Изобретение относится к защите металлов от коррозии и может быть использовано при защите от коррозии стальных газовых, нефтяных трубопроводов.
Известен способ комплексной защиты от коррозии протяженного стального трубопровода, включающий последовательное размещение слоев металлического покрытия, содержащего добавки цинка до 10,5%, олова - до 0,2%, циркония, титана, индия (каждого) до 0,1%, ртути - до 0,5%, примеси железа и кремния не более 0,1%, меди - не более 0,01%, алюминия - остальное и диэлектрических изоляционных покрытий, при которых поверхность трубы очищают дробеструйным методом, трубу нагревают до температуры 180-210°С, модифицированную диэлектрическую адгезионную композицию нагревают до температуры плавления, и расплав виде ленты наносят на поверхность трубы методом боковой экструзии, затем на размягченную адгезионную композицию наносят изоляционное диэлектрическое пластмассовое покрытие, изолированная труба выдерживается в естественных условиях при температуре 10-25°С до полной полимеризации адгезионной композиции [1].
Недостатки способа заключаются в том, что:
- не предусматривает очистку поверхности трубы от мелкодисперсных пылевидных частиц, состоящих из продуктов коррозии и металла, неизбежно оседающих на поверхность трубопровода, что резко ухудшает адгезию диэлектрического изоляционного покрытия к поверхности трубы и, вследствие этого, является одной из причин интенсивной коррозии поверхности трубопроводов, приводящей к аварийным разрушениям магистральных трубопроводов [2].
- способ не предусматривает коррозионную защиту стыков внутри стальных труб, наиболее подверженных коррозии, что снижает ее эффективность.
Известен способ сварки, при котором на поверхность стыка свариваемых деталей наносят слой защитного покрытия определенной толщины и ширины и производят сварочный нагрев со стороны, противоположной нанесенному материалу. При сварке деталей из углеродистой стали, плакированной нержавеющей сталью, с использованием индукционного или дугового нагрева, в качестве защитного материала используют самофлюсующийся материал на основе хрома и никеля, а наносят защитный материал со стороны плакирующего слоя шириной 5-10 мм и толщиной 0,2-0,5 мм [3].
Недостаток способа заключается в том, что он защищает только зону сварки и не обеспечивает антикоррозионную защиту внутренней поверхности трубопровода.
Известен способ защиты изолированной наружной поверхности трубопроводов путем установки опорно-центрирующих колец на переходах трубопроводов в защитном кожухе, содержащих расположенные на наружной поверхности трубопровода по его образующим призматические защитные элементы, которые закреплены с расчетным шагом стяжными хомутами на наружной поверхности трубопровода. Каждое опорно-центрирующее кольцо выполнено из эластичного пористого материала в виде одно- или двухслойного прилегающего к трубопроводу листа [4].
Недостаток способа заключается в сложности и ненадежности конструкции, что обусловлено креплением призматических защитных элементов стяжными хомутами. При протаскивании трубопровода через защитный кожух возможно смещение опорно-центрирующих колец по трубопроводу и нарушение его наружной изоляции.
Известен способ защиты от коррозии зоны сварного соединения трубопровода с внутренним защитным покрытием, при котором в зоне сварного соединения соединяемых труб устанавливают втулку, на наружной поверхности которой размещают уплотнительные кольца, а в средней ее части в кольцевой проточке - подкладную планку из огнеупорного материала с расположенным над ней кожухом. Внутренние концевые поверхности соединяемых труб покрывают слоем герметизирующего состава и в одну из труб вводят втулку на половину ее длины. Фиксируют втулку точечной сваркой кожуха с трубой, на втулку надвигают вторую трубу и соединяют трубу посредством сварки. При введении втулки в концы свариваемых труб у торцов втулки образуются кольцевые валики из герметизирующего состава, которые дополнительно герметизируют сопрягаемые поверхности втулки и труб [5].
Недостатки способа заключаются в уменьшение проходного сечения трубы, невозможности их применения для труб малых и больших диаметров и высокой стоимости и трудоемкости процесса монтажа втулки на трубы.
Известен способ нанесении антикоррозионных покрытий газотермическим методом, при котором детали предварительно подогревают до 400-500°С, оплавляют на воздухе и термообрабатывают в две стадии: сначала детали выдерживают при температуре на 50-150°С ниже температуры начала мартенситного превращения в течение 1-2 ч, а затем повышают температуру со скоростью нагрева 8-12 град/мин до значения, соответствующего наибольшей скорости процесса аустенитного распада, выдерживают в течение 2-3 ч, после чего охлаждают до комнатной температуры со скоростью 1-2 град/мин [6].
Недостатки способа заключаются в энергоемкости и длительности процесса нанесения антикоррозионных покрытий.
Наиболее близким к предлагаемому способу является способ, включающий защиту внутренней поверхности трубопровода от коррозии [7].
Недостатки способа заключаются в том, что:
- не предусматривает защиту наружной поверхности концов труб, что приводит к их коррозии и повреждению околошовной зоны трубы при транспортировке и хранении;
- не предусматривает нанесение модифицирующего раствор на наружную поверхность трубы, прикатку экструдированных пленок расплавов из пластмассовой композиции к нагретой поверхности трубы эластичными роликами, что снижает адгезию к поверхности трубы и между слоями изоляции;
- не предусматривает разделку кромок труб, что приводит к смещению кромок стыка по его периметру в процессе сварки трубопровода и снижению качества сварки трубопровода;
- не предусматривает подогрев трубы и стыка перед нанесением самофлюсующегося сплава и перед сваркой корневого шва, зачистку каждого слоя от шлака и сварочных брызг, что приводит к трещинообразованию и снижению твердости покрытия и концов труб, а также снижению качества сварки трубопровода, а также качества защиты внутренней околошовной зоны трубы от коррозии.
Задачей предлагаемого изобретения является снижение энергетических, материальных и трудовых затрат, повышение качества и эффективности защиты от коррозии и надежности эксплуатации стальных протяженных трубопроводов.
Поставленная цель достигается тем, что в отличие от известного способа комплексной защиты от коррозии протяженных стальных трубопроводов, включающего защиту внутренней поверхности трубопровода от коррозии, в предлагаемом способе перед изоляцией разделывают кромки трубы, затем сушат и очищают трубу от загрязнений: механически обрабатывают внутреннюю поверхность трубы, проводят финишную зачистку внутренней поверхности трубы, наносят вблизи кромки трубы основное металлическое защитное покрытие, наносят на основное металлическое покрытие дополнительное металлическое защитное покрытие с частичным перекрытием основного металлического защитного покрытия, нагревают трубу до температуры плавления изоляционного пластмассового покрытия, наносят на внутреннюю поверхность трубы с частичным перекрытием основного слоя металлического защитного покрытия по меньшей мере один слой изоляционного пластмассового покрытия, механически обрабатывают наружную поверхность трубы, очищают наружную поверхность трубы от продуктов обработки, наносят по меньшей мере один слой изоляционного пластмассового покрытия; при монтаже трубопровода из изолированных стальных труб нагревают кромки труб перед сваркой корневого слоя шва, совмещают кромки стыка труб по его периметру, выполняют сварку корневого слоя шва, механически обрабатывают корневой слой шва, перед нанесением заполняющего слоя шва нагревают стык, выполняют сварку заполняющего и облицовочного слоев шва до полного заполнения разделки, в процессе сварки производят зачистку каждого слоя от шлака и сварочных брызг, охлаждают сварное соединение и защищают неизолированную наружную поверхность трубы пластмассовыми изоляционными покрытиями.
