Область техники
Изобретение относится главным образом к усиленным ламинатам для монтажных электронных плат и, более конкретно, к ламинатам, содержащим тканые изделия из стекловолокна, имеющим покрытие, которое совместимо с ламинатными смолами матрицы и облегчает ткачество с использованием современных пневматических бесчелночных ткацких станков.
Уровень техники
Монтажные электронные платы обычно формуют из ламинированных слоев материала, состоящего из усиленных волокон, таких как стекловолокно, которое обеспечивает стабильность размеров платы, для сохранения работоспособности смонтированных на ней электронных схем. Искривление или перекос платы из-за различия скоростей термического расширения компонентов платы, вызванного градиентами температуры в процессе изготовления и применения, может отрицательно повлиять на адгезию схем на плате, а следовательно, на их надежность и характеристики.
Степень шероховатости поверхности ламината также может влиять на адгезию электронных схем на плате. Дефекты в армировке из переплетенной ткани, такие как сломанные волокна или пыль, могут отрицательно повлиять на степень шероховатости и воспрепятствовать адгезии между электронной схемой и ламинатом. В пневматических бесчелночных ткацких станках образуется пыль, когда разделяются нити стекловолокна в связках, когда на основу воздействует бердо или когда уток продувается струей воздуха с большой скоростью. С увеличением скорости в современных пневматических бесчелночных ткацких станках все большее значение приобретает целостность прядей и стойкость волокна к разрыву, обеспечиваемая покрытием пряди.
Покрытие на стекловолокне также влияет на качество платы. Крахмал, который является компонентом многих проклеивающих композиций для стекловолокна, используемого в операциях ткачества, может отрицательно влиять на адгезию между стекловолокном и материалом матрицы ламината, т.е. крахмал обычно не совместим с материалом смолы матрицы ламината. Для того чтобы устранить несовместимость между стекловолокном и материалами матрицы, обычно до ламинирования, из тканого полотна удаляют покрывающую или проклеивающую композицию путем термического разложения компонентов проклейки (термическая обработка или обезмасливание) или путем промывки водой. Традиционный способ термической очистки включает прогрев ткани при 380oС в течение 60-80 ч. Затем очищенную ткань вновь покрывают силановым сочетающим (связующим) агентом для улучшения адгезии между стекловолокном и смолой матрицы.
Прочность стекловолокна, и более конкретно прочность ламината на изгиб, может сильно снизиться в результате этих термических процессов удаления покрытия с волокон. Термическая обработка стекловолокна с высоким содержанием диоксида кремния, такого как D-стекло, S-стекло и Q-стекло, является особенно нежелательной из-за потери прочности и обесцвечивания.
Из уровня техники известны многие покрывающие композиции для стекловолокна, для которого требуется термическая или водная очистка до использования в качестве армировки в композите или ламинате. В заявке на патент Японии 9-208268 описана ткань, пряжа для которой получена из стекловолокна, покрытого сразу же после намотки с крахмалом или синтетической смолой и 0,001-20,0 вес.% неорганических твердых частиц, таких как коллоидный диоксид кремния, карбонат кальция, каолин и тальк. До образования ламината требуется провести обезжиривание под действием тепла или воды.
В патенте США 5286562 раскрыта текстильная пряжа для получения экранов, которая произведена на пневматических бесчелночных ткацких станках, имеет по меньшей мере 45 вес.% покрытия из парафина, смазок, поливинилпирролидона и кремнийорганических сочетающих агентов. В патенте США 5038555 описаны свитые пучки стекловолокна для получения экранов, которые покрыты водной композицией для химической обработки, которая содержит формирователь эпоксидной пленки, эмульгатор, смазку, металлоорганический сочетающий агент, поливинилпирролидон, полиэтилен и воду.
Для устранения операций термической очистки стеклоткани в заявке на патент Японии 9-208268 описан первичный проклеивающий агент для стекловолокна, содержащий водорастворимую эпоксидную смолу и имеющий рН от 5,5 до 7,5, который облегчает удаление проклейки водой. Аналогично, в патенте США 5236777 раскрыты способы получения стеклоткани для усиления смолы путем покрытия стеклянной пряжи первичной проклейкой, содержащей по меньшей мере один водорастворимый пленкообразующий агент, выбранный из группы, состоящей из эпоксидной смолы, модифицированной амином, эпоксидной смолы с добавкой окиси этилена и бисфенола А с добавкой окиси этилена, силановый сочетающий агент и смазку; промывки пряжи водой для уменьшения количества первичной проклейки до менее чем 0,25 вес.% потерь при прокаливании (LOI) и обработки вторичным проклеивающим агентом. В заявке на патент Японии 9-268034 описаны связующие для пряжи стекловолокна без скручивания, которые включают водорастворимое уретановое соединение и/или водорастворимый эпоксидный продукт, модифицированный по реакции присоединения с многоатомным спиртом.
В патенте США 4933381 раскрыта совместимая со смолой проклеивающая композиция для стекловолокна, содержащая формирователь эпоксидной пленки, неионную смазку, катионную смазку, силановый сочетающий агент и кислоту, такую как уксусную или лимонную.
В заявке на патент Японии 8-325950 описан проклеивающий агент для стекловолокна, содержащий в качестве существенных компонентов поливинилпирролидон, водорастворимый продукт присоединения амина к эпоксидной смоле и силановый сочетающий агент, который не требуется удалять термической обработкой из полученной стеклоткани.
В заявке на патент Японии 7-102483 описан вторичный проклеивающий агент основы для стекловолокна, из которого ткут стеклоткань, для которой не требуется термическое удаление масла. Этот проклеивающий агент основы главным образом состоит из поливинилпирролидона и содержит добавку, такую как полиэтиленоксид с высокой молекулярной массой. В качестве связующего компонента может быть введена водорастворимая эпоксидная смола.
Существует потребность в стекловолокне, которое совместимо со множеством полимерных матричных материалов, которые предотвращают образование пыли и разрушение волокон в процессе ткачества, которые могут улучшать адгезию между ламинатом и электронной схемой, и которое совместимо с современным пневматическим бесчелночным ткацким оборудованием, для того чтобы повысить производительность.
Сущность изобретения
Один из аспектов настоящего изобретения представляет собой усиленный ламинат для электроосновы печатной платы, причем такой ламинат включает: (а) полимерный матричный материал и (b) армированное тканевое изделие, содержащее пряжу из стекловолокна, на которое, по крайней мере, частично нанесено покрытие, совместимое с полимерным матричным материалом, такая пряжа имеет значение потерь при прокаливании в интервале 0,01-0,6 вес.% и значение силы транспортной тяги под воздействием воздушной струи порядка 100000 г действующей силы на грамм массы пряжи при использовании игольчатого воздухоструйного насадочного устройства с внутренней воздушно-струевой камерой диаметром 2 мм и выходной трубкой насадки длиной 20 см при скорости подачи пряжи 274 м/мин и давлении воздуха около 310 килопаскалей, причем ламинат имеет прочность на изгиб в направлении заполнения ткани более 3•107 кг/м2 (около 42,7 кПа).
Другой аспект настоящего изобретения относится к усиленному ламинату для электроосновы печатной платы, причем такой ламинат включает: (а) полимерный матричный материал и (b) армированное тканевое изделие, содержащее пряжу из стекловолокна, на которое, по крайней мере, частично нанесено покрытие, совместимое с полимерным матричным материалом, причем такое покрытие включает (1) полиэфир и (2) по крайней мере один полимер, выбранный из группы, состоящей из винилпирролидоновых полимеров, полимеров винилового спирта и крахмалов.
Еще один аспект настоящего изобретения относится к усиленному ламинату для электронной основы, включающему: (а) полимерный матричный материал и (b) армированное тканевое изделие, содержащее пряжу из стекловолокна, на которое, по крайней мере, частично нанесено покрытие, совместимое с полимерным матричным материалом, причем такое покрытие содержит (1) полиэфир и (2) полимер винилпирролидона.
Другой аспект настоящего изобретения относится к монтажным электронным платам, включающим: (а) ламинат для электронной основы, содержащий: (i) тканевое изделие, включающее пряжу, содержащую стекловолокно, такая пряжа имеет значение потерь при прокаливании в интервале 0,01-0,6 вес.% и значение силы транспортной тяги под воздействием воздушной струи порядка 100000 г действующей силы на грамм массы пряжи при использовании игольчатого воздухоструйного начадочного устройства с внутренней воздухоструйной камерой диаметром 2 мм и выходной трубкой насадки длиной 20 см при скорости подачи пряжи 274 м/мин и давлении воздуха около 310 килопаскалей, причем ламинат имеет прочность на изгиб в направлении заполнения ткани более 3•107 кг/м2 (около 42,7 кПа), и (ii) слой полимерного матричного материала, нанесенный, по крайней мере, на часть ткани, и (b) электропроводящий слой, расположенный вблизи выбранных участков выбранных сторон ламината.
Еще один аспект настоящего изобретения относится к монтажным электронным платам, содержащим: (а) ламинат для электронной основы, включающий: (i) плетеное тканевое изделие из пряжи, содержащей стекловолокно, на которое, по крайней мере, частично нанесено покрытие, содержащее (1) полиэфир и (2) по крайней мере, один полимер, выбранный из группы, состоящей из полимеров вилинилпирролидона, полимеров винилового спирта и крахмалов, и (ii) слой полимерного матричного материала, нанесенный, по крайней мере, на часть ткани, и (b) электропроводящий слой, расположенный вблизи выбранных сторон ламината.
Другой аспект настоящего изобретения представляет собой электронную плату, содержащую: (а) ламинат для электроосновы, включающий (i) первый композитный слой, включающий (1) тканевое изделие из пряжи, содержащей стекловолокна, причем такая пряжа имеет значение потерь при прокаливании в интервале 0,01-0,6 вес.% и значение силы транспортной тяги под воздействием воздушной струи порядка 100000 г действующей силы на грамм массы пряжи при использовании игольчатого воздухоструйного насадочного устройства с внутренней воздухоструйной камерой диаметром 2 мм и выходной трубкой насадки длиной 20 см при скорости подачи пряжи 274 м/мин и давлении воздуха около 310 килопаскалей, причем ламинат имеет прочность на изгиб в направлении заполнения ткани более 3•107 кг/м2 (около 42,7 кПа), и (2) слой полимерного матричного материала, нанесенный, по крайней мере, на часть ткани; а также (ii) второй композитный слой, отличный от первого композитного слоя; и (b) электропроводящий слой, расположенный вблизи выбранных участков выбранных сторон ламината.
Еще один аспект настоящего изобретения относится к монтажным электронным платам, включающим: (а) ламинат для элетроосновы, содержащий (i) первый композитный слой, включающий: (1) плетеную ткань из пряжи, содержащей стекловолокно, на которое, по крайней мере, частично нанесено покрытие, содержащее (А) полиэфир и (В) по крайней мере один полимер, выбранный из группы, состоящей из полимеров поливинилпирролидона, полимеров винилового спирта и крахмалов, и (2) слой полимерного матричного материала, нанесенный, по крайней мере, на часть ткани, и (ii) второй композитный слой, отличный от первого композитного слоя, а также (b) электропроводящий слой, расположенный вблизи выбранных участков выбранных сторон ламината.
Другой аспект настоящего изобретения относится к усиленному ламинату, плакированному медью, предназначенному для электроосновы, включающему: (а) полимерный матричный материал и (b) одну или более прядей армированного тканевого изделия, причем каждая прядь содержит 30-75 вес.% пряжи, содержащей стекловолокно, по крайней мере, часть которого имеет покрытие, совместимое с полимерным матричным материалом, причем ламинат имеет коэффициент теплового расширения в направлении оси z менее 4,5% при температуре 288oС.
Следующий аспект настоящего изобретения относится к способу сборки изделия путем сплетения первой пряжи со второй пряжей с образованием ткани, причем усовершенствование такого прием заключается в том, что: первая пряжа содержит стекловолокно с, по крайней мере, частично нанесенным покрытием, которое совместимо с полимерным матричным материалом, причем такое покрытие включает: (1) полиэфир и (2) по крайней мере один полимер, выбранный из группы, состоящей из полимеров винилпирролидона, полимеров винилового спирта, крахмалов и их смесей.
Еще один аспект настоящего изобретения относится к способу формирования ламината из плетеной ткани и полимерного матричного материала в результате, по крайней мере, частичного покрытия тканевого изделия полимерным матричным материалом с образованием покрытой ткани и воздействия на нее тепла, причем тканевое изделие содержит пряжу из стекловолокна, а усовершенствование такого способа состоит в следующем: на стекловолокно, по крайней мере, частично наносят покрытие, совместимое с полимерным матричным материалом, пряжа имеет значение потерь при прокаливании в интервале 0,01-0,6 вес.% и значение транспортной силы тяги под действием воздушной струи более 100000 г на грамм массы пряжи, при использовании игольчатого воздухоструйного насадочного устройства с внутренней воздушно-струевой камерой, имеющей диаметр 2 мм, и выходной трубкой насадки длиной 20 см при скорости подачи пряжи 274 м/мин и давлении воздуха около 310 килопаскалей, причем такой ламинат имеет прочность на изгиб в направлении заполнения ткани более 3•107 кг/м2 (около 42,7 килофунт/дюйм2).
Очередной аспект настоящего изобретения представляет собой способ формирования ламината из тканевого изделия и полимерного матричного материала в результате, по крайней мере, частичного нанесения на тканевое изделие покрытия из полимерного матричного материала с образованием покрытой ткани и воздействия на нее тепла, причем тканевое изделие содержит пряжу из стекловолокна, а усовершенствование такого способа состоит в том, что: на стекловолокно, по крайней мере, частично наносят покрытие, совместимое с полимерным матричным материалом, и такое покрытие включает: (1) полиэфир и (2) по крайней мере один полимер, выбранный из группы, состоящей из полимеров винилпирролидона, полимеров винилового спирта и крахмалов.
Перечень фигур
Предыдущее краткое описание сущности изобретения, как и последующее подробное описание предпочтительной реализации, станет более понятным при их прочтении совместно с изучением прилагаемых рисунков.
Фиг.1 - показано сечение усиленного ламината согласно настоящему изобретению;
Фиг.2 - показан вид сверху ткани согласно настоящему изобретению;
Фиг.3 - показан перспективный вид покрытого пучка волокон согласно настоящему изобретению;
Фиг. 4 - показано поперечное сечение электроосновы согласно настоящему изобретению;
Фиг.5 - показано поперечное сечение альтернативного технического решения электроосновы согласно настоящему изобретению;
Фиг.6 - приведена схематическая диаграмма способа сборки изделия и формирования ламината согласно настоящему изобретению и
Фиг.6а - показана увеличенная часть Фиг.6.
Подробное описание изобретения
Ламинаты настоящего изобретения усилены тканевым изделием, включающим пучки стекловолокна с покрытием, которые могут образовывать ламинат с низким коэффициентом теплового расширения, хорошей прочностью на изгиб, термостабильностью, гидролитической стабильностью, низкой коррозионностью и реакционоспособностью в условиях высокой влажности, в присутствии реакционоспособных кислот и щелочей. Пучки стекловолокна с покрытием совместимы со множеством полимерных матричных материалов, что устраняет необходимость в термообработке и очистке водой стекловолокнистой ткани перед ламинацией (расслаиванием).
Другое существенное преимущество пучков стекловолокна с покрытием согласно настоящему изобретению состоит в хорошей способности к переработке при ткачестве и вязании, особенно при пневматическом бесчелночном ткачестве. Используемый в тексте термин "пневматическое бесчелночное ткачество" обозначает один из видов ткацкой обработки (показанной на фиг. 5), в которой заполненная пряжа (уток) вставляется в основу ткани путем дутья сжатого воздуха из одной или более воздухоструйных насадок. Транспортная сила тяги под действием воздушной струи (обсуждаемая ниже) представляет собой меру совместимости пучка с процессом продвижения воздушной струи. Повышенные значения транспортной силы тяги воздушной струи указывают на то, что пряжа надлежащим образом подвергается филаменизации без разрыва и поэтому в большей мере аэродинамически способствует продвижению воздушной струи.
Другими желательными характеристиками могут служить низкое количество пыли и венчиков, низкое количество разорванных нитей, малое число хомутов для формирования паковки, малое количество хомутов для шпулек, низкое натяжение пучка, высокая степень гибкости и малое время вставки, причем эти свойства могут обеспечиваться с помощью пучков стекловолокна с покрытием настоящего изобретения, вследствие чего облегчается процесс ткачества и вязания и соответственно получается ткань с хорошей степенью шероховатости и малым числом поверхностных дефектов, что благоприятно для применения печатных электронных плат.
На приведенных ниже фигурах одинаковые цифры обозначают одинаковые элементы. На фиг. 1 изображен ламинат 10 настоящего изобретения. Ламинат 10 включает полимерный матричный материал 12 (детально обсуждаемый ниже), который усилен армированной плетеной тканью 14. Ткань 14 может быть изготовлена любым известным процессом плетения или вязания, но предпочтительно ее получают способом пневматического бесчелночного ткачества, который подробно обсуждается ниже.
