковых включений. Все перечисленные обстоятельства требуют изменения технологии сварочно-монтажных работ. Особенно актуальным это становится в связи с большим объемом сварочных работ при строительстве магистральных трубопроводов в районах Сибири и Крайнего Севера, где условия работы весьма осложняются низкими температурами, доходящими до минус 50oС.
Долговременной практикой ведения сварочно-монтажных работ в зимних условиях выработаны известные рекомендации и правила производства сварочных работ при температурах ниже минус 20oС, позволяющие избежать непровара стыков, снижения поглощения влаги электродами и флюсами и позволяющие избежать увеличения внутренних напряжений в сварных швах. Так, электроды и флюсы прокаливают до полного освобождения от остатков влаги. Установленная обязательность подогрева стыков больших диаметров в любое время решает проблему осушки зоны сварки. Известно, что подогрев необходим на ширину 150 мм до температуры 180-200oС.
Известно, что для компенсации усиленных тепловых потерь при температурах воздуха ниже минус 30oС сварку вынуждены вести без всяких перерывов на повышенных режимах по сравнению с условиями положительных температур. По окончании сварки стыки укрываются утепляющими асбестовыми поясами для предотвращения быстрого остывания и возникающих при этом значительных напряжений в металле сварных швов (см. ЗЛАТКИН В.П. "Организация и строительство магистральных трубопроводов", Л., "Недра", ЛО, 1976, с. 92-93).
Известное решение принято в качестве наиболее близкого аналога к заявленному изобретению.
При сварке труб с заводской изоляцией для производства сварочных работ и защиты изоляции от выгорания концы труб оставляют без покрытия. Однако при производстве сварки, особенно при ветреной погоде, возможны выплески металла из сварочной ванны и попадание расплавленного металла на заводскую изоляцию, что неизбежно приводит к ее повреждению.
Недостатком известного решения, принятого за прототип, является недостаточная механическая прочность утепляющих асбестовых поясов и отсутствие защиты заводской изоляции от выгорания на участках, прилегающих к зоне сварного соединения.
Задачей изобретения является защита заводской изоляции труб при сварочных работах, а также защита зоны сварного стыка от внережимного охлаждения при ведении работ в условиях низких температур.
Указанная задача решается тем, что термостойкий пояс (ТП) для защиты зоны сварного соединения магистрального трубопровода содержит расположенные на его наружной поверхности и охватывающие трубопровод три ленты из термостойкого материала - основную и две дополнительные. Каждая из трех лент имеет поперечные трубопроводу размеры, на 400-500 мм превышающие длину окружности наружной поверхности изолированного трубопровода, и выполнена одно- или двухслойной, прошитой из эластичного пористого материала, пропитанного карбамидноформальдегидной смолой с отвердителем с последующим отверждением, а продольные относительно оси трубопровода стороны лент имеют длину не менее 300 мм. Каждая лента снабжена элементами ее закрепления с нахлестом на наружной поверхности магистрального трубопровода.
В частном случае выполнения термостойкого пояса, прилегающие к трубопроводу ленты выполнены из нетканого синтетического материала (НСМ), а элементы крепления лент выполнены в виде пришитых к лентам до их пропитки смолой контактных застежек типа "липучка".
Наличие дополнительных лент позволяет надежно укрыть заводскую изоляцию в зоне сварного соединения труб, а после выполнения сварочных работ дополнительные пояса, будучи передвинуты к сварному шву, совместно с основным поясом создают укрытие для зоны сварного соединения, предотвращающее ее внережимное охлаждение.
Продольные размеры поясов гарантированно охватывают наружную поверхность изолированного трубопровода при наибольших отклонениях его размера. Выбор материала для изготовления поясов обусловлен его доступностью, удобством раскроя заготовок, хорошей способностью пропитываться карбамидными смолами и удерживать их, а также хорошими физико-механическими свойствами, проявляемыми после отверждения карбамидных смол, прежде всего, термостойкостью и гибкостью.
Так однослойная лента имеет толщину 3-3,5 мм, а двухслойная лента - 6-7 мм, при этом обе ленты обладают необходимой гибкостью для удобной установки их на трубопроводе.
Указанные элементы крепления лент обеспечивают быстрое их закрепление на наружной поверхности трубопровода и перестановку лент в зону сварного соединения.