Также тем, что разделывают наружные кромки трубы под углом скоса 30-35°, внутренние под углом скоса - 6-8° с притуплением 1,0-2 мм, сушат и нагревают трубу до температуры, предотвращающей образование конденсата влаги после абразивной очистки и увлажнение абразива, обрабатывают внутреннюю и наружные поверхности трубы методом абразивной обработки.
Также тем, что сушат трубу в проходной нагревательной газовой или электрической печи до температуры поверхности трубы на выходе из печи от 60°С до 100°С, после нанесения слоев внутреннего изоляционного пластмассового покрытия устанавливают с обоих концов во внутреннюю полость концов трубы технологические заглушки; трубы стыкуют без зазора между торцами, нагревают трубу, создают развитой микрорельеф на внутренней поверхности трубы до шероховатости Rz=40-50 мкм методом дробеметной или дробеструйной обработки, удаляют с внутренней поверхности трубы дробь и пыль, наносят наружное разделительное покрытие вблизи концов труб, наносят на наружную поверхность трубы пластмассовый грунтовочный слой; сушат и нагревают пластмассовую композицию до температуры плавления, наносят на грунтовочный слой клеевой и основной слои методом последовательной спиральной намотки экструдированных пленок расплавов из пластмассовой композиции и прикатки их к нагретой поверхности трубы эластичными роликами; разрезают покрытие по окружности между трубами и охлаждают трубу, проводят дефектоскопический контроль покрытия труб, ремонтируют сквозные и несквозные дефекты покрытия, защищают концы труб заглушками, при монтаже трубопровода из изолированных стальных труб удаляют заглушки.
Также тем, что нагревают трубу до температуры от 60°С до 100°С, наносят в инертной газовой среде на ширине зоны от кромки трубы от 0,1 до 5 диаметра трубы на нагретую, очищенную и шероховатую поверхность детонационным или/и газотермическим методом внутреннюю поверхность трубы основное металлическое защитное покрытие толщиной более 0,1 мм, содержащее, мас.%: Ni - 67,0-80,0; Cr - 10,0-15,0; C - 0,2-2,0; Fe - 2,5-4,5; Si - 2,0-4,0; B - 2,0-4,0; Co - 0,1-0,5; Cu - 0,1-0,7; Ti - до 0,01, Al - до 0,05 с одновременным нагревом концов трубы до температуры от 250 до 500°С, наносят на ширине зоны от кромки трубы от 0,015 до 0,5 диаметра трубы по меньшей мере один дополнительный слой металлического защитного покрытия общей толщиной более 0,25 мм, наносят на внутреннюю поверхность трубы покрытие из эпоксидных порошковых красок, трубы поштучно передают на рольганг дробеструйной очистки и подают в камеру очистки без зазора между торцами, обрабатывают наружную поверхность трубы до шероховатости Rz=50-100 мкм, очищая поверхность трубы от ржавчины, частиц металла и окислов в камере обеспыливания, оклеивают бумажной или пластмассовой лентой концы труб на ширине зоны от кромок трубы от 0,015 до 0,5 диаметра трубы, устанавливают трубы одну за другой встык, наносят модифицирующий раствор на наружную поверхность трубы, нагревают трубу и сушат модифицирующий раствор до формирования качественного прочного покрытия на поверхности трубы, нагревают трубу в кольцевом индукторе до температуры от 150 до 250°С, наносят на модифицированную наружную поверхность трубы грунтовочный по меньшей мере один слой из эпоксидных красок.
Также тем, что прикатывают роликом клеевой слой на грунтовочный слой, нагревают пластмассовую композицию до температуры плавления и наносят на клеевой слой основной слой, прикатывают роликом основной слой на клеевой слой; удаляют с обоих концов из внутренней полости концов трубы технологические заглушки и наружное покрытие вблизи обоих концов труб, выполняют фаску на кромке наружного покрытия.
Также тем, что на наружную поверхность трубы, совершающей вращательно-поступательное движение, наносят хроматный или фосфатный или хромат-фосфатный раствор, распределяют раствор по поверхности трубы без пропусков и потеков валиком, футерованным ковровым покрытием и контактирующим с трубой, диаметр и длина валика 50-150 мм и 200-300 мм соответственно.
Также тем, что распределяют раствор по поверхности трубы фетровым ковровым покрытием, контактирующим с трубой; грунтовочный слой наносят методом пневмоэлектростатического напыления в электростатическом поле из жидкой или порошковой эпоксидной краски, толщиной от 0,02 до 0,2 мм или от 0,04 до 0,4 мм соответственно.
Также тем, что сушат пластмассовую композицию при температуре 50-70°С, наносят клеевой и основной слои путем подачи расплава пластмассовой композиции в виде ленты толщиной 0,1-0,8 мм методом боковой или «плоскощелевой» экструзии, прикатывают роликом клеевой слой на грунтовочный слой из эпоксидной краски с усилием прикатки прикаточного ролика от 1,0 до 2,5 атм.
Также тем, что нагревают пластмассовую композицию на основе полиэтилена низкой, средней или высокой плотности с добавками термосветостабилизаторов до температуры плавления, наносят методом боковой или «плоскощелевой» экструзии толщиной более 1,0 мм основной слой из расплава пластмассовой композиции на размягченный клеевой слой, прикатывают роликом основной слой на клеевой слой из эпоксидной краски с усилием прикатки прикаточного ролика от 1,2 до 3,5 атм, охлаждают трубу водой или водяным туманом до температуры не менее 60°С, надрезают покрытие по обоим концам труб на расстоянии от торца трубы от 50 до 250 мм под углом скоса кромки покрытия к телу трубы не более 30 градусов, разрезают покрытие по окружности трубы на расстоянии от торца трубы от 50 до 250 мм, проводят дефектоскопический контроль диэлектрической сплошности покрытия труб при напряжении свыше 5 кВ/мм толщины покрытия, ремонтируют сквозные и несквозные дефекты покрытия термоусаживающейся лентой или заполнителем дефектов и нагревают кольцевым подогревателем кромки труб перед сваркой корневого шва на 100-150°С, совмещают кромки стыка труб по его периметру, смещение кромок не должно превышать 8% от толщины стенки трубы, но не более 0,60 мм; устраняют дефекты на поверхности корневого слоя шва, например, вышлифовкой абразивными кругами и ручной дуговой сваркой, после устранения дефектов нагревают стык до температуры 40-100°С, выполняют сварку заполняющего и облицовочного слоев шва до полного заполнения разделки, изолируют сварное соединение и охлаждают его до температуры ниже температуры плавления пластмассового изоляционного покрытия, защищают неизолированную наружную поверхность зоны сварного шва жидкими эпоксидными компаундами и композициями, не содержащими растворителей, и термоусадочными манжетами с замками.