На фиг. 2 и 3 ткань 14 включает одну или более волокнистых прядей с покрытием 16, содержащих по крайней мере одно стекловолокно 18. Предпочтительно прядь 16 содержит множество стекловолокон 18. Используемый в тексте термин "прядь" обозначает одно или более индивидуальных волокон. Термин "волокно" обозначает индивидуальную нить.
Стекловолокна 18 могут формироваться из любой композиции волокнообразующего стекла, известной специалисту в данной области, включая такие волокнообразующие стеклянные композиции, как Е-стекло, А-стекло, С-стекло, D-стекло, Q-стекло, R-стекло, S-стекло и производные Е-стекла. Термин "производные Е-стекла" относится к стеклокомпозициям, включающим небольшие количества фтора и/или бора и предпочтительно не содержащим фтора и/или бора. Кроме этого, используемый термин "небольшие количества" относится к количествам фтора порядка 1 вес.% и количествам бора менее 5 вес.% Примерами других стекловолокон, используемых в настоящем изобретении, могут служить волокна из базальта и шлаковаты. Предпочтительные стекловолокна получают из Е-стекла или производных Е-стекла. Такие композиции и способы получения из них стеклонитей хорошо известны специалистам и в свете настоящего описания, по-видимому, нет необходимости в их дальнейшем обсуждении. Если необходима дополнительная информация по этому вопросу, то такие стеклосоставы и способы волокнообразования описаны в книге К. Loevenstein, The manufacturing technology of glass fibres (3-е изд. 1993), стр. 30-44, 47-60, 115-122 и 126-135, патентах США 4542106 и 5789329, а также в IPC-EG-140 "Specification for finished fabric woven from "E" glass for printed boards", стр. 1, публикация The Institute for interconnecting and packaging electronic circuits (июнь 1997).
Стекловолокна могут иметь номинальный диаметр нити в интервале 5,0-35,0 микрометров (что соответствует обозначению нитей индексами от D до U и выше), и предпочтительный номинальный диаметр нити имеет величину в интервале 9,0-30,0 микрометров. Число волокон в пучке может составлять величину в интервале 100-15000, предпочтительно 200-7000. Для дополнительной информации, касающейся номинальных диаметров нитей и обозначений стекловолокон, см. Loewenstein, стр. 25 и 27.
Кроме стекловолокон пучок волокна с покрытием 16 может дополнительно содержать волокна 20, полученные из таких других волокнообразующих природных или синтетических материалов, как неорганические материалы не стеклянного происхождения, природные материалы, органические полимерные материалы и их смеси. Используемый в тексте термин "волокнообразующий" относится к материалу, который способен образовывать сплошную нить, волокно, пучок или пряжу.
Подходящие не стеклянные неорганические волокна включают керамические волокна, полученные из карбида кремния, углерода, графита, муллита, оксида алюминия и пьезоэлектрических керамических материалов. Примерами подходящих природных волокон животного и растительного происхождения, не ограничивающими сферу изобретения, могут служить хлопок, целлюлоза, природный каучук, лен, волокно из китайской крапивы, конопля, сизаль и шерсть. Подходящие синтетические волокна включают материалы, полученные из полиамидов (например, найлон и арамиды), термопластических полиэфиров (например, полиэтилентерефталат и полибутилентерефталат), акриловых производных (например, полиакрилонитрилы), полиолефинов, полиуретанов и виниловых полимеров (например, поливниловый спирт). Примеры не стеклянных волокон, которые, как предполагают, могут использоваться в настоящем изобретении, а также способы получения и обработки таких волокон детально обсуждаются в Encyclopedia of polymer Science and technology, т. 6 (1967), стр. 505-712. Следует иметь в виду, что если это желательно, то в настоящем изобретении могут использоваться смеси сополимеров любых из приведенных выше материалов, а также комбинации волокон, полученных из любых, отмеченных выше материалов.
Далее, настоящее изобретение обсуждается в контексте пучков стекловолокна, хотя специалисту должно быть понятно, что пучок 16 может дополнительно включать одно или более волокон не стеклянного происхождения из числа обсужденных выше.
Как показано на фиг. 2 и 3, в соответствии с предпочтительным техническим решением волокна 18 пучка 16 покрыты слоем 22 покрывающей композиции, которую применяют, по крайней мере, на части поверхности волокон 18 с целью защиты поверхности волокна от истирания в ходе эксплуатации и ингибирования разрушения волокон 18. Предпочтительно покрывающую композицию применяют на всей внешней поверхности или периферии каждого из волокон 18 пучка 16.
Покрывающая композиция может присутствовать на волокнах в виде проклейки (предпочтительно), причем если желательно, то на проклейке может применяться вторичное покрытие и/или третичное покрытие, либо внешнее покрытие. Используемые в тексте термины "клеящее вещество", "проклеенный" или "проклейка" относятся к покрывающей композиции, применяемой на волокнах сразу после их формирования. В соответствии с альтернативным техническим решением термины "клеящее вещество", "проклеенный" или "проклейка" дополнительно относятся к покрывающей композиции (известной также под названием "отделочная проклейка"), которую применяют на волокнах после того, как традиционную первичную кроющую композицию удаляют под воздействием тепла, воды или в результате химической обработки, т.е. к отделочной проклейке, которую применяют на обнаженных стекловолокнах, инкорпорированных в тканевую форму. Термин "вторичное покрытие" относится к кроющей композиции, применяемой вторично на одном или множестве пучков после применения клеящей композиции на предпочтительно, по крайней мере, частично высушенном материале.
Кроющая композиция включает один или более полимерных материалов, например, термореактивных материалов или термопластичных материалов, которые совместимы с полимерным матричным материалом 12 ламината 10, т.е. компоненты кроющей композиции облегчают промачивание и смачивание матричного материала на пучках волокон и обеспечивают адекватные физические свойства композита. Предпочтительно полимерные материалы образуют в основном сплошную пленку при применении на поверхности волокон 18. Используемые полимерные материалы могут быть водорастворимыми, эмульгируемыми, диспергируемыми и/или вулканизуемыми.
В соответствии с предпочтительным техническим решением кроющая композиция содержит один или более полимерных пленкообразующих материалов, которые совместимы с термореактивным матричным материалом, который применяется для формирования ламинатов, предназначенных для печатных электрических схем, например, FR-эпоксисмолами, которые представляют собой полифункциональные эпоксисмолы, и согласно одному из конкретных воплощений изобретения в этом качестве используют бифункциональные бромированные эпоксисмолы и полиимиды. См. Electronic Materials Handbook, ASM International (1989), стр. 534-537. Используемая в тексте фраза "совместимый с термореактивным матричным материалом" означает, что компоненты кроющей композиции облегчают вымачивание и промачивание матричного материала на пучках волокон, обеспечивают адекватные физические свойства композита, химически совместимы с термореактивным матричным материалом и устойчивы к гидролизу. Меру проникновения полимерного матричного материала через мат обозначают как "смачивание". Мера текучести полимерного матричного материала через массу стекловолокна, в результате чего обеспечивается полная инкапсуляция всей поверхности каждого стекловолокна полимерным матричным материалом, обозначается как "промачивание".
Подходящие для применения пленкообразующие материалы включают такие термопластичные полимерные материалы, как термопластичные полиэфиры, виниловые полимеры, полиолефины, полиамиды (например, алифатические полиамиды или ароматические полиамиды, такие как арамид), термопластичные полиуретаны, акриловые полимеры и их смеси, которые совместимы с термореактивным матричным материалом. Предпочтительные термопластичные полиэфиры включают DECMOPHEN 2000 и DECMOPHEN 2001KS, причем оба вещества выпускаются коммерчески фирмой Bayer of Pittsburgh, Pennsylvania, и полиэфирную смолу RD-847A, которая коммерчески доступна от Borden Chemicals of Columbus, Ohio. Подходящие полиамиды включают продукты VERSAMID, выпускаемые коммерчески фирмой General Mills Chemicals, Ink. Подходящие термопластичные полиуретаны включают WITCOBOND® W-290Н, выпускаемые фирмой Witco Chemical Corp. Of Chicago, Illinois, и полиуретановый латекс RUCOTHANE® 2011L, который выпускается фирмой Ruco Polymer Corp. Of Hicksville, New York.
Подходящие термореактивные материалы включают термореактивные полиэфиры, эпоксиматериалы, виниловые сложные эфиры, фенолы, аминопласты, термореактивные полиуретаны и их смеси, которые совместимы с термореактивным матричным материалом. Подходящие термореактивные полиэфиры могут включать полиэфиры STYPOL, выпускаемые фирмой Cook Composites и Polymers of Port Washington, Wisconsin, а также полиэфиры NEOXIL, выпускаемые коммерчески фирмой DSM B.V. of Como, Italy.
Подходящие эпоксиматериалы содержат в молекуле по крайней мере одну эпокси- или оксирановую группу, и в качестве примеров таких материалов можно привести полиглицидиловые эфиры многоатомных спиртов или тиолов. Примеры подходящих эпоксиполимеров включают эпоксисмолы EPON®826 и EPON®880, представляющие собой эпоксифункциональные полиглицидиловые эфиры бисфенола А, выпускаемые Shell Chemical Company of Houston, Texas. Однако предпочтительно, чтобы кроющая композиция практически не содержала эпоксиматериалов, т.е. включала менее 5 вес.% эпоксиматериалов и более предпочтительно менее 2 вес.%
Предпочтительно кроющая композиция содержит один или более полиэфиров (предпочтительно DESMOPHEN 2000 и RD-874A) и один или более дополнительных пленкообразующих полимеров, выбранных из группы, состоящей из полимеров винилпирролидона (предпочтительно), полимеров винилового спирта и/или крахмалов. Предпочтительные винилпирролидоновые полимеры, используемые в настоящем изобретении, включают такие поливинилпирролидоны, как PVP К-15, PVP К-30, PVP К-60 и PVP К-90, каждый из которых может быть приобретен в фирме ISP Chemicals of Wayne, New Jersey. Подходящие крахмалы включают материалы, полученные из картофеля, пшеницы, кукурузы, воскового маиса, саго, риса, мило и их смесей, например Kollotex 1250 (низковязкостный, низкоамилозный крахмал на основе картофеля, этерифицированный этиленоксидом), выпускаемый фирмой AVEBE, Netherlands. Количество дополнительного полимера предпочтительно составляет менее 10 вес.% и более предпочтительно 0,1-5 вес.%. Предпочтительно кроющая композиция практически не содержит крахмала, т.е. содержит менее 5 вес.% крахмала и более предпочтительно совсем не содержит крахмала, который часто несовместим с матричным материалом.
В соответствии с альтернативным предпочтительным техническим решением, касающимся ламинатов для печатных электронных плат, полимерные материалы кроющей композиции содержат смесь из полиэфирной смолы RD-847A, поливинилпирролидона PVP К-30, полиэфира DESMOPHEN 2000 и полиамида VERSAMID. Покрывающая композиция может содержать смесь из одного или более термореактивных полимерных материалов с одним или более термопластичным полимерным материалом.
Обычно количество полимерного материала может составлять 1-99 вес.% от веса кроющей композиции в расчете на сухое вещество, предпочтительно 1-50 вес.% и более предпочтительно 1-25 вес.%
В дополнение или вместо описанных выше полимерных материалов кроющая композиция предпочтительно содержит один или более таких сшивающих агентов, как кремнийорганические агенты сочетания, связующие агенты на основе переходных металлов, фосфонатные сшивающие агенты, связующие агенты на основе алюминия, аминосодержащие сшивающие агенты Werner и их смеси. Такие сшивающие агенты обычно обладают двойной функциональностью. Каждый атом металла или кремния соединен с одной или более группами, которые могут реагировать или облегчать совмещение с поверхностью волокна и/или компонентами кроющей композиции. Используемый в тексте термин "совмещаемость" обозначает тот факт, что имеющиеся группы химически притягиваются, но не связываются с поверхностью волокна и/или компонентами кроющей композиции, например, под воздействием полярных, смачивающих или сольватационных сил. Примеры гидролизуемых групп включают -O-N=C-R5
-O-N=C-R5
и моногидрокси и/или циклический C2-С3 остаток 1,2- или 1,3-гликоля, где R1 представляет собой C1-С3 алкил; R2 представляет собой Н или C1-C4 алкил; R3 и R4, независимо друг от друга, выбирают из Н, C1-C4 алкила или С6-C8 арила; а R5 представляет собой С4-С7 алкилен. Примерами способствующих совмещению или функциональных групп могут служить эпокси, глицидокси, меркапто, циано, аллильные, алкильные, уретано, гало, изоцианато, уреидо, имидазолинильные, винильные, акрилато, метакрилато, амино или полиамино группы.
В настоящем изобретении предпочтительно использовать функциональные органосилановые сшивающие агенты. Примерами подходящих органосилановых сшивающих агентов могут служить гамма-аминопропилтриалкоксисиланы, гамма-изоцианатопропилтриэтоксисилан, винилтриалкоксисиланы, глицидоксипропилтриалкоксисиланы и уреидопропилтриалкоксисиланы. Предпочтительные функциональные органосилановые сшивающие агенты включают А-187 гамма-глицидоксипропилтриметоксисилан, А-174 гамма-метакрилоксипропилтриметоксисилан, А-1100 гамма-аминопропилтриэтоксисилановые сшивающие агенты, А-1108 аминосилановый сшивающий агент и А-1160 гамма-уреидопропилтриэтоксисилан (причем каждое из перечисленных веществ выпускается фирмой Osi Specialties, Ink. Of Tarrytown, New York). Перед применением на волокнах органосилановый сшивающий агент может быть, по крайней мере, частично гидролизован водой предпочтительно в стехиометрическом соотношении 1:1 или, если желательно, применяться в негидролизованной форме.
Подходящие сшивающие агенты на основе переходных металлов включают связывающие агенты на основе титана, циркония, иттрия и хрома. Подходящие для целей изобретения титанатные сшивающие агенты и цирконатные сшивающие агенты выпускаются фирмой Kenrich Petrochemical Company. Подходящие хромовые комплексы выпускаются фирмой E.I. du Font de Nemours of Wilmington, Delaware. Аминосодержащие сшивающие агенты Werner-типа представляют собой комплексные соединения, в которых трехвалентный атом ядра, например атом хрома, координирован с органической кислотой, имеющей аминную функциональность. Для этой цели могут использоваться другие сшивающие агенты металхелатного и координирующего типа, известные специалистам в данной области.
Количество сшивающего агента может составлять 1-99 вес.% от веса кроющей композиции в расчете на сухое вещество, предпочтительно 1-10 вес.%.
На фиг. 3, касающейся предпочтительного технического решения настоящего изобретения, показано, что кроющая композиция содержит одну или более твердых частиц 24, находящихся между или приклеенных к внешним поверхностям волокон 18. При размещении между соседними стекловолокнами 26, 28 пучка 16 такие твердые частицы 24 могут обеспечивать промежуточные пространства 30, которые в общем соответствуют среднему размеру частиц 32 твердых частиц 24. Используемый в тексте термин "твердый" относится к веществу, не способному к ощутимому истечению при умеренной нагрузке, обладающему определенным запасом сил сопротивления, препятствующих деформации, и сохраняющему в обычных условиях конкретный размер и форму. См. Webster's Third New International Dictionary of the English Language - Unabridged (1971), стр 2169. Кроме этого, используемый в тексте термин "твердый" относится как к кристаллическим, так и к некристаллическим материалам.
Твердые частицы 24 могут иметь средний размер зерна 32 (эквивалентный сферический диаметр) в интервале от 0,01 до более 5 микрометров, предпочтительно 1-1000 микрометров и более предпочтительно 1-25 микрометров. Предпочтительно минимальный средний размер частиц 32 твердых частиц 24 соответствует среднему номинальному диаметру стекловолокна.
Конфигурация или форма твердых частиц 24, в общем случае, может быть сферической (например, как у гранул, микрогранул или твердых полых сфер), кубической, плоской или ацикулярной (удлиненной или волокнистой). Для более полной информации о характеристиках подходящих частиц см. книгу H. Katz с сотр. (ред. ) Handbook of Fillers and Plastics, стр. 9-10. Такие твердые частицы предпочтительно не должны крошиться, деформироваться или растворяться в кроющей композиции до размера зерна менее 5 микрометров и предпочтительно не менее 3 микрометров в таких типичных условиях обработки стекловолокна, как воздействие температур до 25oС и более предпочтительно до 400oС.
Стекловолокна подвергаются абразивному износу в результате контакта с шероховатостями соседних стекловолокон и/или другими твердыми объектами или материалами, с которыми контактирует стекловолокно в ходе его формирования и последующей обработки, например плетения или пропускания. Используемый в тексте термин "абразивный износ" обозначает соскабливание или отрезание кусочков поверхности стекловолокна, либо разрыв стекловолокна в результате фрикционного контакта с частицами, краями или самим материалом, причем такой контакт достаточно интенсивен для нанесения повреждения стекловолокну. См. книгу К. Ludema, Friction, Wear, Lubrication, (1966), стр. 129. Абразивный износ пучков стекловолокна вызывает разрушение пучка в ходе обработки и образование поверхностных дефектов в таких продуктах, как плетеная ткань и композиты, что приводит к увеличению количества отходов и повышению стоимости производства.