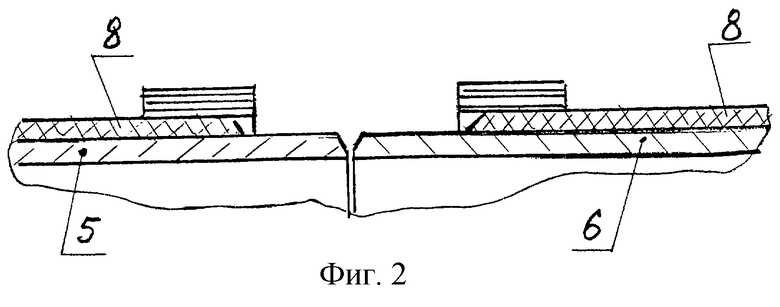
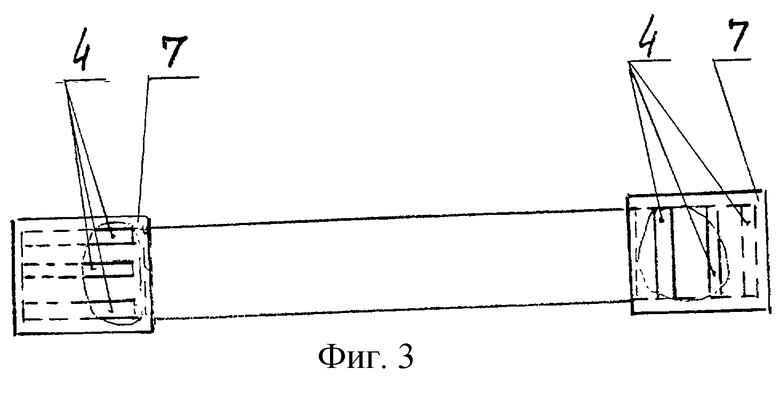
Изобретение иллюстрируется графическим материалом, где на фиг.1 изображено устройство, защищающее заводскую изоляцию при проведении сварочных работ на трубопроводе; на фиг.2 - установка термостойкого пояса на сварном шве и околошовной зоне после окончания сварочных работ на стыке трубопровода; на фиг. 3 - расположение застежек контактных на концах термостойкой ленты и их защита при пропитке лент смолой.
Термостойкий пояс (ТП) для защиты зоны сварного соединения магистрального трубопровода 1 содержит расположенные на его наружной поверхности и охватывающие трубопровод 1 три ленты из термостойкого материала - основную 2 и две дополнительные 3. Каждая из трех лент имеет поперечные трубопроводу размеры, на 400-500 мм превышающие длину окружности наружной поверхности изолированного трубопровода, и выполнена одно- или двухслойной, прошитой из эластичного пористого материала, пропитанного карбамидноформальдегидной смолой с отвердителем с последующим отверждением, а продольные относительно оси трубопровода стороны лент имеют длину 150-300 мм. Каждая лента снабжена элементами 4 ее закрепления с нахлестом на наружной поверхности свариваемых труб 5, 6 магистрального трубопровода 1.
Прилегающие к трубопроводу ленты выполнены из нетканого синтетического материала (НСМ) или других пористых долговечных материалов, например текстильных или из технических тканей. Элементы 4 крепления лент выполнены в виде пришитых к термостойким лентам до их пропитки смолой контактных застежек типа "Велькро", которые представляют собой ленты шириной 50 мм и длиной 500 мм, не менее. Застежки контактные нашивают на концы термостойких лент с продольным расположением застежек на одном конце термостойкой ленты и с поперечным расположением застежек на другом конце термостойкой ленты (см. фиг.3). Такое расположение застежек обеспечивает гарантированное закрепление термостойких лент на трубопроводе. Для сохранения свойств застежек при пропитке карбамидноформальдегидным клеем термостойких лент, застежки защищают от попадания на них клея нашитыми накладками 7 из полиэтиленовой пленки.
В случае выполнения лент двухслойными прошивку слоев выполняют до пропитки лент карбамидноформальдегидной смолой. При производстве сварочных работ при любой температуре окружающей среды для защиты наружной заводской изоляции труб 4, 5 на их концы устанавливают дополнительные ленты 3, которые будучи тонкостенными обладают необходимой гибкостью. Ленты перекрывают наружную поверхность трубопровода с нахлестом, поскольку длина лент превышает длину наружной поверхности изолированного трубопровода. Конец каждой ленты закрепляется посредством элемента крепления, при этом лента закрывает полностью примыкающую к зоне сварного соединения заводскую изоляцию 8 (см. фиг. 1).