Также тем, что перерывы между окончанием одного слоя шва и началом сварки следующего не более 5 мин, величина усиления облицовочного слоя должна быть от 0,5 до 5 мм, ширина шва должна перекрывать ширину разделки на 2-5 мм в каждую сторону, облицовочный слой должен иметь плавное сопряжение с поверхностью трубы, без подрезов, крупных чешуек и других видимых дефектов, минимальное число слоев, заполняющих разделку стыка при толщине стенки трубы 4-6 мм и 7-11 мм составляет два и три, соответственно, для труб с толщиной стенки 4-6 мм заполняющий слой одновременно является и облицовочным; изолируют сварное соединение сухим теплоизоляционным поясом шириной 100-500 мм.
Вариант способа комплексной защиты от коррозии протяженных стальных трубопроводов, включающий защиту внутренней поверхности трубопровода от коррозии, предусматривает нанесение расплава адгезионной термоплавкой полимерной композиции при температуре плавления в виде ленты непосредственно на нагретую наружную поверхность трубы, после монтажа трубопровода защиту внутренней поверхности от коррозии создают путем транспортирования по трубопроводу инертных газо- или жидкостных продуктов.
Также тем, что предусматривает нанесение непосредственно на наружную поверхности трубы по меньшей мере одного слоя эпоксидной композиции толщиной от 0,2 до 2,5 мм.
Также тем, что предусматривает нагрев термосветостабилизированного полиэтилена или полипропилена до температуры плавления и нанесение расплава в виде ленты методом боковой экструзии на размягченную адгезионную термоплавкую композицию.
Также тем, что предусматривает нанесение на наружную поверхности трубы грунтовочного антикоррозионного слоя толщиной от 0,1 до 0,3 мм на основе эпоксидной композиции, установку проводников сигнальной системы и/или трубопроводов-спутников, и/или противопожарных вставок, нанесение теплоизоляционного слоя на основе жесткого пенополиуретана, нанесение наружного слоя из полиэтиленовой оболочки для наружной прокладки, защиту незащищенной наружной поверхности трубы жидкими эпоксидными компаундами и композициями, не содержащими растворителей, полускорлупами из жесткого пенополиуретана или монтажной пеной и термоусадочными манжетами с замками.
Также тем, что на нагретую наружную поверхность трубы наносят пластмассовые опорно-центрирующие кольца.
Также тем, что опорно-центрирующие кольца наносят методом последовательной спиральной намотки экструдированных пленок расплавов из пластмассовой композиции и прикатки их к нагретой поверхности трубы эластичными роликами.
Также тем, что опорно-центрирующие кольца наносят по меньшей мере два на трубу; отношение высоты, ширин верха и основания опорного кольца относится к диаметру наружному трубы, как 1:(0,01-1,35); 1:(0,07-1,6); 1:(0,1-2,0), соответственно; отношение ширин верха и основания опорного кольца относятся, как 1:(1-2,0).
Также тем, что опорно-центрирующие кольца выполняют из пластмассовой композиции, нанесенной на внешнюю наружную поверхность трубы.
Технический результат:
предложенный способ комплексной защиты от коррозии протяженного стального трубопровода исключает недостатки прототипа и обеспечивает:
- защиту наружной поверхности концов труб, что исключает их коррозию и повреждение околошовной зоны трубы при транспортировке и хранении;
- подогрев трубы и стыка перед нанесением самофлюсующегося сплава и перед сваркой корневого шва, зачистку каждого слоя от шлака и сварочных брызг, что исключает трещинообразование и повышает твердость покрытия и качество сварки трубопровода, а также качество защиты внутренней околошовной зоны трубы от коррозии.
При предложенном методе очистки поверхности трубы полностью удаляется мелкодисперсное облако пылевидных частиц, состоящее из частиц ржавчины, частиц металла и окислов. Финишная очистка и хроматирование наружной поверхности трубы повышает адгезию изоляционного пластмассового покрытия к поверхности трубы, а прикатка роликом клеевого слоя способствует улучшению качества коррозионной защиты стального трубопровода и приводит к сокращению затрат при его эксплуатации.
Способ позволяет определять монтировать систему выявления мест нарушений изоляции участков трубопровода и своевременно производить ее восстановление, что увеличивает срок службы стального трубопровода.
Противопожарные вставки обеспечивают работу трубопровода в пожароопасных условиях и предотвращают распространение огня по изоляции трубопровода.
Анализ информации показал, что заявленное техническое решение не известно из достигнутого уровня техники, в связи с чем оно соответствует критерию «новизна».
Подобное техническое решение явным образом не следует из уровня техники и, следовательно, соответствует критерию «изобретательский уровень».