С целью минимизации степени абразивного износа твердые частицы имеют твердость, не превышающую, т.е. меньшую или равную, твердость стекловолокон. Величины твердости твердых частиц и стекловолокон могут быть определены традиционным методом измерения твердости, например твердости по Виккерсу или Бринеллю, однако предпочтительно проводить измерение по оригинальной шкале твердости Мооса, когда определяется относительное сопротивление поверхности материала царапанию. Значение твердости стекловолокна по Моосу обычно лежит в интервале 4,5-6,5, и предпочтительно равно 6. R. Weast (ред.) Handbook of Chemistry and Physics, CRS, Press (1975), стр. F-22. Твердость твердых частиц по Моосу предпочтительно имеет значение в интервале 0,5-6. В таблице А представлены значения твердости по Моосу некоторых, не ограничивающих сферу изобретения, примеров твердых частиц, подходящих для использования в настоящем изобретении.
Как отмечалось выше, шкала твердости по Моосу относится к сопротивлению материала исцарапыванию. В связи с этим в настоящем изобретении рассматриваются частицы, имеющие твердость на их поверхности, отличающуюся от твердости внутренних частей частицы ниже уровня поверхности. Если говорить более подробно, то поверхность частицы может быть модифицирована любым известным способом, включая, но не ограничиваясь ими, нанесение покрытия, плакировку, или инкапсуляцию частицы или химическое изменение ее поверхностных характеристик с использованием известных приемов, в результате чего твердость поверхности частицы не будет превышать твердость стекловолокна, тогда как твердость частицы ниже уровня поверхности выше твердости стекловолокон. Так, например, без ограничения сферы изобретения, на такие неорганические частицы, как карбид кремния и нитрид алюминия, может наноситься покрытие из слюды, карбоната или наноглины. Кроме этого, силановые связывающие агенты с алкильными боковыми цепями могут реагировать с поверхностью многих оксидных частиц с получением "более мягкой" поверхности.
Как правило, твердые частицы 24, используемые в настоящем изобретении, могут формироваться из неорганических материалов, органических материалов или их смесей. Предпочтительно твердые частицы 24 формируются из неорганических материалов, выбранных из группы, состоящей из керамических материалов и металлических материалов. Подходящие керамические материалы включают нитриды металлов, оксиды металлов, карбиды металлов, сульфиды металлов, бориды металлов, силикаты металлов, карбонаты металлов и их смеси.
Не ограничивающий сферу изобретения подходящий нитрид металла представляет собой нитрид бора, являющийся предпочтительным неорганическим материалом, из которого получают твердые частицы, используемые в настоящем изобретении. Не ограничивающий сферу изобретения пример подходящего оксида металла представляет собой оксид цинка. Подходящие сульфиды металлов включают дисульфид молибдена, дисульфид тантала, дисульфид вольфрама и сульфид цинка. Применяемые силикаты металлов включают силикаты алюминия и силикаты магния, например вермикулит. Подходящие металлические материалы включают графит, молибден, платину, палладий, никель, алюминий, медь, золото, железо, серебро и их смеси.
Предпочтительно неорганические твердые частицы 24 являются также твердыми смазочными агентами. Используемый в тексте термин "твердая смазка" обозначает, что неорганические твердые частицы 24 имеют характерную кристаллическую форму, которая вызывает их срез на тонкие плоские пластины, которые легко скользят друг по другу и, таким образом, производят антифрикционный смазывающий эффект между поверхностью стекловолокна и соседней твердой поверхностью, по крайней мере одна из которых находится в состоянии движения. (См. R. Lewis, Sr., Hawley's Condensed Chemical Dictionary (12 изд. 1993), стр 712). Трение представляет собой сопротивление скольжению одного твердого материала по другому. F. Clauss, Solid Lubricants and Self-Lubricating Solids, (1972), стр. 1.
В соответствии с предпочтительным техническим решением частицы твердой смазки имеют слоистую структуру. Частицы, имеющие слоистую или гексагональную кристаллическую структуру, состоят из слоев или плоскостей атомов в гексагональной ориентации при сильном связывании внутри слоев и слабым Вандерваальсовским связыванием между слоями, что обеспечивает низкий предел прочности на сдвиг между слоями. Friction, Wear, Lubrication, стр. 125, Solid Lubricants and Self-Lubricating Solids, стр. 19-22, 42-54, 75-77, 80-81, 82, 90-102, 113-120 и 128, а также W. Campbell "Solid Lubricants", Boundary Lubrication: An Appraisal Of World Literature, ASME Research Committee on Lubrication (1969), стр. 202-203. Неорганические твердые частицы, имеющие слоистую фуллереновую (buckyball) структуру, также могут использоваться в настоящем изобретении.
Не ограничивающие сферу изобретения примеры частиц подходящего неорганического твердого смазывающего агента, имеющего слоистую структуру, включают нитрид бора, графит, дихалькогениды металла, слюду, тальк, гипс, каолинит, кальцит, йодистый кадмий, сульфид серебра и их смеси. Предпочтительные частицы неорганического твердого смазывающего агента включают нитрид бора, графит, дихалькогениды металлов и их смеси. Подходящие дихалькогениды металлов включают дисульфид молибдена, диселинид молибдена, дисульфид тантала, диселенид тантала, дисульфид вольфрама, диселенид вольфрама и их смеси.
Наиболее предпочтительными для использования в водных клеящих композициях являются частицы нитрида бора с
гексагональной кристаллической структурой. Частицы нитрида бора, сульфида цинка и монтмориллонита также обеспечивают хорошую степень белизны композитов с такими полимерными матричными материалами, как найлон 6,6.
Не ограничивающими сферу изобретения примерами частиц нитрида бора, подходящими для применения в настоящем изобретении, могут служить частицы порошкообразного нитрида бора PolarTherm® серии 100 (РТ 120, РТ 140, РТ 160 и РТ 180), серии 300 (РТ 350) и серии 600 (РТ 620, РТ 630, РТ 640 и РТ 670), которые выпускаются коммерчески фирмой Advanced Ceramics Corporation of Lakewood, Ohio. "PolarTherm® Thermally conductive Fillers for Polymeric Materials", технический бюллетень Advanced Ceramics Corporation of Lakewood, Ohio (1966). Такие частицы обладают теплопроводностью 250-300 Вт/м•К при 25oС, диэлектрической константой 3,9 и объемным удельным сопротивлением порядка 1015 Oм•см. Порошок серии 100 имеет средний размер частиц в интервале 5-14 микрометров, серия 300 имеет средний размер частиц в интервале 100-150 микрометров и серия 600 имеет средний размер частиц в интервале от 16 до более 200 микрометров.
Частицы твердой смазки 24 могут присутствовать в дисперсии, суспензии или эмульсии в воде. Если желательно, то в клеящие композиции могут быть включены другие растворители, например минеральное масло или спирт (предпочтительно в количестве менее 5 вес.%). Не лимитирующий пример предпочтительной дисперсии, содержащей 25 вес.% части нитрида бора в воде, представляет собой ORPAC BORON NITRIDE RELEASECOAT-CONC, который выпускается на коммерческой основе фирмой ZYP Coatings, Inc. Of Oak Ridge, Tennessee. "ORPAC BORON NITRIDE RELEASECOAT-CONC", технический бюллетень ZYP Coatings, Inc. В соответствии с указаниями поставщика частицы нитрида бора в таком продукте имеют средний размер частиц менее 3 микрометров. Эта дисперсия содержит 1% магний-алюминиевого силиката, который согласно данным производителя связывает частицы нитрида бора с субстратом, на котором применяют дисперсию. Другие подходящие продукты, которые выпускаются фирмой Zyp Coatings, включают краску BORON NITRIDE LUBRICOAT®, BRAZE STOP и продукты WELD RELEASE.
Хотя это и не является предпочтительным вариантом, кроющая композиция может содержать гидратируемые или гидратированные неорганические твердые смазочные материалы. Не ограничивающие сферу изобретения примеры таких гидратируемых неорганических твердых смазочных материалов представляют собой минеральные филосиликаты на основе глины, включая слюды (например, мусковит), тальк, монтмориллонит, каолинит и гипс (CaSO4•2H2O). Используемый в тексте термин "гидратируемый" обозначает, что частицы твердого неорганического смазочного материала реагируют с молекулами воды с образованием гидратов и содержат гидратную воду или кристаллизационную воду. "Гидрат" получают по реакции молекул воды с веществом, в котором связь Н-ОН не расщепляется. (См. R. Lewis, Sr., Hawley's Condensed Chemical Dictionary (12 изд. 1993), стр. 609-610 и Т. Perros, Chemistry (1967), стр. 186-187). В химических формулах гидратов присоединение молекул воды обычно обозначается точкой в центре, например 3MgO•4SiO2•H2O (тальк), Al2O3•2SiO2•2H2O (каолинит). Гидраты содержат координатную воду, которая координирует катионы в гидратированном материале и не может быть удалена без разрушения структуры, и/или структурную воду, которая занимает промежутки в структуре с целью добавления электростатической энергии без нарушения зарядового баланса. R. Evans, An Introduction to Crystal Chemistry (1948), стр. 276.
Предпочтительно кроющая композиция практически не содержит частиц гидратируемого неорганического смазочного материала или частиц абразивного диоксида кремния или карбоната кальция, т.е. содержит менее 20 вес.% гидратируемых неорганических смазочных частиц, частиц абразивного диоксида кремния или карбоната кальция в расчете на сухое вещество, более предпочтительно менее 5 вес.% и наиболее предпочтительно менее 0,001 вес.%
Согласно альтернативному техническому решению, твердые частицы 24 могут формироваться из органических полимерных материалов, выбранных из группы, состоящей из термореактивных материалов, термопластичных материалов, крахмалов и их смесей. Подходящие термореактивные материалы включают термореактивные полиэфиры, виниловые эфиры, эпоксиматериалы, фенолы, аминопласты, термореактивные полиуретаны и их смеси, обсуждаемые ниже. Подходящие термопластичные материалы включают виниловые полимеры, термопластичные полиэфиры, полиолефины, полиамиды, термпластичные полиуретаны, акриловые полимеры и их смеси. Предпочтительные органические твердые частицы имеют форму микрогранул или полых сфер.
Согласно альтернативному предпочтительному техническому решению, твердые частицы 24 обладают теплопроводностью, т.е. обладают теплопроводностью более 30 Bт/м•К, как это имеет место в случае нитрида бора, графита и обсужденных выше металлических неорганических твердых смазок. Удельную теплопроводность твердого материала можно определить любым способом, известным специалисту в данной области техники, например, используя метод защищенной горячей пластины согласно ASTM С-177-85 при температуре порядка 300oС.
Согласно другому альтернативному техническому решению, неорганические твердые частицы 24 являются электроизолирующими материалами или обладают высоким электрическим сопротивлением, например, имеют электрическое сопротивление более 1000 мкoм•см, как в случае нитрида бора.
Частицы твердой смазки, в случае их наличия, могут присутствовать в количестве 0,001-99 вес.% от веса кроющей композиции в расчете на сухое вещество, предпочтительно 1-80 вес.%, более предпочтительно 1-40 вес.%
Покрывающая композиция может дополнительно содержать одно или более органических смазочных веществ, которые химически отличны от обсужденных выше полимерных материалов. Хотя кроющая композиция может содержать до 60 вес.% органических смазочных веществ, предпочтительно кроющая композиция практически не содержит органической смазки, например содержит менее 10 вес.% органической смазки и более предпочтительно содержит 1-5 вес.% органических смазочных веществ. Примерами таких органических смазочных веществ могут служить катионные, не ионные или анионные смазочные материалы или их смеси, например аминные соли жирных кислот, такие производные алкилимидазолина, как CATION X, который выпускается в коммерческом масштабе фирмой Rhone Poulenc of Princeton, New Jersey, амиды кислотно солюбилизированных жирных кислот, конденсаты жирных кислот и полиэтиленимина, а также амидозамещенные полиэтиленимины, например EMERY®6717, частично амидированный полиэтиленимин, выпускаемый фирмой Henkel Corporation of Kankakee, Illinois.
Кроющая композиция может включать один или более эмульгирующих агентов для эмульгации или диспергации компонентов кроющей композиции, например неорганических частиц. Не ограничивающие сферу изобретения примеры подходящих эмульгирующих агентов или поверхностно-активных веществ включают полиоксиалкиленовые блоксополимеры (например, полиоксипропилен-полиоксиэтиленовый сополимер PLURONICTM F-108, который выпускается фирмой BASF Corporation of Parsippany, New Jersey), этоксилированные алкилфенолы (например, этоксилированный октилфеноксиэтанол IGEPAL СА-630, выпускаемый GAF Corporation of Wayne, New Jersey), гликолевые эфиры полиоксиэтиленоктилфенила, этиленоксидные производные сложных эфиров сорбита, полиоксиэтилированные растительные масла (например, ALKAMULS EL-719, выпускаемое фирмой Rhone-Poulenc), а также нонилфеноловые поверхностно-активные вещества (например, MACOL NP-6, выпускаемый BASF of Parsippany, New Jersey). Обычно количество эмульгирующего агента может составлять 1-30 вес.% от веса кроющей композиции в расчете на вес сухого вещества.
Покрывающая композиция может содержать один или более водорастворимых, эмульгируемых или диспергируемых воскообразных материалов, например растительных, животных, минеральных, синтетических или нефтяных восков. Предпочтительными восками могут служить такие нефтяные воски, как микрокристаллический воск MICHEM®LUBE 296, микрокристаллический воск PETROLITE 75, выпускаемые Michelman Inc. Of Cicinnati, Ohio и Petrolite Corporation of Tulsa, Oklahoma, соответственно. Обычно количество воска может составлять 1-10 вес. % от веса покрытия в расчете на сухое вещество.
Такие сшивающие материалы, как меламин формальдегид, и такие пластификаторы, как фталаты, тримеллитаты и адипаты, также могут входит в состав кроющей композиции. Количество сшивающего агента или пластификатора может составлять 1-5 вес.% от веса кроющей композиции в расчете на сухое вещество.
В покрывающие композиции могут вводиться другие присадки, например силиконы, фунгициды, бактерициды и противовспенивающие агенты, обычно в количестве менее 5 вес.%. Могут также вводиться органические и/или неорганические кислоты и основания в количестве, достаточном для создания в кроющей композиции значения рН 2-10. Не ограничивающим сферу изобретения примером подходящей силиконовой эмульсии может служить эпоксидированная силиконовая эмульсия LE-9300, выпускаемая Osi Specialites, Inc. Of Danbury, Connecticut. Примером подходящего бактерицида может служить противомикробное соединение Biomet 66, которое выпускается М&Т Chemicals of Rahway, New Jersey. Подходящие противовспенивающие материалы представляют собой материалы SAG, которые выпускаются Osi Specialites, Inc. Of Danbury, Connecticut, и MAZU DF-136, выпускаемый BASF Company of Parsippany, New Jersey. Если желательно, то для стабилизации кроющей композиции может вводиться гидроксид аммония. Вода (предпочтительно деионизированная) предпочтительно включается в кроющую композицию в количестве, достаточном для обеспечения применения практически однородного покрытия на пучке, обычно в количестве 25-99 вес.%. Весовой процент твердых веществ водной кроющей композиции обычно составляет 1-75 вес.%.
Предпочтительно кроющая композиция практически не содержит стекломатериалов. Используемый в тесте термин "стекломатериалы" обозначает, что кроющая композиция содержит менее 20 об.% матричных материалов на основе стекла для образования стеклянных композитов, предпочтительно менее 5 об.% и более предпочтительно, когда такие материалы отсутствуют. Примерами таких стеклянных матричных материалов могут служить керамические матричные материалы на основе темного стекла или такие алюмосиликатные матричные материалы, которые хорошо известны специалисту в этой области техники.
В соответствии с одним из технических решений, касающихся тканевого изделия для печатных электронных плат, на стекловолокнах покрытых пучков волокон настоящего изобретения применяется первичный слой высушенного остатка водной клеящей композиции, включающей порошкообразный нитрид бора марки Polar Therm® 160 и/или дисперсию BORON NITRIDE RELEASECOAT, эпоксипленкообразующий материал EPON 826, поливинилпирролидон PVP К-30, эпоксифункциональный органосилановый сшивающий агент А-187, полиоксиэтилированное растительное масло ALKAMULS EL-719, этоксилированный октилфеноксиэтанол IGEPAL СА-630, монолаурат полиэтиленгликоля KESSCO PEG 600, которые выпускаются Stepan Company of Chicago, Illinois, и частично амидированный полиэтиленимин EMERY®6717.
Согласно предпочтительному техническому решению, касающемуся плетеной ткани, на стекловолокнах пучков волокон с покрытием настоящего изобретения применяется первичный слой высушенного остатка водной клеящей композиции, содержащей порошкообразный нитрид бора марки Polar Therm® 160 и/или дисперсию BORON NITRIDE RELEASECOAT, полиэфир RD-847A, поливинилпирролидон PVP К-30, полиэфир DESMOPHEN 2000, акрилфункциональный органосилановый сшивающий агент А-174 и эпоксифункциональный органосилановый сшивающий агент А-187.