По окончании сварки шва оба дополнительных пояса сдвигают к сварному шву. Поверх двух дополнительных поясов накладывают основной пояс с совмещением его продольной оси и сварного шва, после чего закрепляют на трубопроводе. Будучи термостойкими и обладая хорошими теплоизоляционными свойствами, ленты 2, 3 надежно теплоизолируют зону сварного соединения от окружающей среды и предотвращают повышенные тепловые потери при отрицательных температурах окружающей среды, что исключает быстрое остывание сварного стыка и устраняет неизбежные при быстром его остывании значительные внутренние напряжения в сварном шве.
Изобретение технологично при изготовлении, из-за незначительного собственного веса и простой сборки удобно при транспортировании и монтаже на трубопроводе, а также эффективно при ведении сварочных работ как при строительстве магистральных трубопроводов, так и при проведении ремонтных работ в процессе эксплуатации трубопроводов. Повышает надежность трубопровода и устраняет возможность повреждения его изоляции в процессе строительства и эксплуатации.
Изобретение относится к строительству и используется при сооружении и ремонте магистральных трубопроводов для защиты изоляционного наружного покрытия труб в околошовной зоне в процессе их сварки, а также для защиты сварного стыка от внережимного охлаждения. Термостойкий пояс содержит расположенные на наружной поверхности и охватывающие трубопровод три ленты из термостойкого материала - основную и две дополнительные. Каждая из трех лент имеет длину, превышающую длину окружности наружной поверхности изолированного трубопровода, и выполнена из эластичного пористого материала, пропитанного карбамидоформальдегидной смолой с отвердителем с последующим отверждением. Ленты снабжены элементами закрепления с нахлестом на наружной поверхности трубопровода. При ведении сварочных работ для защиты наружной заводской изоляции труб на их концы устанавливают дополнительные ленты, которые закрывают полностью примыкающую к зоне сварного соединения заводскую изоляцию. По окончании сварки шва оба дополнительных пояса сдвигают к сварному шву и поверх двух дополнительных поясов накладывают основной пояс с совмещением его продольной оси и сварного шва и закрепляют на трубопроводе. Ленты надежно теплоизолируют зону сварного соединения. Повышает надежность трубопровода. 4 з.п. ф-лы, 3 ил.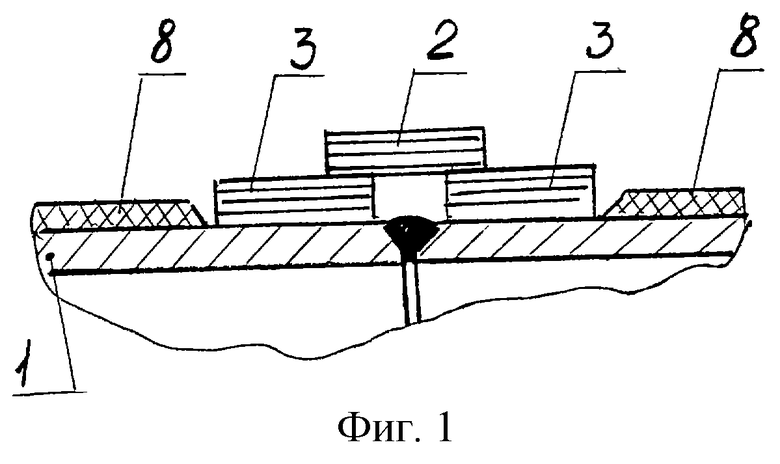
| ЗЛАТКИН В.П | |||
| Организация строительства магистральных трубопроводов | |||
| - Л.: Недра, 1976, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Устройство для проведения ремонтных работ на трубопроводах, проложенных на болотах | 1987 |
|
SU1513291A1 |
| Камера для ремонта подводных трубопроводов | 1983 |
|
SU1161781A1 |
| ОБЕЗВОЖИВАЮЩАЯ КАМЕРА | 1996 |
|
RU2164971C2 |