Осуществление предложенного способа показано на Фиг.1, 2, 3, 4, где показаны следующие элементы коррозионной защиты металлических труб:
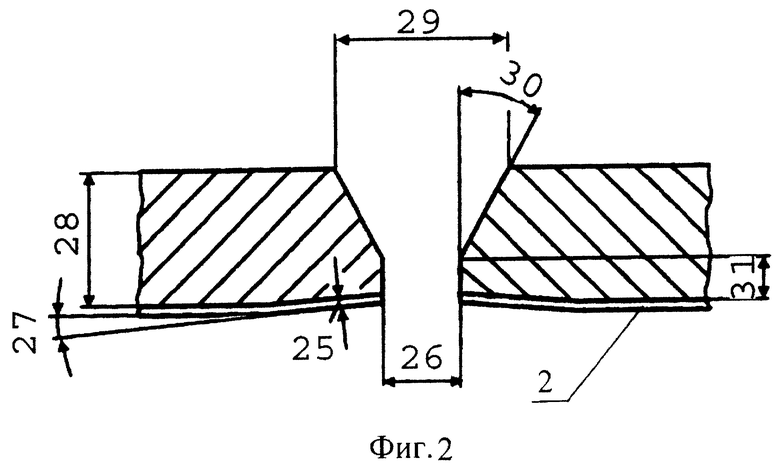
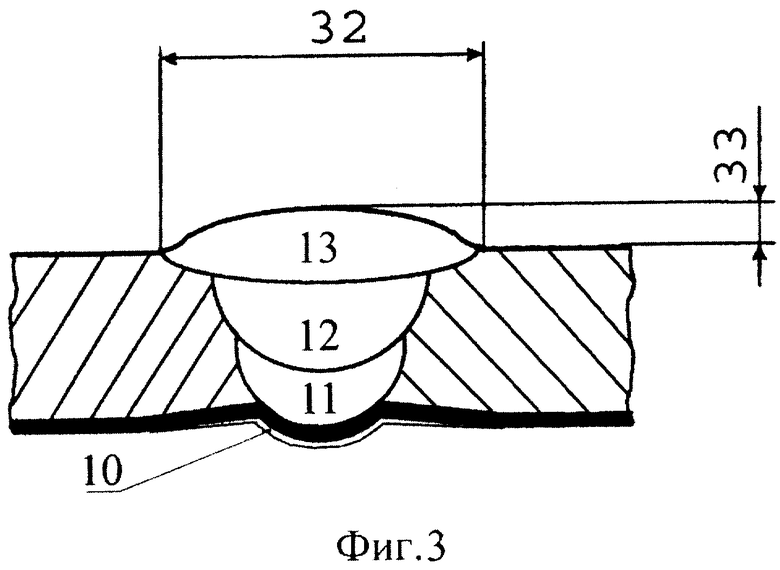
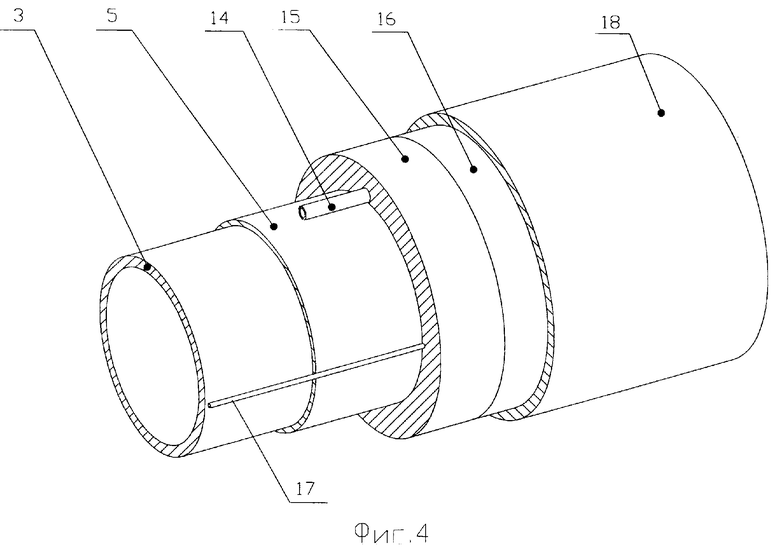
дополнительные слои металлического защитного покрытия 1, основное металлическое защитное покрытие 2, труба 3, хроматное покрытие 4, грунтовочный слой 5, клеевой слой 6, покрытие из эпоксидных порошковых красок 7, основной слой из пластмассовой композиции 8, пленки из стекловидных боросиликатов и карбидов кремния 10, корневой сварочный слой 11, заполняющий сварочный слой 12, облицовочный сварочный слой 13, проводник сигнальной системы 14, противопожарная вставка 15, теплоизоляционный слой на основе жесткого пенополиуретана 16, трубопровод-спутник 17, наружный слой из полиэтиленовой оболочки для наружной прокладки 18, ширина зоны основного металлического защитного покрытия 19, ширина зоны двух дополнительных слоев металлического защитного покрытия 20, ширина верха опорного кольца 21, ширина основания опорного кольца 22, высота опорного кольца 23, ширина перекрытия основного металлического защитного покрытия 24, толщина напыленного антикоррозионного слоя 25, зазор стыка между кромками свариваемых труб 26, угол скоса внутренней кромки трубы 27, толщина стенки трубы 28, ширина разделки кромок стыка 29, угол скоса наружной кромки трубы 30, притупление кромки трубы 31, ширина облицовочного слоя 32, высота валика усиления облицовочного слоя 33.
Для реализации способа используют трубы 3 стальные сварные прямошовные для магистральных газонефтепроводов (технические условия по ГОСТ 20295), трубы стальные электросварные прямошовные (сортамент по ГОСТ 10704, технические требования по ГОСТ 10705 и ГОСТ 10706) и стальные бесшовные горячедеформированные (сортамент по ГОСТ 8732, технические требования по ГОСТ 8731). Диаметр покрываемых труб от 57 до 530 мм, длина труб от 8 до 12 м, толщина стенки труб 28 равна от 3 до 12 мм, овальность труб (по наружному диаметру) не более 1,0%, кривизна труб (от общей длины) не более 0,2%.
Перед изоляцией разделывают наружные кромки трубы 3 под углом скоса 30, равным 30+5°, внутренние под углом скоса 27, равным 7°, с притуплением 31, равным 1,5-1,8 мм. После изготовления фасок поверхность трубы 3 очищают от масла и ржавчины.
Сушат трубу 3 путем нагрева в проходной нагревательной газовой печи до температуры поверхности трубы на выходе из печи 100°С.
Технологические параметры печи:
Проводят дробеструйную обработку внутренней поверхности трубы 3 до шероховатости Rz=40-50 мкм, удаляют с внутренней поверхности трубы дробь и пыль.
Наносят в инертной газовой среде на ширине зоны 19 у кромки трубы, равной 0,2 диаметра трубы, на нагретую, очищенную и шероховатую поверхность внутреннюю поверхность трубы 3 детонационным методом основное металлическое защитное покрытие 2 из порошка никелевого самофлюсующегося сплава ПГ-10Н-01 по ТУ 48-19-383-84 толщиной 25, равной 0,3 мм. При этом концы трубы нагреваются за счет тепловой энергии, выделяющейся при нанесении покрытия до 250°С.
Наносят на ширине зоны 20 у кромки трубы равным 0,1 диаметра трубы два дополнительных слоя металлического защитного покрытия 1 общей толщиной более 0,5 мм.
Наносят на внутреннюю поверхность трубы 3 покрытие из эпоксидных порошковых красок 7, перекрывающее основное металлическое защитное покрытие 2 на ширину 24, равную 0,2 диаметра трубы.
Трубы 3 поштучно передают на рольганг дробеструйной очистки и подают в камеру очистки без зазора между торцами.
Технологические параметры камеры очистки:
Обрабатывают наружную поверхность трубы до шероховатости Rz=40-80 мкм, очищая поверхность трубы от ржавчины, частиц металла и окислов в камере обеспыливания.
Контролируемые показатели:
Для исключения попадания грунтовочного слоя на торец трубы и обеспечения в дальнейшем качественного сварного шва при монтаже трубопровода, а также для облегчения удаления покрытия перед сварочно-монтажными работами оклеивают концы труб на промежуточной механизированной решетке разделительной бумажной лентой.
Технологические параметры:
Ширина разделительной ленты должна соответствовать следующим значениям и приведена в таблице 1.
Устанавливают трубы 3 одну за другой встык и наносят хроматный раствор на поверхность трубы, совершающей вращательно-поступательное движение, распределяя раствор по поверхности трубы без пропусков и потеков фетровым ковром, контактирующим с трубой.
Нагревают трубу 3 в кольцевом индукторе до температуры 200°С.