Кроющие композиции настоящего изобретения могут быть получены любым подходящим способом, например традиционным смешиванием, хорошо известным специалисту в этой области. Предпочтительно указанные выше компоненты разбавляют водой до получения желаемого весового процента твердых веществ и перемешивают друг с другом. Порошкообразные теплопроводные неорганические твердые частицы могут примешиваться к воде или добавляться в полимерный материал до смешивания с другими компонентами покрытия.
Слой покрытия может наноситься на волокна различными способами, например путем контактирования нитей с валиком или ленточным аппликатором, распыления или другими методами. Покрытые волокна предпочтительно высушивают при комнатной температуре или при повышенной температуре. В сушилке из волокон удаляется избыточное количество влаги и, в случае наличия, вулканизуются способные к отверждению компоненты композиции. Температура и время сушки стекловолокон будет зависеть от таких факторов, как процентное количество твердых веществ в кроющей композиции, природа компонентов кроющей композиции и тип стекловолокна. После сушки кроющая композиция обычно присутствует в виде высушенного клеящего остатка на волокнах в количестве 0,1-25 вес.%. Потери массы волокон после прокаливания обычно составляют менее 0,6 вес.%, предпочтительно менее 0,5 вес. % и более предпочтительно имеют значение в интервале 0,01-0,45 вес.% Потеря при прокаливании образца покрытого волокна может быть определена нагреванием волокна в течение 20 минут в муфеле при температуре 1200oС.
Вторичный слой вторичной кроющей композиции может наноситься на слой кроющей композиции, обсужденный выше, в количестве, эффективном для покрывания или пропитки части прядей, например, путем погружения пряди в ванну, содержащую композицию, распрыскивания композиции по пучку или путем контактирования пряди с упомянутым выше аппликатором. Покрытый пучок может пропускаться через фильеру с целью удаления избыточного количества кроющей композиции с пучка и/или высушиваться, как отмечено выше, в течение времени, достаточного для, по крайней мере, частичной сушки или вулканизации вторичной кроющей композиции. Способ и аппаратура для нанесения вторичной кроющей композиции на пучок частично определяется конфигурацией материала пучка. Предпочтительно пучок сушат после применения вторичной кроющей композиции, используя для этого хорошо известные приемы.
Подходящая вторичная покрывающая композиция может содержать один или более пленкообразующих материалов, смазочных агентов и других присадок из числа тех, что упомянуты выше. Вторичное покрытие отличается от клеящей композиции, так, например, (1) оно содержит по крайней мере один компонент, который химически отличается от компонентов проклеивающей композиции, или (2) содержит по крайней мере один компонент, количество которого отличается от количества такого же компонента, содержащегося в проклеивающей композиции. Не ограничивающие сферу изобретения примеры подходящих композиций для вторичного покрытия, включающих полиуретаны раскрыты в патентах США 4762750 и 4762751.
В соответствии с альтернативным предпочтительным техническим решением настоящего изобретения на стекловолокна волокнистого пучка может наноситься первичный слой высушенного остатка традиционной проклеивающей композиции или проклеивающая композиция, которая может содержать любой из клеящих компонентов в указанных выше количествах. Примеры подходящих проклеивающих композиций приведены в Loewenstein, стр. 237-291 (3-е изд. 1993) и патентах США 4390647 и 4795678. Вторичный или главный слой вторичной проклеивающей композиции согласно изобретению наносят, по крайней мере, на часть и предпочтительно на всю внешнюю поверхность первичного слоя. Вторичная проклеивающая композиция может содержать один или более типов твердых частиц, обсужденных выше, и/или те частицы, которые указаны в таблицах С, D и Е.
Дисульфид молибдена и оксид магния представляют собой другие органические твердые частицы, которые применяются для создания вторичного и третичного покрытий настоящего изобретения. Специалисту в данной области техники должно быть понятно, что в настоящем изобретении могут использоваться смеси любых из указанных выше неорганических твердых частиц.
Количество неорганических частиц во вторичной кроющей композиции может составлять 1-99 вес.% от общего веса твердых веществ, предпочтительно 20-90 вес. %. Процентное количество твердых веществ в водной вторичной кроющей композиции обычно имеет значение в интервале 5-75 вес.%.
Согласно альтернативному техническому решению, третичный слой третичной кроющей композиции может применяться, по крайней мере, на части поверхности и предпочтительно на всей поверхности вторичного слоя, т.е. такая волокнистая пряжа будет содержать первичный слой проклейки, вторичный слой из вторичной кроющей композиции и третичный, внешний слой третичного покрытия. Третичное покрытие отличается от проклеивающей композиции и второй кроющей композиции, т. е. третичная кроющая композиция (1) содержит по крайней мере один компонент, которой химически отличен от компонентов проклеивающей и вторичной кроющей композиции, или (2) содержит по крайней мере один компонент в количестве, которое отличается от количества того же компонента, содержащегося в проклеивающей или вторичной кроющей композиции.
Согласно такому техническому решению, вторичная кроющая композиция содержит один или более упомянутых выше полимерных материалов, таких как полиуретан, а третичная кроющая композиция содержит порошкообразные теплопроводные неорганические частицы, например упомянутые выше частицы нитрида бора PolarTherm®. Предпочтительно порошкообразное покрытие наносят пропусканием пучка с нанесенной на него жидкой вторичной покрывающей композицией, через псевдоожиженный слой или распылительное устройство с целью приклеевания порошкообразных частиц к липкой вторичной кроющей композиции. С другой стороны, пучки (пряди) могут склеиваться в ткань 114 перед нанесением слоя 140 третичного покрытия, как это показано на фиг.5. Весовое процентное количество порошкообразных, теплопроводных неорганических твердых частиц, приклеенных к покрытому пучку, может составлять 0,1-75 вес.% от общего веса сухого пучка. Третичное покрытие может также содержать один или более таких полимерных материалов, как упомянутые выше, например акриловые полимеры, эпоксиды или полиолефины, традиционные стабилизаторы и другие модификаторы, известные в области нанесения таких покрытий, предпочтительно в сухой порошкообразной форме.
Волокнистые пучки могут перерабатываться в тканевое изделие 14 предпочтительно путем вязания или плетения. Тканевое изделие 14 используется в качестве армирующей системы для усиленных полимерных матричных материалов 12 с получением композита или ламината 10, изображенного на фиг.1, предпочтительно предназначенного для печатных электронных схем. Основные пучки ткани 14 могут подвергаться скручиванию или оставаться в исходном состоянии перед плетением с помощью стиля 1080, в котором на площадь в 5 см2 приходится 118 основных нитей и 93 утковых нитей, используется 5 11 1•0 (D450 1/0) основной и утковой нити; номинальная толщина ткани составляет 0,053 мм; удельный вес такой ткани 46,8 г/м2. Описания этих и других стилей приведены в IPC-EG-140 " Specification for finished Fabric Woven from 'E' Glass for Printed Boards", публикация The Institute for Interconnecting and Packaging Electronic Circuits (июнь 1997). Подходящее тканное усиленное изделие 14 может быть изготовлено с использованием традиционного ткацкого станка, известного специалисту в данной области, например челночного станка или рапирного ткацкого станка, однако предпочтительно использовать пневматический бесчелночный ткацкий станок. Предпочтительные бесчелночные ткацкие станки выпускаются фирмой Tsudakoma of Japan в виде Model #103 и Sulzer Ruti Model # L-5000 или L-5100, выпускаемых Sulzer Brothers Ltd. of Zurich, Switzerland. Sulzer Ruti L-5000 и L-5100 - Product bulletins of Sulzer Ruti Ltd., Switzerland. Используемый в тексте термин "пневматическое бесчелночное ткачество" обозначает тип изготовления ткани с использованием бесчелночного ткацкого станка 526 (показанного на фиг.6), в котором заполненная пряжа (уток) 510 вставлена в юбку-основу путем продувки сжатым воздухом 514 из одной или более воздухоструйных насадок 518 (показанных на фиг.6 и 6а). Пряжа 510 движется по направляющей 524 ткани 528 (10-6 дюймов) и более предпочтительно около 0,91 м под действием сжатого воздуха.
Воздухоструйная система может иметь единственную главную форсунку 516, но предпочтительно она также содержит множество дополнительных сменных форсунок 520 совместно с основой 512 для обеспечения продувок дополнительным количеством воздуха 522 в заправленную нить 510 с целью поддерживания желаемого давления воздуха по мере того, как нить 510 пересекает ширину 524 ткани 528. Давление воздуха, подаваемого в главную воздушную форсунку 516, предпочтительно составляет 103-413 килопаскалей (кПа), более предпочтительно 310 кПа. Предпочтительный стиль исполнения главной воздушной насадки 516 представляет собой игольчатый воздухоструйный насадочный узел модели 044455001, которая имеет внутреннюю воздухоструйную камеру с диаметром элемента 517 в 2 мм и форсуночную выходную трубку 519 с длиной элемента 521 20 см (выпускается Sulzer Ruti of Spartanburg, North Carolina). Предпочтительно воздухоструйная наполняющая система имеет 15-20 дополнительных воздушных насадок 520, которые обеспечивают дополнительные продувки воздухом в направлении движения нити 510 с целью облегчения продвижения нити 510 по станку 526. Давление воздуха, создаваемое в каждой из дополнительных воздушных насадок 520, предпочтительно составляет 3-6 бар.
Заполняющая нить 510 протягивается из блока подачи с помощью подающей системы 532 со скоростью 180-550 метров/минуту, предпочтительно 274 метра/минуту. Заполняющая нить 510 подается в главную насадку 518 через хомут. Продувка воздухом приводит в движение предварительно определенную длину пряжи (примерно равную ширине ткани) через смешивающее направляющее приспособление. После завершения прошивки конец нити, удаленный от основной насадки 518, отрезается режущим инструментом 534.
Совместимость и аэродинамические свойства различных нитей со способом пневматического бесчелночного прядения могут быть определены следующим способом, на который в тексте обычно ссылаются как на метод испытания "движущей силы транспорта под действием струи воздуха". Такой тест применятся для измерения силы натяжения или вытягивания ("движущая сила"), создаваемой в том случае, когда нить в качестве пряжи проталкивается в воздухоструйную насадку под действием силы воздушной струи. В этом способе каждый образец пряжи подается со скоростью 274 метра/минуту через игольчатое воздухоструйное насадочное устройство Sulzer Ruti модели 044455001, имеющее внутреннюю воздухоструйную камеру с диаметром 517, равным 2 мм, и трубку, выходящую из насадки, с длиной элемента 521 в 20 сантиметров (выпускаемое Sulzer Ruti of Spartanburg, North Carolina) при давлении воздуха около 310 килопаскалей. Тензиометр располагается в контакте с пряжей в положении перед ее входом в воздухоструйную насадку. Тензиометр производит измерение силы в граммах (движущая сила), возникающей в пряже под воздействием воздушной струи, по мере того как пряжа протягивается в воздухоструйную насадку.
Значение движущей силы на единицу массы может использоваться как основа для сравнения образцов пряжи. В целях относительного сравнения измерение силы протягивания нормализуют в расчете на пряжу длиной в 1 см. Грамм-масса пряжи длиной в один сантиметр может быть определена по формуле
Грамм-масса=(п(d/2)2(N)(ρстекл) (1 сантиметр длины пряжи), (I)
в которой d представляет собой диаметр единичного волокна пучка пряжи, N представляет собой число волокон в пучке пряжи, а ρстекл представляет собой плотность стекла при температуре около 25oС (примерно 2,6 г/см3). В таблице F перечисляются диаметры волокон пряжи некоторых типичных продуктов из стекловолокнной пряжи.
Так, например, грамм-масса одного сантиметра длины пряжи G75 составляет (п(9•10-4/2)2)(400)(2,6 г/см3), (1 сантиметр длины пряжи)=6,62•10-4 грамм-массы. Для пряжи D450 грамм-масса составляет 1,34•10-4 грамм-массы. Относительную натягивающую силу в расчете на единицу массы ("сила тяги пневматического транспорта") рассчитывают путем деления величины натягивающей силы (грамм-сила), измерение которой выполнено с помощью тензиометра, на грамм-массу для данного типа испытуемой пряжи. Так, например, если для образца пряжи G75 измерение натягивающей силы с помощью тензиометра составило 68,5, то значение движущей силы транспорта под действием воздушной струи равно 68,5, деленное на 6,62•10-4=103,474 грамм-силы на грамм массы пряжи.
Натягивающая сила транспорта пряжи под действием воздушной струи, используемой для формирования тканного изделия для ламината настоящего изобретения, значение которой определено согласно методу испытания натягивающей силы транспорта под действием воздушной струи, описанному выше, составляет величину более 100000 грамм-силы на грамм массы пряжи, предпочтительно 100000-400000 грамм-силы на грамм массы пряжи и более предпочтительно 120000-300000 грамм-силы на грамм массы пряжи.
Как показано на фиг.1, ткань 14 может использоваться для получения ламината 10 путем покрытия и/или пропитки одного или более слоев ткани 14 полимерным термопластичным или термореактивным матричным материалом 12. Ламинат 10 предназначен для применения в качестве электронной основы печатной платы 30. Используемый в тексте термин "электронная основа" обозначает структуру, которая механически поддерживает и/или электрически объединяет элементы, включающие, но не ограничивающиеся ими, активные электронные компоненты, пассивные электронные компоненты, печатные схемы, интегральные схемы, полупроводниковые приборы и другие конструктивные элементы, связанные с такими элементами, включающими, но не ограничивающимися ими, соединители, штепсельные розетки, удерживающие зажимы и теплоотводы.
Применяемые в настоящем изобретении матричные материалы включают такие термореактивные материалы, как термореативные полиэфиры, виниловые эфиры, эпоксиды (содержащие в молекуле по крайней мере одну эпокси- или оксирановую группу, такие как полиглицидиловые эфиры многоатомных спиртов или тиолов), фенольные соединения, аминопласты, термореактивные полиуретаны, их производные и смеси. Предпочтительными матричными материалами для формирования ламинатов для печатных электронных плат являются эпоксисмолы FR-4, полиимиды и жидкокристаллические полимеры, составы которых хорошо известны специалистам в данной области. Если необходима дополнительная информация, касающаяся таких композиций, то следует обратиться к работе Electronic Materiels HandbookTM, ASM International (1989), стр. 534-537.
Не ограничивающие сферу изобретения примеры подходящих термореактивных полимерных матричных материалов включают полиолефины, полиамиды, термопластичные полиуретаны и термопластичные полиэфиры, виниловые полимеры и их смеси. Дополнительные примеры подходящих термопластичных материалов включают полиимиды, сульфоны простых полиэфиров, полифенилсульфоны, полиэфиркетоны, полифениленоксиды, полифениленсульфиды, полиацетали, поливинилхлориды и поликарбонаты.
Подходящая рецептура матричного материала состоит из эпоксисмолы EPON 1120-A80, дициандиамида, 2-метилимидазола и DOWANOL РМ.
Другие компоненты, которые могут вводиться в полимерные матричные материалы и армирующий материал в композите, включают красители или пигменты, смазочные или перерабатывающие добавки, стабилизаторы от действия ультрафиолетового (УФ) света, антиоксиданты, другие наполнители и разбавители.
Ткань 14 может быть покрыта и пропитана путем ее погружения в ванну с полимерным матричным материалом 12, например, как это описано R. Tummala (ред.) Microelectronics Packaging Handbook, (1989), стр. 895-896. Полимерный матричный материал 12 и ткань 14 могут формироваться в композит или ламинат 10 разнообразными способами, которые зависят от таких факторов, как тип используемого полимерного матричного материала. Так, например, в случае термореактивного матричного материала ламинат может формироваться прямым или инжекционным формованием, с помощью процесса получения одноосноориентированного волокнистого пластика, наслаиванием вручную или листовым формованием с последующим прямым или инжекционным формованием. Термореактивные полимерные матричные материалы могут подвергаться вулканизации путем введения в матричный материал структурирующих агентов и/или путем применения тепла. Подходящие структурирующие агенты, используемые для сшивания полимерного матричного материала, обсуждаются ниже. Температура и длительность вулканизации термореактивного полимерного матричного материала зависят от таких факторов, как тип используемого матричного материала, наличия в матричной системе других присадок и толщины композита.
Подходящие способы формирования композита из термопластичного матричного материала включают прямое формование или экструзионное компаундирование с последующим инжекционным формованием. Способ и аппаратура для формирования композита указанными выше методами описаны I. Rubin, Handbook of Plastic Materials and Technology (1990), стр. 955-1062, 1179-1215 и 1225-1271.