Технологические параметры:
При термообработке на наружной поверхности трубы 3 образуется хроматное покрытие 4 в виде кристаллов кубической системы - шпинели FeO·Cr2 O3 или FeO·Cr2 CO4, прочно сцепленное с обработанной поверхностью трубы и обладающее высокой химической устойчивостью.
Наносят на наружную поверхность трубы 3 грунтовочный слой 5 толщиной до 0,2 мм способом напыления в электростатическом поле одной из эпоксидных порошковых красок марки П-ЭП-0305 по ТУ 2329-145-05034239-2001 или ЭПП-5 по ТУ 2312-015-00205133-98 или Basepoks РЕ 50-7191 или Skochkout 226N Slow 11G или Eurokote 714.41.
Нанесение грунтовочного слоя 5 из эпоксидных порошковых красок осуществляется с помощью установки УЭСН-А6. Распылители установки размещаются в камере напыления, подключенной к вытяжной вентиляции.
Установка создает псевдосжиженный слой из смеси воздуха и грунтовочного слоя, которая распыляется из распылительных пистолетов в электростатическом поле на поверхность трубы. При распылении эпоксидный порошок расплавляется на поверхности горячей трубы за счет тепла нагретой трубы.
Технологические параметры:
Для обеспечения оптимальной степени влажности одну из модифицированных адгезионных композиций марки Lukalen 3510 Н или ME 0420, или Orevac 18350 перед использованием композиции подвергают сушке в бункере с помощью сушильной установки СГ-300 при температуре 50-70°С.
Поддерживая грунтовочный слой в недоотвержденном состоянии, наносят на грунтовочный слой 5 клеевой слой 6 путем подачи методом боковой экструзии в виде ленты толщиной 0,2 мм расплава модифицированной адгезионной композиции.
Линия нанесения изоляции труб состоит из червячного пресса (экструдера) УПР-1500-6 в комплекте с фильтром, бункером-осушителем, переходником-обогреваемым трубопроводом, плоскощелевой головкой, прикатным роликом клеевого слоя.
Технологические параметры линии:
Прикатывают роликом клеевой слой 6 на грунтовочный слой 5 из эпоксидной краски с усилием прикатки прикаточного ролика 1,5 атм.
Нагревают пластмассовую композицию на основе полиэтилена низкой плотности с добавками термосветостабилизаторов одного из композиций полиэтилена высокого давления марки ПЭВД 153-10К по ГОСТ 16336-77 или Lupolen 4552 D, или НЕ 3450 или Lacotene.
Наносят основной слой из расплава пластмассовой композиции 8 методом плоскощелевой экструзии толщиной 1,0 мм на размягченный клеевой слой 6.
Для нанесения основного слоя из расплава пластмассовой композиции 8 используют: пресс червячный (экструдер) УПР-1500-3 в комплекте с бункером-осушителем, фильтром, переходником- обогреваемым трубопроводом, плоскощелевой головкой, прикатным роликом основного слоя.
После заполнения бункера экструдера гранулированной композицией полиэтилена необходимо установить температуры нагрева по зонам цилиндра, трубопровода, головки на цифровом индикаторе регулятора температуры в соответствии с заданными параметрами.
Технологические параметры температура нагрева по зонам для различных материалов приведены в таблице 2.
Прикатывают роликом основной слой из расплава пластмассовой композиции 8 на клеевой слой 6 из эпоксидной краски с усилием прикатки прикаточного ролика 2,5 атм.
После выхода труб 3 из зоны изоляции перед зоной охлаждения разрезают разделительное бумажное покрытие по окружности между трубами вручную ножом.
Технологические параметры:
Подают трубу в зону охлаждения, где происходит охлаждение поверхности трубы с покрытием водой при ее движении до температуры не менее 60°С.
Технологические параметры зоны охлаждения:
Надрезают покрытие по обоим концам труб на расстоянии от торца трубы от 50 до 150 мм под углом скоса кромки покрытия к телу трубы не более 30 градусов.
Разрезают покрытие по окружности трубы на расстоянии от торца трубы от 50 до 250 мм, проводят дефектоскопический контроль диэлектрической сплошности покрытия труб при напряжении свыше 5 кВ/мм толщины покрытия.
При обнаружении дефектов ремонтируют сквозные и несквозные дефекты покрытия термоусаживающейся лентой Терма-Р, Терма-СТ или заполнителем дефектов Терма-РЗ.
Защищают концы труб 3 пластмассовыми или металлическими заглушками (не показаны).
Монтаж труб 3 с защитным покрытием ведется с соблюдением мер по сохранности этого покрытия за счет использования мягких полотенец и утилизированных автопокрышек для зашиты труб от стрел трубоукладчиков.
Перед сваркой прокаливают сварочные электроды в печи в течение 1 час при температуре 350°С. После прокалки электроды держат в герметичном термопенале.
Перед сваркой корневого шва вне зависимости от температуры окружающего воздуха производят предварительный подогрев на 100-150°С кромок труб кольцевым подогревателем. Температура измеряется термокарандашом, термокраской или прибором типа ТП-1 не менее чем в 3-х точках, равномерно разнесенных по периметру стыка на расстоянии 10-15 мм от торца трубы. Для труб малого диаметра (до 150 мм) допускается наружный нагрев одиночной газовой горелкой. Операции подогрева стыка, сборки и сварки труб делают без перерыва.
После подогрева стыка собирают стык с зазором 26, равным 1+0,5 мм, с использованием на наружных центраторов, смещение кромок не должно превышать 8% от толщины стенки трубы 28, но не более 0,60 мм.
При разностенности свариваемых труб до 1,5 толщин сопряжение стыков производят согласно требованиям ВСН 006-89 и ВСН 02-88, а сварку корневого шва допускается вести аустенитными электродами. При разностенности больше 1,5 толщин соединение труб осуществляется согласно нормам ВСН 0006-89 при помощи специальных переходников или вставок с соответствующим защитным покрытием.
При сварке труб поверхность трубы защищается от огня и сварочных брызг специальными огнеупорными ковриками.
После установки наружного центратора на трубах диаметром 150 мм нанести две прихватки; на трубах диаметром более 150 мм - три прихватки, равномерно распределив их по периметру стыка. Длина прихваток 40-60 мм, при низких температурах 60-80 мм. Нижние значения интервала длин прихваток для труб малого диаметра (<150 мм), средние и верхние - для труб диаметром >150 мм. Выполнить прихватки на режимах сварки корневого слоя с полным проваром. Зачистить зоны прихватки дисковой проволочной щеткой, сами прихватки - абразивным кругом (шлифмашинка типа НРБ), начало и концы прихваток вышлифовать полностью.
Перед сваркой снять наружный центратор и выполнить сварку кольцевого стыка труб при выполнении слоев всех типов (корневого 11, заполняющего 12 и облицовочного 13) на подъем - снизу вверх, до полного заполнения разделки (ширина сварочного шва) 29 с перерывами между окончанием одного слоя шва и началом сварки следующего не более 5 мин. В процессе сварки производить зачистку каждого слоя от шлака и сварочных брызг.
Использовать для ручной сварки стыков труб, на внутренние поверхности концов которых нанесено металлизационное покрытие газопламенным напылением, следующие сварочные материалы:
- для первого, корневого слоя 11 - покрытые электроды аустенитного структурного класса марок ОЗЛ-39 (по ISO:E17.14Mn3Si3VB20) или ОЗЛ-6 (по ISO:E23.12B20); а также допускается применение электродов типа Э42А (по ISO:E434B20) марки УОНИ-13/45, типа Э50А (по ISO:E474B20) марки LB-52 U,
- для заполняющего 12 и облицовочного слоев 13 - типа Э50А (по ISO:E514B20) марок ОК-48.00, ОК-48.04, LB-52U, УОНИ-13/55.
Режимы ручной дуговой сварки неповоротных стыков труб с антикоррозионной защитой концов при выполнении разного типа слоев шва (корневого, заполняющего и облицовочного) приведены в таблице 3.
Если зазор в стыке 26 превышает предельную норму на 10-20%, то допускается выполнять сварку на нижнем значении рекомендуемого диапазона токов. Если меньше заданного на 10-20%, то допускается сваривать стык на токах, превышающих рекомендуемые на 10-15 А. В последнем случае для сварки используется только половина электрода.
При сварке корневого слоя шва дугу возбуждают методом «зажигания спички» на поверхности разделки, затем, чуть оторвав электрод от поверхности зажигания (длина дуги не более 1,5 мм), мгновенно переводят электрод на свариваемые кромки. Кратер необходимо выводить на поверхность разделки кромок. После достижения контакта между электродом и поверхностью электрод перемещают без поперечных колебаний, непрерывно регулируя положение дуги относительно сварочной ванны. Промежуток «застывший сварочный шлак - дуга» регулируется изменением наклона электрода, скоростью его перемещения, усилием прижатия электрода к свариваемым кромкам и силой тока.
С целью выявления скрытых дефектов и получения ровной подложки для наложения последующих слоев по окончании сварки немедленно обрабатывают корневой слой абразивным кругом (шлифмашинка типа НРБ).
Устраняют вышлифовкой абразивными кругами и ручной дуговой сваркой вскрытые карманы со шлаком и другие наружные дефекты - свищи, поры, трещины.
После ремонта перед нанесением заполняющего слоя нагреть стык до температуры 50°С.
Выполнить сварку заполняющего 12 и облицовочного 13 слоев шва на режимах, приведенных в таблице 3.
Сварка швов выполняется непрерывно до полного заполнения разделки. Перерывы между окончанием одного слоя и началом сварки следующего должны быть не более 5 мин.
При сварке заполняющих и облицовочного слоев шва межслойная минимальная температура должна быть не менее 50°С. Если межслойная температура упала ниже минимальной нормы, то процесс сварки следует остановить, нагреть стык до температуры предварительного подогрева и после этого продолжить сварку.
Процессы плавления электрода на стадии капли и плавления свариваемого металла в ванне корневого слоя начинаются при температуре около 2000°С, протекают кратковременно (менее 1 с) и сопровождаются интенсивным перемешиванием взаимодействующих между собой металла, шлаков, газов и самофлюсующегося сплава. Предварительный подогрев на 100-150°С кромок труб при их сварке и тепловая изоляция околошовной зоны после сварки обеспечивает на этих стадиях легирование корневого слоя 11 за счет физико-химического взаимодействия наплавляемого металла с частью прилегающего к стыку самофлюсующегося сплава (прежде всего с никелем и хромом), шлаками и газами расплавленного покрытия электрода. Выделяющиеся при плавлении самофлюсующегося сплава окислы бора и кремния всплывают на поверхность и образуют на шве стекловидную боросиликатную пленку, дополняемую шлаками покрытия электрода.
Кроме того, в условиях высокотемпературного воздействия без доступа кислорода при температуре 1390-1410°С шлаков и самофлюсующегося сплава на внутренней поверхности трубы в околошовной зоне формируется упрочненная и уплотненная керамическая структура вследствие химического взаимодействия углеродсодержащих компонентов по реакции:
Пленки из стекловидных боросиликатов и карбидов кремния (SiC) 10 защищают от износа и коррозии внутреннюю поверхность шва и околошовной зоны, наиболее подверженной коррозии.
Высота валика усиления облицовочного слоя 33 должна быть не менее 1 мм, ширина шва 29 должна перекрывать ширину разделки 32 на 2-5 мм в каждую сторону, облицовочный слой 33 должен иметь плавное сопряжение с поверхностью трубы, без подрезов, крупных чешуек и других видимых дефектов, минимальное число слоев, заполняющих разделку стыка при толщине стенки трубы, равной 4-6 мм и равной 7-11, мм два и три, соответственно, для труб с толщиной стенки, равной 4-6 мм, заполняющий слой одновременно является и облицовочным.
После сварки зачистить полностью сваренный кольцевой стыковой шов и прилегающие к нему участки основного металла от сварочных брызг дисковыми проволочными щетками.
Изолировать сварное соединение сухим теплоизоляционным поясом шириной 100-500 мм и охладить его до температуры ниже температуры плавления пластмассового изоляционного покрытия.
Защитить неизолированную наружную поверхность зоны сварного шва жидкими эпоксидными компаундами и композициями, не содержащими растворителей, и термоусадочными манжетами с замками (не показаны).
Вариант предусматривает нанесение расплава адгезионной термоплавкой полимерной композиции или покрытия из эпоксидных порошковых красок 7 толщиной от 0,2 до 2,5 мм при температуре плавления в виде ленты непосредственно на нагретую наружную поверхность трубы 3, затем на нагретую наружную поверхность трубы с полимерным покрытием наносят пластмассовые опорно-центрирующие кольца 9 методом последовательной спиральной намотки экструдированных пленок расплавов из пластмассовой композиции и прикатки их к нагретой поверхности трубы с полимерным покрытием эластичными роликами, при этом наносят по меньшей мере два опорноцентрирующих кольца на трубу; отношения высоты 23, ширины верха 21 и основания 22 опорного кольца к наружному диаметру трубы равны соответственно 1:(0,01-1,35); 1:(0,07-1,6); 1:(0,1-2,0); отношение ширин верха 21 и основания 22 опорного кольца равно 1:(1-2,0).
Вариант предусматривает предварительную очистку от окисляющих веществ (капель и паров влаги, масел и механических примесей) газо- или жидкостных продуктов; после монтажа трубопровода защиту его внутренней поверхности от коррозии создают путем подачи в трубопровод инертных газо- или жидкостных продуктов.
Также предусматривает применение в качестве основного слоя расплав пластмассовой композиции 8 из термосветостабилизированного полиэтилена или полипропилена, нагрев его до температуры плавления и нанесение расплава в виде ленты методом боковой экструзии на размягченную адгезионную термоплавкую композицию.