В конкретном техническом решении изобретения, изображенном на фиг.4, композит или ламинат 10 включает ткань 14, пропитанную совместимым матричным материалом 12. Импрегнированная ткань затем может быть отжата между рядом измерительных роликов для сохранения измеренного количества матричного материала и высушена с образованием электронной опоры в виде полувулканизованного субстрата или препрега (полуфабриката). Электропроводный слой 40 может быть размещен на части стороны 42 препрега с помощью способа, который обсуждается ниже, и полученный препрег вулканизуют с образованием ламината 10, который выполняет функции электронной опоры 50 с электропроводным слоем. Согласно другому техническому решению изобретения, которое более типично для промышленных электрооснов, два или более препрегов комбинируют с электропроводящим слоем и совместно пакетируют и вулканизуют с помощью способа, хорошо известного специалисту в данной области, с образованием многослойной электронной опоры. Так, например, без ограничения сферы изобретения препреговый пакет может послойно формироваться путем его прессования, например, между полированными стальными плитами, при повышенных температурах и давлениях в течение определенного времени с тем, чтобы осуществить вулканизацию полимерной матрицы и получить ламинат желательной толщины. Части одного или более препрегов могут снабжаться электропроводящим слоем до или после послойного формирования и вулканизации так, что полученная в результате электрическая основа представляет собой ламинат, содержащий по крайней мере один электропроводный слой, расположенный вдоль части экспонированной поверхности (далее в тексте такую конструкцию обозначают как "покрытый ламинат").
Цепь может быть далее получена из электропроводного слоя с одного из слоев многослойной электроосновы в виде печатной электронной платы или печатной монтажной платы (далее в тексте на такие конструкции совместно ссылаются как на "монтажные электронные платы"). Если желательно, то в электронных основах могут быть сделаны проемы или отверстия (на которые далее ссылаются как на "Vias") с целью обеспечения соединения между цепями и/или компонентами по противоположным поверхностям электроосновы, причем эти операции проводят традиционными способами, известными в этой области, которые включают, без ограничения сферы изобретения, механическое сверление и лазерное сверление. Если говорить более конкретно, после образования проемов слой электропроводящего материала наносят на стенки такого отверстия или проем заполняют электропроводным материалом с целью облегчения электрического соединения и/или рассеяния тепла.
Электропроводный слой 40 может формироваться любым способом, хорошо известным специалисту в данной области. Так, например, без ограничения сферы изобретения, электропроводный слой может формироваться наслаиванием тонкой пластины или фольги металлического материала, по крайней мере, на части стороны полувулканизованного препрега или слоистого изделия. В качестве альтернативного решения, электропроводный слой может формироваться путем нанесения слоя металлического материала на, по крайней мере, часть боковой стороны полувулканизованного или вулканизованного препрега или слоистого изделия с использованием таких хорошо известных приемов, не ограничивающих сферу изобретения, как нанесение гальванических покрытий, химическое нанесение или напыление. Металлические материалы, подходящие для применения в качестве электропроводящего слоя, включают, но не ограничиваются ими, медь (являющуюся предпочтительным металлом), серебро, алюминий, золото, олово, сплавы олова со свинцом, палладий и их комбинации.
Согласно другому техническому решению настоящего изобретения, электронная основа печатной платы может выполняться в виде многослойной монтажной платы, сконструированной совместным наслоением одной или более электрических монтажных плат (описанных выше) в присутствии одного или более плакировочного ламината (описанного выше) и/или одного или более препрегов (предварительно пропитанных прядей). Если желательно, то на основу электронной печатной платы могут наноситься дополнительные электропроводные слои, например, вдоль части неэкспонированной боковой стороны многослойной монтажной платы. Кроме этого, если требуется, дополнительные схемы могут формироваться из электропроводных слоев описанным выше способом. Следует иметь в виду, что в зависимости от относительного расположения слоев многослойной монтажной электронной платы такая плата может иметь внешние и внутренние схемы.
Дополнительные проемы формируются, как указывалось ранее, частично или полностью через плату с целью обеспечения электросоединения между слоями в выбранных положениях. Следует иметь в виду, что полученная в результате структура может содержать некоторое количество проемов, которые полностью проходят через структуру, некоторое число проемов, лишь частично проходящее через структуру, и некоторую часть проемов, которая полностью находится в структуре.
Предпочтительно толщина слоистого материала, образующего электроснову печатной платы 50, составляет величину более 0,051 мм, более предпочтительно 0,13-2,5 мм. Для восьмислойного слоистого изделия из ткани стиля 7628 толщина обычно составляет 1,32 мм. Число слоев ткани 14 в слоистом изделии 10 может изменяться в зависимости от желательной толщины ламината. В целях ясности в слоистых изделиях на фиг.1, 4 и 5 показан единственный слой ткани. Число таких слоев может составлять от одного до сорока. Предпочтительно такое слоистое изделие имеет восемь слоев ткани или препрега.
Содержание смолы в ламинате может составлять 35-80 вес.%, более предпочтительно 40-75 вес.%. Количество ткани в слоистом изделии может составлять 20-65 вес.% и более предпочтительно 25-60 вес.%.
Для ламината, сформированного из прошитой Е-стеклоткани, при использовании матричного материала на основе эпоксисмолы с минимальной температурой стеклования порядка 110oС желательная минимальная прочность при изгибе поперек станка или по ширине (обычно перпендикулярно продольной оси ткани) составляет величину более 3•107 кг/м2, предпочтительно более 3,52•107 кг/м2 и более предпочтительно выше 4,9•107 кг/м2 в соответствии с IPC-4101 "Specification for base materials for rigid and multilayer printed boards", стр. 29, публикация of The Institute for interconnecting and packaging Electronic circuits (декабрь 1997). В направлении длины материала (обычно параллельно продольной оси ткани) желательная минимальная прочность при изгибе составляет величину более 4•107 кг/м2 и предпочтительно более 4,23•107 кг/м2. Прочность на изгиб измеряют в соответствии с методикой ASTM D-790 и IPC-ТМ-650 Test Methods Manual of the Institute for Interconnecting and Packaging Electronics (декабрь 1994), причем металлическую плакировку полностью удаляют травлением согласно разделу 3.8.2.4 IPC-45101. Преимущества электронных основ настоящего изобретения включают высокую прочность при изгибе (прочность на разрыв и сжатие) и высокий модуль, которые могут уменьшать деформацию монтажной платы, включающей слоистое изделие.
Электронные основы настоящего изобретения в виде плакированных медью FR-4 ламинатов предпочтительно имеют коэффициент теплового расширения при 288oС в направлении оси z ламината ("Z-CTE"), т.е. поперек толщины слоистого изделия, менее 4,5% и более предпочтительно 0,01-4,5 вес.%, согласно IPC Test Method 2.4.41. Каждый такой ламинат предпочтительно содержит восемь слоев ткани стиля 7628, хотя могут также использоваться ткани стилей 1080 и 2116. Ламинаты с низкими коэффициентами теплового расширения обычно менее подвержены расширению и сжатию и могут минимизировать деформацию платы.
Настоящее изобретение также предусматривает производство многослойных ламинатов и монтажных электронных плат, которые включают по крайней мере один композитный слой, полученный по описанной методике, и по крайней мере один композитный слой, полученный по способу, отличающемуся от описанного способа получения композиционного слоя, например, с использованием традиционной стекловолоконной композиционной технологии. Как хорошо известно специалисту в данной области, согласно традиционной практике, нити в сплошных стекловолоконных прядях, используемых в тканном изделии, обрабатывают проклейкой из смеси крахмал/масло, которая содержит частично или полностью декстринизированный крахмал или амилозу, гидрированное растительное масло, катионный смачивающий агент, эмульгатор и воду, т.е. содержит компоненты, но не ограничивается ими, которые описаны Lowenstein на стр. 237-244 (3-е изд. 1993). Основную пряжу, полученную из таких нитей, после этого обрабатывают раствором перед плетением с целью защиты нитей от истирания в ходе процесса плетения, например поливиниловым спиртом, описанным в патенте США 4530876. Обычно такую операцию обозначают как "слэшинг" (распиливание). Поливиниловый спирт, как и проклейка из смеси крахмала с маслом, обычно не совместимы с полимерным матричным материалом, используемым производителями композита, и ткань должна быть очищена с целью удаления практически всех органических материалов с поверхности стекловолокна перед пропиткой тканного изделия. Эта операция может проводиться разнообразными способами, например с использованием скруббера для промывки ткани или с помощью более общепринятой термообработки ткани с помощью хорошо известных способов. В результате операции очистки исчезает поверхность раздела между полимерным матричным материалом, используемым для пропитки ткани, и очищенной поверхностью стекловолокна, в результате чего связующее вещество может применяться на поверхности стекловолокна. Такую операцию специалисты в этой области называют отделкой. В качестве связующих веществ для операций отделки традиционно применяют силаны, не ограничивающиеся веществами, описанными Е.Р. Plueddeman, Silane Coupling Agents (1982), стр. 146-147. См. также Lowenstein, стр. 249-256 (3-е изд. 1993). После обработки силаном, ткань пропитывают совместимым полимерным
матричным материалом, пропускают между счетными роликами и сушат с получением полувулканизованного препрега, как это описано выше. Следует иметь в виду, что в зависимости от природы проклейки, операции очистки и/или матричной смолы, применяемой в композите, стадии слэшинга и/или окончательной отделки могут быть опущены. Один или более препрегов, полученных с использованием традиционной стекловолоконной композиционной технологии, далее могут объединяться с одним или более препрегами, полученными в соответствии с настоящим изобретением с образованием электронной основы, обсужденной выше, и в особенности многослойного ламината или монтажной печатной платы. Для более полной информации, касающейся получения монтажных печатных плат, см. Electronic Materials HandbookTM, ASM International (1989), стр. 113-115, R. Tummala (ред. ), Microelectronics Packaging Handbook (1989), стр. 858-861 и 895-909, M.W. Jawitz, Printed Circuit Board Handbook (1997), стр. 9.1-9.42 и C. F. Coombs, Jr (ред. ), Printed Circuit Handbook (3-е изд.), 1988, стр. 6.1-6.7.
Композиты и слоистые материалы, предназначенные для формирования электронных основ настоящего изобретения, могут использоваться для получения паковок, применяемых в электронной промышленности, более конкретно для паковок первого, второго и/или третьего уровня, как, например, тех, что описаны в работе Tummala, стр. 25-43. Кроме этого, настоящее изобретение может также использоваться для других уровней паковки.
Настоящее изобретение также охватывает способ клеевой сборки ткани 14 путем переплетения первой пряжи (уток) со второй пряжей (основная пряжа) с образованием ткани 14, например, с помощью пневматического бесчелночного ткания, обсужденного выше. Усовершенствование включает первую пряжу, содержащую Е-стекловолокна с покрытием, которые совместимы с полимерным матричным материалом, причем такое покрытие включает (1) один или более полиэфиров и (2) по крайней мере один полимер, выбранный из группы, состоящей из полимеров винилпирролидона, полимеров винилового спирта, крахмалов и их смесей (которые подробно обсуждались выше).
Другим аспектом настоящего изобретения является способ формирования слоистого материала из плетеной ткани и полимерного матричного материала в результате покрытия тканного изделия полимерным матричным материалом с образованием ткани с покрытием и воздействия на нее тепла. Тканное изделие включает пряжу, содержащую Е-стекловолокна. Усовершенствование состоит в том, что Е-стекловолокна имеют покрытие, которое совместимо с полимерным матричным материалом, причем пряжа имеет транспортное тяговое усилие под действием воздушной струи более 100000 грамм-силы на грамм массы пряжи, с использованием игольчатого воздухоструйного насадочного элемента, подробно описанного выше, движущегося со скоростью 274 метра в минуту при давлении воздуха около 310 килопаскалей, причем слоистое изделие обладает прочностью на изгиб в направлении наполнения ткани более примерно 3•107 кг/м2.
Другой аспект настоящего изобретения представляет собой способ формирования ламината из тканного изделия и полимерного матричного материала путем покрытия тканного изделия полимерным матричным материалом с образованием покрытой ткани и воздедйствия на нее тепла. Тканевое изделие содержит пряжу, включающую Е-стекловолокно. Усовершенствование заключается в том, что Е-стекловолокна имеют покрытие, которое совместимо с полимерным матричным материалом, причем такое покрытие включает (1) полиэфир и (2) по крайней мере один полимер, выбранный из группы, состоящей из полимеров винилпирролидона, полимеров винилового спирта и крахмалов.
Сведения, подтверждающие возможность осуществления изобретения
Далее настоящее изобретение иллюстрируется следующими специальными примерами, не ограничивающими его сферу.
Пример 1
Совместимость образцов некоторых различных видов пряжи с процессом пневматического бесчелночного прядения определяли с использованием метода тестирования "Air Jet Transport Drag Force", который подробно обсужден выше.
Образцы пряжи согласно настоящему изобретению покрывали водными формирующими клеевыми композициями A-F, совместимыми с матричной смолой согласно данным таблицы 1А, и оценивали с использованием метода тестирования "Air Jet Transport Drag Force". В каждую композицию добавляли менее 1 вес.% уксусной кислоты. Каждая из формирующих клеевых композиций содержала 2,5 вес.% твердых веществ. Каждую покрытую стекловолоконную нить скручивали с образованием пряжи и наматывали на бобины одинаковым образом с использованием традиционного крутильного оборудования. Образец Вvас покрывали водной формирующей клеевой композицией В, но сушили в вакууме при 190oF в течение 46 часов. Каждый из образцов A-F имел значения потерь при прокаливании менее 1 вес.%. Образцы Сhi and Dhi имели значения величин потерь при прокаливании 1,59 и 1,66 вес.% соответственно.
Коммерческие образцы пряжи, покрытой системой крахмал-масло марок 631 и 633 D-450; пряжи, покрытой системой крахмал-масло марок 690 и 695, а также пряжи G-75, выпускаемой на коммерческой основе PPG Industries, Inc., также оценивали с использованием метода испытания "Air Jet Transport Drag Force". Три сравнительных образца X1, Х2 и Х3, каждый из которых покрывали такой же водной формирующей композицией Х, описанной в таблице 1В, также подвергали аналогичному испытанию. Сравнительный образец X1 содержал 2,5 вес.% твердого материала. Сравнительный образец Х2 содержал 4,9 вес.% твердого материала, и его сушили на воздухе в течение 8 часов при 25oС. Сравнительный образец Х3 содержал 4,6 вес.% твердых веществ.
Каждый образец пряжи подавали со скоростью 274 метра/минуту через Sulzer Ruti игольчатое воздухострйное насадочное устройство модели 044455001, которое имело внутреннюю воздухоструйную камеру с диаметром 2 мм и выходную трубку насадки длиной 20 см (выпускаемое коммерчески Sulzer Ruti of Spartanburg, North Carolina) при давлении воздуха 310 килопаскалей. Тензиометр помещали в состояние контакта с пряжей в точке перед входом пряжи в воздухоструйную насадку. С помощью тензиометра делали измерения грамм-силы (тяговое усилие), влияющей на каждый образец пряжи, под воздействием воздушной струи на соответствующий образец пряжи, втягивающийся в воздухоструйную насадку. Полученные значения представлены в таблице 1С.
Как следует из представленной таблицы 1С, каждая из пряж, покрытая клеевой композицией, совместимой с полимерным матричным материалом согласно изобретению имела значения тягового переноса под действием воздушной струи выше 100000. Лишь коммерческие пряди, проклеенные смесью крахмал-масло, которые обычно несовместимы с обсужденным выше полимерным матричным материалом, имели значения тягового переноса под воздействием воздушной струи выше 100000. Образцы пряжи Сhi и Dhi с покрытиями, совместимыми с полимерной матрицей, имели значения транспортной тяги под действием воздушной струи менее 100000 из-за большого количества покрытия на пряже, т.е. они имели потери при прокаливании более 1,5 вес.%, что ингибировало филаменизацию пряжи под воздействием воздушной струи.
С целью оценки прочности слоистого изделия ткани стиля 7628 (обсужденные выше стилевые параметры) формировали из образцов 695, образца В и образца Вvac G75 (обсужденного выше) соответственно. Восемь слоев каждого образца ткани прослаивали системой на основе смолы FR-4 из группы эпоксисмол EPON 1120-А80, дициандиамидом, 2-метилимидазолом и DOWANOL РМ с получением ламинатов.
Каждое слоистое изделие оценивали на прочность при изгибе (максимальная разрушающая нагрузка), проводя испытание согласно ASTM D-790 и IPC-TM-650 Test methods Manual of the Institute for Interconnecting and Packaging Electronics (декабрь 1994) (на эти способы ссылаются в настоящем описании), причем металлическую плакировку полностью удаляли травлением согласно разделу 3.8.2.4 IPC 4101, и на прочность сдвига между слоями (прочность на коротколучевой сдвиг) с применением размаха в 15,9 мм и скорости движения поперечного наконечника 1,27 мм/мин, согласно ASTM D-2344, причем на этот способ ссылаются в настоящем описании. Результаты таких оценок представлены в таблице 1D.
Как следует из результатов, представленных в таблице 1D, слоистые образцы В и Вvac, полученные согласно настоящему изобретению, обладали более высоким значением прочности при изгибе, чем слоистые образцы, приготовленные из стекловолоконной пряжи 695 с покрытием из крахмала с маслом.