Также предусматривает нанесение на наружную поверхность трубы грунтовочного слоя 5 толщиной от 0,1 до 0,3 мм на основе эпоксидных порошковых красок 7, установку проводников сигнальной системы 14, и/или трубопроводов-спутников 17, и/или противопожарных вставок 15, нанесение теплоизоляционного слоя на основе жесткого пенополиуретана 16, нанесение наружного слоя из полиэтиленовой оболочки для наружной прокладки 18, защиту незащищенной наружной поверхности трубы жидкими эпоксидными компаундами и композициями, не содержащими растворителей, полускорлупами из жесткого пенополиуретана или монтажной пеной и термоусадочными манжетами с замками (не показаны).
Также предусматривает нанесение на нагретую наружную поверхность трубы пластмассовых опорно-центрирующих колец методом последовательной спиральной намотки экструдированных пленок расплавов из пластмассовой композиции и прикатки их к нагретой поверхности трубы эластичными роликами. Основные геометрические параметры опорно-центрирующих колец 9 в зависимости от диаметров трубы 3 основного трубопровода и трубы-оболочки(футляр, не показана) приведены в таблице 4.
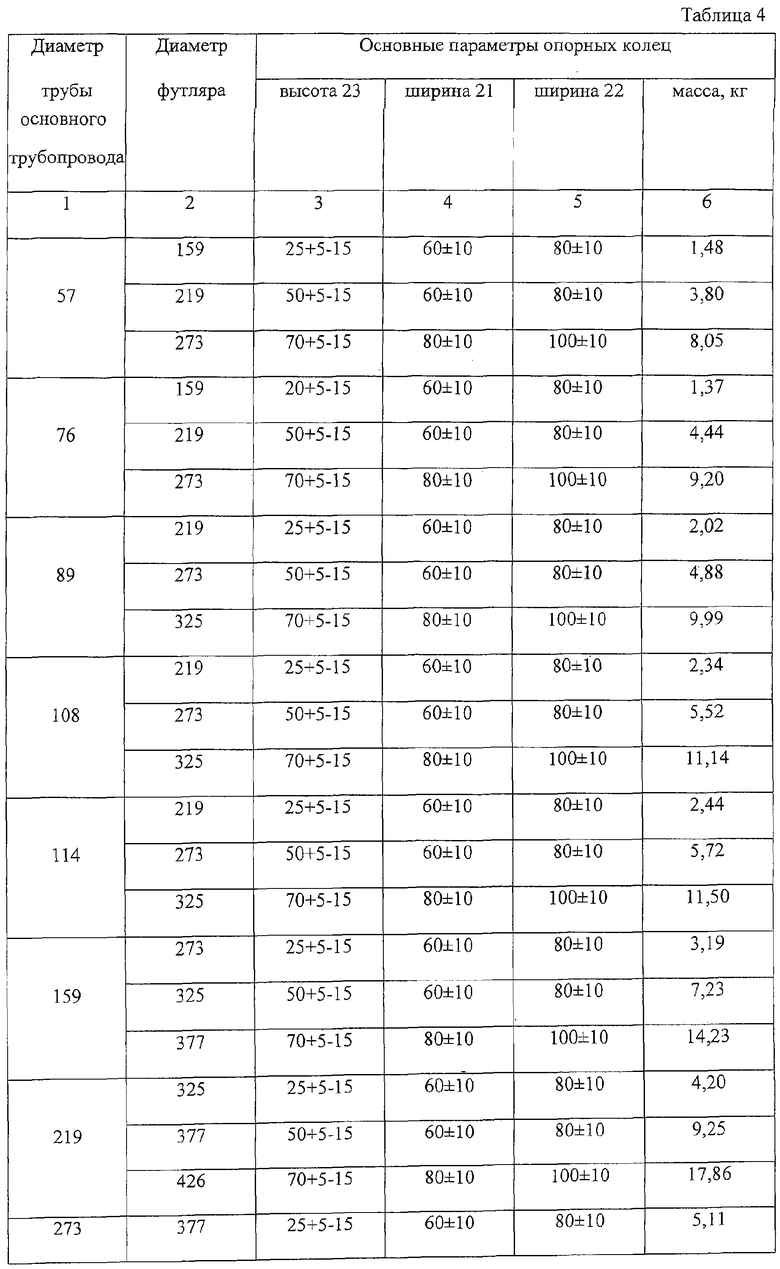
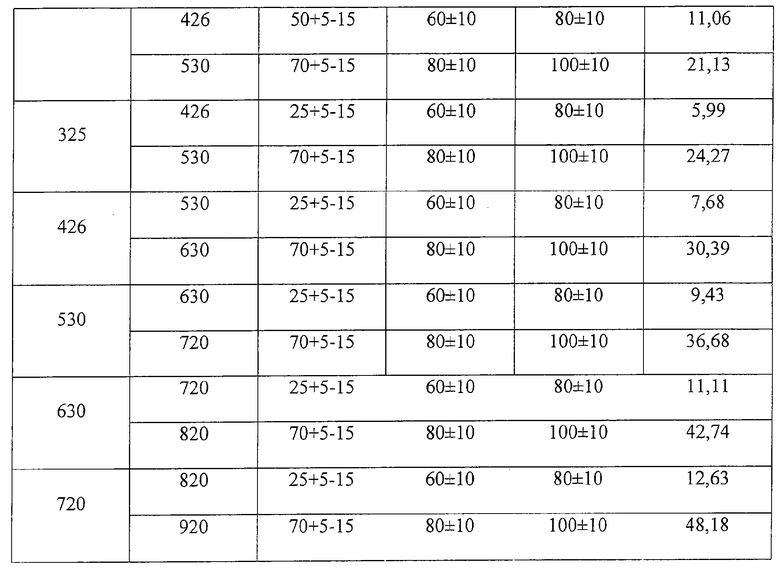
Данные, представленные в таблицах 1-4, приведены для пояснения вариантов реализации изобретения, изображенных на фигурах 1, 2, 3, 4, но это не означает, что изобретение обязательно ограничивается ими. Параметры, представленные в таблицах 1-4, не следует рассматривать как ограничения, налагаемые на изобретение, которое может иметь много вариантов в соответствии с изложенными идеями.
Технический результат от изобретения заключается в снижении энергетических, материальных и трудовых затрат, повышении качества и эффективности защиты от коррозии и надежности эксплуатации стальных протяженных трубопроводов.
Это достигается оптимальным выбором способа защиты от коррозии стальных газовых, нефтяных трубопроводов в зависимости от способов наружной или подземной прокладки трубопроводов, химической и механической агрессивности окружающей среды и перекачиваемых продуктов.
Изобретение предусматривает комплексное решение по нанесению антикоррозионных покрытий на стальные трубы и решение проблемы защиты внутренней зоны сварного стыка и околошовной зоны, как наиболее уязвимой при коррозии.
Преимущество первого варианта изобретения заключается в следующем:
защита зоны стыка изготавливается в заводских условиях;
не уменьшается проходное сечение трубопровода в зоне стыка;
не возникают дополнительные гидродинамические сопротивления в зоне стыка;
снижается стоимость строительства за счет использования труб с меньшей толщиной стенки (без дополнительного припуска на внутреннюю коррозию) и меньших диаметров;
не требуются дополнительные материалы при монтаже трубопроводов;
упрощается технология и увеличивается скорость монтажа трубопроводов.