Пример 2
Коэффициент теплового расширения ламината в направлении оси z (Z-CTE), т.е. по толщине ламината, оценивали для слоистых образцов, каждый из которых состоял из восьми слоев ткани стиля 7628, приготовленной из образцов покрытой пряжи Bvac (Образец А) и пряж 695, покрытых системой крахмал-масло (обсужденных выше) (контрольные образцы). Ламинат готовили с использованием эпоксисмолы FR-4, описанной в примере 1, и плакировали медью согласно методу испытания IPC 2.4.41. Коэффициент теплового расширения в направлении оси z оценивали для каждого образца слоистого изделия при 288oС согласно методу испытания IPC 2.4.41. Результаты такой оценки представлены в таблице 2.
Как следует из результатов, представленных в таблице 2, образцы слоистых изделий А1-А3 согласно настоящему изобретению имеют меньшие коэффициенты теплового расширения в направлении оси z ламинатов, чем соответствующие значения у контрольных образцов 1 и 2, которые готовили из пряжи 695, покрытой смесью крахмал-масло.
Пример 3
Водные формирующие клеевые композиции A-D (обсужденные в таблице 1А примера 1) и сравнительный образец 31 наносили на Е-стекловолоконную пряжу. Рецептура сравнительного образца 31 приведена в таблице 3. Каждая из формирующих клеевых композиций содержала 2,5 вес.% твердых веществ. Каждая покрытая стекловолоконная прядь подвергалась закручиванию с образованием пряжи и наматывалась на бобины одинаковым способом с использованием традиционного скручивающего оборудования.
Пряжи образцов A-D, сравнительного образца 1 и сравнительного образца 2117 оценивали по некоторым физическим свойствам, таким как потери при прокаливании (LOI), совместимость с воздушной струей (воздушная тяга), сила трения и число разрушенных нитей.
Средние потери веса при прокаливании (весовой процент твердых веществ формирующей проклеивающей композиции, деленный на общий вес стекла и высушенной формирующей клеевой композиции) в трех последовательных определениях для каждого образца приведены в таблице 4. Каждую пряжу оценивали по значению силы воздушной тяги или напряжения путем подачи пряжи с контролируемой скоростью 274 м/мин через регистратор напряжения, с помощью которого в пряже создавали напряжение, и воздушную насадку Ruti диаметром 2 мм при давлении воздуха 310 кПа.
Образцы и сравнительные образцы также оценивали на силу трения путем создания напряжения примерно в 30 грамм на каждом образце пряжи по мере пропускания образца со скоростью 274 м/мин через пару традиционных устройств для измерения напряжения со стационарным хромовым постом диаметром 5 сантиметров, смонтированным между ними с целью пометки пряжи на расстоянии примерно 5 см от прямолинейного пути между устройствами для измерения напряжения. Различие в значениях силы, выраженных в граммах, представлены в таблице 4. Тест на силу трения предназначен для моделирования сил трения, которым подвергается пряжа в ходе операций прядения.
Каждый образец и сравнительный образец также оценивали на предмет наличия разрушенных элементарных нитей с использованием теста на истирание. Напряжение в двести грамм создавали на каждом испытуемом образце по мере его прохождения со скоростью 0,46 м/мин в течение 5 минут через истирающее испытательное устройство. Оценивали по два теста, проведенных на каждом образце и сравнительном образце, и среднее значение числа разрушенных элементарных нитей представлено в таблице 4. Тестер на истирание состоит из двух параллельных рядов стальных бердо, причем каждый ряд располагался на расстоянии 1 дюйма от другого. Каждый образец испытуемой пряжи заправляли между двумя соседними бердо из первого ряда бердо, затем заправляли между двумя соседними бердо из второго ряда бердо, причем расстояние между этими рядами составляло половину дюйма (1,27 см). Группы бердо двигались назад и вперед на расстояние 4 дюйма (10,2 см) в направлении, параллельном движению пряжи со скоростью 240 циклов в минуту. В представленной таблице 4 приведены результаты измерения силы воздушной тяги, силы трения и числа разрушенных элементарных нитей в условиях истирания для образцов A-D и сравнительных образцов.
Как следует из данных, приведенных в таблице 4, в образцах А и В, которые покрывали клеящими композициями, содержащими нитрид бора согласно настоящему изобретению, содержалось небольшое число разрушенных элементарных нитей, наблюдались низкие значения силы трения и высокие значения воздушной тяги по сравнению со сравнительными образцами. Образцы С и D также имели более высокие значения силы воздушной тяги, чем сравнительные образцы. Тест на воздушную тягу представляет собой относительное испытание, предназначенное для моделирования процесса вставления утка пневматического бесчелночного ткацкого станка, в котором пряжа продвигается по станку под действием движущей силы воздушной струи. Пряжи, которые легче филаменизируются под действием воздушной струи, обеспечивают большую площадь поверхности для движущей силы воздушной струи, в результате чего может облегчаться продвижение пряжи поперек станка и повышаться производительность процесса. Значения воздушной тяги для образцов A-D (образцы, приготовленные согласно настоящему изобретению) выше соответствующих значений для сравнительных образцов, что указывает на превосходную совместимость с воздушной струей.
Пример 4
Каждый из компонентов в количествах, указанных в таблице 5, смешивали с образованием формирующих клеевых композиций E, F, G и Н согласно настоящему изобретению, а сравнительный образец получали по способу, аналогичному описанному выше. В каждую композицию добавляли менее 1 вес.% уксусной кислоты в расчете на общий вес композиции.
Каждую из водных формирующих клеевых композиций таблицы 5 наносили на пряди из G75 Е-стекловолокна. Каждая из формирующих клеевых композиций содержала 6-25 вес.% твердых веществ.
Каждую покрытую стекловолоконную прядь скручивали с образованием пряжи и одинаковым образом наматывали на бобины с использованием традиционного крутильного оборудования. Пряжи из образцов F и Н демонстрировали минимальное выползание проклейки в ходе скручивания, в то время как образцы Е и G демонстрировали существенное выползание проклейки в ходе скручивания.
Пряжи образцов Е-Н и cравнительного образца оценивали на воздушную тягу тем же способом, что описан в примере 3, за исключением того, что значения воздушной тяги определяли для двух бобин при давлениях, указанных в таблице 6. Каждую пряжу оценивали на среднее число разрушенных элементарных нитей на 1200 метрах пряжи при скорости движения 200 метров/мин с использованием детектора разрушенных элементарных нитей Shirley модели 84041L, выпускаемой SDL International Inc. of England. Эти значения представляют собой среднее измерений, проводимых на четырех бобинах с каждой из пряж. Значения количества разрушенных элементарных нитей регистрировали с частей, взятых с полной бобины, 136 г и 272 г пряжи, смотанной с бобины.
Каждую пряжу также оценивали на напряжение в затворе, и результаты такого испытания приведены в таблице 6. Число разрушенных элементарных нитей, измеренное согласно методу напряжения в затворе, определяли сматыванием образца пряжи с бобины со скоростью 200 метров/мин, продеванием пряжи через серии из 8 параллельных керамических шпилек и пропусканием пряжи через детектор разрушенных элементарных нитей Shirley с целью подсчета числа разрушенных нитей.
Хотя представленные в таблице 6 результаты показывают, что образцы настоящего изобретения Е-Н обладают значительно более высоким сопротивлением истиранию, чем сравнительные образцы, предполагается, что полученные результаты не являются окончательными, поскольку полиэтиленовый эмульсионный компонент сравнительного примера, который отсутствует в образцах Е-Н, влияет на абразивные свойства пряжи.
Из приведенного выше описания можно видеть, что настоящее изобретение обеспечивает получение ламинатов, обладающих хорошей прочностью на изгиб, а также модулем и коэффициентом теплового расширения в направлении оси z и другими желательными отличительными признаками, которые находят применение в большом числе таких приложений, как усиление (армирование) монтажных печатных плат.