Применение способа позволяет в 1,5-2 раза снизить первоначальную стоимость и сроки строительства и от 3 до 10 раз увеличить сроки службы трубопроводов.
При выполнении подземных переходов под дорогами, путепроводами и преодолении водных преград, для разгрузки от воздействия внешних нагрузок основной трубопровод прокладывается в дополнительных трубах - оболочках (футлярах), сваренных в плеть. Для прокладки в футлярах основного трубопровода из труб с заводской полиэтиленовой изоляцией необходимы опорные кольца, облегчающие монтаж и создающие равномерный зазор между трубами.
В отличие, например, от способа сооружения переходов подземных трубопроводов в защитных кожухах под препятствиями по патенту RU №2217644, по которому опорно-центрирующие кольца закрепляются с расчетным шагом стяжными хомутами на наружной поверхности трубопровода, а каждое опорно-центрирующее кольцо выполнено из эластичного пористого материала в виде одно- или двухслойного прилегающего к трубопроводу листа, предлагаемый способ предусматривает изготовление труб с опорными кольцами в заводских условиях в едином технологическом процессе.
При этом опорные кольца наносятся на неостывшую после нанесения полимерного покрытия трубу, что улучшает прочность сцепления их с трубой, снижает энергетические затраты на изготовление изолированных труб.
Прочность конструкции существенно упрощает работы по выполнению переходов и целостность заводской изоляции.
Заполнение трубопроводов после их монтажа прокачиваемыми по трубопроводу инертными продуктами обеспечивает антикоррозионную защиту их внутренней поверхности, не требует энергетических, материальных и трудовых затрат на коррозионную защиту внутренней поверхности трубопроводов по первому варианту, что снижает стоимость изготовления изолированных труб и строительства за счет использования труб с меньшей толщиной стенки и меньших диаметров.
При этом очистка прокачиваемой среды от капель и паров влаги, масел и механических примесей проводится по любому известному способу, например по патенту RU №2252358.
Специалисту в данной области очевидны многочисленные модификации и варианты конкретных способов, рассмотренные выше.
Положительные результаты испытаний в ОАО «Славнефть-Мегионнефтегаз» изолированного по предложенному способу магистрального газопровода «Бухара-Урал» (1919-1945 км) подтвердили эффективность и широкие возможности практического использования заявляемого способа в будущем.
Промышленное производство изолированных труб по заявленным способам апробировано в ООО «предприятие «Трубопласт».
Изложенное свидетельствует, что изобретение соответствует критерию «промышленная применимость».
Источники информации
1. Патент RU №2237748.
2. Борисов Б.И. Изоляционные работы при строительстве магистральных трубопроводов. М.: Недра, 1990, с.56.
3. Авт.св. SU 1797505.
4. Патент RU №2217644.
5. Патент RU №22093606.
6. Патент RU №22014717.
7. Патент RU №2105921 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ | 2003 |
|
RU2237748C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ СТАЛЬНЫХ ГАЗОПРОВОДОВ | 2005 |
|
RU2273681C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| СПОСОБ НАНЕСЕНИЯ НАРУЖНОГО ТРЕХСЛОЙНОГО ПОКРЫТИЯ НА МАГИСТРАЛЬНУЮ ТРУБУ | 2014 |
|
RU2559621C1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 2002 |
|
RU2222747C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
Изобретение относится к защите металлов от коррозии и может быть использовано при защите стальных газовых и нефтяных трубопроводов. Способ включает разделку кромок трубы, сушку и очистку, механическую обработку внутренней поверхности трубы, финишную зачистку, нанесение вблизи кромки трубы основного металлического покрытия, затем дополнительного с частичным перекрытием основного, нагревание трубы до температуры плавления изоляционного пластмассового покрытия и нанесение на внутреннюю ее поверхность с частичным перекрытием основного слоя металлического покрытия одного слоя изоляционного пластмассового покрытия, механическую обработку наружной поверхности трубы, очистку и нанесение слоя изоляционного пластмассового покрытия, монтаж трубопровода, для чего нагревают кромки труб, совмещают их, выполняют сварку, механически обрабатывают корневой слой шва, нагревают стык, выполняют сварку заполняющего и облицовочного слоев шва, охлаждают и защищают неизолированную наружную поверхность трубы пластмассовыми изоляционными покрытиями. Вариант способа предусматривает нанесение расплава термоплавкой полимерной композиции на нагретую наружную поверхность трубы, после чего на нее наносят пластмассовые опорно-центрирующие кольца методом намотки экструдированных пленок расплавов из пластмассовой композиции, прикатывают, при этом отношение высоты, ширин верха и основания опорного кольца относится к диаметру наружному трубы, как 1:(0,01-1,35); 1:(0,07-1,6); 1:(0,1-2,0), соответственно, отношение ширин верха и основания опорного кольца относятся, как 1:(1-2,0), после монтажа трубопровода защиту внутренней его поверхности создают путем транспортирования инертных продуктов. Технический результат: снижение энергетических, материальных и трудовых затрат, повышение качества и эффективности защиты от коррозии и надежности эксплуатации трубопроводов. 2 н. и 12 з.п. ф-лы, 4 табл., 4 ил.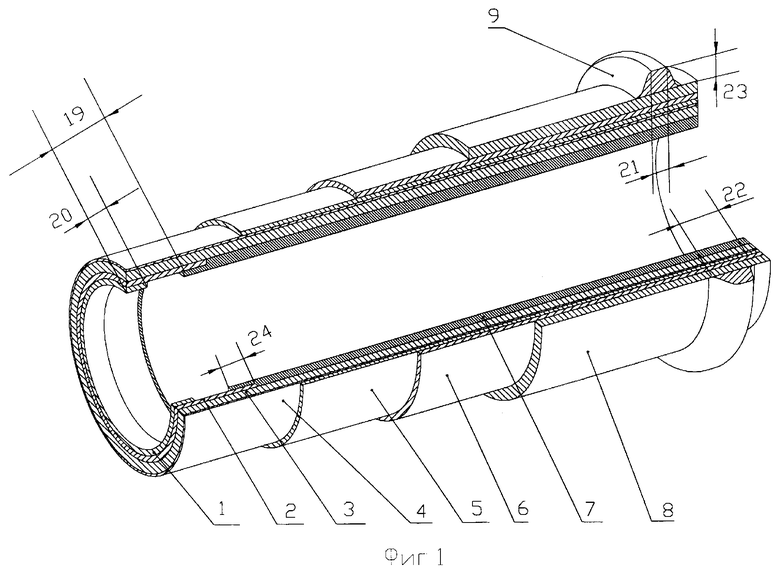
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ | 2003 |
|
RU2237748C1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2105921C1 |
| RU 98116075 A1, 10.05.2000. | |||