Специалисту в данной области техники должно быть ясно, что в описанные технические решения могут быть внесены изменения, не нарушающие широкой изобретательной концепции изобретения. Поэтому следует иметь в виду, что настоящее изобретение не ограничивается описанными конкретными техническими решениями и охватывает разнообразные модификации, входящие в сферу изобретения, как это указано в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННЫЙ СТЕКЛОВОЛОКНОМ ПРЕПРЕГ (ВАРИАНТЫ), ЛАМИНАТ (ВАРИАНТЫ) | 1999 |
|
RU2212381C2 |
| СПОСОБ СНИЖЕНИЯ АБРАЗИВНОГО ИЗНОСА СТЕКЛОВОЛОКОННОЙ ПРЯДИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 1999 |
|
RU2212382C2 |
| ПРОПИТАННЫЕ ПРЯДИ СТЕКЛОВОЛОКОН И ТКАНЬ НА ИХ ОСНОВЕ | 1999 |
|
RU2211814C2 |
| СТЕКЛОВОЛОКОННЫЕ ПРЯДИ, ПОКРЫТЫЕ ТЕПЛОПРОВОДНЫМИ НЕОРГАНИЧЕСКИМИ ЧАСТИЦАМИ, И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2196746C2 |
| ПРЯДИ СТЕКЛОВОЛОКНА С ПОКРЫТИЕМ ИЗ НЕОРГАНИЧЕСКИХ ЧАСТИЦ И ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ИХ | 1999 |
|
RU2209789C2 |
| ПРОПИТАННЫЕ СТЕКЛОВОЛОКОННЫЕ ПРЯДИ И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2209788C2 |
| СТЕКЛОВОЛОКОННЫЙ МАТ, СПОСОБ И ЛАМИНАТ | 2010 |
|
RU2534975C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАМИНАТНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2017 |
|
RU2721115C1 |
| ОГНЕСТОЙКИЙ ЛАМИНАТ | 2011 |
|
RU2531397C1 |
| КОМПОЗИЦИИ ПЛАСТИЗОЛЯ, СОДЕРЖАЩИЕ КРЕМНИЙОРГАНИЧЕСКОЕ СОЕДИНЕНИЕ (КРЕМНИЙОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ) | 2013 |
|
RU2622443C2 |
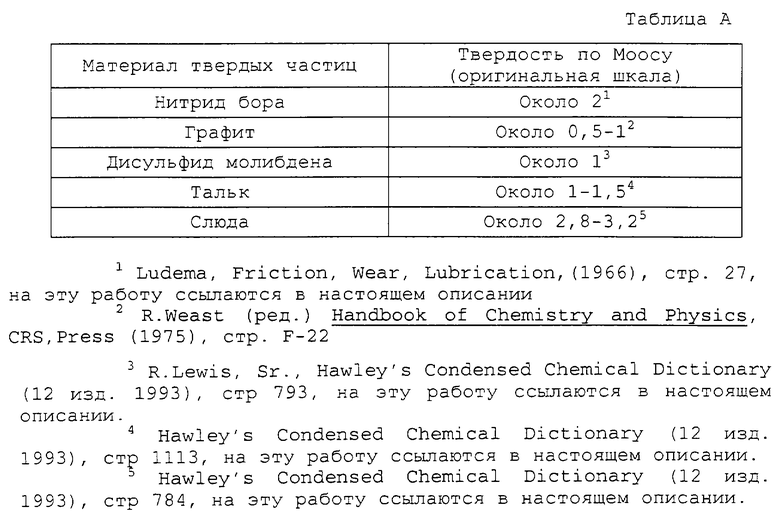
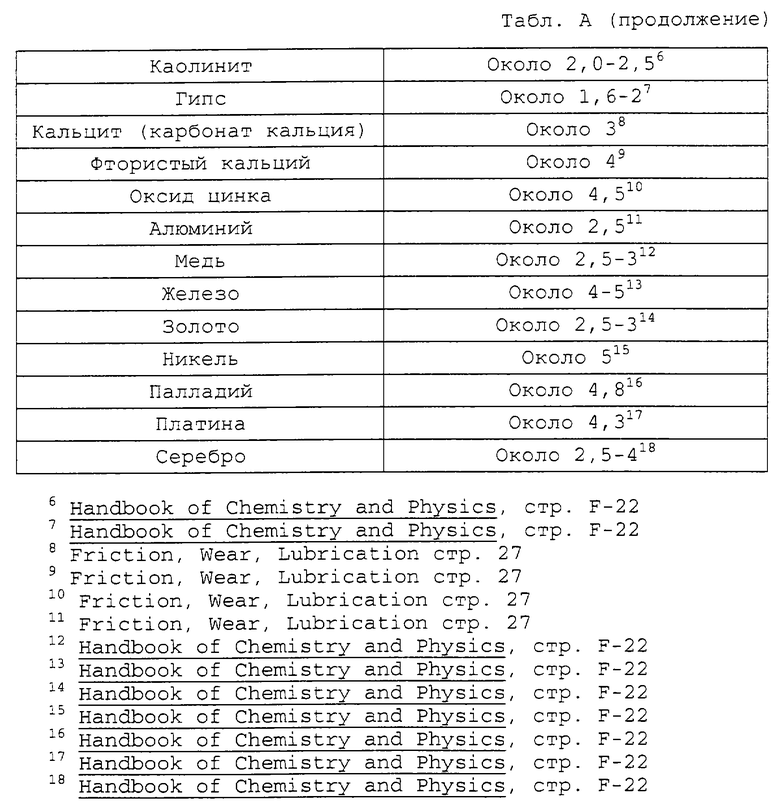
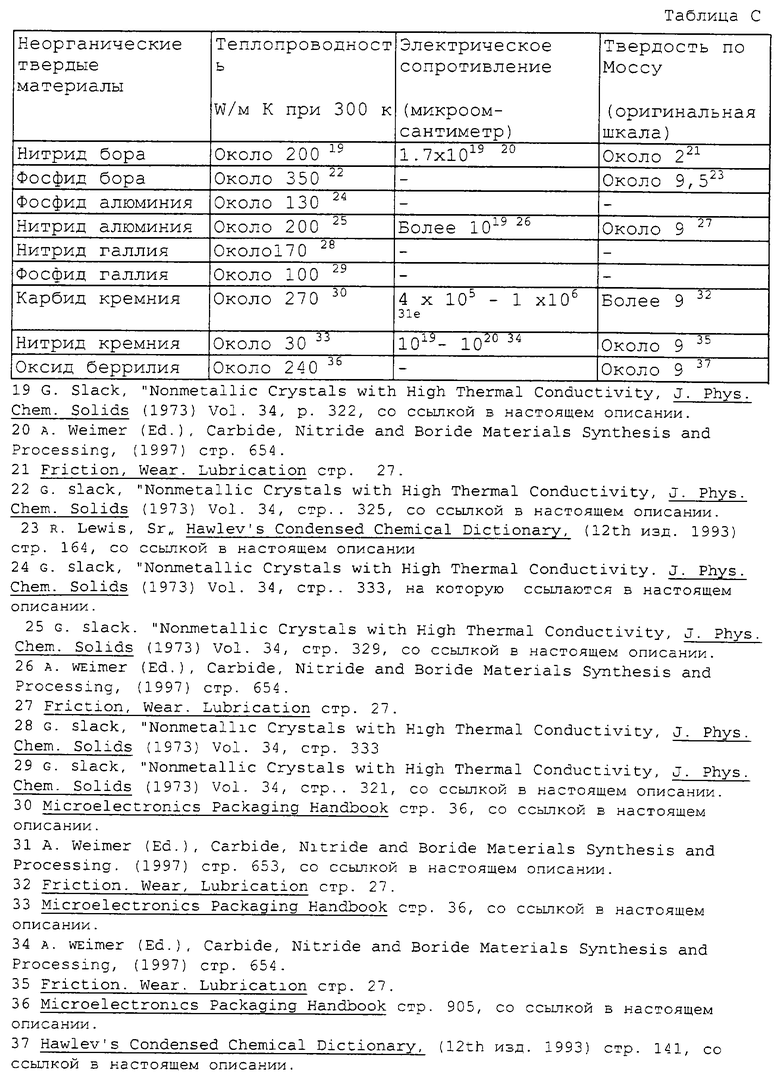
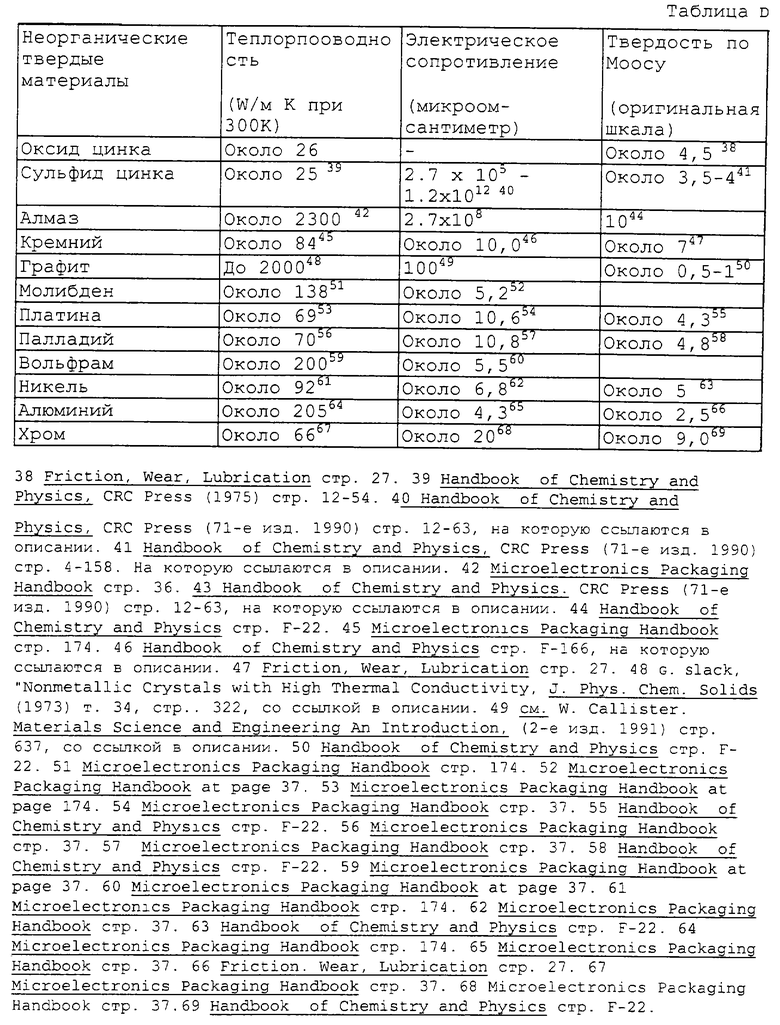
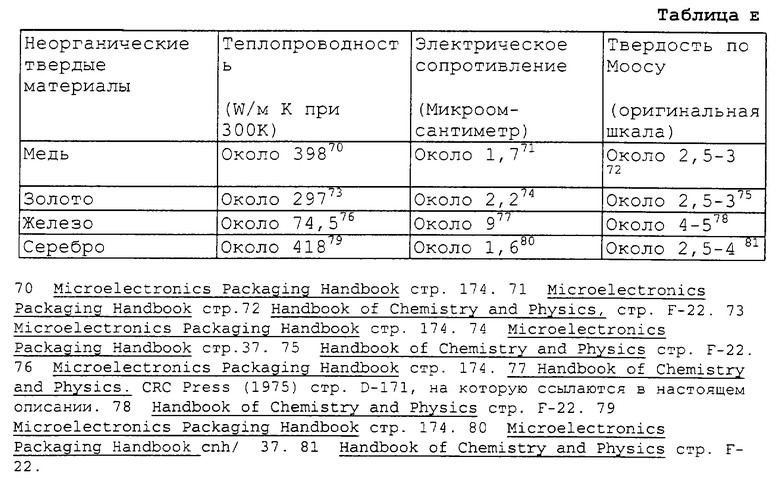
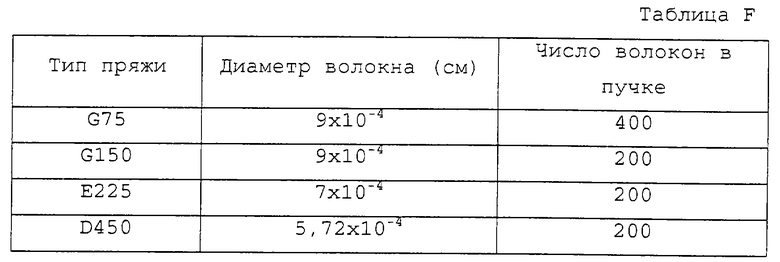
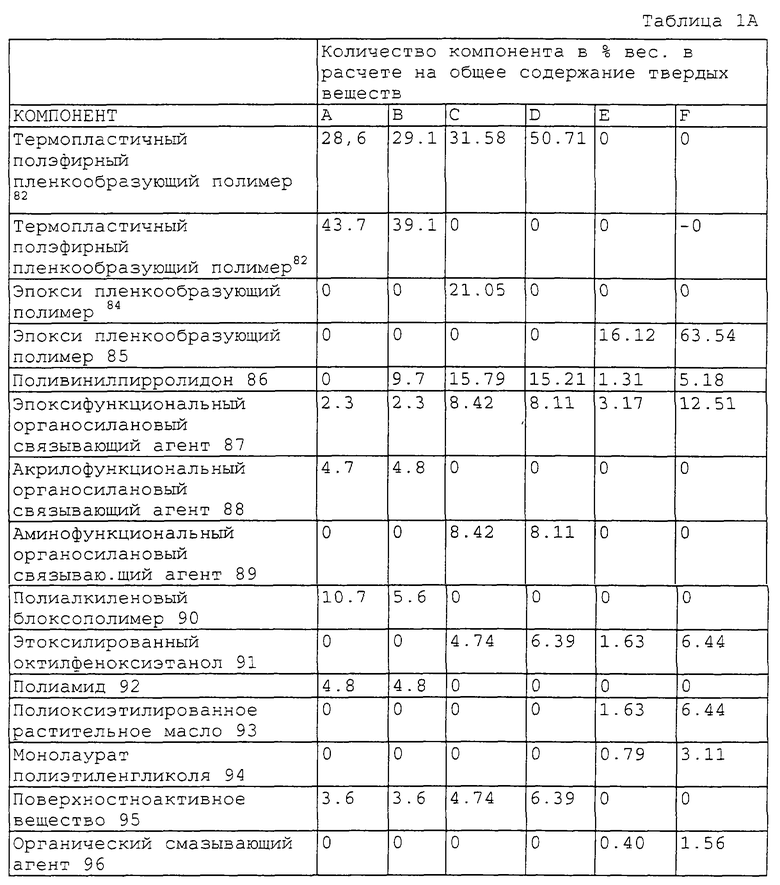
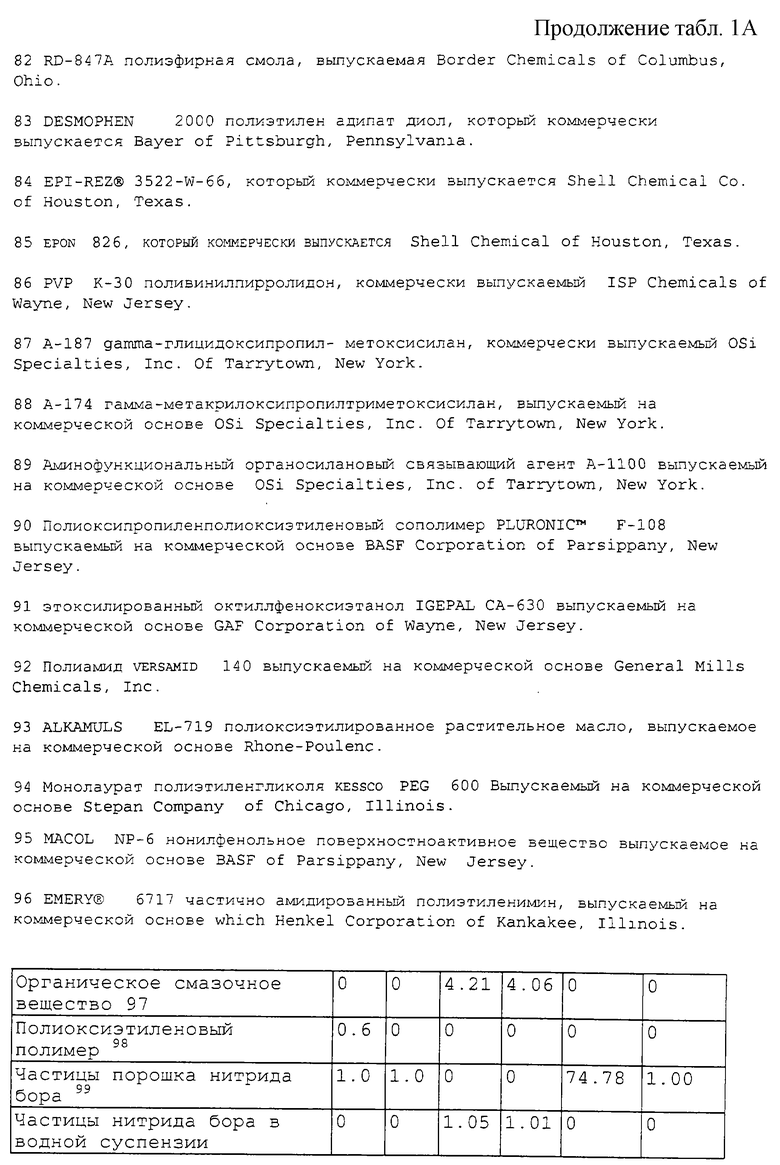
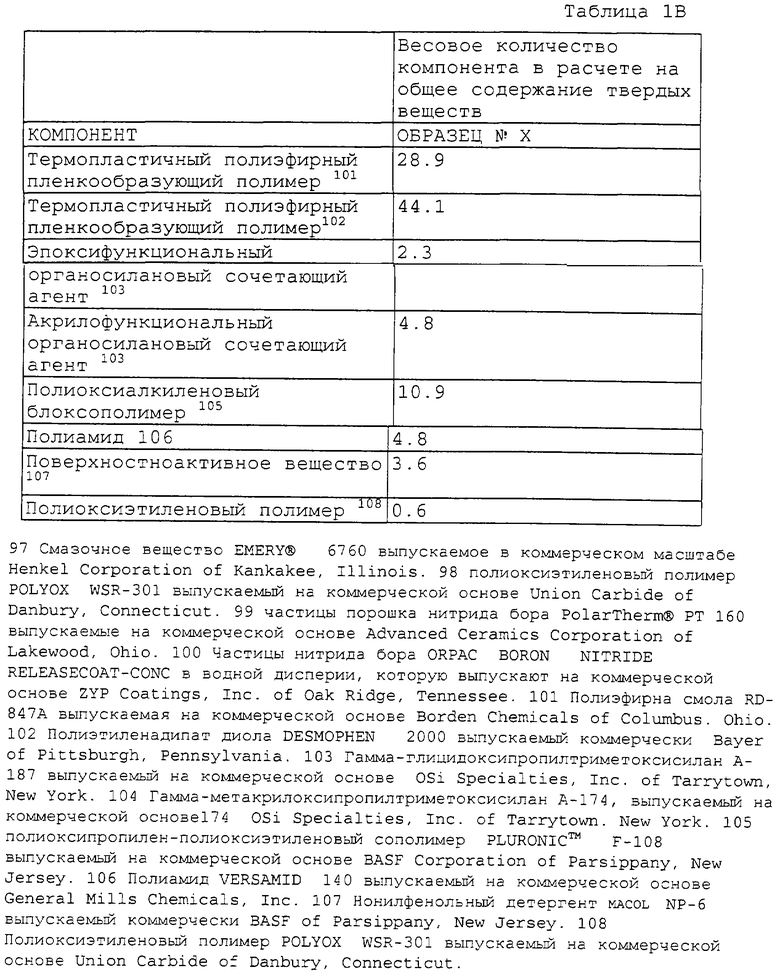
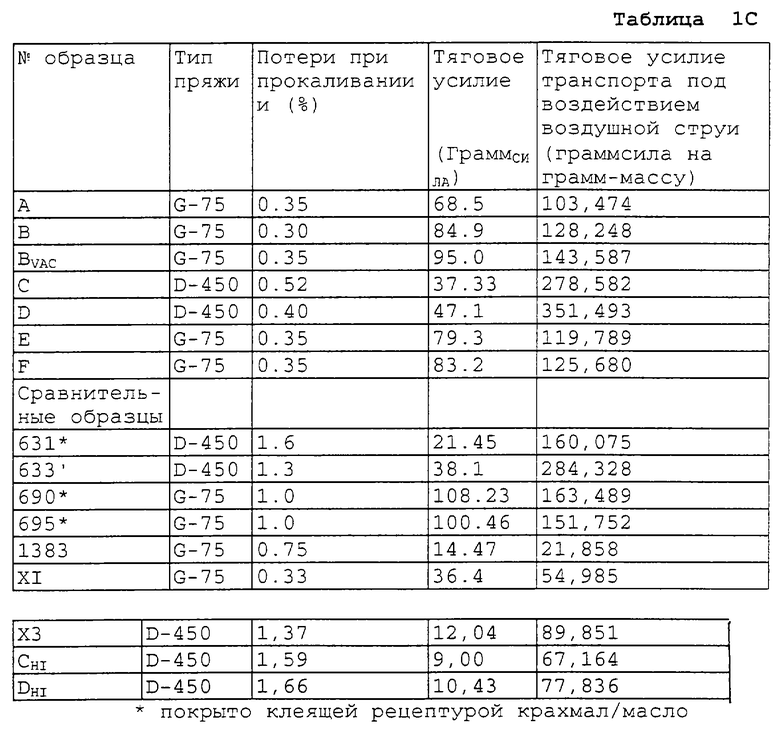
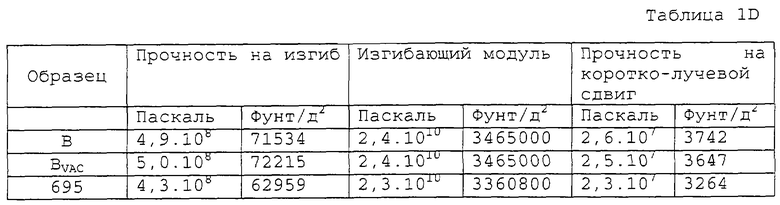
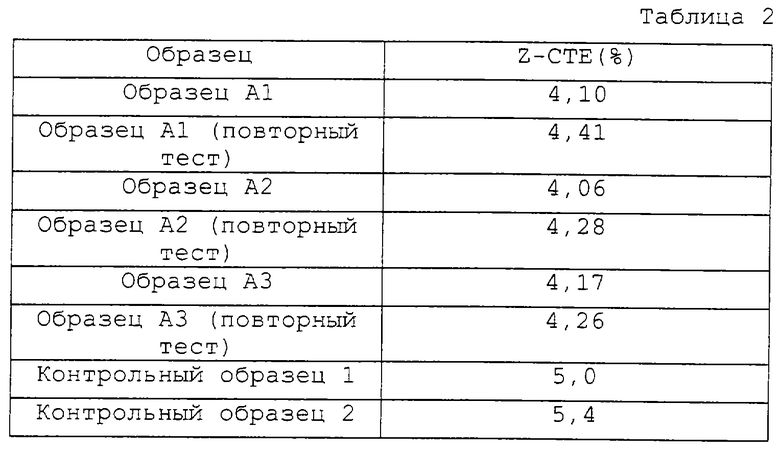
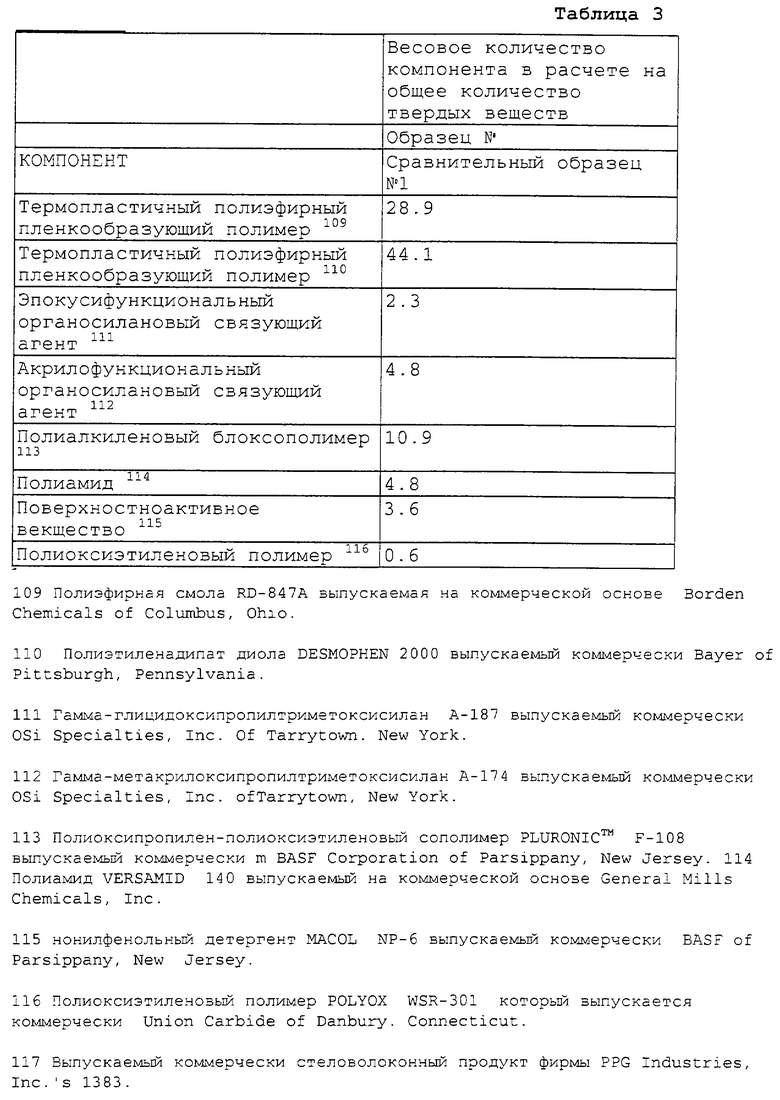
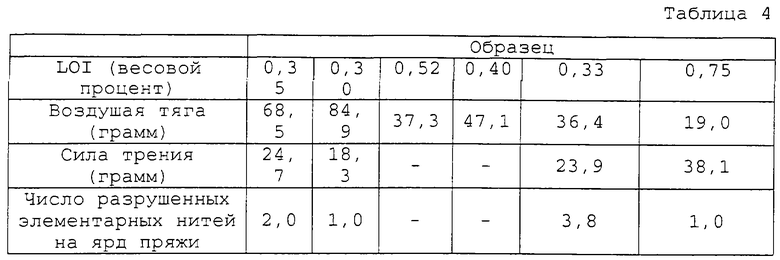
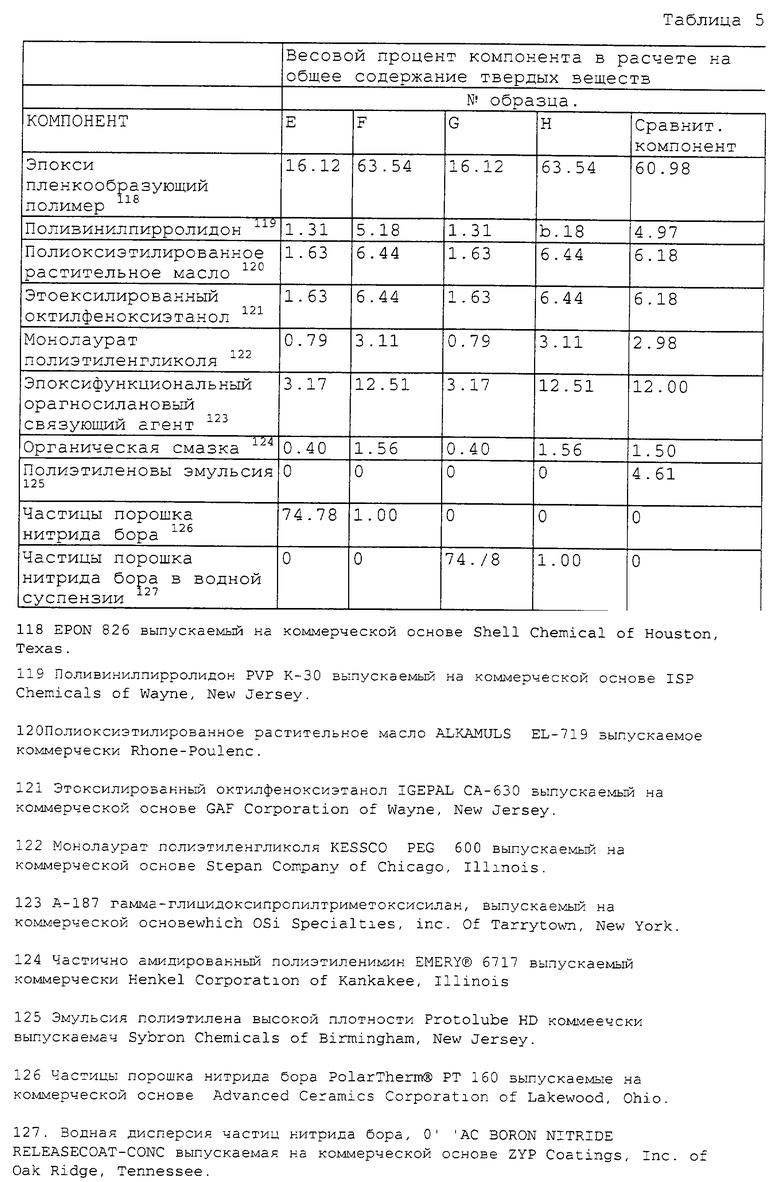
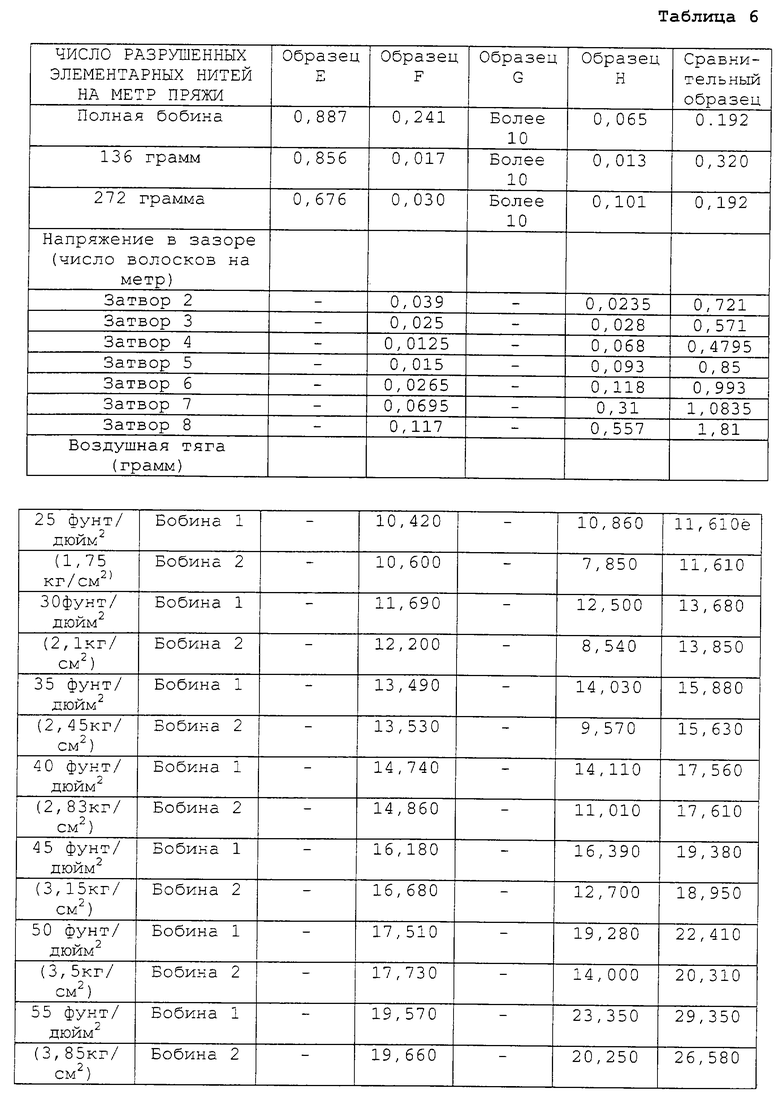
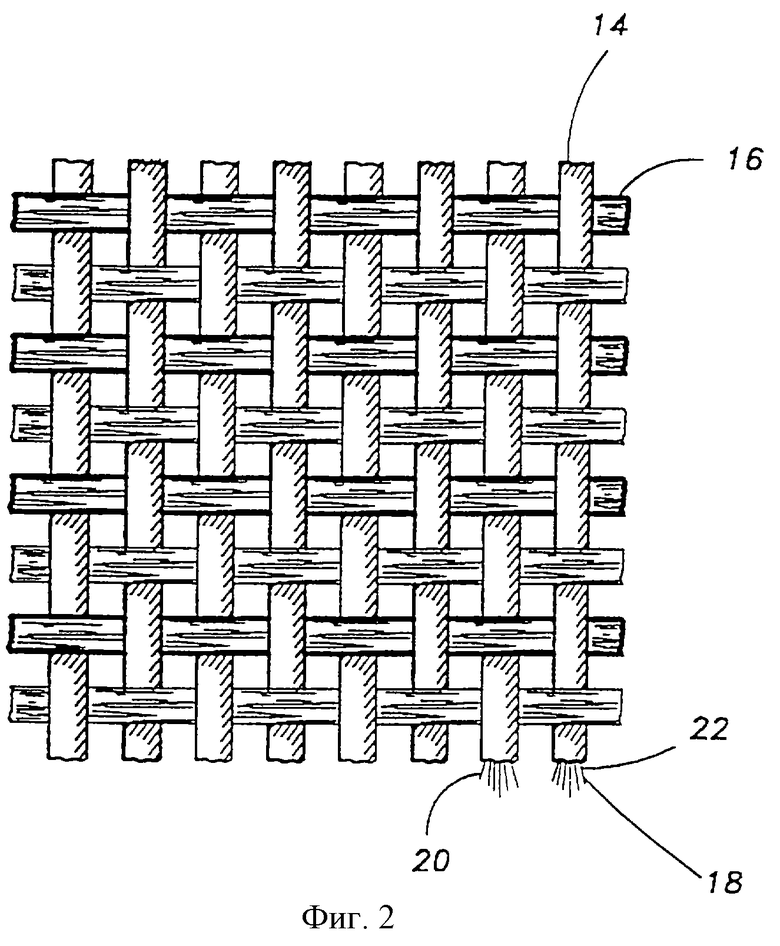
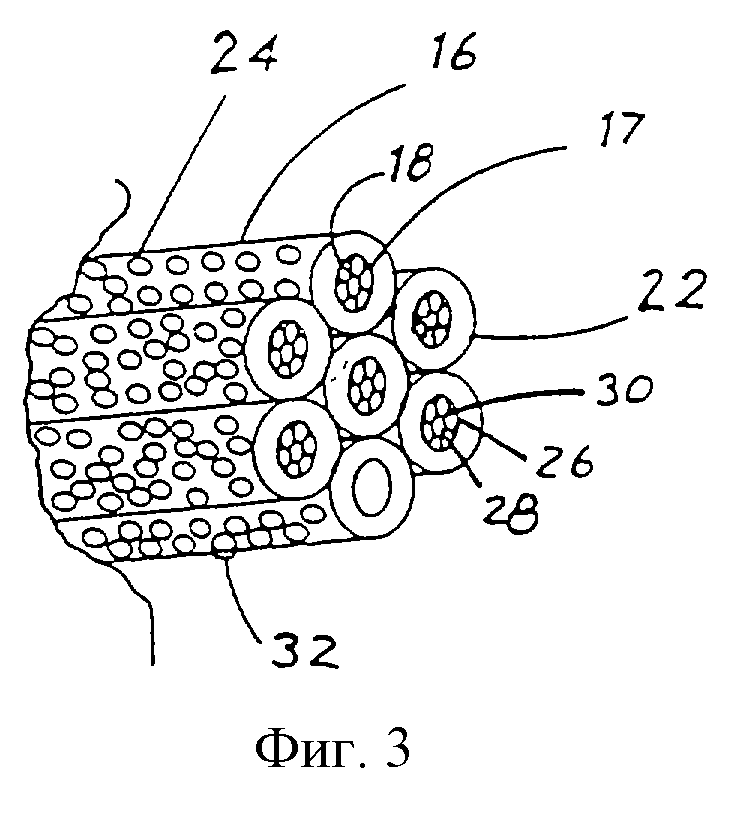
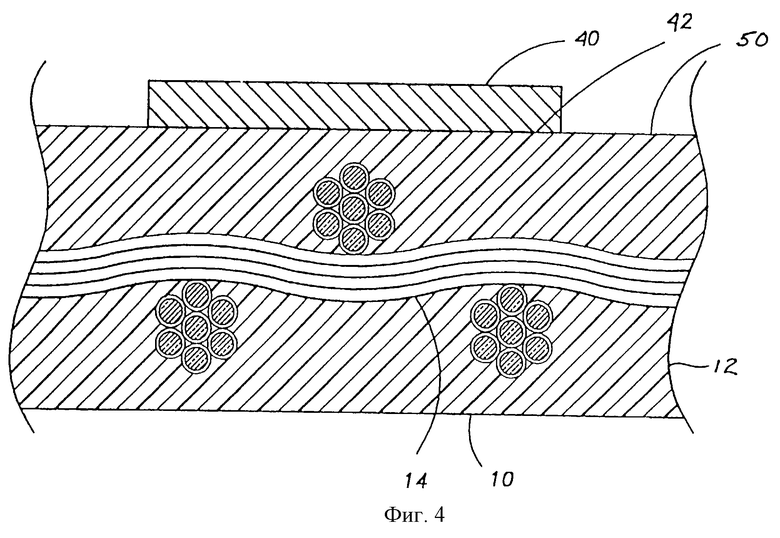
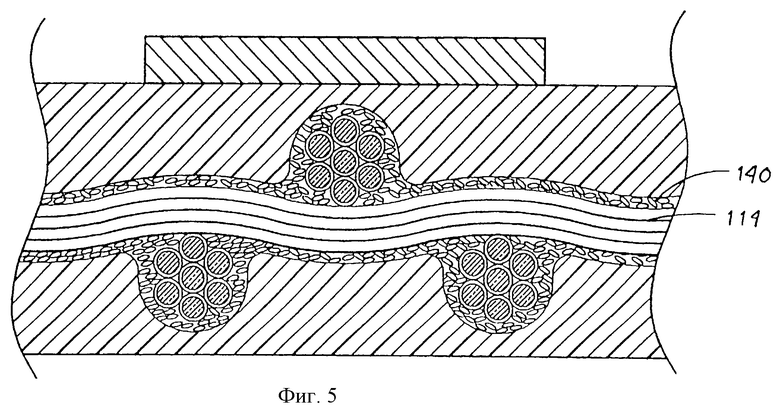
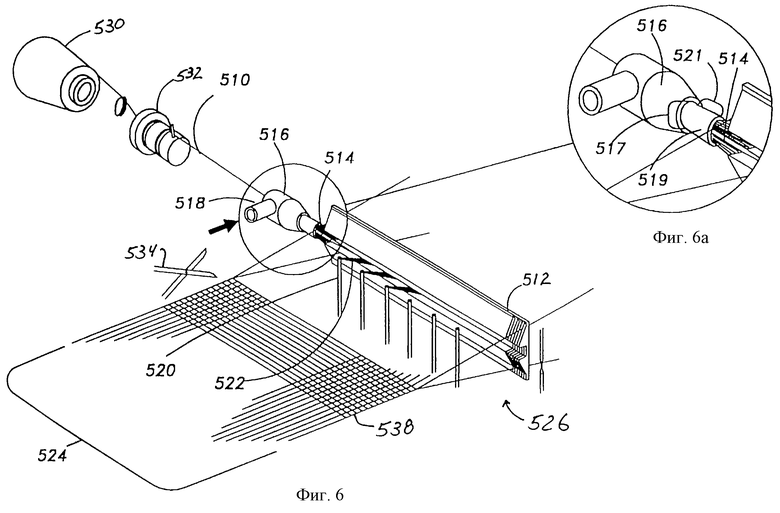
Изобретение относится к электротехнике, в частности к усиленным ламинатам для электронных печатных плат, включающим усиленный тканый материал, содержащий нити, включающие Е-стекловолокна, с нанесенным совместимым с полимерным матричным материалом покрытием. Потери при прокаливании для нитей составляют 0,01-0,6 вес.% и транспортная тяговая сила под воздействием воздушной струи составляет порядка 100000 действующей силы на 1 г массы пряжи, значение которых оценивают с использованием игольчатого воздухоструйного насадочного узла с внутренней воздухоструйной камерой диаметром 2 мм и выходной трубкой насадки длиной 20 см, при скорости подачи пряжи 274 м/мин и давлении воздуха 310 кПа. Такой ламинат имеет прочность на изгиб в направлении заполнения более 3•107 кг/м2. Покрытие нитей может включить полиэфир и полимер, выбираемый из полимеров винилпирролидона, полимеров винилового спирта, крахмалов и их смесей. Ламинат имеет коэффициент теплового расширения в направлении оси z менее 4,5% при температуре 288oС. Техническим результатом является усиление прочностных характеристик ламинатов. 11 с. и 47 з.п. ф-лы, 14 табл., 6 ил.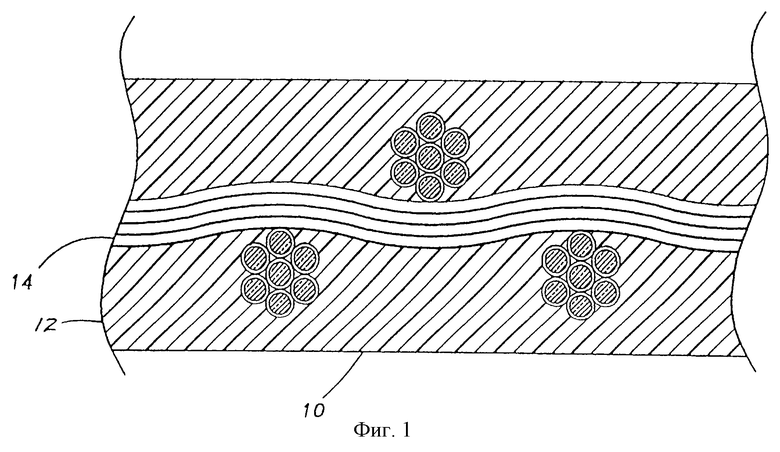
Приоритет по пунктам:
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ ДЛЯ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2022477C1 |
| WO 9639364 A1, 12.12.1996 | |||
| WO 9222191 A, 10.12.1992 | |||
| АРМИРОВАННЫЕ СЛОИСТЫЕ ПЛАСТИКОВЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ПРОИЗВОДСТВЕ ПЕЧАТНЫХ ПЛАТ, СПОСОБ ПОЛУЧЕНИЯ ТАКИХ СЛОИСТЫХ МАТЕРИАЛОВ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 1987 |
|
RU2080750C1 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2041890C1 |
| RU 95105522 A1, 27.10.1996. | |||

